
Techno-Economic Analysis of Thermochemical Conversion of Waste Masks Generated in the EU during COVID-19 Pandemic into Energy Products

Abstract
:1. Introduction
2. Analysis of Feedstock
2.1. Analysis of WMs Generated in the EU during COVID-19 Pandemic
2.2. Definition of the Goal and Scope
3. Technical Analysis
3.1. Incineration Scenario
3.2. Pyrolysis Scenario
3.3. Gasification Scenario
4. Economic Analysis
4.1. Model Selection
4.2. Model Assumption
4.3. Cost Analysis
4.3.1. Fixed and Variable Costs
4.3.2. Net Present Value
4.3.3. Simple Payback
4.3.4. Discounted Payback
4.3.5. Internal Rate of Return
4.3.6. Production Cost
4.3.7. Sensitivity Analysis
4.4. Data Collection
4.4.1. Pre-Treatments
4.4.2. Incineration
4.4.3. Pyrolysis and Gasification Treatments
Laboratory Treatment Scale
Industrial Treatment Scale
5. Results and Discussion
5.1. Product Prices Analysis
5.2. Evaluation of IRR Performance
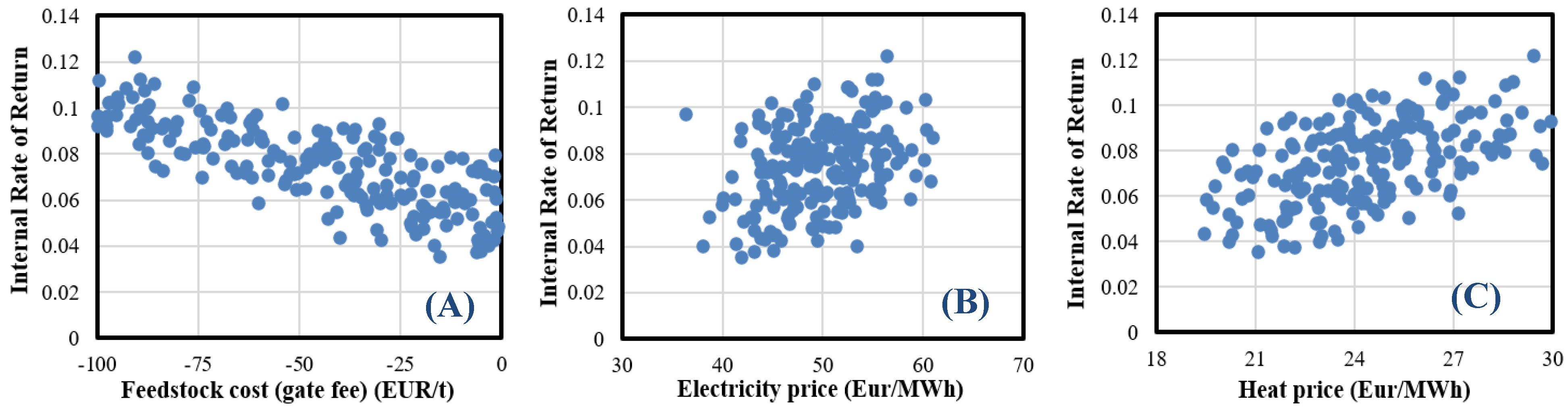
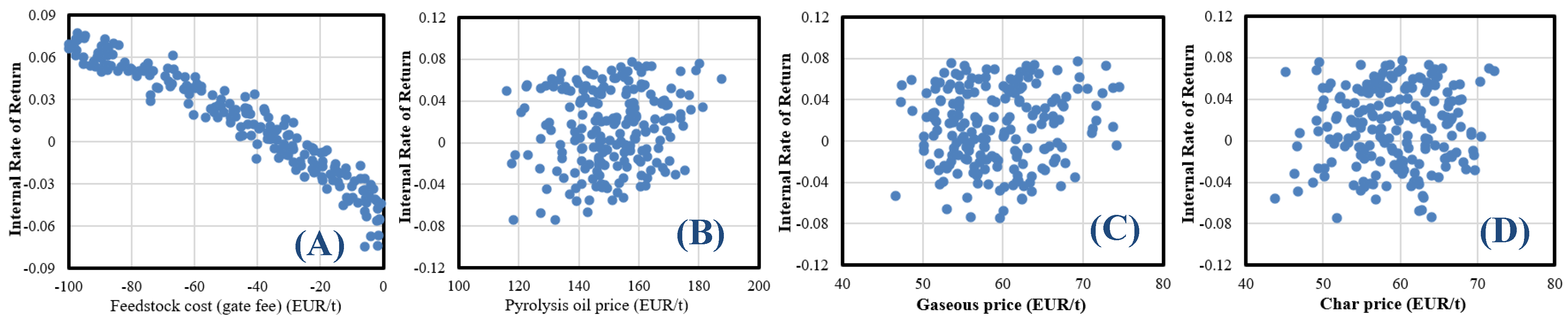
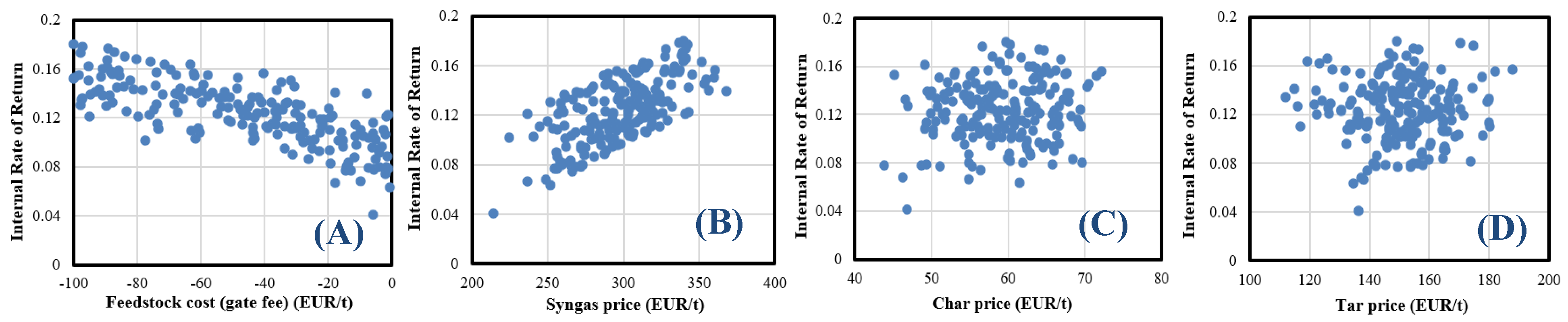
5.3. Effect of Input Variables on IRR Performance
6. Future Work and Recommendations
7. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ganesapillai, M.; Mondal, B.; Sarkar, I.; Sinha, A.; Ray, S.S.; Kwon, Y.N.; Nakamura, K.; Govardhan, K. The face behind the COVID-19 mask—A comprehensive review. Environ. Technol. Innov. 2022, 28, 102837. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.B.; Lee, J.; Tsang, Y.F.; Kim, Y.M.; Jae, J.; Jung, S.C.; Park, Y.K. Production of value-added aromatics from wasted COVID-19 mask via catalytic pyrolysis. Environ. Pollut. 2021, 283, 117060. [Google Scholar] [CrossRef] [PubMed]
- Eimontas, J.; Stasiulaitiene, I.; Zakarauskas, K.; Striūgas, N. An eco-friendly strategy for recovery of H2-CH4-rich syngas, benzene-rich tar and carbon nanoparticles from surgical mask waste using an updraft gasifier system. Energy Sources Part A Recovery Util. Environ. Eff. 2023, 45, 5068–5080. [Google Scholar] [CrossRef]
- Tcharkhtchi, A.; Abbasnezhad, N.; Zarbini Seydani, M.; Zirak, N.; Farzaneh, S.; Shirinbayan, M. An overview of filtration efficiency through the masks: Mechanisms of the aerosols penetration. Bioact. Mater. 2020, 6, 106–122. [Google Scholar] [CrossRef]
- Ray, S.S.; Lee, H.K.; Huyen, D.T.T.; Chen, S.S.; Kwon, Y.N. Microplastics waste in environment: A perspective on recycling issues from PPE kits and face masks during the COVID-19 pandemic. Environ. Technol. Innov. 2022, 26, 102290. [Google Scholar] [CrossRef]
- Wang, Z.; An, C.; Chen, X.; Lee, K.; Zhang, B.; Feng, Q. Disposable masks release microplastics to the aqueous environment with exacerbation by natural weathering. J. Hazard. Mater. 2021, 417, 126036. [Google Scholar] [CrossRef]
- Sun, S.; Yuan, Y.; Chen, R.; Xu, X.; Zhang, D. Kinetic, thermodynamic and chemical reaction analyses of typical surgical face mask waste pyrolysis. Therm. Sci. Eng. Prog. 2021, 26, 101135. [Google Scholar] [CrossRef]
- Ardila-Suárez, C.; Pablo Villegas, J.; Lins de Barros Neto, E.; Ghislain, T.; Lavoie, J.M. Waste surgical masks to fuels via thermochemical co-processing with waste motor oil and biomass. Bioresour. Technol. 2022, 348, 126798. [Google Scholar] [CrossRef]
- Purnomo, C.W.; Kurniawan, W.; Aziz, M. Technological review on thermochemical conversion of COVID-19-related medical wastes. Resour. Conserv. Recycl. 2021, 167, 105429. [Google Scholar] [CrossRef]
- Fabiani, C.; Cavagnoli, S.; Chiatti, C.; Pisello, A.L. Management of disposable surgical masks for tackling pandemic-generated pollution: Thermo-acoustic investigations and life cycle assessment of novel recycled building panels. Resour. Conserv. Recycl. 2022, 186, 106509. [Google Scholar] [CrossRef]
- Pourebrahimi, S. Upcycling face mask wastes generated during COVID-19 into value-added engineering materials: A review. Sci. Total Environ. 2022, 851, 158396. [Google Scholar] [CrossRef]
- Zhao, Z.; Wu, S.; Liu, Q.; Xie, J.; Yang, C.; Wang, F.; Wan, P. Recycling waste disposable medical masks in improving the performance of asphalt and asphalt mixtures. Constr. Build. Mater. 2022, 337, 127621. [Google Scholar] [CrossRef]
- Serafin, J.; Sreńscek-Nazzal, J.; Kamińska, A.; Paszkiewicz, O.; Michalkiewicz, B. Management of surgical mask waste to activated carbons for CO2 capture. J. CO2 Util. 2022, 59, 101970. [Google Scholar] [CrossRef]
- Miah, M.J.; Pei, J.; Kim, H.; Sharma, R.; Jang, J.G.; Ahn, J. Property assessment of an eco-friendly mortar reinforced with recycled mask fiber derived from COVID-19 single-use face masks. J. Build. Eng. 2023, 66, 105885. [Google Scholar] [CrossRef]
- Eimontas, J.; Stasiulaitiene, I.; Zakarauskas, K.; Striūgas, N. Pyrolysis of all layers of surgical mask waste as a mixture and its life-cycle assessment. Sustain. Prod. Consum. 2022, 32, 519–531. [Google Scholar] [CrossRef]
- Nam, J.Y.; Lee, T.R.; Tokmurzin, D.; Park, S.J.; Ra, H.W.; Yoon, S.J.; Mun, T.Y.; Yoon, S.M.; Moon, J.H.; Lee, J.G.; et al. Hydrogen-rich gas production from disposable COVID-19 mask by steam gasification. Fuel Lond 2023, 331, 125720. [Google Scholar] [CrossRef]
- Eimontas, J.; Striūgas, N.; Abdelnaby, M.A. Pyrolysis kinetic behaviour and TG-FTIR-GC-MS analysis of Coronavirus Face Masks. J. Anal. Appl. Pyrolysis 2021, 156, 105118. [Google Scholar] [CrossRef]
- Duc Bui, V.; Phuong Vu, H.; Phuong Nguyen, H.; Quang Duong, X.; Tuyen Nguyen, D.; Tuan Pham, M.; Quy Phong Nguyen, P. Techno-economic assessment and logistics management of biomass in the conversion progress to bioenergy. Sustain. Energy Technol. Assess. 2023, 55, 102991. [Google Scholar] [CrossRef]
- Yousef, S.; Eimontas, J.; Striūgas, N.; Abdelnaby, M.A. A new strategy for butanol extraction from COVID-19 mask using catalytic pyrolysis process over ZSM-5 zeolite catalyst and its kinetic behavior. Thermochim. Acta 2022, 711, 179198. [Google Scholar] [CrossRef]
- Kiminaitė, I.; Eimontas, J.; Striūgas, N.; Abdelnaby, M.A. Recovery of phenol and acetic acid from glass fibre reinforced thermoplastic resin using catalytic pyrolysis process on ZSM-5 zeolite catalyst and its kinetic behaviour. Thermochim. Acta 2022, 715, 179293. [Google Scholar] [CrossRef]
- Li, C.; Yuan, X.; Sun, Z.; Suvarna, M.; Hu, X.; Wang, X.; Ok, Y.S. Pyrolysis of waste surgical masks into liquid fuel and its life-cycle assessment. Bioresour. Technol. 2022, 346, 126582. [Google Scholar] [CrossRef] [PubMed]
- Chalermsinsuwan, B.; Li, Y.H.; Manatura, K. Optimization of gasification process parameters for COVID-19 medical masks using response surface methodology. Alex. Eng. J. 2023, 62, 335–347. [Google Scholar] [CrossRef]
- Li, J.; Wang, H.; Chen, H.; Wu, H.; Xu, G.; Dong, Y.; Zhao, Q.; Liu, T. Comparative thermodynamic and techno-economic analysis of various medical waste-to-hydrogen/methanol pathways based on plasma gasification. Appl. Therm. Eng. 2023, 221, 119762. [Google Scholar] [CrossRef]
- Yukesh Kannah, R.; Kavitha, S.; Preethi Parthiba Karthikeyan, O.; Kumar, G.; Dai-Viet, N.V.; Rajesh Banu, J. Techno-economic assessment of various hydrogen production methods—A review. Bioresour. Technol. 2021, 319, 124175. [Google Scholar] [CrossRef]
- Farzad, S.; Mandegari, M.; Görgens, J.F. A novel approach for valorization of waste tires into chemical and fuel (limonene and diesel) through pyrolysis: Process development and techno economic analysis. Fuel Process. Technol. 2021, 224, 107006. [Google Scholar] [CrossRef]
- Asim, M.; Kumar, R.; Kanwal, A.; Shahzad, A.; Ahmad, A.; Farooq, M. Techno-economic assessment of energy and environmental impact of waste-to-energy electricity generation. Energy Rep. 2023, 9, 1087–1097. [Google Scholar] [CrossRef]
- Lekavičius, V.; Galinis, A.; Miškinis, V. Long-term economic impacts of energy development scenarios: The role of domestic electricity generation. Appl. Energy 2019, 253, 113527. [Google Scholar] [CrossRef]
- Zhuo, C.; Xueqin, L.; Zhiwei, W.; Yantao, Y.; Tanglei, S.; Taoli, H.; Peng, L.; Yanling, L.; Youqing, W.; Tingzhou, L.; et al. Techno-economic and whole life cycle assessment of ester fuels production from agricultural waste via hydrothermal liquefaction. Ind. Crops Prod. 2023, 192, 116096. [Google Scholar] [CrossRef]
- Mahmood, R.; Parshetti, G.K.; Balasubramanian, R. Energy, exergy and techno-economic analyses of hydrothermal oxidation of food waste to produce hydro-char and bio-oil. Energy 2016, 102, 187–198. [Google Scholar] [CrossRef]
- Farahmandpour, R.; Karimi, K.; Denayer, J.F.M.; Shafiei, M. Innovative biorefineries for cleaner waste textile management towards circular economy: Techno-economic analysis. J. Clean. Prod. 2022, 378, 134500. [Google Scholar] [CrossRef]
- Li, J.; Ye, X.; Burra, K.G.; Lu, W.; Wang, Z.; Liu, X.; Gupta, A.K. Synergistic effects during co-pyrolysis and co-gasification of polypropylene and polystyrene. Appl. Energy 2023, 336, 120750. [Google Scholar] [CrossRef]
- Voss, R.; Lee, R.P.; Seidl, L.; Keller, F.; Fröhling, M. Global warming potential and economic performance of gasification-based chemical recycling and incineration pathways for residual municipal solid waste treatment in Germany. Waste Manag. 2021, 134, 206–219. [Google Scholar] [CrossRef]
- Fadhilah, N.A.; Islam, M.N.; Rosli, R. Techno-economic analysis of sawdust and rice husk co-pyrolysis for bio-oil production. Bioresour. Technol. Rep. 2023, 21, 101233. [Google Scholar] [CrossRef]
- Bridgwater, A.V.; Toft, A.J.; Brammer, J.G. A techno-economic comparison of power production by biomass fast pyrolysis with gasification and combustion. Renew. Sustain. Energy Rev. 2002, 6, 181–246. [Google Scholar] [CrossRef]
- Available online: https://www.spglobal.com/marketintelligence/en/campaigns/european-energy-sector?utm_source=bing&utm_medium=cpc&utm_campaign=Energy_EU_Power_Search_Google&utm_term=energy%20data&utm_content=&_bt=&_bk=energy%20data&_bm=p&_bn=o&_bg=1162184934407703&msclkid=46ff8cf4764e1b49f622ef131c611e2b (accessed on 1 January 2023).
- Available online: https://ens.dk/en/our-services/projections-and-models/technology-data/technology-data-renewable-fuels (accessed on 1 January 2023).
- Available online: https://www.fortunebusinessinsights.com/europe-protective-face-mask-market-105075 (accessed on 1 January 2023).
- Eimontas, J.; Striūgas, N.; Abdelnaby, M.A. Pyrolysis and gasification kinetic behavior of mango seed shells using TG-FTIR-GC–MS system under N2 and CO2 atmospheres. Renew. Energy 2021, 173, 733–749. [Google Scholar] [CrossRef]
- Sharma, P.; Sheth, P.N.; Mohapatra, B.N. Co-processing of petcoke and producer gas obtained from RDF gasification in a white cement plant: A techno-economic analysis. Energy 2023, 265, 126248. [Google Scholar] [CrossRef]
- Wu, W.; Xu, H.; Shi, B.; Kuo, P.C. Techno-economic analysis of plastic wastes-based polygeneration processes. Chem. Eng. Process. Process Intensif. 2023, 184, 109297. [Google Scholar] [CrossRef]
- Zang, G.; Zhang, J.; Ratner, A.; Shi, Y. Techno-economic analysis of a cooling, heating, and electricity trigeneration system based on downdraft fixed bed wood and tire gasification: Case study of a campus office building. Sustain. Energy Technol. Assess. 2023, 55, 102939. [Google Scholar] [CrossRef]
- Danish Energy Agency. Technology Data—Energy Plants for Electricity and District Heating Generation; Danish Energy Agency: København, Denmark, 2023; Available online: https://ens.dk/en/our-services/projections-and-models/technology-data (accessed on 1 January 2023).
- Wu, N.; Lan, K.; Yao, Y. An integrated techno-economic and environmental assessment for carbon capture in hydrogen production by biomass gasification. Resour. Conserv. Recycl. 2023, 188, 106693. [Google Scholar] [CrossRef]
- Chen, H.; Lu, D.; An, J.; Qiao, S.; Dong, Y.; Jiang, X.; Xu, G.; Liu, T. Thermo-Economic analysis of a novel biomass Gasification-Based power system integrated with a supercritical CO2 cycle and a Coal-Fired power plant. Energy Convers. Manag. 2022, 266, 115860. [Google Scholar] [CrossRef]
- Mairizal, A.Q.; Sembada, A.Y.; Tse, K.M.; Haque, N.; Rhamdhani, M.A. Techno-economic analysis of waste PCB recycling in Australia. Resour. Conserv. Recycl. 2023, 190, 106784. [Google Scholar] [CrossRef]
- Barbera, E.; Bertucco, A.; Nigam, K.D.P.; Kumar, S. Techno-economic analysis of a micro-scale biogas plant integrated with microalgae cultivation for the treatment of organic municipal waste. Chem. Eng. J. 2022, 450, 138323. [Google Scholar] [CrossRef]
- Kuppens, T.; van Darl, M.; Vanreppelen, K.; Thewys, T.; Yperman, J.; Carleer, R.; Schreurs, S.; van Passel, S. Techno-economic assessment of fast pyrolysis for the valorization of short rotation coppice cultivated for phytoextraction. J. Clean. Prod. 2015, 88, 336–344. [Google Scholar] [CrossRef]
- Jungmeier, G. The Biorefinery Fact Sheet. Int. J. Life Cycle Assess. 2017. [Google Scholar]
- Mathad, V.C.; Lahane, S. Assessment of hydrogen generation potential from biomass and its application for power generation in Andaman and Nicobar Islands: A review. Carbon Sci. Technol. 2016, 8, 146–152. [Google Scholar]
- Naimi, L.J.; Sokhansanj, S. Data-based equation to predict power and energy input for grinding wheat straw, corn stover, switchgrass, miscanthus, and canola straw. Fuel Process. Technol. 2018, 173, 81–88. [Google Scholar] [CrossRef]
- Gul, E.; Riva, L.; Nielsen, H.K.; Yang, H.; Zhou, H.; Yang, Q.; Skreiberg, Ø.; Wang, L.; Barbanera, M.; Zampilli, M.; et al. Substitution of coke with pelletized biocarbon in the European and Chinese steel industries: An LCA analysis. Appl. Energy 2021, 304, 117644. [Google Scholar] [CrossRef]
- Badger, P.; Badger, S.; Puettmann, M.; Steele, P.; Cooper, J. Techno-economic analysis: Preliminary assessment of pyrolysis oil production costs and material energy balance associated with a transportable fast pyrolysis system. BioResources 2011, 6, 6048. [Google Scholar] [CrossRef]
- Kodera, Y.; Yamamoto, T.; Ishikawa, E. Energy- and economic-balance estimation of pyrolysis plant for fuel-gas production from plastic waste based on bench-scale plant operations. Fuel Commun. 2021, 7, 100016. [Google Scholar] [CrossRef]
- Eimontas, J.; Striūgas, N.; Tatariants, M.; Abdelnaby, M.A.; Tuckute, S.; Kliucininkas, L. A sustainable bioenergy conversion strategy for textile waste with self-catalysts using mini-pyrolysis plant. Energy Convers. Manag. 2019, 196, 688–704. [Google Scholar] [CrossRef]
- Pei, P.; Korom, S.F.; Ling, K.; Nasah, J. Cost comparison of syngas production from natural gas conversion and underground coal gasification. Mitig. Adapt. Strateg. Glob. Chang. 2016, 21, 629–643. [Google Scholar] [CrossRef]
- Al Yahya, S.; Iqbal, T.; Omar, M.M.; Ahmad, M. Techno-economic analysis of fast pyrolysis of date palm waste for adoption in Saudi Arabia. Energies 2021, 14, 6048. [Google Scholar] [CrossRef]
- Tonkonogovas, A.; Lukošiūtė, S.-I.; Mohamed, A. Gas permeation and selectivity characteristics of sponge-like and finger-like structures of polysulfone membranes. Fuel 2023, 347, 128476. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Incineration [42] | Pyrolysis [42] | Gasification [42] |
|---|---|---|---|
| Investment cost (MEUR/tonne) | 22.15 | 11.18 | 14.44 |
| Fixed cost (MEUR/tonne) | 0.64 | 0.42 | 0.22 |
| Variable cost (EUR/tonne) | 62.08 | 18.00 | 27.78 |
| Parameter | Value [42] |
|---|---|
| Electrical efficiency | 22% |
| Heat efficiency | 80% (8.89 MWh) |
| Availability | 93.574% |
| Gate fee | 45.4 EUR/tonne |
| Electricity price | 49.67 EUR/MWh |
| Heat price | 24.4 EUR/MWh |
| Pyrolysis Scenario | Gasification Scenario | ||||
|---|---|---|---|---|---|
| Product | Yield (wt.%) | Product Cost (USD/kg) | Product | Yield (wt.%) | Product Cost |
| Oil | 42.26 | 0.30 [52] | Syngas | 89.7 | 3.29 GJ−1 [55] |
| Gaseous | 54.13 | 0.2 [53] | Char | 1.3 | 1.2 $/kg [54] |
| Char | 3.61 | 1.2 $/kg [54] | Tar | 9 | 0.30 $/kg [52] |
| Scenario | Item | Production Cost | Products Commercial Prices | Performance (%) |
|---|---|---|---|---|
| Incineration | Electricity | 71.67 EUR/MWh | 50 EUR/MWh | 43 |
| Heat | 30.48 EUR/MWh | 24 EUR/MWh | 27 | |
| Pyrolysis | Oil | 356.36 EUR/t | 150 EUR/t | 138 |
| Gaseous | 221.11 EUR/t | 60 EUR/t | 269 | |
| Char | 237.72 EUR/t | 60 EUR/t | 296 | |
| Gasification | Syngas | 257.45 EUR/t | 300 EUR/t | −14 |
| Char | −2875.98 EUR/t | 150 EUR/t | ||
| Tar | −1697.73 EUR/t | 60 EUR/t |
| Scenario | SPB (Year) | NPV (MEUR) | DPB (Year) | IRR (%) |
|---|---|---|---|---|
| Incineration | 12 | −30.46 | --- | 7.56 |
| Pyrolysis | 21 | −42.22 | --- | 1.73 |
| Gasification | 8 | 4.59 | 14 | 12.51 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yousef, S.; Lekavičius, V.; Striūgas, N. Techno-Economic Analysis of Thermochemical Conversion of Waste Masks Generated in the EU during COVID-19 Pandemic into Energy Products. Energies 2023, 16, 3948. https://doi.org/10.3390/en16093948
Yousef S, Lekavičius V, Striūgas N. Techno-Economic Analysis of Thermochemical Conversion of Waste Masks Generated in the EU during COVID-19 Pandemic into Energy Products. Energies. 2023; 16(9):3948. https://doi.org/10.3390/en16093948
Chicago/Turabian StyleYousef, Samy, Vidas Lekavičius, and Nerijus Striūgas. 2023. "Techno-Economic Analysis of Thermochemical Conversion of Waste Masks Generated in the EU during COVID-19 Pandemic into Energy Products" Energies 16, no. 9: 3948. https://doi.org/10.3390/en16093948