
Insights into Properties of Biomass Energy Pellets Made from Mixtures of Woody and Non-Woody Biomass: A Meta-Analysis


 ,
,
Abstract
:1. Introduction
1.1. Biomass as a Renewable Energy Source
1.2. Biomass Pellet Market Dynamics
1.3. Quality Assurance of Biomass Pellets
2. Materials and Methods
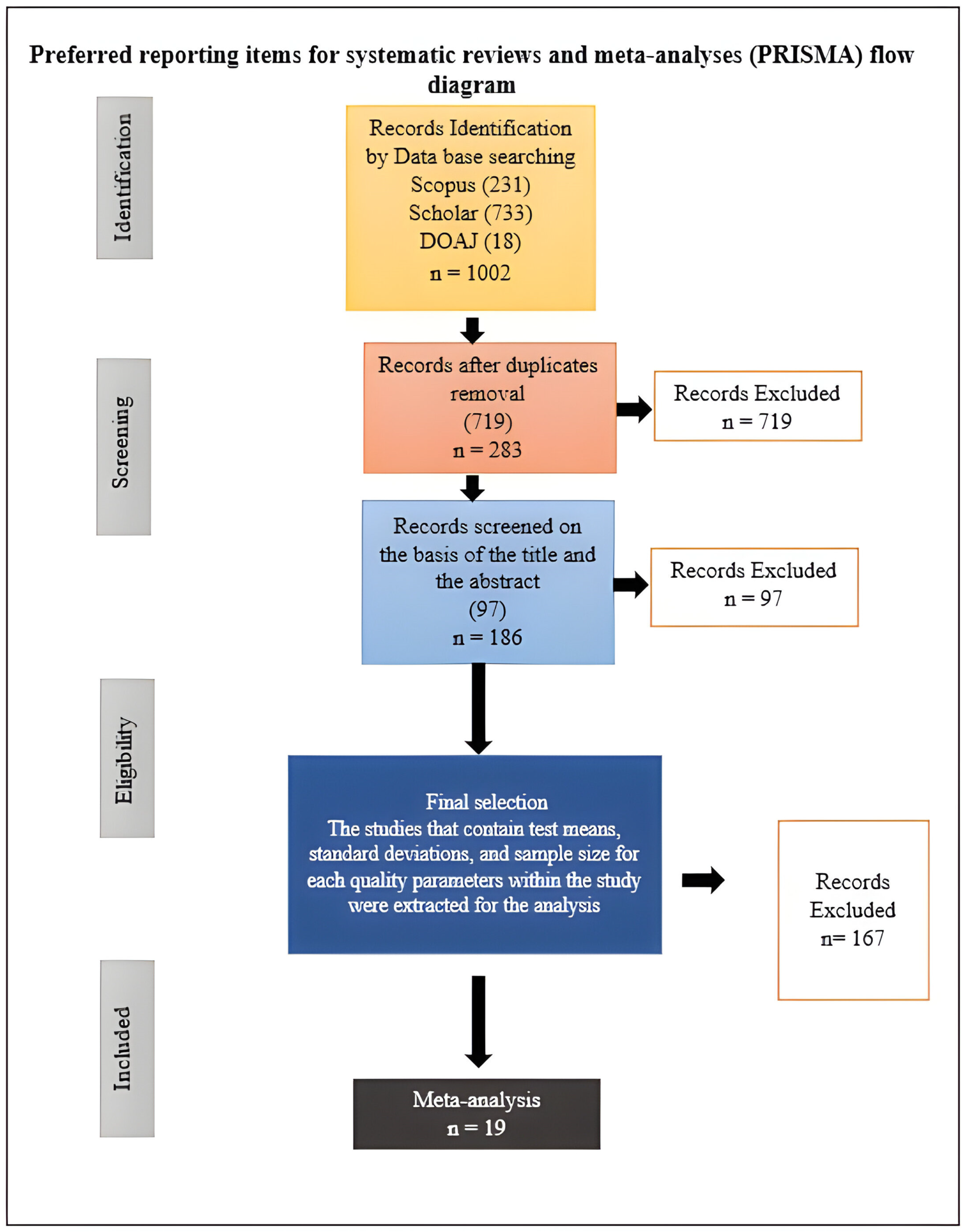
2.1. Systematic Literature Review
2.2. Data Extraction
- Studies published in languages other than English.
- Investigations centered on biofuel liquid products (e.g., biodiesel, bio-oil).
- Research focused on solid materials such as soil manure and compost, excluding pellets and briquettes.
- Research inquiries into activated carbon, biochar, and similar substances.
- Exploration of biogas production from solid waste materials originating from digestion processes.
- Analysis of waste incineration practices.
2.3. Statistical Analysis
- For biomass blended pellets produced using the same raw materials but different combinations, the quality parameters of the most optimal pellet (chosen based on the author’s recommendations) were selected for the analysis.
- For blended biomass pellets manufactured using diverse raw materials and combinations, the quality parameters of all pellet types were chosen for analysis.
- For pellets produced using different raw materials but the same combinations, quality parameters of all pellet types were selected for analysis.
3. Results and Discussion
3.1. Pellets Analyzed
3.2. Pellet Quality Parameters
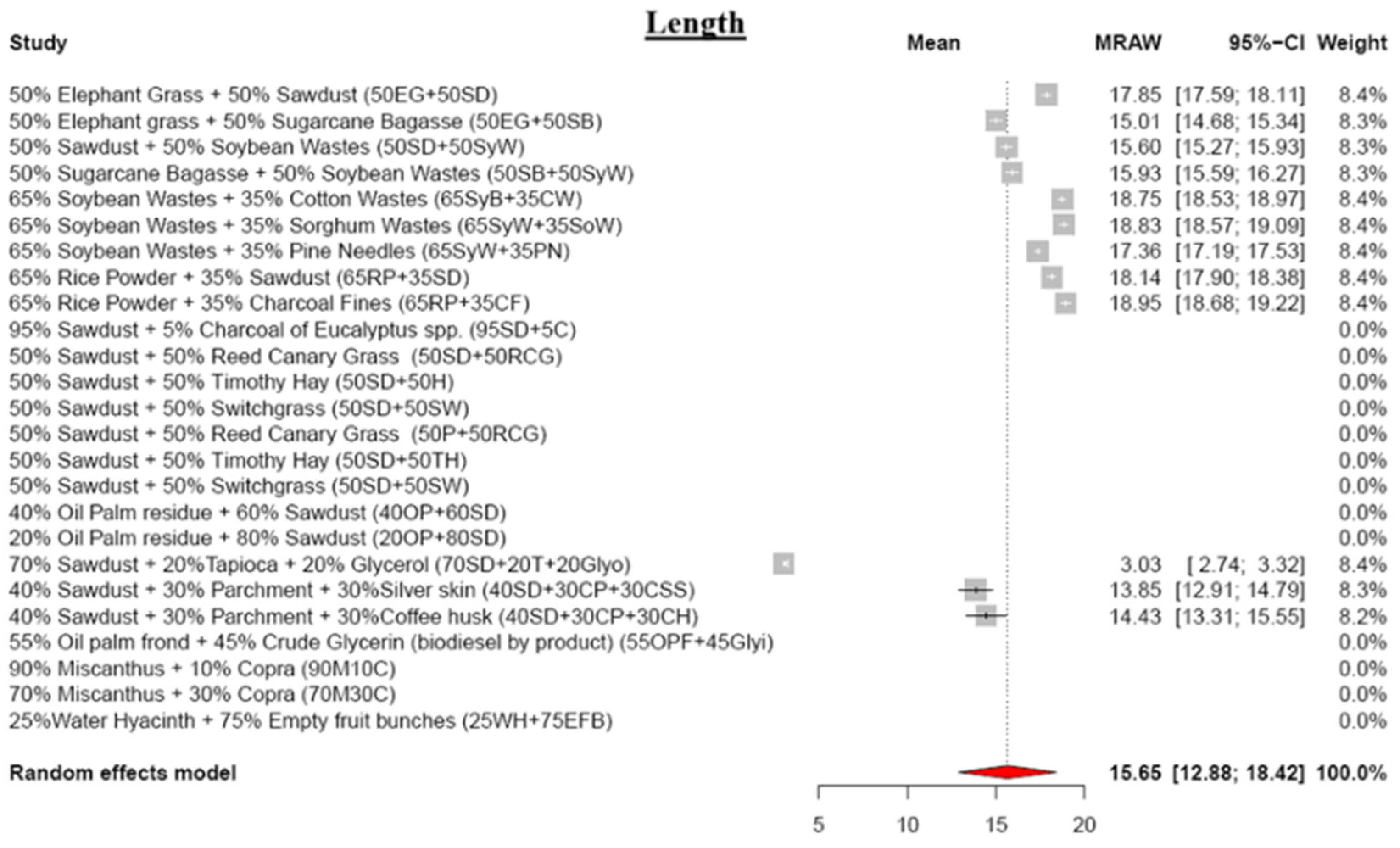
3.2.1. Pellet Dimensions
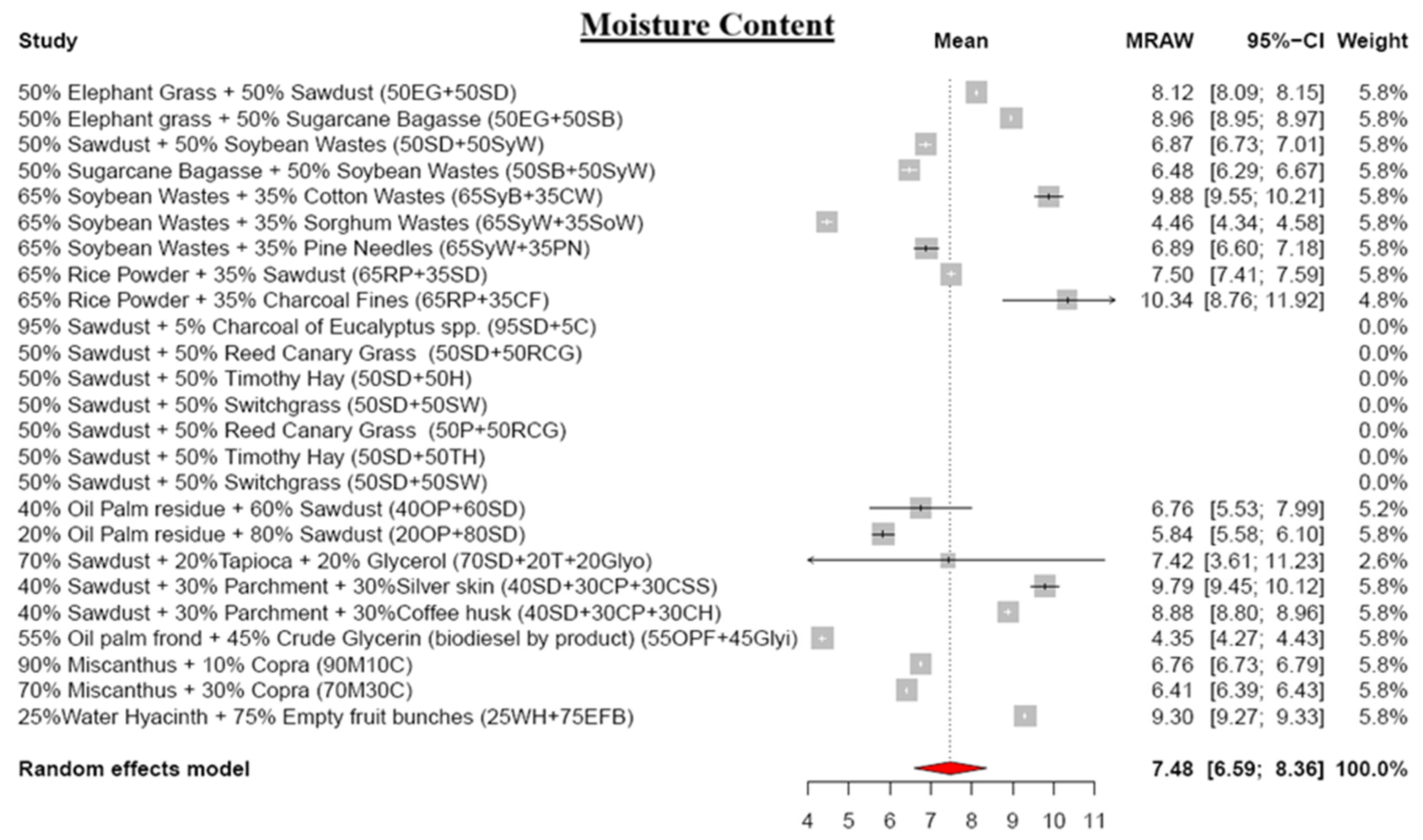
3.2.2. Moisture Content (MC)
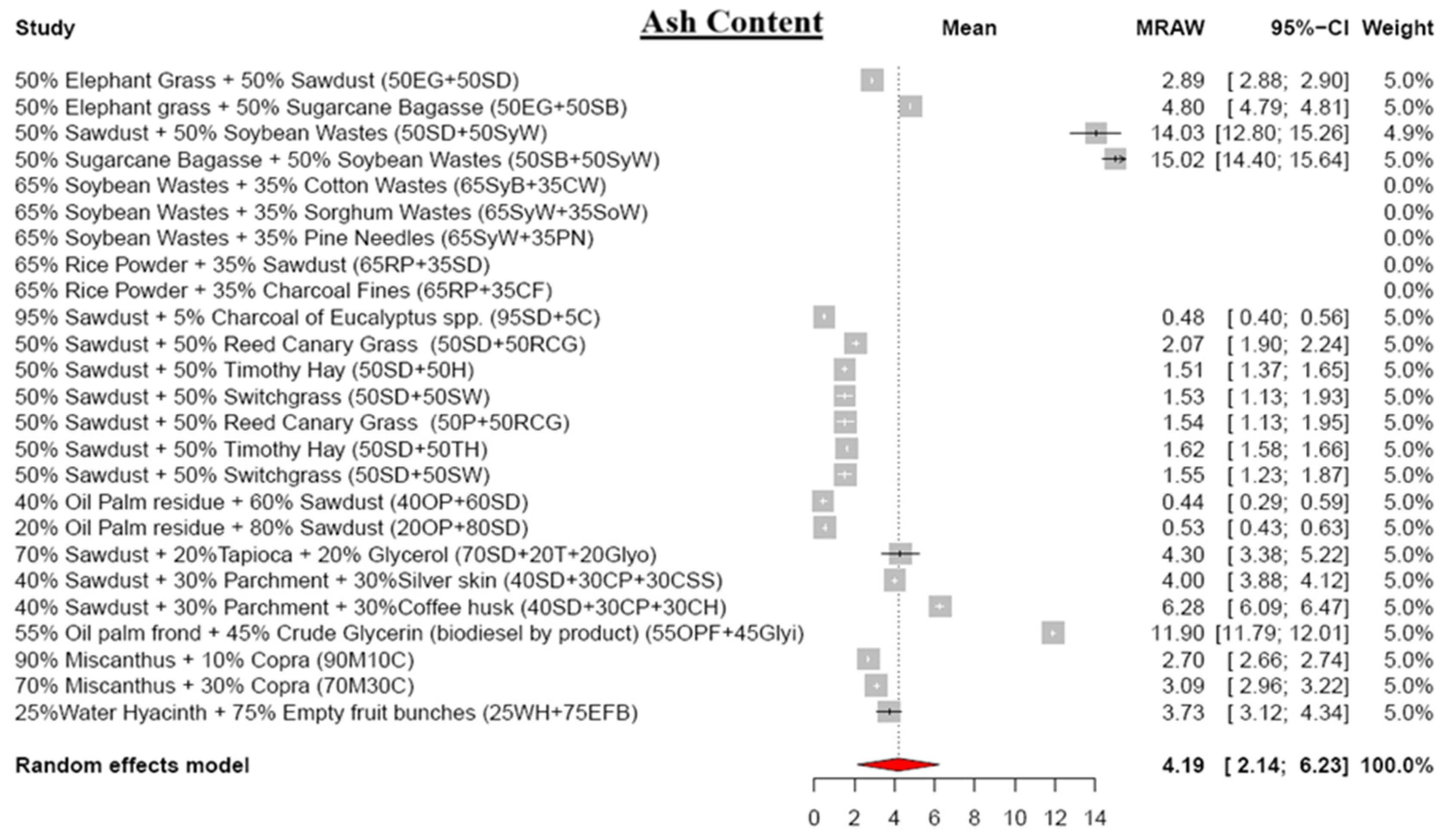
3.2.3. Ash Content
3.2.4. Mechanical Durability
3.2.5. Fine Particle Content
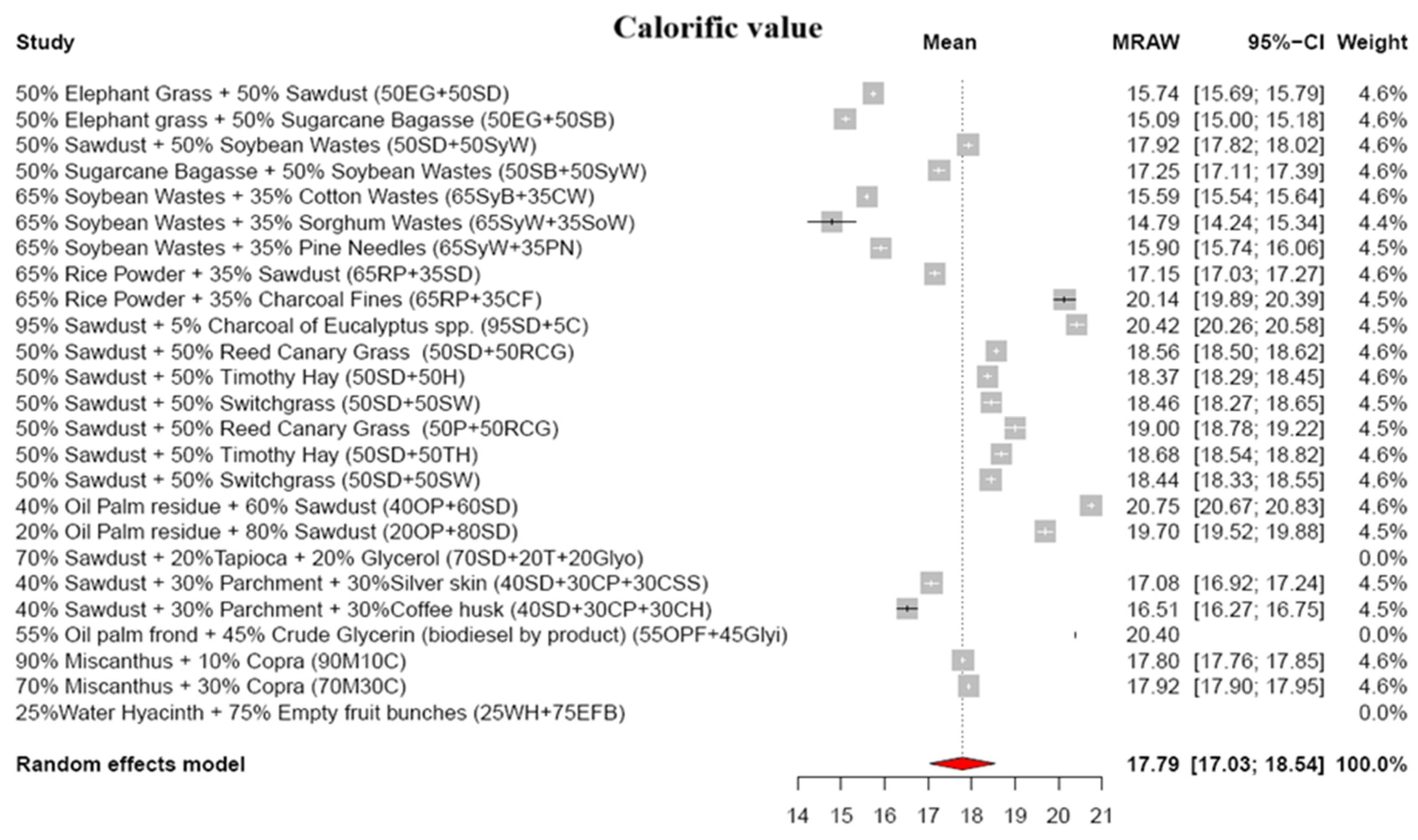
3.2.6. Calorific Value
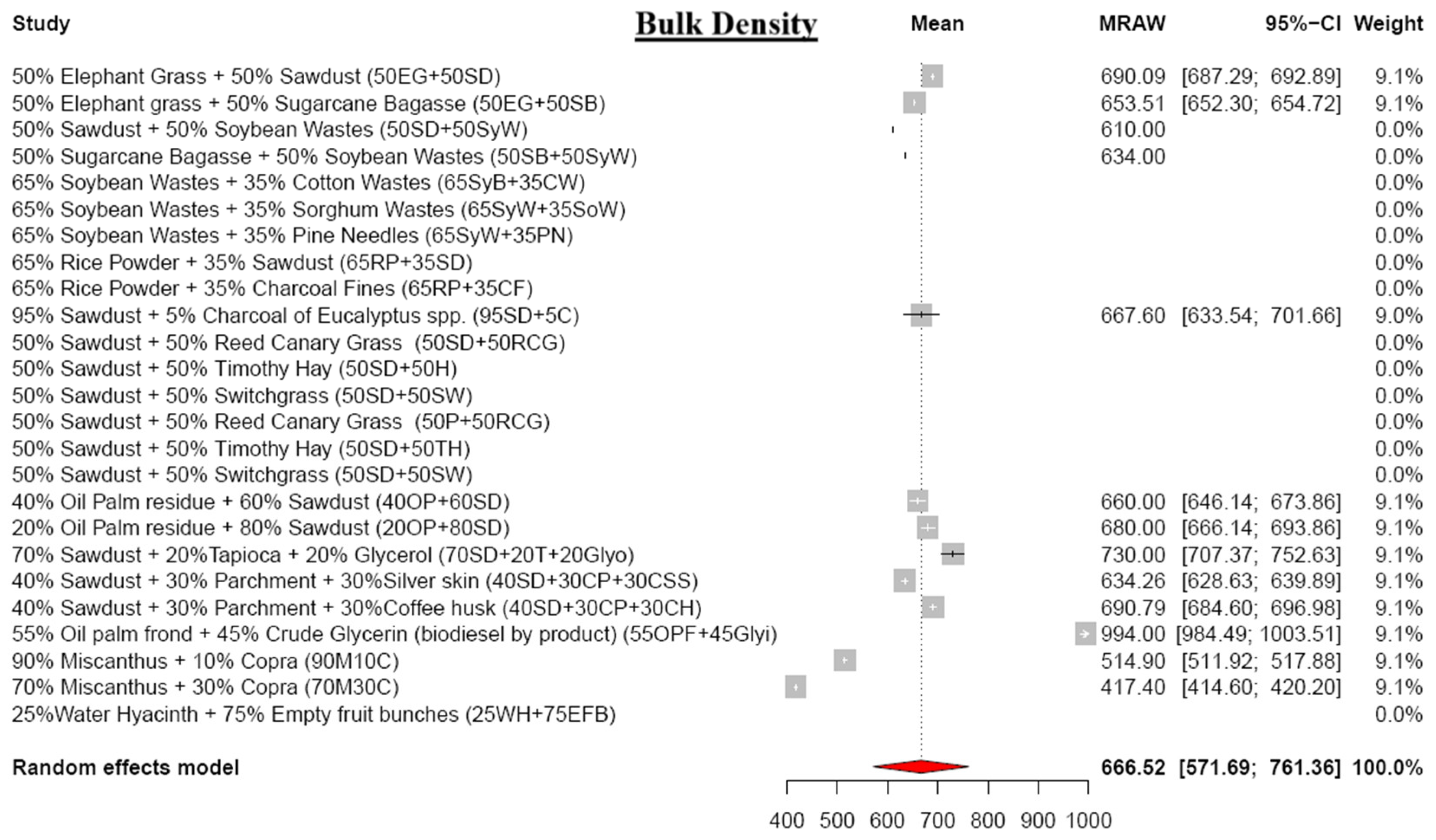
3.2.7. Bulk Density
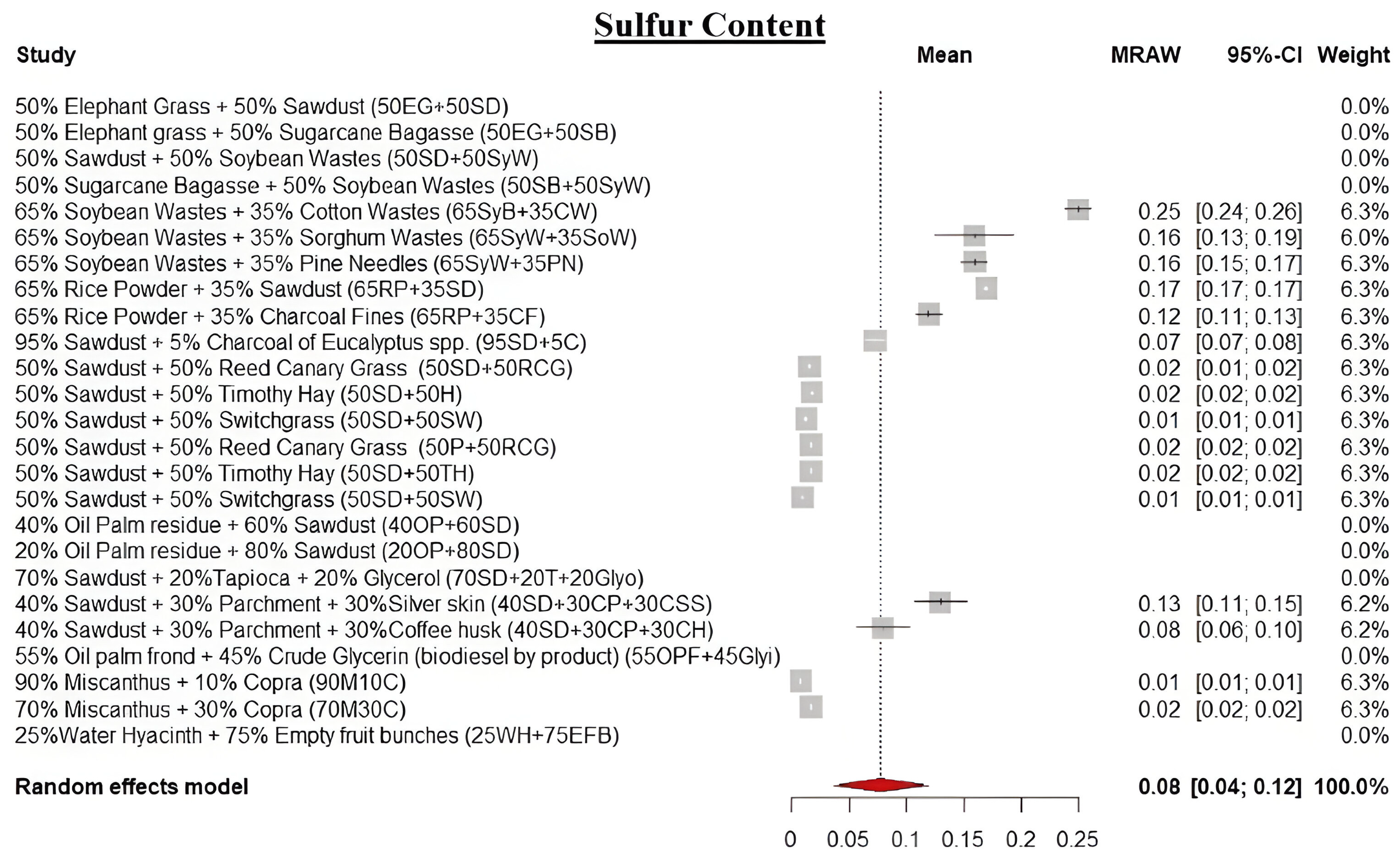
3.2.8. Elemental Analysis of Pellets
Nitrogen
Sulfur
Chlorine
3.2.9. Volatile Matter Content
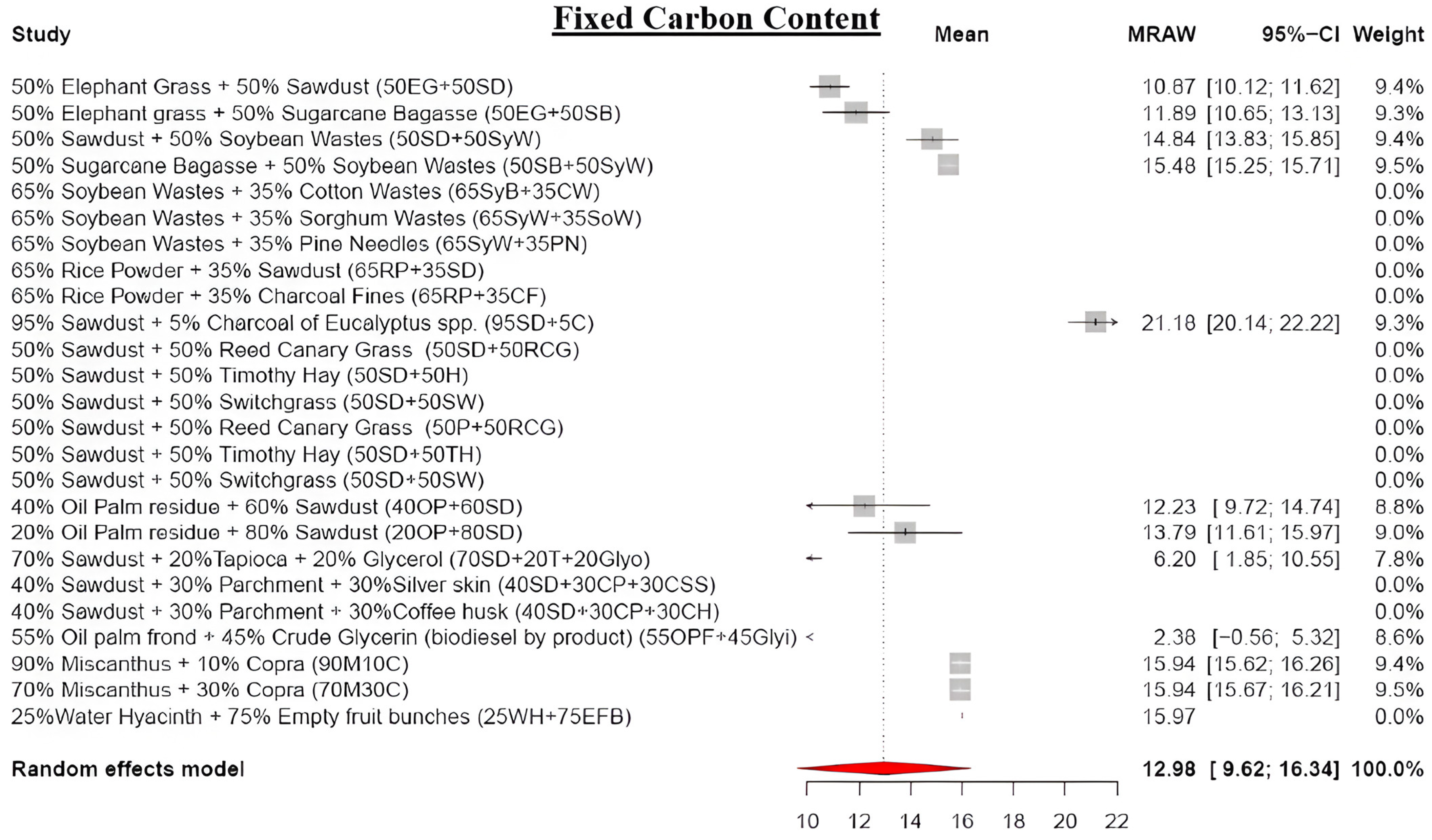
3.2.10. Fixed Carbon
4. Conclusions
- Optimize biomass compositions: Selecting the right blend of woody and non-woody materials and their proportions ensures high-quality biomass pellets.
- Machinery and process modifications: Innovative processes such as steam explosion and torrefaction shall be considered to improve the pellet quality.
- Encourage agricultural residue utilization: Exploring the use of agricultural residue as raw materials can contribute to effective waste management and the development of sustainable energy solutions.
- Prioritize research into compositional effects: Further investigation into the influence of pelletizing temperature and pressure on pellet properties is warranted.
- Manage elemental content: Careful selection of biomass materials and blending compositions can effectively manage the nitrogen and ash content, resulting in higher-quality pellets.
- Consider woody materials: To enhance the pellet quality, incorporating a higher percentage of woody materials into biomass blends is recommended.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ng, A.W.; Nathwani, J.; Fu, J.; Zhou, H. Green Financing for Global Energy Sustainability: Prospecting Transformational Adaptation beyond Industry 4.0. Sustain. Sci. Pract. Policy 2021, 17, 377–390. [Google Scholar] [CrossRef]
- Omer, A.M. Green Energies and the Environment. Renew. Sustain. Energy Rev. 2008, 12, 1789–1821. [Google Scholar] [CrossRef]
- Shakeel, S.R.; Takala, J.; Shakeel, W. Renewable Energy Sources in Power Generation in Pakistan. Renew. Sustain. Energy Rev. 2016, 64, 421–434. [Google Scholar] [CrossRef]
- Bilan, Y.; Kozmenko, S.; Makarenko, I. Recent Advances in the Energy Market Development: Current Challenges and Perspectives of Energy Crises in Academia. Energies 2023, 16, 2332. [Google Scholar] [CrossRef]
- Zakeri, B.; Paulavets, K.; Barreto-Gomez, L.; Echeverri, L.G.; Pachauri, S.; Boza-Kiss, B.; Zimm, C.; Rogelj, J.; Creutzig, F.; Ürge-Vorsatz, D.; et al. Pandemic, War, and Global Energy Transitions. Energies 2022, 15, 6114. [Google Scholar] [CrossRef]
- Ozili, P.K.; Ozen, E. Global Energy Crisis: Impact on the Global Economy. In The Impact of Climate Change and Sustainability Standards on the Insurance Market; Sood, K., Grima, S., Young, P., Ozen, E., Balusamy, B., Eds.; Wiley: Hoboken, NJ, USA, 2023; pp. 439–454. ISBN 978-1-394-16651-0. [Google Scholar]
- Perera, P.; Perera, R.; Vlosky, R.P.; Darby, P. Potential of Using Poultry Litter as a Feedstock for Energy Production; Louisiana Forest Products Development Center, Louisiana State University Agricultural Center Baton Rouge: Baton Rouge, LA, USA, 2010. [Google Scholar]
- European Environment Agency. Share of Energy Consumption from Renewable Sources in Europe. Available online: https://www.eea.europa.eu/en/analysis/indicators/share-of-energy-consumption-from#:~:text=According%20to%20European%20Enviroment%20Agency,strong%20gro-wth%20in%20solar%20power.com (accessed on 23 November 2023).
- Mao, G.; Huang, N.; Chen, L.; Wang, H. Research on Biomass Energy and Environment from the Past to the Future: A Bibliometric Analysis. Sci. Total Environ. 2018, 635, 1081–1090. [Google Scholar] [CrossRef]
- Al-Kayiem, H.; Mohammad, S. Potential of Renewable Energy Resources with an Emphasis on Solar Power in Iraq: An Outlook. Resources 2019, 8, 42. [Google Scholar] [CrossRef]
- Bandara, W.A.R.T.W.; Ranasinghe, O.; Perera, P.; Vlosky, R.; Kizha, A.R. Potential to Use Invasive Plants in Biomass Energy Production: A Case Study Prosopis Juliflora in Coastal Wetlands of Sri Lanka. Trees For. People 2022, 10, 100330. [Google Scholar] [CrossRef]
- Duranay, N.D.; Akkuş, G. Solid Fuel Production with Torrefaction from Vineyard Pruning Waste. Biomass Convers. Biorefinery 2019, 11, 2335–2346. [Google Scholar] [CrossRef]
- Szyszlak-Bargłowicz, J.; Słowik, T.; Zając, G.; Blicharz-Kania, A.; Zdybel, B.; Andrejko, D.; Obidziński, S. Energy Parameters of Miscanthus Biomass Pellets Supplemented with Copra Meal in Terms of Energy Consumption during the Pressure Agglomeration Process. Energies 2021, 14, 4167. [Google Scholar] [CrossRef]
- Wattana, W.; Phetklung, S.; Jakaew, W.; Chumuthai, S.; Sriam, P.; Chanurai, N. Characterization of Mixed Biomass Pellet Made from Oil Palm and Para-Rubber Tree Residues. Energy Procedia 2017, 138, 1128–1133. [Google Scholar] [CrossRef]
- Bimbela, F.; Abrego, J.; Gonzalo, A.; Sanchez, J.L.; Arauzo, J. Biomass Pyrolysis Liquids. Fundamentals, Technologies and New Strategies. Boletín Grupo Español Carbón 2014, 33, 11–14. [Google Scholar]
- Hammar, T.; Stendahl, J.; Sundberg, C.; Holmström, H.; Hansson, P.-A. Climate Impact and Energy Efficiency of Woody Bioenergy Systems from a Landscape Perspective. Biomass Bioenergy 2019, 120, 189–199. [Google Scholar] [CrossRef]
- Ioelovich, M. Recent Findings and the Energetic Potential of Plant Biomass as a Renewable Source of Biofuels–a Review. Bioresources 2015, 10, 1879–1914. [Google Scholar] [CrossRef]
- Lauri, P.; Havlík, P.; Kindermann, G.; Forsell, N.; Böttcher, H.; Obersteiner, M. Woody Biomass Energy Potential in 2050. Energy Policy 2014, 66, 19–31. [Google Scholar] [CrossRef]
- Mao, G.; Zou, H.; Chen, G.; Du, H.; Zuo, J. Past, Current and Future of Biomass Energy Research: A Bibliometric Analysis. Renew. Sustain. Energy Rev. 2015, 52, 1823–1833. [Google Scholar] [CrossRef]
- Mola-Yudego, B.; Arevalo, J.; Díaz-Yáñez, O.; Dimitriou, I.; Haapala, A.; Ferraz Filho, A.C.; Selkimäki, M.; Valbuena, R. Wood Biomass Potentials for Energy in Northern Europe: Forest or Plantations? Biomass Bioenergy 2017, 106, 95–103. [Google Scholar] [CrossRef]
- Welfle, A.; Gilbert, P.; Thornley, P.; Stephenson, A. Generating Low-Carbon Heat from Biomass: Life Cycle Assessment of Bioenergy Scenarios. J. Clean. Prod. 2017, 149, 448–460. [Google Scholar] [CrossRef]
- Shepel, O. Wood Pellets-As a Key Resource for Thermal Industry. In Proceedings of the VI International (XIX Regional) Scientific Conference on Technogenic Systems and Environmental Risk, Obninsk, Russia, 20–21 April 2017; p. 23. [Google Scholar]
- Situmorang, Y.A.; Zhao, Z.; Yoshida, A.; Abudula, A.; Guan, G. Small-Scale Biomass Gasification Systems for Power Generation (< 200 kW Class): A Review. Renew. Sustain. Energy Rev. 2020, 117, 109486. [Google Scholar]
- Cardoen, D.; Joshi, P.; Diels, L.; Sarma, P.M.; Pant, D. Agriculture Biomass in India: Part 1. Estimation and Characterization. Resour. Conserv. Recycl. 2015, 102, 39–48. [Google Scholar] [CrossRef]
- Tursi, A. A Review on Biomass: Importance, Chemistry, Classification, and Conversion. Biofuel Res. J. 2019, 6, 962–979. [Google Scholar] [CrossRef]
- Bioenergy Europe. Statistical Report—Bioenergy Landscape 2020. Available online: https://biom.cz/upload/9982d8381d3da848a8072e06cf96ec87/sr20_bioenergy-landscape_non_members.pdf (accessed on 20 November 2023).
- Bilandzija, N.; Voca, N.; Jelcic, B.; Jurisic, V.; Matin, A.; Grubor, M.; Kricka, T. Evaluation of Croatian Agricultural Solid Biomass Energy Potential. Renew. Sustain. Energy Rev. 2018, 93, 225–230. [Google Scholar] [CrossRef]
- Lamers, P.; Mai-Moulin, T.; Junginger, M. Challenges and Opportunities for International Trade in Forest Biomass. In Mobilisation of Forest Bioenergy in the Boreal and Temperate Biomes; Elsevier: Amsterdam, The Netherlands, 2016; pp. 127–164. ISBN 978-0-12-804514-5. [Google Scholar]
- Himandi, S.; Perera, P.; Amarasekera, H.; Rupasinghe, R.; Vlosky, R.P. Wood Residues in the Moratuwa Woodworking Industry Cluster of Sri Lanka: Potential for Sector Synergies and Value-Added Products. For. Prod. J. 2021, 71, 379–390. [Google Scholar] [CrossRef]
- Perera, P.; Rupasinghe, R.L.; Weerasekera, D.; Vlosky, R.; Bandara, R. Revisiting Forest Certification in Sri Lanka: The Forest Management and Export Wood-Based Manufacturing Sector Perspectives. Forests 2022, 13, 179. [Google Scholar] [CrossRef]
- Demirbas, M.F.; Balat, M.; Balat, H. Potential Contribution of Biomass to the Sustainable Energy Development. Energy Convers. Manag. 2009, 50, 1746–1760. [Google Scholar] [CrossRef]
- Irfan, M.; Elavarasan, R.M.; Ahmad, M.; Mohsin, M.; Dagar, V.; Hao, Y. Prioritizing and Overcoming Biomass Energy Barriers: Application of AHP and G-TOPSIS Approaches. Technol. Forecast. Soc. Change 2022, 177, 121524. [Google Scholar] [CrossRef]
- Karekezi, S.; Lata, K.; Coelho, S.T. Traditional Biomass Energy: Improving Its Use and Moving to Modern Energy Use. In Renewable Energy; Routledge: London, UK, 2012; pp. 258–289. [Google Scholar]
- Hoogwijk, M.; Faaij, A.; Eickhout, B.; Devries, B.; Turkenburg, W. Potential of Biomass Energy out to 2100, for Four IPCC SRES Land-Use Scenarios. Biomass Bioenergy 2005, 29, 225–257. [Google Scholar] [CrossRef]
- Klimowicz, G. Southeast Asia Set for Biomass Boom. Eco-Business. 2013. Available online: http://www.eco-business.com/news/southeast-asia-set-biomass-boom/ (accessed on 18 July 2023).
- Carlos, R.M.; Ba Khang, D. Characterization of Biomass Energy Projects in Southeast Asia. Biomass Bioenergy 2008, 32, 525–532. [Google Scholar] [CrossRef]
- Guo, M.; Song, W.; Buhain, J. Bioenergy and Biofuels: History, Status, and Perspective. Renew. Sustain. Energy Rev. 2015, 42, 712–725. [Google Scholar] [CrossRef]
- Haberl, H.; Erb, K.-H.; Krausmann, F.; Running, S.; Searchinger, T.D.; Kolby Smith, W. Bioenergy: How Much Can We Expect for 2050? Environ. Res. Lett. 2013, 8, 031004. [Google Scholar] [CrossRef]
- Strezov, V.; Evans, T.J. Biomass Processing Technologies; CRC Press: Boca Raton, FL, USA, 2014; ISBN 1-4665-6616-7. [Google Scholar]
- Gilvari, H.; Van Battum, C.H.H.; Farnish, R.; Pang, Y.; De Jong, W.; Schott, D.L. Fragmentation of Fuel Pellets during Transport via a Belt Conveyor: A Design of Experiment Study. Particuology 2022, 66, 29–37. [Google Scholar] [CrossRef]
- Kaliyan, N.; Vance Morey, R. Factors Affecting Strength and Durability of Densified Biomass Products. Biomass Bioenergy 2009, 33, 337–359. [Google Scholar] [CrossRef]
- Nunes, L.J.R.; Matias, J.C.O.; Catalão, J.P.S. Mixed Biomass Pellets for Thermal Energy Production: A Review of Combustion Models. Appl. Energy 2014, 127, 135–140. [Google Scholar] [CrossRef]
- Puig-Arnavat, M.; Shang, L.; Sárossy, Z.; Ahrenfeldt, J.; Henriksen, U.B. From a Single Pellet Press to a Bench Scale Pellet Mill —Pelletizing Six Different Biomass Feedstocks. Fuel Process. Technol. 2016, 142, 27–33. [Google Scholar] [CrossRef]
- Rentizelas, A.A.; Tolis, A.J.; Tatsiopoulos, I.P. Logistics Issues of Biomass: The Storage Problem and the Multi-Biomass Supply Chain. Renew. Sustain. Energy Rev. 2009, 13, 887–894. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.S.; Bajwa, S.G. Properties of Densified Solid Biofuels in Relation to Chemical Composition, Moisture Content, and Bulk Density of the Biomass. BioResources 2019, 14, 4996–5015. [Google Scholar] [CrossRef]
- Jayawardhane, J.; Perera, P.K.P.; Lokupitiya, R.S.; Amarasekara, H.S.; Ruwanpathirana, N. The Effect of Quality Attributes in Determination of Price for Plantation-Grown Teak (Tectona Grandis) Logs in Sri Lanka. Ann. For. Res. 2015, 59, 1–12. [Google Scholar] [CrossRef]
- Perera, P.; Amarasekera, H.; Weerawardena, N.D.R. Effect of Growth Rate on Wood Specific Gravity of Three Alternative Timber Species in Sri Lanka; Swietenia Macrophylla, Khaya Senegalensis and Paulownia Fortunei. J. Trop. For. Environ. 2012, 2, 567. [Google Scholar] [CrossRef]
- Esen, M.; Yuksel, T. Experimental Evaluation of Using Various Renewable Energy Sources for Heating a Greenhouse. Energy Build. 2013, 65, 340–351. [Google Scholar] [CrossRef]
- Jha, S.K.; Puppala, H. Prospects of Renewable Energy Sources in India: Prioritization of Alternative Sources in Terms of Energy Index. Energy 2017, 127, 116–127. [Google Scholar] [CrossRef]
- Martinez, C.L.M.; Rocha, E.P.A.; Carneiro, A.d.C.O.; Gomes, F.J.B.; Batalha, L.A.R.; Vakkilainen, E.; Cardoso, M. Characterization of Residual Biomasses from the Coffee Production Chain and Assessment the Potential for Energy Purposes. Biomass Bioenergy 2019, 120, 68–76. [Google Scholar] [CrossRef]
- Oh, T.H.; Pang, S.Y.; Chua, S.C. Energy Policy and Alternative Energy in Malaysia: Issues and Challenges for Sustainable Growth. Renew. Sustain. Energy Rev. 2010, 14, 1241–1252. [Google Scholar] [CrossRef]
- Shuba, E.S.; Kifle, D. Microalgae to Biofuels: ‘Promising’Alternative and Renewable Energy, Review. Renew. Sustain. Energy Rev. 2018, 81, 743–755. [Google Scholar] [CrossRef]
- Stelte, W.; Sanadi, A.R.; Shang, L.; Holm, J.K.; Ahrenfeldt, J.; Henriksen, U.B. Recent Developments in Biomass Pelletization–A Review. BioResources 2012, 7, 4451–4490. [Google Scholar] [CrossRef]
- Baidya, R.; Bhattacharya, T.; Kumar, G.; Ghosh, S.K. Energy Analysis of Water Hyacinth–Cow Dung–Sawdust Mixture Briquettes—An Indian Perspective. In Waste Management and Resource Efficiency; Springer: Berlin/Heidelberg, Germany, 2018; pp. 719–725. [Google Scholar]
- Johnston, C.M.T.; Guo, J.; Prestemon, J.P. U.S. and Global Wood Energy Outlook under Alternative Shared Socioeconomic Pathways. Forests 2022, 13, 786. [Google Scholar] [CrossRef]
- Junginger, H.M.; Mai-Moulin, T.; Daioglou, V.; Fritsche, U.; Guisson, R.; Hennig, C.; Thrän, D.; Heinimö, J.; Hess, J.R.; Lamers, P.; et al. The Future of Biomass and Bioenergy Deployment and Trade: A Synthesis of 15 Years IEA Bioenergy Task 40 on Sustainable Bioenergy Trade: The Future of Biomass and Bioenergy Deployment and Trade: A Synthesis of 15 Years IEA Bioenergy Task 40 on Sustainable Bioenergy Trade. Biofuels Bioprod. Bioref. 2019, 13, 247–266. [Google Scholar] [CrossRef]
- Jakob, M.; Steckel, J.C. How Climate Change Mitigation Could Harm Development in Poor Countries. Wiley Interdiscip. Rev. Clim. Chang. 2014, 5, 161–168. [Google Scholar] [CrossRef]
- Patronen, J.; Kaura, E.; Torvestad, C. Nordic Heating and Cooling: Nordic Approach to EU’s Heating and Cooling Strategy; Nordic Council of Ministers: Copenhagen, Denmark, 2017; ISBN 92-893-4992-1.
- Beyer, B.; Geldermann, J.; Lauven, L.-P. Agent-Based Model of the German Heating Market: Simulations Concerning the Use of Wood Pellets and the Sustainability of the Market. In Proceedings of the 2017 14th International Conference on the European Energy Market (EEM), Dresden, Germany, 6–9 June 2017; pp. 1–6. [Google Scholar]
- Ladanai, S.; Vinterbäck, J. Global Potential of Sustainable Biomass for Energy; Department of Energy and Technology, Swedish University of Agricultural Sciences: Uppsala, Sweden, 2009; Volume 13. [Google Scholar]
- ESCAP. ESCAP Newsletter. 2021. Available online: https://repository.unescap.org/bitstream/handle/20.500.12870/5959/ESCAP-2021-JN-ESCAP-Newsletter-Jan.pdf?sequence=1 (accessed on 24 October 2023).
- Proskurina, S.; Heinimö, J.; Schipfer, F.; Vakkilainen, E. Biomass for Industrial Applications: The Role of Torrefaction. Renew. Energy 2017, 111, 265–274. [Google Scholar] [CrossRef]
- Stelte, W.; Nielsen, N.P.K.; Hansen, H.O.; Dahl, J.; Shang, L.; Sanadi, A.R. Pelletizing Properties of Torrefied Wheat Straw. Biomass Bioenergy 2013, 49, 214–221. [Google Scholar] [CrossRef]
- Uslu, A.; Faaij, A.P.C.; Bergman, P.C.A. Pre-Treatment Technologies, and Their Effect on International Bioenergy Supply Chain Logistics. Techno-Economic Evaluation of Torrefaction, Fast Pyrolysis and Pelletisation. Energy 2008, 33, 1206–1223. [Google Scholar] [CrossRef]
- Levinson, R. Introducing Socio-Scientific Inquiry-Based Learning (SSIBL). Sch. Sci. Rev. 2018, 100, 31–35. [Google Scholar]
- Strauss, W. A Short Update on the Japanese Industrial Wood Pellet Markets: Policies, and How They Will Drive Current and Future Demand. Future Metrics. 2017. Available online: http://www.futuremetrics.info/wp-content/uploads/2017/08/Japanese_Industrial_Wood_Pellet_Markets_August_2017_by_FutureMetrics.pdf (accessed on 16 October 2023).
- Winter, N. Renewables 2022 Global Status Report China Factsheet-Key Headlines; United Nations Environment Programme: Nairobi, Kenya, 2022. [Google Scholar]
- World Bioenergy Association. Pellets—A Fast Growing Energy. Available online: http://www.worldbioenergy.org/uploads/Factsheet%20-%20Pellets.pdf (accessed on 26 August 2023).
- World Bioenergy Association. Global Bioenergy Statistics 2014. Available online: https://www.worldbioenergy.org/uploads/WBA%20Global%20Bioenergy%20Statistics%202014.pdf (accessed on 26 August 2023).
- Bung, B. Forecasting the European Wood Biomass Market: An Investigation of Drivers That Impact Supply and Demand. 2016. Available online: https://open.library.ubc.ca/media/stream/pdf/52966/1.0314331/5 (accessed on 11 November 2023).
- Bioenergy Europe. Statistical Pellet Report 2019. Available online: https://epc.bioenergyeurope.org/wp-content/uploads/2020/02/SR19_Pellet_final-web-1.pdf (accessed on 6 October 2023).
- Kummamuru, B. WBA Global Bioenergy Statistics 2017; World Bioenergy Association: Stockholm, Sweden, 2016. [Google Scholar]
- Hernández, D.; Fernández-Puratich, H.; Rebolledo-Leiva, R.; Tenreiro, C.; Gabriel, D. Evaluation of Sustainable Manufacturing of Pellets Combining Wastes from Olive Oil and Forestry Industries. Ind. Crops Prod. 2019, 134, 338–346. [Google Scholar] [CrossRef]
- Beyer, B.; Lauven, L.; Schröder, T. Bioenergy Pathway Sustainability Assessment in Germany; Georg-August University Goettingen: Göttingen, Germany, 2014. [Google Scholar]
- Schröder, T.; Lauven, L.-P.; Beyer, B.; Lerche, N.; Geldermann, J. Using PROMETHEE to Assess Bioenergy Pathways. Cent. Eur. J. Oper. Res. 2019, 27, 287–309. [Google Scholar] [CrossRef]
- Tumuluru, J.S. Effect of Pellet Die Diameter on Density and Durability of Pellets Made from High Moisture Woody and Herbaceous Biomass. Carbon Resour. Convers. 2018, 1, 44–54. [Google Scholar] [CrossRef]
- Prvulovic, S.; Gluvakov, Z.; Tolmac, J.; Tolmac, D.; Matic, M.; Brkic, M. Methods for Determination of Biomass Energy Pellet Quality. Energy Fuels 2014, 28, 2013–2018. [Google Scholar] [CrossRef]
- Arshadi, M.; Gref, R.; Geladi, P.; Dahlqvist, S.-A.; Lestander, T. The Influence of Raw Material Characteristics on the Industrial Pelletizing Process and Pellet Quality. Fuel Process. Technol. 2008, 89, 1442–1447. [Google Scholar] [CrossRef]
- Abdoli, M.A.; Golzary, A.; Hosseini, A.; Sadeghi, P. Wood Pellet Production Standards. In Wood Pellet as a Renewable Source of Energy; University of Tehran Science and Humanities Series; Springer International Publishing: Cham, Switzerland, 2018; pp. 101–110. ISBN 978-3-319-74481-0. [Google Scholar]
- Obernberger, I.; Thek, G. The Pellet Handbook: The Production and Thermal Utilisation of Pellets; Routledge: London, UK, 2010; ISBN 1-84407-631-8. [Google Scholar]
- Kofman, P.D. Review of Worldwide Standards for Solid Biofuels. COFORD Process. Prod. 2016, 39, 1–12. [Google Scholar]
- ISO 17225-2:2014; Solid Biofuels—Fuel Specifications and Classes Part 2: Graded Wood Pellets. The British Standards Institution: London, UK, 2014.
- ISO 17225-6:2014; Solid Biofuels—Fuel Specifications and Classes Part 6: Graded Non-Woody Pellets. The British Standards Institution: London, UK, 2014.
- Alakangas, E. European Standards for Fuel Specification and Classes of Solid Biofuels. In Solid Biofuels for Energy; Springer: Berlin/Heidelberg, Germany, 2011; pp. 21–41. [Google Scholar]
- ISO 17225-2:2021; Solid Biofuels—Fuel Specifications and Classes Part 2: Graded Wood Pellets. The British Standards Institution: London, UK, 2021.
- ISO 17225-6:2021; Solid Biofuels—Fuel Specifications and Classes Part 6: Graded Non-Woody Pellets. The British Standards Institution: London, UK, 2021.
- Manzoor, B.; Othman, I.; Durdyev, S.; Ismail, S.; Wahab, M.H. Influence of Artificial Intelligence in Civil Engineering toward Sustainable Development—A Systematic Literature Review. Appl. Syst. Innov. 2021, 4, 52. [Google Scholar] [CrossRef]
- Picchio, R.; Proto, A.R.; Civitarese, V.; Di Marzio, N.; Latterini, F. Recent Contributions of Some Fields of the Electronics in Development of Forest Operations Technologies. Electronics 2019, 8, 1465. [Google Scholar] [CrossRef]
- Tobi, R.C.A.; Harris, F.; Rana, R.; Brown, K.A.; Quaife, M.; Green, R. Sustainable Diet Dimensions. Comparing Consumer Preference for Nutrition, Environmental and Social Responsibility Food Labelling: A Systematic Review. Sustainability 2019, 11, 6575. [Google Scholar] [CrossRef]
- Harun, N.Y.; Afzal, M.T. Chemical and Mechanical Properties of Pellets Made from Agricultural and Woody Biomass Blends. Trans. ASABE 2015, 58, 921–930. [Google Scholar] [CrossRef]
- Acampora, A.; Civitarese, V.; Sperandio, G.; Rezaei, N. Qualitative Characterization of the Pellet Obtained from Hazelnut and Olive Tree Pruning. Energies 2021, 14, 4083. [Google Scholar] [CrossRef]
- De Souza, H.J.P.L.; Arantes, M.D.C.; Vidaurre, G.B.; Andrade, C.R.; Carneiro, A.d.C.O.; de Souza, D.P.L.; Protásio, T.d.P. Pelletization of Eucalyptus Wood and Coffee Growing Wastes: Strategies for Biomass Valorization and Sustainable Bioenergy Production. Renew. Energy 2020, 149, 128–140. [Google Scholar] [CrossRef]
- Da Silva, S.B.; Arantes, M.D.C.; de Andrade, J.K.B.; Andrade, C.R.; Carneiro, A.D.C.O.; Protásio, T.D.P. Influence of Physical and Chemical Compositions on the Properties and Energy Use of Lignocellulosic Biomass Pellets in Brazil. Renew. Energy 2020, 147, 1870–1879. [Google Scholar] [CrossRef]
- Pegoretti Leite de Souza, H.J.; Muñoz, F.; Mendonça, R.T.; Sáez, K.; Olave, R.; Segura, C.; de Souza, D.P.L.; de Paula Protásio, T.; Rodríguez-Soalleiro, R. Influence of Lignin Distribution, Physicochemical Characteristics and Microstructure on the Quality of Biofuel Pellets Made from Four Different Types of Biomass. Renew. Energy 2021, 163, 1802–1816. [Google Scholar] [CrossRef]
- Santana, D.A.R.; Scatolino, M.V.; Lima, M.D.R.; de Oliveira Barros Junior, U.; Garcia, D.P.; Andrade, C.R.; de Cássia Oliveira Carneiro, A.; Trugilho, P.F.; de Paula Protásio, T. Pelletizing of Lignocellulosic Wastes as an Environmentally Friendly Solution for the Energy Supply: Insights on the Properties of Pellets from Brazilian Biomasses. Environ. Sci. Pollut. Res. 2021, 28, 11598–11617. [Google Scholar] [CrossRef]
- Senila, L.; Tenu, I.; Carlescu, P.; Corduneanu, O.R.; Dumitrachi, E.P.; Kovacs, E.; Scurtu, D.A.; Cadar, O.; Becze, A.; Senila, M.; et al. Sustainable Biomass Pellets Production Using Vineyard Wastes. Agriculture 2020, 10, 501. [Google Scholar] [CrossRef]
- Rezania, S.; Md Din, M.F.; Kamaruddin, S.F.; Taib, S.M.; Singh, L.; Yong, E.L.; Dahalan, F.A. Evaluation of Water Hyacinth (Eichhornia Crassipes) as a Potential Raw Material Source for Briquette Production. Energy 2016, 111, 768–773. [Google Scholar] [CrossRef]
- Almeida, L.F.P.d.; Sola, A.V.H.; Behainne, J.J.R. Sugarcane Bagasse Pellets: Characterization and Comparative Analysis. Acta Sci. Technol. 2017, 39, 461. [Google Scholar] [CrossRef]
- Carrillo-Parra, A.; Contreras-Trejo, J.C.; Pompa-García, M.; Pulgarín-Gámiz, M.Á.; Rutiaga-Quiñones, J.G.; Pámanes-Carrasco, G.; Ngangyo-Heya, M. Agro-Pellets from Oil Palm Residues/Pine Sawdust Mixtures: Relationships of Their Physical, Mechanical and Energetic Properties, with the Raw Material Chemical Structure. Appl. Sci. 2020, 10, 6383. [Google Scholar] [CrossRef]
- Garcia, D.P.; Caraschi, J.C.; Ventorim, G.; Vieira, F.H.A.; de Paula Protásio, T. Assessment of Plant Biomass for Pellet Production Using Multivariate Statistics (PCA and HCA). Renew. Energy 2019, 139, 796–805. [Google Scholar] [CrossRef]
- Pradhan, P.; Arora, A.; Mahajani, S.M. Pilot Scale Evaluation of Fuel Pellets Production from Garden Waste Biomass. Energy Sustain. Dev. 2018, 43, 1–14. [Google Scholar] [CrossRef]
- Scatolino, M.V.; Neto, L.F.C.; Protásio, T.P.; Carneiro, A.C.O.; Andrade, C.R.; Guimarães Júnior, J.B.; Mendes, L.M. Options for Generation of Sustainable Energy: Production of Pellets Based on Combinations Between Lignocellulosic Biomasses. Waste Biomass Valorization 2018, 9, 479–489. [Google Scholar] [CrossRef]
- Tenorio, C.; Roque, R.; Valaert, J. Characterisation of Pellets Made from Oil Palm Residues in Costa Rica. J. Palm Oil Res. 2016, 28, 198–210. [Google Scholar] [CrossRef]
- Trejo-Zamudio, D.; Gutiérrez-Antonio, C.; García-Trejo, J.F.; Feregrino-Pérez, A.A.; Toledano-Ayala, M. Production of Fuel Pellets from Bean Crop Residues (Phaseolus Vulgaris). IET Renew. Power Gener. 2021, 16, 2978–2987. [Google Scholar] [CrossRef]
- Chavalparit, O.; Ongwandee, M.; Trangkaprasith, K. Production of Pelletized Fuel from Biodiesel-Production Wastes: Oil Palm Fronds and Crude Glycerin. Eng. J. 2013, 17, 61–70. [Google Scholar] [CrossRef]
- Azócar, L.; Hermosilla, N.; Gay, A.; Rocha, S.; Díaz, J.; Jara, P. Brown Pellet Production Using Wheat Straw from Southern Cities in Chile. Fuel 2019, 237, 823–832. [Google Scholar] [CrossRef]
- Amirta, R.; Anwar, T.; Sudrajat; Yuliansyah; Suwinarti, W. Trial Production of Fuel Pellet from Acacia Mangium Bark Waste Biomass. IOP Conf. Ser. Earth Environ. Sci. 2018, 144, 012040. [Google Scholar] [CrossRef]
- Nielsen, N.P.K.; Holm, J.K.; Felby, C. Effect of Fiber Orientation on Compression and Frictional Properties of Sawdust Particles in Fuel Pellet Production. Energy Fuels 2009, 23, 3211–3216. [Google Scholar] [CrossRef]
- Erlich, C.; Bjornbom, E.; Bolado, D.; Giner, M.; Fransson, T. Pyrolysis and Gasification of Pellets from Sugar Cane Bagasse and Wood. Fuel 2006, 85, 1535–1540. [Google Scholar] [CrossRef]
- Erlich, C.; Fransson, T.H. Downdraft Gasification of Pellets Made of Wood, Palm-Oil Residues Respective Bagasse: Experimental Study. Appl. Energy 2011, 88, 899–908. [Google Scholar] [CrossRef]
- Lam, P.S.; Lam, P.Y.; Sokhansanj, S.; Bi, X.T.; Lim, C.J. Mechanical and Compositional Characteristics of Steam-Treated Douglas Fir (Pseudotsuga Menziesii L.) during Pelletization. Biomass Bioenergy 2013, 56, 116–126. [Google Scholar] [CrossRef]
- Chen, W.-H.; Peng, J.; Bi, X.T. A State-of-the-Art Review of Biomass Torrefaction, Densification and Applications. Renew. Sustain. Energy Rev. 2015, 44, 847–866. [Google Scholar] [CrossRef]
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of Reed Canary Grass, Wheat Straw and Willow to Enhance Solid Fuel Qualities and Combustion Properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Adapa, P.; Tabil, L.; Schoenau, G.; Opoku, A. Pelleting Characteristics of Selected Biomass with and without Steam Explosion Pretreatment. Int. J. Agric. Biol. Eng. 2010, 3, 61–79. [Google Scholar] [CrossRef]
- Said, N.; Abdel daiem, M.M.; García-Maraver, A.; Zamorano, M. Influence of Densification Parameters on Quality Properties of Rice Straw Pellets. Fuel Process. Technol. 2015, 138, 56–64. [Google Scholar] [CrossRef]
- Obernberger, I.; Thek, G. Physical Characterisation and Chemical Composition of Densified Biomass Fuels with Regard to Their Combustion Behaviour. Biomass Bioenergy 2004, 27, 653–669. [Google Scholar] [CrossRef]
- Pradhan, P.; Mahajani, S.M.; Arora, A. Production and Utilization of Fuel Pellets from Biomass: A Review. Fuel Process. Technol. 2018, 181, 215–232. [Google Scholar] [CrossRef]
- Holm, J.K.; Henriksen, U.B.; Hustad, J.E.; Sørensen, L.H. Toward an Understanding of Controlling Parameters in Softwood and Hardwood Pellets Production. Energy Fuels 2006, 20, 2686–2694. [Google Scholar] [CrossRef]
- Liu, Z.; Quek, A.; Balasubramanian, R. Preparation and Characterization of Fuel Pellets from Woody Biomass, Agro-Residues and Their Corresponding Hydrochars. Appl. Energy 2014, 113, 1315–1322. [Google Scholar] [CrossRef]
- McKeown, M.S.; Trabelsi, S.; Nelson, S.O.; Tollner, E.W. Microwave Sensing of Moisture in Flowing Biomass Pellets. Biosyst. Eng. 2017, 155, 152–160. [Google Scholar] [CrossRef]
- Nyström, J.; Dahlquist, E. Methods for Determination of Moisture Content in Woodchips for Power Plants—A Review. Fuel 2004, 83, 773–779. [Google Scholar] [CrossRef]
- Tumuluru, J.S.; Wright, C.T.; Hess, J.R.; Kenney, K.L. A Review of Biomass Densification Systems to Develop Uniform Feedstock Commodities for Bioenergy Application. Biofuels Bioprod. Bioref. 2011, 5, 683–707. [Google Scholar] [CrossRef]
- González, W.A.; López, D.; Pérez, J.F. Biofuel Quality Analysis of Fallen Leaf Pellets: Effect of Moisture and Glycerol Contents as Binders. Renew. Energy 2020, 147, 1139–1150. [Google Scholar] [CrossRef]
- Nguyen, Q.N.; Cloutier, A.; Achim, A.; Stevanovic, T. Effect of Process Parameters and Raw Material Characteristics on Physical and Mechanical Properties of Wood Pellets Made from Sugar Maple Particles. Biomass Bioenergy 2015, 80, 338–349. [Google Scholar] [CrossRef]
- Serrano, C.; Monedero, E.; Lapuerta, M.; Portero, H. Effect of Moisture Content, Particle Size and Pine Addition on Quality Parameters of Barley Straw Pellets. Fuel Process. Technol. 2011, 92, 699–706. [Google Scholar] [CrossRef]
- Lehtikangas, P. Quality Properties of Pelletised Sawdust, Logging Residues and Bark. Biomass Bioenergy 2001, 20, 351–360. [Google Scholar] [CrossRef]
- Duca, D.; Riva, G.; Foppa Pedretti, E.; Toscano, G. Wood Pellet Quality with Respect to EN 14961-2 Standard and Certifications. Fuel 2014, 135, 9–14. [Google Scholar] [CrossRef]
- Toscano, G.; Duca, D.; Foppa Pedretti, E.; Pizzi, A.; Rossini, G.; Mengarelli, C.; Mancini, M. Investigation of Woodchip Quality: Relationship between the Most Important Chemical and Physical Parameters. Energy 2016, 106, 38–44. [Google Scholar] [CrossRef]
- Bustamante-García, V.; Carrillo-Parra, A.; González-Rodríguez, H.; Ramírez-Lozano, R.G.; Corral-Rivas, J.J.; Garza-Ocañas, F. Evaluation of a Charcoal Production Process from Forest Residues of Quercus Sideroxyla Humb., & Bonpl. in a Brazilian Beehive Kiln. Ind. Crops Prod. 2013, 42, 169–174. [Google Scholar] [CrossRef]
- Carroll, J.P.; Finnan, J. Physical and Chemical Properties of Pellets from Energy Crops and Cereal Straws. Biosyst. Eng. 2012, 112, 151–159. [Google Scholar] [CrossRef]
- Garcia, D.P.; Caraschi, J.C.; Ventorim, G. Emissões de Gases Do Efeito Estufa da Queima de Pellets de Madeira. Floresta 2017, 47, 297–306. [Google Scholar] [CrossRef]
- Poddar, S.; Kamruzzaman, M.; Sujan, S.M.A.; Hossain, M.; Jamal, M.S.; Gafur, M.A.; Khanam, M. Effect of Compression Pressure on Lignocellulosic Biomass Pellet to Improve Fuel Properties: Higher Heating Value. Fuel 2014, 131, 43–48. [Google Scholar] [CrossRef]
- Kishore, V.V.N. Renewable Energy Engineering and Technology: Principles and Practice; The Energy and Resources Institute (TERI): Mithapur, India, 2010; ISBN 81-7993-221-4. [Google Scholar]
- Supatata, N.; Buates, J.; Hariyanont, P. Characterization of Fuel Briquettes Made from Sewage Sludge Mixed with Water Hyacinth and Sewage Sludge Mixed with Sedge. Int. J. Environ. Sci. Dev. 2013, 1, 1793–8201. [Google Scholar] [CrossRef]
- Akowuah, J.O.; Kemausuor, F.; Mitchual, S.J. Physico-Chemical Characteristics and Market Potential of Sawdust Charcoal Briquette. Int. J. Energy Environ. Eng. 2012, 3, 20. [Google Scholar] [CrossRef]
- Mościcki, K.J.; Niedźwiecki, Ł.; Owczarek, P.; Wnukowski, M. Commoditization of Wet and High Ash Biomass: Wet Torrefaction-a Review. J. Power Technol. 2017, 97, 354–369. [Google Scholar]
- Prasongthum, N.; Duangwongsa, N.; Khowattana, P.; Suemanotham, A.; Wongharn, P.; Thanmongkhon, Y.; Reubroycharoen, P.; Attanatho, L. Influence of Torrefaction on Yields and Characteristics of Densified Solid Biofuel. J. Phys. Conf. Ser. 2022, 2175, 012027. [Google Scholar] [CrossRef]
- Shao, J.; Cheng, W.; Zhu, Y.; Yang, W.; Fan, J.; Liu, H.; Yang, H.; Chen, H. Effects of Combined Torrefaction and Pelletization on Particulate Matter Emission from Biomass Pellet Combustion. Energy Fuels 2019, 33, 8777–8785. [Google Scholar] [CrossRef]
- Acharya, B.; Dutta, A. Fuel Property Enhancement of Lignocellulosic and Nonlignocellulosic Biomass through Torrefaction. Biomass Conv. Bioref. 2016, 6, 139–149. [Google Scholar] [CrossRef]
- Sadaka, S.; Negi, S. Improvements of Biomass Physical and Thermochemical Characteristics via Torrefaction Process. Environ. Prog. Sustain. Energy 2009, 28, 427–434. [Google Scholar] [CrossRef]
- Niedziółka, I.; Szpryngiel, M.; Kachel-Jakubowska, M.; Kraszkiewicz, A.; Zawiślak, K.; Sobczak, P.; Nadulski, R. Assessment of the Energetic and Mechanical Properties of Pellets Produced from Agricultural Biomass. Renew. Energy 2015, 76, 312–317. [Google Scholar] [CrossRef]
- Picchio, R.; Latterini, F.; Venanzi, R.; Stefanoni, W.; Suardi, A. Pellet Production from Woody and Non-Woody Feedstocks: A Review on Biomass Quality Evaluation. Energies 2020, 13, 2937. [Google Scholar] [CrossRef]
- Kaddour, O.; Alavi, S.; Behnke, K. Factors Influencing the Quality of Extruded Sinking Aquatic Feed Pellets. Misr J. Agric. Eng. 2010, 27, 1953–1982. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Ojo, O.T. Biomass Torrefaction for the Production of High-Grade Solid Biofuels: A Review. Bioenerg. Res. 2020, 13, 999–1015. [Google Scholar] [CrossRef]
- Thomas, M.; van Zuilichem, D.J.; van der Poel, A.F.B. Physical Quality of Pelleted Animal Feed. 2. Contribution of Processes and Its Conditions. Anim. Feed Sci. Technol. 1997, 64, 173–192. [Google Scholar] [CrossRef]
- Tabil, L., Jr.; Sokhansanj, S. Process Conditions Affecting the Physical Quality of Alfalfa Pellets. Appl. Eng. Agric. 1996, 12, 345–350. [Google Scholar] [CrossRef]
- Dyjakon, A.; Noszczyk, T. The Influence of Freezing Temperature Storage on the Mechanical Durability of Commercial Pellets from Biomass. Energies 2019, 12, 2627. [Google Scholar] [CrossRef]
- Faria, W.S.; Protásio, T.d.P.; Trugilho, P.F.; Pereira, B.L.C.; Carneiro, A.; Andrade, C.R.; Guimarães Junior, J.B. Transformation of Lignocellulosic Waste of Coffee into Pellets for Thermal Power Generation. Coffee Sci. 2016, 11, 137–147. [Google Scholar]
- Castellano, J.M.; Gómez, M.; Fernández, M.; Esteban, L.S.; Carrasco, J.E. Study on the Effects of Raw Materials Composition and Pelletization Conditions on the Quality and Properties of Pellets Obtained from Different Woody and Non Woody Biomasses. Fuel 2015, 139, 629–636. [Google Scholar] [CrossRef]
- Lavergne, S.; Larsson, S.H.; Da Silva Perez, D.; Marchand, M.; Campargue, M.; Dupont, C. Effect of Process Parameters and Biomass Composition on Flat-Die Pellet Production from Underexploited Forest and Agricultural Biomass. Fuel 2021, 302, 121076. [Google Scholar] [CrossRef]
- Whittaker, C.; Shield, I. Factors Affecting Wood, Energy Grass and Straw Pellet Durability—A Review. Renew. Sustain. Energy Rev. 2017, 71, 1–11. [Google Scholar] [CrossRef]
- Ungureanu, N.; Vladut, V.; Voicu, G.; Dinca, M.-N.; Zabava, B.-S. Influence of Biomass Moisture Content on Pellet Properties—Review. In Proceedings of the 17th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 23–25 May 2018. [Google Scholar]
- Harun, N.Y.; Afzal, M.T. Effect of Particle Size on Mechanical Properties of Pellets Made from Biomass Blends. Procedia Eng. 2016, 148, 93–99. [Google Scholar] [CrossRef]
- Mani, S.; Tabil, L.G.; Sokhansanj, S. Compaction of Biomass Grinds—An Overview of Compaction of Biomass Grinds. Powder Handl. Process. 2003, 15, 160–168. [Google Scholar]
- Stelte, W.; Holm, J.K.; Sanadi, A.R.; Barsberg, S.; Ahrenfeldt, J.; Henriksen, U.B. A Study of Bonding and Failure Mechanisms in Fuel Pellets from Different Biomass Resources. Biomass Bioenergy 2011, 35, 910–918. [Google Scholar] [CrossRef]
- Lisowski, A.; Matkowski, P.; Dąbrowska, M.; Piątek, M.; Świętochowski, A.; Klonowski, J.; Mieszkalski, L.; Reshetiuk, V. Particle Size Distribution and Physicochemical Properties of Pellets Made of Straw, Hay, and Their Blends. Waste Biomass Valor. 2020, 11, 63–75. [Google Scholar] [CrossRef]
- Obidziński, S. Pelletization Process of Postproduction Plant Waste. Int. Agrophys. 2012, 26, 279–284. [Google Scholar] [CrossRef]
- Carone, M.T.; Pantaleo, A.; Pellerano, A. Influence of Process Parameters and Biomass Characteristics on the Durability of Pellets from the Pruning Residues of Olea europaea L. Biomass Bioenergy 2011, 35, 402–410. [Google Scholar] [CrossRef]
- Gil, M.V.; Oulego, P.; Casal, M.D.; Pevida, C.; Pis, J.J.; Rubiera, F. Mechanical Durability and Combustion Characteristics of Pellets from Biomass Blends. Bioresour. Technol. 2010, 101, 8859–8867. [Google Scholar] [CrossRef]
- Gilbert, P.; Ryu, C.; Sharifi, V.; Swithenbank, J. Effect of Process Parameters on Pelletisation of Herbaceous Crops. Fuel 2009, 88, 1491–1497. [Google Scholar] [CrossRef]
- Stasiak, M.; Molenda, M.; Bańda, M.; Wiącek, J.; Parafiniuk, P.; Gondek, E. Mechanical and Combustion Properties of Sawdust—Straw Pellets Blended in Different Proportions. Fuel Process. Technol. 2017, 156, 366–375. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V. Natural Binders and Solid Bridge Type Binding Mechanisms in Briquettes and Pellets Made from Corn Stover and Switchgrass. Bioresour. Technol. 2010, 101, 1082–1090. [Google Scholar] [CrossRef] [PubMed]
- Dyjakon, A.; Noszczyk, T.; Mostek, A. Mechanical Durability and Grindability of Pellets after Torrefaction Process. Energies 2021, 14, 6772. [Google Scholar] [CrossRef]
- Dafnomilis, I.; Lodewijks, G.; Junginger, M.; Schott, D.L. Evaluation of Wood Pellet Handling in Import Terminals. Biomass Bioenergy 2018, 117, 10–23. [Google Scholar] [CrossRef]
- Kofman, P. Simple Ways to Check Wood Pellet Quality. Bioenergy News 2007, 2006, 8–9. [Google Scholar]
- Acharya, B.; Sule, I.; Dutta, A. A Review on Advances of Torrefaction Technologies for Biomass Processing. Biomass Conv. Bioref. 2012, 2, 349–369. [Google Scholar] [CrossRef]
- Bergman, P.C.; Boersma, A.R.; Zwart, R.W.R.; Kiel, J.H.A. Torrefaction for Biomass Co-Firing in Existing Coal-Fired Power Stations; ECN-C-05-013; Energy Research Centre of the Netherlands ECN: Petten, The Netherlands, 2005; Volume 31. [Google Scholar]
- Pimchuai, A.; Dutta, A.; Basu, P. Torrefaction of Agriculture Residue to Enhance Combustible Properties. Energy Fuels 2010, 24, 4638–4645. [Google Scholar] [CrossRef]
- Demirbas, A. Combustion Characteristics of Different Biomass Fuels. Prog. Energy Combust. Sci. 2004, 30, 219–230. [Google Scholar] [CrossRef]
- Biswas, A.K.; Rudolfsson, M.; Broström, M.; Umeki, K. Effect of Pelletizing Conditions on Combustion Behaviour of Single Wood Pellet. Appl. Energy 2014, 119, 79–84. [Google Scholar] [CrossRef]
- Wang, W.; Lemaire, R.; Bensakhria, A.; Luart, D. Review on the Catalytic Effects of Alkali and Alkaline Earth Metals (AAEMs) Including Sodium, Potassium, Calcium and Magnesium on the Pyrolysis of Lignocellulosic Biomass and on the Co-Pyrolysis of Coal with Biomass. J. Anal. Appl. Pyrolysis 2022, 163, 105479. [Google Scholar] [CrossRef]
- De Paula Protásio, T.; Bufalino, L.; Denzin Tonoli, G.H.; Guimarães, M., Jr.; Trugilho, P.F.; Mendes, L.M. Brazilian Lignocellulosic Wastes for Bioenergy Production: Characterization and Comparison with Fossil Fuels. BioResources 2013, 8, 1166–1185. [Google Scholar]
- Ríos-Badrán, I.M.; Luzardo-Ocampo, I.; García-Trejo, J.F.; Santos-Cruz, J.; Gutiérrez-Antonio, C. Production and Characterization of Fuel Pellets from Rice Husk and Wheat Straw. Renew. Energy 2020, 145, 500–507. [Google Scholar] [CrossRef]
- Zeng, T.; Weller, N.; Pollex, A.; Lenz, V. Blended Biomass Pellets as Fuel for Small Scale Combustion Appliances: Influence on Gaseous and Total Particulate Matter Emissions and Applicability of Fuel Indices. Fuel 2016, 184, 689–700. [Google Scholar] [CrossRef]
- Kataki, R.; Konwer, D. Fuelwood Characteristics of Indigenous Tree Species of North-East India. Biomass Bioenergy 2002, 22, 433–437. [Google Scholar] [CrossRef]
- Onochie, U.; Obanor, A.; Aliu, S.; Igbodaro, O. Proximate and Ultimate Analysis of Fuel Pellets from Oil Palm Residues. Niger. J. Technol. 2017, 36, 987–990. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | EN ISO 17225-2 | EN ISO 17225-6 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Utility | - | Commercial and Residential Applications | Industrial Use | Industrial Use | |||||
| A1 | A2 | A3 | I1 | I2 | I3 | A | B | ||
| Diameter (D) | Mm | 6 ± 1 | 6 ± 1 | 6 ± 1 | 6 ± 1 | 6 ± 1 | 6 ± 1 | 6–25 | 6–25 |
| Length (L) | Mm | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 | 3.15 ≤ L ≤ 40 |
| Moisture content (MC) | % | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | ≤12 | ≤15 |
| Ash content (A) | % | ≤0.7 | ≤1.2 | ≤2 | ≤1 | ≤1.5 | ≤3 | ≤6 | ≤10 |
| Mechanical durability (Du) | % | ≥98 | ≥97.5 | ≥96.5 | 97.5 ≤ Du ≤ 99.0 | 97.0 ≤ Du ≤ 99.0 | 96.5 ≤ Du ≤ 99.0 | ≥97.5 | ≥96 |
| Fines (F) | % | ≤1 | ≤1 | ≤1 | ≤4 | ≤5 | ≤6 | ≤2 | ≤3 |
| Net calorific value (NCV) | MJ/kg | ≥16.5 | ≥16.5 | ≥16.5 | ≥16.5 | ≥16.5 | ≥16.5 | ≥14.5 | ≥14.5 |
| Bulk density (BD) | kg/m3 | 600 ≤ BD ≤ 750 | 600 ≤ BD ≤ 750 | 600 ≤ BD ≤ 750 | 600≤ | 600≤ | 600≤ | 600≤ | 600≤ |
| N | % | ≤0.3 | ≤0.5 | ≤1 | ≤0.3 | ≤0.3 | ≤0.6 | ≤1.5 | ≤2.0 |
| S | % | ≤0.04 | ≤0.04 | ≤0.05 | ≤0.05 | ≤0.05 | ≤0.05 | ≤0.2 | ≤0.3 |
| Cl | % | ≤0.02 | ≤0.02 | ≤0.03 | ≤0.03 | ≤0.05 | ≤0.1 | ≤0.1 | ≤0.3 |
| As | mg/kg | ≤1 | ≤1 | ≤1 | ≤2 | ≤2 | ≤2 | ≤1 | - |
| Cd | mg/kg | ≤0.5 | ≤0.5 | ≤0.5 | ≤1 | ≤1 | ≤1 | ≤0.5 | - |
| Cr | mg/kg | ≤10 | ≤10 | ≤10 | ≤15 | ≤15 | ≤15 | ≤50 | - |
| Cu | mg/kg | ≤10 | ≤10 | ≤10 | ≤20 | ≤20 | ≤20 | ≤20 | - |
| Pb | mg/kg | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | - |
| Hg | mg/kg | ≤0.1 | ≤0.1 | ≤0.1 | ≤0.1 | ≤0.1 | ≤0.1 | ≤0.1 | - |
| Ni | mg/kg | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | ≤10 | - |
| Test Parameter | Standard Followed for Testing | References |
|---|---|---|
| Pellet dimensions | DIN EN 16127 | [91,92] |
| EN 16127 | [92,93,94,95] | |
| EN 17829 (2015) | [96] | |
| ASTM standard E711-87 | [97] | |
| Directly from vernier caliper | [13,90,98,99,100,101,102,103,104] | |
| Moisture content | PROY-NOM-211-SSA1-2002 standard | [104] |
| DIN EN 14774-1 | [92,102] | |
| EN ISO 18134 | [13,96] | |
| EN 14774-1 | [93,94] | |
| ASTM D1762 | [103] | |
| UNE-EN 14774-3 | [99] | |
| D1762, ISO 1822 | [100] | |
| NBR 7993 | [98] | |
| Oven-drying method (105 °C for 24 h) | [90,91,101] | |
| Ash content | ASTM D3174-04, 2004 | [103,105] |
| ASTM D 1762-84 | [95,100,102,106] | |
| DIN EN 14775 | [91,92,93,94] | |
| EN ISO 18122 | [13,96] | |
| NBR 8112 | [98] | |
| NREL/TP-510-42622 | [90] | |
| ONORM M7135 | [107] | |
| UNE-EN 14775 | [99] | |
| Mechanical durability | DIN EN 15210-1 | [93,94,95,98,102,103,106] |
| EN 17831-1:2015 | [13,96] | |
| ASABE standards (ASABE, 2007) | [101] | |
| ASTM E1641-04 | [90] | |
| Bulk density | DIN EN 15103 | [92,93,94,95,98,100,102,104,106] |
| BS EN ISO 17828 (2015) | [13,91,96,99] | |
| SS 187120 | [107] | |
| ASTM E1641-04 | [90] | |
| X-ray densitometry method | [103] | |
| N and S content | DIN EN 15104 | [92,94] |
| ISO 16948 (2015) | [13,96] | |
| ASTM D5291 | [90] | |
| ASTM E778/08 | [100] | |
| Using CHNS (O) analyzers | [91,101] | |
| Using elemental analyzers | [95,98,103,105,106] | |
| Volatile matter content | ASTM D1762-84 | [92,95,100,102,103,106] |
| ASTM D3175-07, 2007 | [90,97] | |
| EN 15148 | [93,99] | |
| DIN EN 51720 | [13] | |
| EN ISO 18123 | [13] | |
| NBR 8112 | [98] | |
| Gross calorific value | Bomb calorimeter method | All |
| Property of the Pellet | Physical Properties | Mechanical Properties | Energy Properties | Chemical Properties | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| D | L | Du | Fines | BD | Hardness | MC | Ash | CV | VM | FC | N | S | ||
| Unit | mm | mm | % | % | kg/m3 | % | % | % | MJ/kg | % | % | % | % | |
| 1. Pellet Standards | ||||||||||||||
| EN ISO 17225-6 category A | 6 to 25 | 3.15≤ L ≤ 40 | ≥97.5 | ≤2 | 600≤ | NA | ≤12 | ≤6 | ≥14.5 | NA | NA | ≤1.5 | ≤0.20 | |
| EN ISO 17225-6 category B | 6 to 25 | 3.15 ≤ L ≤40 | ≥96 | ≤3 | 600≤ | NA | ≤15 | ≤10 | ≥14.5 | NA | NA | ≤2.0 | ≤0.30 | |
| 2. Pellets produced from both 100% biomass and biomass blends | ||||||||||||||
| Reference: Rezania et al., 2016 [97] Focal region: MALAYSIA | ||||||||||||||
| Production parameters: RM M: 10–15%, RM PS: 0.85 mm, Die P: NA, Die T: NA | ||||||||||||||
| Biomass pellets | 100% Water Hyacinth | NA | NA | NA | NA | NA | NA | 9.90 (0.00) | 6.90 (0.11) | 14.58 (0.05) | 66.27 (0.10) | 26.83 (0.00) | NA | NA |
| Blended biomass pellets (selected for meta-analysis) | 25% Water Hyacinth + 75% Empty Fruit Bunches | NA | NA | NA | NA | NA | NA | 9.30 (0.03) | 3.73 (0.54) | NA | 80.3 (1.02) | 15.97 (3) | NA | NA |
| Reference: Scatolino et al., 2018b [102] Focal region: BRAZIL | ||||||||||||||
| Production parameters: RM M: 9–10%, RM PS: 3–4 mm, Die P: NA, Die T: NA | ||||||||||||||
| Biomass pellets | 100% Soybean Waste | 6.47 (0.13) | 17.13 (0.65) | 47.49 (1.09) | 3.32 (0.81) | 686.00 (0.00) | 3.87 (2.00) | 9.03 (0.50) | 26.72 (0.74) | 16.70 (0.13) | 62.47 (0.71) | 10.81 (0.03) | NA | NA |
| 100% Sugarcane Bagasse | 6.14 (0.06) | 18.46 (1.35) | 96.64 (0.27) | 0.18 (0.03) | 698.00 (0.00) | 39.46 (7.33) | 5.57 (0.16) | 5.58 (0.44) | 17.40 (0.08) | 80.56 (1.98) | 13.87 (1.77) | NA | NA | |
| Blended biomass pellets (selected for meta-analysis) | 50% Sawdust + 50% Soybean Waste | 6.17 (0.13) | 15.60 (1.70) | 67.42 (3.39) | 1.53 (0.52) | 610 | 6.13 (2.58) | 6.87 (0.12) | 14.03 (1.4) | 17.92 (0.09) | 71.13 (0.26) | 14.84 (1.15) | NA | NA |
| 50% Sugarcane Bagasse + 50% Soybean Wastes | 6.13 (0.11) | 15.93 (1.72) | 67.01 (3.6) | 2.50 (0.64) | 634 | 7.75 (3.83) | 6.48 (0.17) | 15.02 (0.71) | 17.25 (0.12) | 69.47 (0.60) | 15.48 (0.26) | NA | NA | |
| Reference: Garcia et al., 2019 [100] Focal region: BRAZIL | ||||||||||||||
| Production parameters: RM M: 15%, RM PS: 4 mm, Die P: NA, Die T: 90 °C | ||||||||||||||
| Biomass pellets | 100% Elephant Grass | NA | NA | 89.82 (1.40) | NA | 509.80 (8.20) | NA | NA | 6.80 (0.30) | 18.51 (0.26) | 79.09 (3.48) | 14.11 (1.10) | 1.51 (0.08) | 0.07 (0.01) |
| 100% Sugarcane Bagasse | NA | NA | 87.54 (3.10) | NA | 579.90 (30.60) | NA | NA | 4.78 (0.06) | 18.52 (0.18) | 79.61 (1.60) | 15.62 (1.34) | 1.21 (0.07) | 0.08 (0.01) | |
| 100% Sorghum | NA | NA | 93.59 (1.10) | NA | 607.70 (34.50) | NA | NA | 3.42 (0.12) | 19.34 (0.22) | 78.47 (2.34) | 18.10 (1.20) | 1.68 (0.52) | 0.08 (0.01) | |
| Blended biomass pellets (selected for meta-analysis) | 95% Sawdust + 5% Charcoal of Eucalyptus spp. | NA | NA | 92.63 (2.7) | NA | 667.6 (30.1) | NA | NA | 0.48 (0.07) | 20.42 (0.14) | 78.35 (2.25) | 21.18 (0.92) | 0.88 (0.12) | 0.07 (0.06) |
| Reference: da Silva et al., 2020 [93] Focal region: BRAZIL | ||||||||||||||
| Production parameters: RM M: 12–16%, RM PS: 3–5 mm, Die P: 29.42 MPa, Die T: 80–95 °C | ||||||||||||||
| Biomass pellets | 100% Elephant Grass | 6.20 (0.05) | 17.07 (1.35) | 96.58 (0.19) | 2.36 (0.42) | 654.10 (3.69) | NA | 8.83 (0.36) | 6.48 (0.11) | 14.84 (0.10) | 81.20 (0.26) | 11.75 (0.26) | NA | NA |
| 100% Sugarcane Bagasse | 6.18 (0.50) | 12.87 (1.48) | 92.22 (0.48) | 44.00 (1.69) | 574.74 (4.82) | NA | 9.85 (0.14) | 2.40 (0.01) | 15.20 (0.23) | 84.27 (0.56) | 13.33 (0.50) | NA | NA | |
| Biomass blended pellets (selected for meta-analysis) | 50% Elephant Grass + 50% Sawdust | 6.14 (0.04) | 17.85 (1.16) | 98.66 (0.77) | 2.69 (0.23) | 690.09 (3.2) | NA | 8.12 (0.12) | 2.89 (0.01) | 15.74 (0.06) | 86.24 (0.85) | 10.87 (0.85) | NA | NA |
| 50% Elephant Grass + 50% Sugarcane Bagasse | 6.13 (0.04) | 15.01 (1.45) | 96.18 (0.38) | 2.55 (0.21) | 653.51 (1.38) | NA | 8.96 (0.05) | 4.8 (0.01) | 15.09 (0.10) | 83.31 (1.28) | 11.89 (1.42) | NA | NA | |
| Reference: Carrillo-Parra et al., 2020 [99] Focal region: MEXICO | ||||||||||||||
| Production parameters: RM M: 15%, RM PS: 3 mm, Die P: NA, Die T: NA | ||||||||||||||
| Biomass pellets | 100% Oil Palm Residue | NA | NA | NA | NA | 540.00 (170.00) | NA | 6.45 (0.26) | 0.54 (0.07) | 21.89 (0.16) | 79.40 (1.90) | 20.05 (1.83) | NA | NA |
| Blended biomass pellets (selected for meta-analysis) | 40% Oil Palm Residue + 60% Sawdust | NA | NA | NA | NA | 660 (10) | NA | 6.76 (0.89) | 0.44 (0.11) | 20.75 (0.06) | 87.32 (1.92) | 12.23 (1.81) | NA | NA |
| 20% Oil Palm Residue + 80% Sawdust | NA | NA | NA | NA | 680 (10) | NA | 5.84 (0.19) | 0.53 (0.07) | 19.70 (0.13) | 85.68 (1.63) | 13.79 (1.57) | NA | NA | |
| Reference: de Souza et al., 2020 [92] Focal region: BRAZIL | ||||||||||||||
| Production parameters: RM M: 12%, RM PS: 3 mm, Die P: 29.42 MPa, Die T: 80–95 °C | ||||||||||||||
| Biomass pellets | 100% Coffee Husk | 6.12 (0.02) | 18.43 (1.17) | 97.09 (0.30) | 0.17 (0.07) | 687.48 (4.16) | 29.76 (3.11) | 9.50 (0.26) | 9.69 (0.03) | 15.76 (0.19) | 73.15 (0.19) | NA | 3.18 (0.03) | 0.19 (0.04) |
| 100% Coffee Parchment | 6.15 (0.02) | 14.01 (0.73) | 93.77 (2.96) | 0.46 (0.16) | 632.56 (0.73) | 25.84 (4.21) | 8.64 (0.18) | 2.55 (0.03) | 16.96 (0.09) | 85.24 (0.52) | NA | 1.85 (0.05) | 0.05 (0.01) | |
| 100% Coffee Silver Skin | 6.11 (0.03) | 21.02 (2.85) | 97.10 (2.16) | 0.10 (0.21) | 644.36 (6.69) | 18.32 (2.67) | 8.84 (0.21) | 9.90 (0.03) | 16.26 (0.04) | 75.95 (0.61) | NA | 3.29 (0.04) | 0.18 (0.02) | |
| Blended biomass pellets (selected for meta-analysis) | 40% Sawdust + 30% Parchment + 30% Silver Skin | 6.17 (0.02) | 13.85 (0.83) | 93.28 (1.57) | 0.22 (0.07) | 634.26 (4.97) | 24.28 (4.20) | 9.79 (0.30) | 4.00 (0.11) | 17.08 (0.14) | 84.38 (0.20) | NA | 2.45 (0.05) | 0.13 (0.02) |
| 40% Sawdust + 30% Parchment + 30% Coffee Husk | 6.13 (0.08) | 14.43 (0.99) | 95.33 (1.19) | 0.19 (0.05) | 690.79 (5.47) | 29.56 (8.01) | 8.88 (0.07) | 6.28 (0.17) | 16.51 (0.21) | 82.37 (0.30) | NA | 1.99 (0.05) | 0.08 (0.02) | |
| Reference: Szyszlak-Bargłowicz et al., 2021 [13] Focal region: POLAND | ||||||||||||||
| Production parameters: RM M: 12%, RM PS: 0.5–1.0 mm, Die P: NA, Die T: 85 °C | ||||||||||||||
| Biomass pellets | 100% Miscanthus | NA | NA | 91.40 (1.00) | NA | 567.30 (6.70) | NA | 7.20 (0.05) | 2.36 (0.14) | 16.31 (0.02) | 73.61 (0.29) | 16.40 (0.23) | 0.24 (0.00) | 0.000 (0.00) |
| 100% Copra Meal | NA | NA | 87.2 (0.00) | NA | 255.10 (0.50) | NA | 5.43 (0.02) | 5.46 (0.04) | 18.38 (0.05) | 75.62 (0.15) | 13.49 (0.18) | 3.15 (0.02) | 0.13 (0.00) | |
| Blended biomass pellets (selected for meta-analysis) | 90% Miscanthus + 10% Copra | NA | NA | 97.20 (0.60) | NA | 514.90 (3.4) | NA | 6.76 (0.03) | 2.70 (0.04) | 17.80 (0.05) | 74.93 (0.43) | 15.94 (0.37) | 0.37 (0.01) | 0.01 (0.00) |
| 70% Miscanthus + 30% Copra | NA | NA | 95.10 (0.00) | NA | 417.40 (3.2) | NA | 6.41 (0.02) | 3.09 (0.54) | 17.92 (0.03) | 74.56 (0.43) | 15.94 (0.31) | 0.55 (0.02) | 0.02 (0.00) | |
| Reference: Harun and Afzal, 2015 [90] Focal region: CANADA | ||||||||||||||
| Production parameters: RM M: 10%, RM PS: 0.1–0.6 mm, Die P: 159 MPa (5 s holding time), Die T: 80 °C | ||||||||||||||
| Biomass pellets | 100% Reed Canary Grass | NA | NA | 18.61 (0.02) | NA | NA | NA | 6.40 (0.00) | 5.34 (0.45) | NA | NA | NA | 0.17 (0.00) | 0.04 (0.01) |
| 100% Switchgrass | NA | NA | 18.20 (0.17) | NA | NA | NA | 7.0 (0.00) | 3.61 (0.44) | NA | NA | NA | 0.12 (0.00) | 0.03 (0.00) | |
| 100% Timothy Hay | NA | NA | 17.58 (0.06) | NA | NA | NA | 6.90 (0.00) | 4.06 (0.37) | NA | NA | NA | 0.18 (0.00) | 0.04 (0.01) | |
| Biomass blended pellet (selected for Meta-analysis) | 50% Spruce Sawdust and 50% RCG | NA | NA | NA | NA | NA | NA | 7.2 | 2.07 (0.21) | 18.56 (0.04) | NA | NA | 0.04 (0.00) | 0.02 (0.00) |
| 50% Spruce Sawdust and 50% Timothy Hay | NA | NA | NA | NA | NA | NA | 7.3 | 1.51 (0.18) | 18.37 (0.06) | NA | NA | 0.04 (0.00) | 0.02 (0.00) | |
| 50% Spruce Sawdust and 50% Switchgrass | NA | NA | NA | NA | NA | NA | 7.7 | 1.53 (0.5) | 18.46 (0.14) | NA | NA | 0.03 (0.00) | 0.01 (0.00) | |
| 50% Pine Sawdust + 50% RCG | NA | NA | NA | NA | NA | NA | 7.5 | 1.54 (0.51) | 19.00 (0.16) | NA | NA | 0.04 (0.00) | 0.02 (0.00) | |
| 50% Pine Sawdust + 50% Timothy Hay | NA | NA | NA | NA | NA | NA | 7.6 | 1.62 (0.05) | 18.68 (0.1) | NA | NA | 0.04 (0.00) | 0.02 (0.00) | |
| 50% Pine Sawdust + 50% Switchgrass | NA | NA | NA | NA | NA | NA | 7.5 | 1.55 (0.4) | 18.44 (0.08) | NA | NA | 0.03 (0.00) | 0.01 (0.00) | |
| 3. Pellets produced only from 100% biomass materials | ||||||||||||||
| Reference: Tenorio et al., 2016 [103] Focal region: COSTA RICA | ||||||||||||||
| Production parameters: RM M: 5%, RM PS: ≤0.5 mm, Die P: NA, Die T: NA | ||||||||||||||
| Biomass pellets | 100% Oil Palm Empty Fruit Bunches | 6.09 (2.01) | 22.94 (9.59) | 92.76 (0.72) | NA | 575.00 (1.53) | NA | 9.05 (6.87) | 5.75 (2.69) | 14.18 (0.097) | 71.70 (0.13) | NA | NA | NA |
| 100% Oil Palm Fruit Mesocarp | 6.12 (4.08) | 17.34 (26.68) | 92.82 (1.38) | NA | 595.80 (1.62) | NA | 9.2 (3.06) | 6.24 (0.88) | 15.83 (0.06) | 72.41 (0.78) | NA | NA | NA | |
| Reference: Almeida et al., 2017 [98] Focal region: BRAZIL | ||||||||||||||
| Production parameters: RM M: Initially, 50% and after drying MC was not mentioned, RM PS: 5 mm, Die P: NA, Die T: 80 °C | ||||||||||||||
| Biomass pellets | 100% Sugarcane Bagasse | 9.70 (0.10) | 22.70 (4.94) | NA | NA | 726.32 (0.62) | NA | 5.49 (0.04) | 8.70 (0.34) | NA | 77.27 (2.24) | 14.03 (0.84) | 0.28 (0.05) | 0.02 (0.03) |
| Reference: Pradhan et al., 2018a [101] Focal region: INDIA | ||||||||||||||
| Production parameters: RM M: 10%, RM PS: 6 mm, Die P: NA, Die T: 80–90 °C | ||||||||||||||
| Biomass pellets | 100% Garden Waste | 14.70 (0.20) | 39.20 (5.0) | 97.70 (0.00) | 5.90 (0.00) | NA | 24.5 (0.00) | 4.50 (1.00) | NA | NA | NA | NA | NA | NA |
| Reference: Azócar et al., 2019 [106] Focal region: CHILE | ||||||||||||||
| Production parameters: RM M: 15 ± 2%, RM PS: 0.1–1.2 mm, Die P: NA, Die T: 70 °C | ||||||||||||||
| Biomass pellets | Wheat Straw | 6.48 (0.16) | 22.07 (9.23) | 97.23 (0.39) | 0.33 (0.02) | 469.00 (8.00) | NA | 9.57 (0.60) | 2.64 (0.60) | 15.43 (0.17) | NA | NA | 0.33 (0.02) | 0.00 (0.00) |
| Pretreated biomass pellets | Torrefied Wheat Straw (Brown Pellets) | 6.28 (0.11) | 25.38 (9.98) | 96.23 (0.39) | 0.26 (0.06) | 568.00 (4.00) | NA | 7.12 (0.00) | 3.19 (0.00) | 16.01 (0.09) | NA | NA | 0.45 (0.05) | 0.01 (0.00) |
| Reference: Trejo-Zamudio et al., 2021 [104] Focal region: MEXICO | ||||||||||||||
| Production parameters: RM M: 20%, RM PS: 8 mm, Die P: NA, Die T: 95–105 °C | ||||||||||||||
| Biomass pellets | 100% Bean Crop Residues | 8.13 (0.01) | 18.50 (0.16) | NA | NA | 607.38 (7.69) | NA | 11.67 (0.72) | 5.32 (0.00) | 16.09 (1.98) | NA | NA | NA | NA |
| Reference: (Acampora et al., 2021) [91] Focal region: ITALY | ||||||||||||||
| Production parameters: RM M: 10–20%, RM PS: 6 mm, Die P: NA, Die T: NA | ||||||||||||||
| Biomass pellets | 100% Hazelnut | 6.20 (0.12) | 10.47 (2.67) | 98.00 (0.5) | NA | 581.00 (3.00) | NA | NA | 3.10 (0.60) | NA | NA | NA | 0.77 (0.21) | 0.00 (0.00) |
| 100% Olive Tree Pruning Waste | 6.20 (0.10) | 16.66 (1.82) | 98.30 (0.60) | NA | 562.00 (6.00) | NA | NA | 2.50 (0.10) | NA | NA | NA | 1.24 (0.36) | 0.00 (0.00) | |
| Reference: Pegoretti Leite de Souza et al., 2021 [94] Focal region: CHILE | ||||||||||||||
| Production parameters: RM M: 5–7%, RM PS: 4 mm, Die P: NA, Die T: 80–100 °C | ||||||||||||||
| Biomass pellets | 100% Miscanthus | NA | NA | 96.86 (0.07) | 0.19 (0.01) | 615.00 (1.5) | NA | 7.42 (0.10) | 2.94 (0.07) | 16.22 (0.02) | NA | NA | NA | NA |
| Biomass pellets | 100% Miscanthus | NA | NA | 96.86 (0.07) | 0.19 (0.01) | 615.00 (1.5) | NA | 7.42 (0.10) | 2.94 (0.07) | 16.22 (0.02) | NA | NA | NA | NA |
| Reference: Senila et al., 2020 [96] Focal region: ROMANIA | ||||||||||||||
| Production parameters: RM M: 12%, RM PS: 5 mm, Die P: NA, Die T: NA | ||||||||||||||
| Biomass pellets | Vineyard Waste (VW) | 20.90 (4.50) | 10.10 (0.04) | 97.80 (2.20) | 1.25 (0.07) | 657.65 (4.30) | NA | 10.30 (0.40) | NA | 17.35 (1.20) | NA | NA | 1.23 (0.07) | 0.02 (0.10) |
| 4. Pellets produced from biomass blends | ||||||||||||||
| Reference: Chavalparit et al., 2013 [105] Focal region: THAILAND | ||||||||||||||
| Production parameters: RM M: 20%, RM PS: 2 mm, Die P: NA, Die T: NA | ||||||||||||||
| Blended biomass pellets (selected for meta-analysis) | 55% Oil Palm Frond + 45% Crude Glycerin | NA | NA | NA | NA | 994 (8.4) | NA | 4.35 (0.07) | 11.9 (0.1) | 20.4 | 2.38 (2.6) | 2.38 (2.6) | NA | 81.3 (2.7) |
| Reference: Amirta et al., 2018 [107] Focal region: INDONESIA | ||||||||||||||
| Production 17.2: RM M: 12%, RM PS: Dust, Die P: NA, Die T: NA | ||||||||||||||
| Blended biomass pellet (selected for meta-analysis) | 70% Sawdust + 20% Tapioca + 20% Glycerol | 7.7 (0.03) | 3.03 (0.26) | NA | NA | 730 (20) | NA | 7.42 (3.37) | 4.3 (0.81) | NA | 89.5 (3.03) | 6.2 (3.84) | NA | NA |
| Reference: (Santana et al., 2021) [95] Focal region: BRAZIL | ||||||||||||||
| Production parameters: RM M: 7–11%, RM PS: 5 mm, Die P: NA, Die T: 80–95 °C | ||||||||||||||
| Blended biomass pellet (selected for meta-analysis) | 65% Soybean Waste + 35% Cotton Waste (65SyB + 35CW) | 6.34 (0.09) | 18.75 (1.10) | 92.59 (0.46) | 0.36 (0.03) | NA | NA | 9.88 (0.29) | NA | 15.59 (0.04) | NA | NA | 4.29 (0.22) | 0.25 (0.01) |
| 65% Soybean Waste + 35% Sorghum Waste (65SyW + 35SoW) | 6.39 (0.09) | 18.83 (1.34) | 87.20 (2.28) | 0.30 (0.19) | NA | NA | 4.46 (0.11) | NA | 14.79 (0.49) | NA | NA | 3.47 (0.15) | 0.16 (0.03) | |
| 65% Soybean Waste + 35% Pine Needles (65SyW + 35PN) | 6.42 (0.10) | 17.36 (0.86) | 76.78 (3.37) | 0.76 (0.22) | NA | NA | 6.89 (0.26) | NA | 15.90 (0.14) | NA | NA | 3.54 (0.10) | 0.16 (0.01) | |
| 65% Rice Powder + 35% Sawdust (65RP + 35SD) | 6.40 (0.21) | 18.14 (1.25) | 94.28 (0.30) | 0.16 (0.10) | NA | NA | 7.50 (0.08) | NA | 17.15 (0.11) | NA | NA | 3.16 (0.16) | 0.17 (0.00) | |
| 65% Rice Powder + 35% Charcoal Fines (65RP + 35CF) | 6.28 (0.08) | 18.95 (1.38) | 97.75 (0.14) | 0.17 (0.07) | NA | NA | 10.34 (1.40) | NA | 20.14 (0.22) | NA | NA | 2.88 (0.03) | 0.12 (0.01) | |
| Main Biomass Material | Author and the Published Year | MC of the Biomass (%) | PS of Biomass (mm) | Pelletizing Pressure (MPa) | Pelletizing Temperature (°C) | Du of the Pellets (%) | BD of the Pellets (kg/m3) |
|---|---|---|---|---|---|---|---|
| Elephant Grass (EG) | da Silva et al., 2020 [93] | 12–16 | 3–5 | 29.42 | 80–95 | 96.58 | 654.10 |
| Garcia et al., 2019 [100] | 9–10 | 3–4 | 29.42 | 80–95 | 89.82 | 509.80 | |
| Miscanthus (M) | Pegoretti Leite de Souza et al., 2021 [94] | 5–7 | 4 | NA | 80–100 | 96.86 | 615.00 |
| Szyszlak-Bargłowicz et al., 2021 [13] | 12 | 0.5–1.0 | NA | 85 | 91.40 | 567.30 | |
| Sugarcane Bagasse (SB) | da Silva et al., 2020 [93] | 12–16 | 3–5 | 29.42 | 80–95 | 92.22 | 574.74 |
| Scatolino et al., 2018a [102] | 15 | 4 | NA | 90 | 96.64 | 698.00 | |
| Garcia et al., 2019 [100] | 9–10 | 3–4 | 29.42 | 80–95 | 87.54 | 579.90 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rupasinghe, R.L.; Perera, P.; Bandara, R.; Amarasekera, H.; Vlosky, R. Insights into Properties of Biomass Energy Pellets Made from Mixtures of Woody and Non-Woody Biomass: A Meta-Analysis. Energies 2024, 17, 54. https://doi.org/10.3390/en17010054
Rupasinghe RL, Perera P, Bandara R, Amarasekera H, Vlosky R. Insights into Properties of Biomass Energy Pellets Made from Mixtures of Woody and Non-Woody Biomass: A Meta-Analysis. Energies. 2024; 17(1):54. https://doi.org/10.3390/en17010054
Chicago/Turabian StyleRupasinghe, Rajitha Lakshan, Priyan Perera, Rangika Bandara, Hiran Amarasekera, and Richard Vlosky. 2024. "Insights into Properties of Biomass Energy Pellets Made from Mixtures of Woody and Non-Woody Biomass: A Meta-Analysis" Energies 17, no. 1: 54. https://doi.org/10.3390/en17010054