



Improving Energy Performance in Flexographic Printing Process through Lean and AI Techniques: A Case Study


 , and
, and 
Abstract
:1. Introduction
- To optimize energy consumption by the flexographic printing operation for tissue roll packaging;
- To schedule jobs to the machines based on energy optimization.
2. Materials and Methods
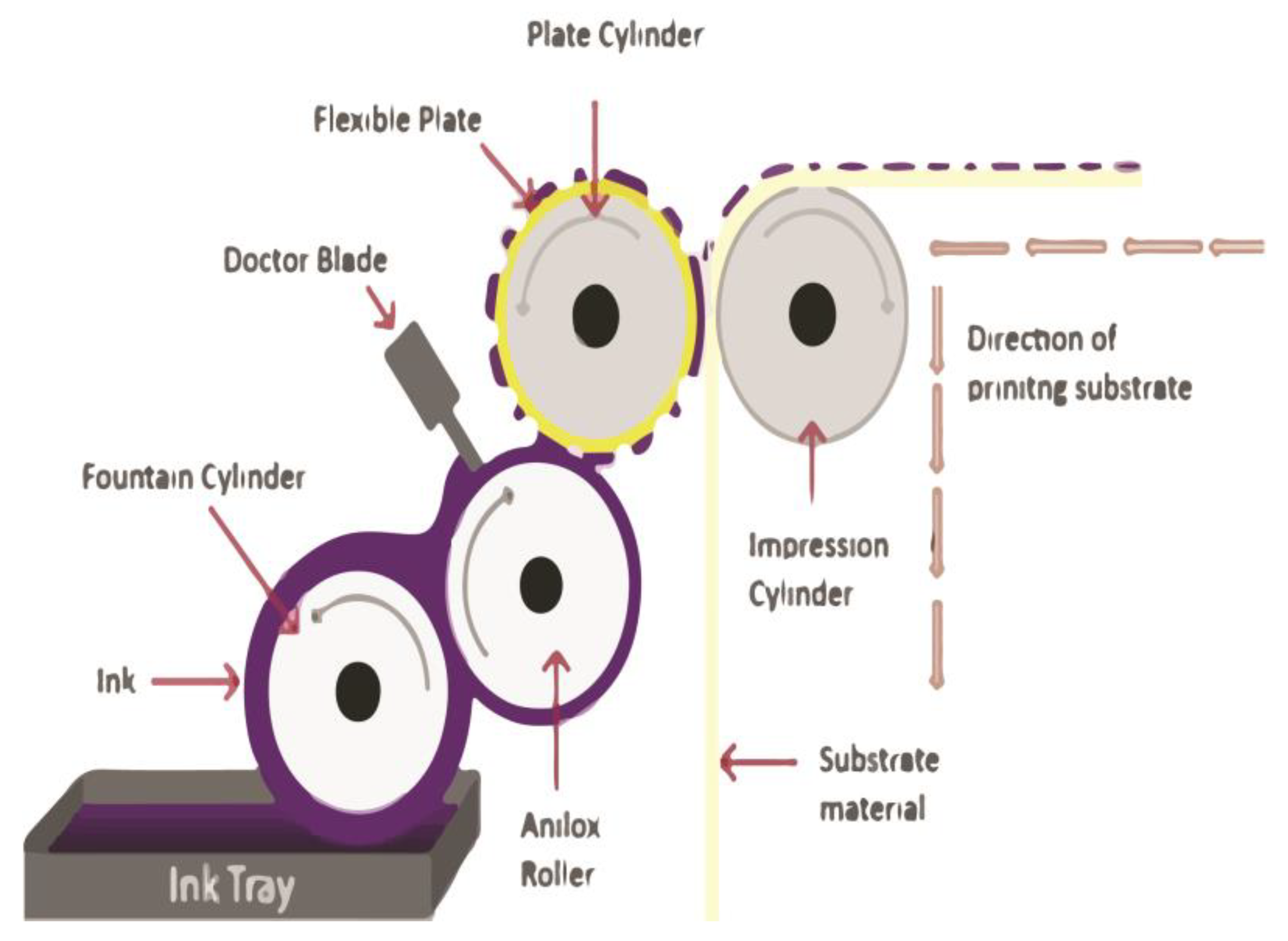
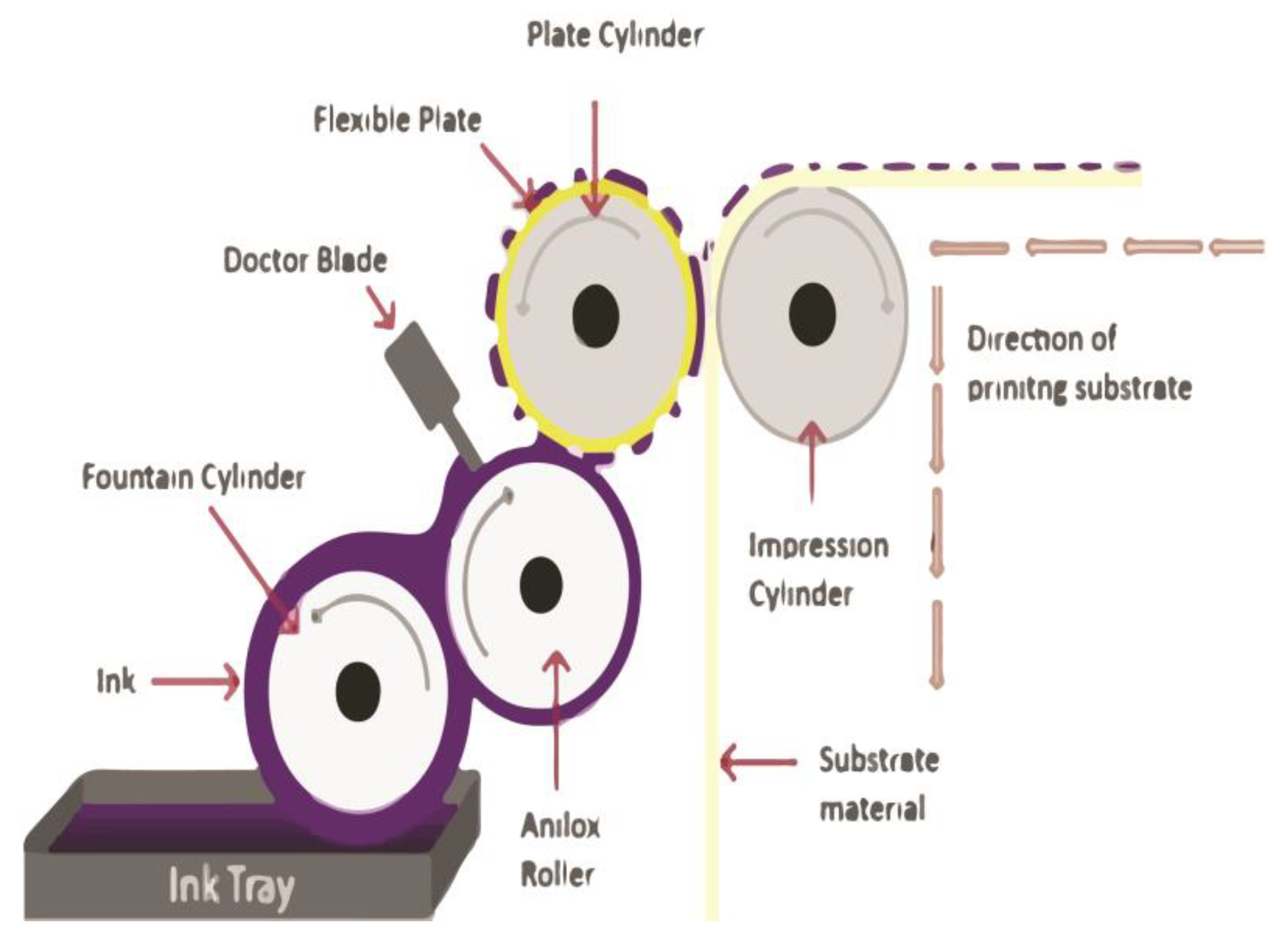
- The substrate, such as paper, plastic, or metal, is loaded onto the unwinder and fed into the press;
- The substrate is then passed through the print unit, where it meets the print cylinder, which carries the image to be printed;
- Ink is transferred from the ink pan to the anilox roller, which in turn transfers the ink to the print cylinder;
- The impression roller applies pressure to the substrate, ensuring that the ink is transferred from the print cylinder to the substrate;
- The substrate is then passed through a drying system, which dries the ink on the substrate;
- The substrate is then rewound onto the rewinder, and the process is repeated as needed to achieve the desired print quality and quantity;
- The print is inspected for quality and, if needed, adjustments are made to the press to ensure the quality of the print;
- Finally, the printed substrate is packaged and shipped to the customer.
3. Results and Discussion
3.1. Suggested Action Plan
- Waiting time: To reduce the waiting time for materials, it was suggested to have effective procurement planning. Additionally, to reduce machine downtime, it was proposed to assign energy-efficient and energy-intensive jobs to machines in an efficient manner. Keeping continuous data was also recommended to avoid any delays in the future. To maintain the cleanliness of the machines, it was suggested to develop standard operating procedures (SOPs) and to provide proper training to the workforce. It was also advised to have a checklist of SOPs that should be reported to the head of the production department;
- Setting time: The 5Why analysis revealed that by standardizing the process, waiting time for installing the photopolymer plate could be reduced. To ensure that the equipment is correctly placed, it was suggested to have a quality check inspector on the shop floor and to include this in the preventive maintenance plan. Additionally, it was proposed that effective time management planning can be used to eliminate waiting time for reel change. To do this, providing continuous training to the workforce was suggested;
- Job changeover time: To minimize waiting time during job changeovers, it was proposed to ensure easy availability of raw material, ink, and a workforce by incorporating it into job planning. Furthermore, it was recommended to have regular monitoring of the work floor situation to ensure smooth functioning;
- Color matching issue: To prevent delays caused by color matching problems, it was recommended to keep a checklist to standardize data for color/shade matching. This will be beneficial for future jobs.
3.2. Implementation of Action Plan
3.3. Optimization of Flexographic Printing Process Based on Regression Modeling Using Machine Learning
| Energy consumption = (kwh) | b0 + b1 * total machine run time (h) + b2 * produced meter/h (m) + b3 * machine speed (m/h) + b4 * machine working time (h) + b5 * machine setting time (h) + b6 * job changeover time(h) + b7 * machine waiting time (h) + b8 * substrate density (g/cm3) | (2) |
| Energy consumption = (kwh) | b0 + b1 * T1 + b2 * M + b3 * V + b4 * T2 + b5 * T3 + b6 * T4 + b7 * T5 + b8 * ρ | |
| Energy consumption = (kwh) | 1366.2234041595507 + (−1.83712203 × 102 * T1) + (−3.73654160 × 10−3 * M) + (0 * V) + (9.88985623 * T2) + (0 * T3) + (3.01566005 × 102 * T4) + (2.85659549 × 102 * T5) + (0.00000000e + 00 * ρ) |
3.4. Model Validation
3.5. Job Scheduling
4. Conclusions
- The study demonstrated that the lean methodology employed during the research was efficient in identifying the specific hot areas for energy improvement in the flexographic printing process. After implementing the lean action plan, a similar percentage of reduction in idle time was observed for both machines (30%). The reduction in machine idle time was proof of the effectiveness of the proposed combined lean approach;
- Correspondingly, 34.198% energy saving per meter and 38.635% energy saving per meter were achieved for the Miraflex machine (22140) and F&K machine (22120), respectively, due to the reduced idle time;
- The developed multi-linear regression model using machine learning technique optimized the energy consumption of flexographic printing machines; by considering a variety of input parameters, including machine speed, production meter, substrate density, machine idle time (setting time, changeover time, and waiting time), machine working time, and total run time. The results of the confirmatory test showed that the model was efficient and accurate, and could be used to predict the energy consumption for different substrate materials for both of the machines.
- The model could also be used to assign jobs to both the machines based on their predicted energy consumption, leading to a further reduction in energy consumption and costs while maintaining or even improving the quality of the printed output. Additionally, this approach could also help in reducing the carbon footprint of the manufacturing process and help companies to meet sustainability goals.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- International Energy Agency. World Energy Outlook 2019; International Energy Agency: Paris, France, 2019. [Google Scholar]
- Habib, M.S.; Tayyab, M.; Zahoor, S.; Sarkar, B. Management of animal fat-based biodiesel supply chain under the paradigm of sustainability. Energy Convers. Manag. 2020, 225, 113345. [Google Scholar] [CrossRef]
- Kanan, M.; Habib, M.S.; Shahbaz, A.; Hussain, A.; Habib, T.; Raza, H.; Abusaq, Z.; Assaf, R. A Grey-Fuzzy Programming Approach towards Socio-Economic Optimization of Second-Generation Biodiesel Supply Chains. Sustainability 2022, 14, 10169. [Google Scholar] [CrossRef]
- U.S. Department of Energy. Energy Efficiency in Manufacturing 2019; U.S. Department of Energy: Washington, DC, USA, 2019.
- European Commission. Energy Efficiency in Manufacturing; European Commission: Brussels, Belgium, 2020.
- ISO 50001:2018; Energy Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2018.
- Government of Canada. Energy Management and Audits. In Natural Resources Canada 2021; Government of Canada: Ottawa, ON, Canada, 2021. [Google Scholar]
- Boyd, G.A. Assessing Improvement in the Energy Efficiency of U.S. Auto Assembly Plants. In Duke Environmental Economics 2010, Working Paper EE10-01; Duke University: Durham, NC, USA, 2010. [Google Scholar]
- Cresko, J. Bandwidth Study on Energy Use and Potential Energy Savings Opportunities in U.S. Plastics and Rubber Manufacturing; Office of Energy Efficiency and Renewable Energy: Washington, DC, USA, 2017.
- Kumar, S.; Kaiwartya, O.; Rathee, M.; Kumar, N.; Lloret, J. Toward Energy-Oriented Optimization for Green Communication in Sensor Enabled IoT Environments. IEEE Syst. J. 2020, 14, 4663–4673. [Google Scholar] [CrossRef]
- Dev, K.; Maddikunta, P.K.R.; Gadekallu, T.R.; Bhattacharya, S.; Hegde, P.; Sing, S. Energy Optimization for Green Communication in IoT Using Harris Hawks Optimization. IEEE Trans. Green Commun. Netw. 2022, 6, 685–694. [Google Scholar] [CrossRef]
- Margolis, N.G.; Pellegrino, J.L. Energy Efficiency in the Printing and Publishing Industries; Energetics Incorporated: Columbia, MD, USA, 1995; pp. 237–248. [Google Scholar]
- Neugebauer, R.; Putz, M.; Keller, C.; Fälsch, S. Reducing Energy Demands of Printing Machines by Energy Reuse Options and Optimization. In Leveraging Technology for a Sustainable World, Proceedings of the 19th CIRP Conference on Life Cycle Engineering, University of California, Berkeley, CA, USA, 23–25 May 2012; Dornfeld, D., Linke, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2012; pp. 107–112. [Google Scholar]
- Flexographic Technical Association, Smithers Pira. The Future of Flexographic Printing to 2023. Available online: https://www.flexography.org/industry-news/smithers-pira-future-flexographic-printing-2023-report (accessed on 22 January 2023).
- Mordor Intelligence Report. Flexible Plastic Packaging Market by Type (Pouches, Rollstocks, Bags, Wraps), Material (Plastic & Aluminum Foil), Application (Food, Beverage, Pharma & Healthcare, Personal care & Cosmetics), Technology, and Region—Global Forecast to 2025. Available online: https://www.marketsandmarkets.com/MarketReports/flexible-packaging-market-1271.html (accessed on 22 January 2023).
- Joshi, A.V. Optimization of Flexo Process Parameters to Reduce the Overall Manufacturing Cost. Int. J. Optim. Control Theor. Appl. 2022, 12, 66–78. [Google Scholar] [CrossRef]
- Zion Market Research. Pakistan Toilet Tissue Market—Industry Analysis, Size, Share, Growth, Trends, and Forecast 2019–2025; Zion Market Research: Pune, India, 2019. [Google Scholar]
- Research and Markets. Pakistan Toilet Tissue Market—Growth, Trends, and Forecast (2019–2024); Research and Markets: Dublin, Ireland, 2019. [Google Scholar]
- Tomasegovic, T.; Pibernik, J.; Poljacek, S.; Madžar, A.M. Optimization of Flexographic Print Properties on Ecologically Favorable Paper Substrates. J. Graph. Eng. Des. 2021, 12, 37–44. [Google Scholar] [CrossRef]
- Żołek-Tryznowska, Z.; Rombel, M.; Petriaszeili, G.; Dedijer, S.; Kašiković, N. Influence of Some Flexographic Printing Process Conditions on the Optical Density and Tonal Value Increase of Overprinted Plastic Films. Coatings 2020, 10, 816. [Google Scholar] [CrossRef]
- Valdec, D.; Zjakić, I.; Milković, M. The Influence of Variable Parameters of Flexographic Printing on Dot Geometry of Pre-Printed Printing Substrate. Teh. Vjesn. 2013, 20, 659–667. [Google Scholar]
- Keawkul, P.; Pachonklaew, P.; Waleetorncheepsawat, B. Optimization of Printing Conditions to Achieve Effective Ink Transfer in Flexographic Printing. J. Print. Sci. Technol. 2022, 59, 298–302. [Google Scholar]
- Tomašegović, T.; Mahović Poljaček, S.; Strižić Jakovljević, M.; Urbas, R. Effect of the Common Solvents on UV-Modified Photopolymer and EPDM Flexographic Printing Plates and Printed Ink Films. Coatings 2020, 10, 136. [Google Scholar] [CrossRef]
- Poljaček, S.M.; Tomašegović, T.; Leskovac, M.; Jakovljević, S. Neural Network-Based UV Adjustment of The Photopolymer Surface for Modification of Coating Properties Printed in Flexography. JCTR 2020, 17, 271–284. [Google Scholar] [CrossRef]
- Faddoul, R.; Reverdy-Bruas, N.; Blayo, A.; Haas, T.; Zeilmann, C. Optimisation of Silver Paste for Flexography Printing on LTCC Substrate. Microelectron. Reliab. 2012, 52, 1483–1491. [Google Scholar] [CrossRef]
- Azizi, A.; Manoharam, T. Designing of Future Value Stream Mapping to Reduce Lead Time Using SMED—A Case Study. In Procedia Manufacturing, Proceedings of the 2nd International Materials, Industrial, and Manufacturing Engineering Conference, Bali, Indonesia, 4–6 February 2015; Kurniawan, D., Nor, F.M., Eds.; Elsevier BV: Amsterdam, The Netherlands; Volume 2, pp. 153–158.
- Batra, R.; Nanda, S.; Singhal, S.; Singari, R. Study of Lean Production System Using Value Stream Mapping in Manufacturing Sector and Subsequent Implementation in Tool Room; SAE Technical Paper 2016-01-0342; SAE: Warrendale, PA, USA, 2016. [Google Scholar]
- Li, W.; Thiede, S.; Kara, S.; Herrmann, C. A Generic Sanky Tool for Evaluating Energy Value Stream in Manufacturing Systems. In Procedia CIRP, Proceedings of the 24th CIRP Conference on Life Cycle Engineering, Kamakura, Japan, 8–10 March 2017; Takata, S., Umeda, Y., Kondoh, S., Eds.; Elsevier BV: Amsterdam, The Netherlands, 2017; Volume 61, pp. 475–480. [Google Scholar]
- Rishi, J.P.; Srinivas, T.R.; Ramachandra, C.G.; Ashok, B.C. Implementing the Lean Framework in a Small & Medium & Enterprise (SME)—A Case Study in Printing Press. IOP Conf. Ser. Mater. Sci. Eng. 2018, 376, 012126. [Google Scholar]
- Zahoor, S.; Shehzad, A.; Mufti, N.; Zahoor, Z.; Saeed, U. Overall Equipment Efficiency of Flexographic Printing Process: A Case Study. In IOP Conference Series: Materials Science and Engineering, Proceedings of the 4th International Conference on Mechanical, Materials and Manufacturing (ICMMM 2017), Atlanta, GA, USA, 25–27 October 2017; IOP Science: Bristol, UK, 2017; Volume 272, p. 012015. [Google Scholar]
- Zahoor, S.; Abdul-Kader, W.; Ijaz, H.; Khan, A.Q.; Saeed, Z.; Muzaffar, S. A Combined VSM and Kaizen Approach for Sustainable Continuous Process Improvement. Int. J. Ind. Eng. Oper. Manag. 2019, 1, 125–137. [Google Scholar] [CrossRef]
- Lipiak, J. Methodology for Assessing the Factors Affecting the Quality and Efficiency of Flexographic Printing Process. In Procedia Engineering, Proceedings of the 7th International Conference on Engineering Project and Production Management, Białystok, Poland 21–23 September 2016; Halicka, K., Nazarko, L., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; Volume 182, pp. 403–411. [Google Scholar]
- Al Habis, N.; Khushaim, M.; Nabat Al-Ajrash, S.M. Energy Harvesting and Storage Devices through Intelligent Flexographic Technology: A Review Article. Energies 2023, 16, 869. [Google Scholar] [CrossRef]
- Dadashnejad, A.; Valmohammadi, C. Investigating the effect of value stream mapping on overall effectiveness: A case study. Total Qual. Manag. Bus. Excell. 2019, 30, 466–482. [Google Scholar] [CrossRef]
- Alukal, G. Lean kaizen in the 21st century. Qual. Prog. 2007, 40, 69–70. [Google Scholar]
- Benjamin, S.; Marathamuthu, M.S.; Muthaiyah, S. Scrap loss reduction using 5-whys analysis. Int. J. Qual. Reliab. Manag. 2010, 27, 527–540. [Google Scholar]
- Nguyen, T.L. STEAM-ME: A Novel Model for Successful Kaizen Implementation and Sustainable Performance of SMEs in Vietnam. J. Hindawi 2019, 2019, 6048195. [Google Scholar] [CrossRef]
- Rahmanian, F.; Rahmatinejad, Z. Impact of Kaizen Implementation on Performance of Manufacturing Companies’ Staff. Eur. Online J. Nat. Soc. Sci. 2013, 2, 1094–1103. [Google Scholar]
- Jamian, R.; Rahman, M.N.A.; Deros, B.M.; Ismail, N.Z.N. A conceptual model towards sustainable management system based upon 5S practice for manufacturing SMES. Asia Pac. J. Oper. Manag. 2012, 1, 19–31. [Google Scholar]
- Zahoor, S.; Mufti, N.A.; Saleem, M.Q.; Shehzad, A. An Investigation into Surface Integrity of AISI P20 Machined Under the Influence of Spindle Forced Vibration. Int. J. Adv. Manuf. Technol. 2017, 96, 3565–3574. [Google Scholar] [CrossRef]
- Bushehri, F.; Mohammad Mehdi, S.; Khavari, D.; Hossein, S.; Meybodi, B.; Zarchi, S. Energy Consumption Prediction in Iran: A Hybrid Machine Learning and Genetic Algorithm Method with Sustainable Development Considerations. Environ. Energy Econ. Res. 2022, 6, S034. [Google Scholar]
- Sian, A.; Abdolalizadeh, L.; Mako, C.; Torok, B.; Amir, M.; Mosavi, A. Systematic Review of Deep Learning and Machine Learning for Building Energy. Front. Energy Res. 2022, 10, 786027. [Google Scholar] [CrossRef]
- Shin, S.Y.; Woo, H.G. Energy Consumption Forecasting in Korea Using Machine Learning Algorithms. Energies 2022, 15, 4880. [Google Scholar] [CrossRef]
- Guo, H.; Duan, D.; Yan, J.; Ding, K.; Xiang, F.; Peng, R. Machine Learning-Based Method for Detached Energy-Saving Residential Form Generation. Buildings 2022, 12, 1504. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine | Raw Material | Speed (m/min) | Press Type | Color Stations | Drying Type | Total Run Time (Hours/Day) |
|---|---|---|---|---|---|---|
| Miraflex machine (22140) | PP, Polyester, PET, MOPP, Oil film, WOPE | 400–500 | Common impression cylinder | 8 | Hot air chamber through electrical oil heaters | 24 |
| F&K machine (22120) | PP, Polyester, PET, MOPP, WOPE | 250–320 | Common impression cylinder | 8 | Hot air chamber through electrical oil heaters | 24 |
| Input Parameter | Unit | Symbol |
|---|---|---|
| Variable parameter | ||
| Machine production rate | Produced meter/hour | M |
| Total machine run time | Hour | T1 |
| Machine working time | Hour | T2 |
| Machine Idle time | ||
| Machine setting time | Hour | T3 |
| Job changeover time | Hour | T3 |
| Machine waiting time | Hour | T5 |
| Constant parameter | ||
| Machine speed | meter/hour | V |
| Substrate density | g/cm3 | ρ |
| Hot Areas | Contribution to the Machine Idle Time |
|---|---|
| Waiting time | |
| Time for job/material | 15% |
| Time for cleaning the machine | 12% |
| Setting time | |
| Time for installation of new photopolymer plate | 8% |
| Time for reel change | 5% |
| Time for job changeover | 15% |
| Time delay for color matching | 7% |
| Hot Area | Root Cause and Effect |
|---|---|
| Waiting time | |
| Time for job/material | Root cause: inappropriate procurement planning Effect: increase in the idle time due to waiting time for job or material |
| Time for cleaning the machine | Root cause: pressure variation from source supply Effect: increase in the idle time due to waiting time for cleaning the machine |
| Setting time | |
| Time for installation of new photopolymer plate | Root cause: misalignment problem during installation Effect: increase in the idle time due to waiting for real change |
| Time for reel change | Root cause: uneven scheduling of reel change Effect: increase in the idle time due to waiting for photopolymer plate |
| Time for job changeover | Root cause: lack of communication of ink department Effect: increase the idle time due to job changeover |
| Time delay for color matching | Root cause: improper fitting issue due to compact space Effect: increase in the idle time due to waiting for color matching |
| Machine No. | M (m) | T1 (h) | V (m/h) | T2 (h) | T3 (h) | T4 (h) | T5 (h) | Ρ (g/cm3) | Energy Consumed (kwh) |
|---|---|---|---|---|---|---|---|---|---|
| 22140 | 1800 | 6.16 | 5.5 | 0.45 | 0 | 0.03 | 0.15 | 1.4 | 284.1756 |
| 22140 | 1800 | 6.30 | 6 | 1 | 0.15 | 0.08 | 0.120 | 1.4 | 270.4038 |
| 22140 | 1800 | 6.46 | 7.5 | 0.25 | 0.13 | 0.125 | 1.4 | 1.4 | 259.0011 |
| 22140 | 1800 | 7 | 8 | 1.30 | 0.35 | 0.18 | 0.130 | 1.4 | 177.7854 |
| 22140 | 1800 | 7 | 8.5 | 1.45 | 0.45 | 0.23 | 0.135 | 1.4 | 170.0558 |
| Data Value | Machine No. | M (m) | T1 (h) | V (m/h) | T2 (h) | T3 (h) | T4 (h) | T5 (h) | Ρ (g/cm3) | Energy Consumed (kwh) |
|---|---|---|---|---|---|---|---|---|---|---|
| Predicted | 22140 | 1800 | 6.46 | 7.5 | 0.25 | 0.13 | 0.125 | 1.4 | 1.4 | 259.0011 |
| Recorded | 22140 | 1800 | 6.46 | 7.5 | 1.15 | 0.25 | 0.13 | 0.125 | 1.4 | 259.0000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abusaq, Z.; Zahoor, S.; Habib, M.S.; Rehman, M.; Mahmood, J.; Kanan, M.; Mushtaq, R.T. Improving Energy Performance in Flexographic Printing Process through Lean and AI Techniques: A Case Study. Energies 2023, 16, 1972. https://doi.org/10.3390/en16041972
Abusaq Z, Zahoor S, Habib MS, Rehman M, Mahmood J, Kanan M, Mushtaq RT. Improving Energy Performance in Flexographic Printing Process through Lean and AI Techniques: A Case Study. Energies. 2023; 16(4):1972. https://doi.org/10.3390/en16041972
Chicago/Turabian StyleAbusaq, Zaher, Sadaf Zahoor, Muhammad Salman Habib, Mudassar Rehman, Jawad Mahmood, Mohammad Kanan, and Ray Tahir Mushtaq. 2023. "Improving Energy Performance in Flexographic Printing Process through Lean and AI Techniques: A Case Study" Energies 16, no. 4: 1972. https://doi.org/10.3390/en16041972
APA StyleAbusaq, Z., Zahoor, S., Habib, M. S., Rehman, M., Mahmood, J., Kanan, M., & Mushtaq, R. T. (2023). Improving Energy Performance in Flexographic Printing Process through Lean and AI Techniques: A Case Study. Energies, 16(4), 1972. https://doi.org/10.3390/en16041972