Abstract
The wind energy sector faces a persistent challenge in developing sustainable solutions for decommissioned Wind Turbine Blades (WTB). This study utilises Lifecycle Assessment (LCA) to evaluate the gate-to-gate carbon footprint of high-profile disposal and recycling methods, aiming to determine optimal strategies for WTB waste treatment in the UK. While this article analyses the UK as a case study, the findings are applicable to, and intended to inform, recycling strategies for WTB waste globally. Long-term sustainability depends heavily on factors like evolving energy grids and changing WTB waste compositions and these must be considered for robust analysis and development strategy recommendations. In the short to medium term, mechanical recycling of mixed WTB waste is sufficient to minimise Global Warming Potential (GWP) due to the scarcity of carbon fibre in WTB waste streams. Beyond 2040, carbon fibre recycling becomes crucial to reduce GWP. The study emphasises the importance of matching WTB sub-structure material compositions with preferred waste treatment options for the lowest overall impact. Future development should focus on the extraction of carbon fibre reinforced polymer (CFRP) structures in WTB waste streams, commercialising large-scale CFRP structure recycling technologies, establishing supply chains, and validating market routes for secondary carbon fibre products. In parallel, scaling up low-impact options, like mechanical recycling, is vital to minimise WTB waste landfilling. Developing viable applications and cost-effective market routes for mechanical recyclates is necessary to displace virgin glass fibres, while optimising upstream recycling processes based on product requirements.
1. Introduction
Many industrialised countries are relying heavily on the expansion of renewable energy production to achieve their net zero goals, and wind energy is leading the global shift towards green power. In 2021, the electricity generated by wind increased by nearly 273 TWh, marking the most substantial growth among all power generation technologies [1]. While wind energy generation produces only 1–3% of the Greenhouse Gas (GHG) emissions compared to traditional fossil fuels [2], there is still room for improvement within the industry to expedite progress toward global net zero objectives. Even though more than 80% of the materials used in current wind power plants are recyclable [3], the ongoing challenge in the wind energy sector remains the lack of circular, scalable, and environmentally friendly solutions for decommissioned wind turbine blades (WTB). Several studies have highlighted the potential environmental benefits achievable through WTB recycling [4,5,6]. These findings underscore the importance of developing low-impact recycling solutions as a strategic focus throughout the WTB lifecycle, with the potential to significantly reduce the environmental footprint of wind energy generation. To minimise environmental impact and ensure a commercially viable proposition, it is imperative to adopt a strategic, data-driven approach to blade recycling.
Due to their molecular crosslinking, fibre reinforced thermoset polymer (FRP) composites used in legacy WTB structures pose challenges for easy reuse and recycling. Extensive research has been recently devoted to the development of FRP recycling techniques, resulting in the development of various recycling strategies at different stages of technology readiness [7,8,9,10,11,12]. These recycling methods can be broadly categorised into three classes: thermal, mechanical, and chemical processes, each aiming to recover materials and/or energy from FRP waste that can replace the production of raw materials or offset energy demand.
The objective of these processes is typically to extract the fibrous and/or polymeric fractions from FRP waste, to reuse in secondary composite or non-composite applications, thereby replacing virgin material production. Among the technologies, there are thermal recycling methods based on combustion, such as cement kiln co-processing and the thermo-oxidative fluidised bed recycling process. These methods harness energy from the polymer fraction of composite waste and reuse inorganic fractions to mitigate the need for raw material production [13,14]. The fluidised bed recycling process offers several advantages, including scalability, continuous operation, tolerance to contaminants, compatibility with various polymers, and the production of fibrous materials without charring [15,16,17,18]. Pyrolysis is a non-oxidative thermal recycling process, involving FRP thermal decomposition in a low or no oxygen environment [7], which can be done in either a batch or continuous process depending on the type of pyrolysis method employed. The pyrolysis process can theoretically allow for the recovery of the polymer matrix as well as the reinforcement fibres. Pyrolytic carbon formation on the fibres is typical [19], which can be removed by additional processing in oxidative conditions [20]. Mechanical recycling involves grinding down FRP and employing grading technologies to categorise the waste into different-sized and -composed fractions. The fibre-rich fractions can substitute virgin glass fibre in glass fibre reinforced polymer (GFRP) production, while finer powder fractions can be used as fillers [21]. Chemical recycling processes utilise heated solvents or solvent mixtures to break down thermosets into smaller molecules, enabling the recovery of fibre and the potential reclamation of materials from depolymerised resin, in the form of monomers or petrochemical feedstock [7,8].
With the global focus shifting towards achieving Net Zero emissions targets, the pursuit of low-carbon technologies for recycling GFRP waste streams becomes imperative. Over recent years, numerous researchers have assessed the carbon footprint associated with different end-of-life (EoL) strategies for GFRP wind blade structures. Sproul et al. conducted a comparative LCA to evaluate GHG emissions and material yields across various wind turbine blade recycling methods (including cement co-processing, mechanical, pyrolysis, microwave pyrolysis, and solvolysis recycling) in the United States [22]. They found that both mechanical recycling and microwave pyrolysis yield the lowest net GHG emissions. However, the reliability of the value of mechanically recycled materials is uncertain due to the mixed feedstock generated by this method, which might result in lower performance compared to virgin materials.
Nagle et al. conducted a LCA to quantify the environmental impacts of disposing of blade waste in Ireland [6]. Their study compared the option of co-processing blade waste in a cement kiln with landfill disposal, and concluded that cement kiln co-processing could mitigate contributions to human health risks, ecosystem toxicity, climate change, and resource impacts [6].
Cong et al. utilised LCA to measure the carbon reduction potential of four disposal scenarios for GFRP wind blades in China [23]. The analysed methods included incineration in a waste-to-energy plant, cement kiln co-processing, and two similar methods utilising GFRP recyclates in construction and infrastructure. They found that integrating blade waste into these applications could notably lower their carbon footprints, reducing the lifecycle carbon emission intensity of a wind farm by approximately 3.3 g CO2e./kWh (representing a 26% reduction in lifecycle carbon emission intensity).
Yang et al. also assessed waste treatment methods for wind turbine blades in China [24], comparing traditional approaches like landfill and incineration with modern recycling technologies. They found that recycling generally reduces GHG emissions, except for pyrolysis. Regional differences in electricity grid mixes limit the generalisation of results, emphasising the need for localised assessments to identify low-carbon strategies.
To make long-term recycling recommendations for WTB waste disposal, it’s essential to consider how changes in the energy grid mix and the WTB waste feedstock will impact the carbon footprint of WTB recycling. Energy consumption significantly influences the environmental impact of WTB recycling strategies. This study uses publicly available data on the UK’s Net Zero 2050 plan to assess how the transition to green energy will affect recycling carbon footprint. Additionally, the study evaluates the impact of aggregated UK WTB waste feedstocks in terms of volume and composition, projecting trends up to 2050. This provides valuable insights into the future EoL strategies for WTBs, especially considering the evolving blade designs and material compositions, including the increasing use of carbon fibre, which will affect waste generation over time. This LCA is intended to identify and give recommendations toward optimal development strategies for low carbon solutions for present and future WTB waste streams. While the UK WTB waste landscape is investigated, it is the intention that the findings from this study can be used to inform low impact solutions for other regions which also have similar Net Zero 2050 targets.
2. Materials and Methods
This work has been conducted with reference to the methods provided in the international standards series ISO 14040 (https://www.iso.org/standard/37456.html, accessed on 28 May 2024) related to the preparation of LCA studies.
2.1. LCA Goal and Scope
The primary aim of this LCA is to evaluate the gate-to-gate GWP of various strategies for UK EoL WTB waste streams, from present up to the year 2050. This LCA also aims to evaluate how the following factors will impact the GWP of various strategies going forward:
- -
- WTB waste composition: The changing material composition of WTB waste feedstock up to 2050.
- -
- Future grid mix: The changing UK electricity grid mix in transition to Net Zero 2050.
- -
- Technology developments: Development strategies for select recycling technologies.
2.1.1. Functional Unit
The functional unit for this assessment is 1 kg of WTB waste processing with any of the material compositions described in the study (e.g., as described in Section 2.3.3). The reference flow is 1 kg of WTB.
2.1.2. System Boundary
The LCA only considers the processes involved in the EoL treatment of the WTB (i.e., secondary material production in the case of recycling routes) and does not consider any processes associated with upstream phases of the WTB lifecycle (such as manufacture, installation, use, decommissioning). As such, no burden is attributed to the WTB waste feedstock entering the system boundary and used in the production of secondary materials. Figure 1 shows the processes considered within the system boundary which include: (1) downsizing the WTB using industrial shredding equipment; (2) transporting shredded WTB to a waste management facility; (3) disposal or recycling of WTB waste processes described in Section 2.2.3; (4) transporting recycling waste to a waste management facility; (5) disposing recycling waste in landfill or Energy from Waste (EfW) facility. Figure 1 is not exhaustive and is intended for illustrative purposes only, to give an overview of the processes and material flow considered.
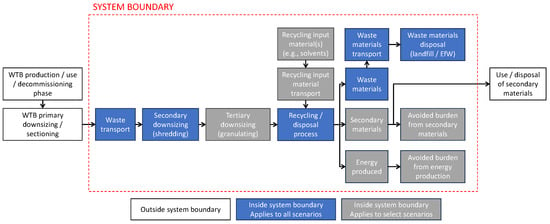
Figure 1.
LCA system boundary.
An avoided burden approach was selected because it (1) allows the evaluation of open-loop recycling of WTB since closed-loop recycling has yet to be demonstrated as feasible for all EoL treatments, and (2) can accommodate the diversity of secondary materials produced across the different EoL scenarios assessed.
By using the avoided burden approach the following are observed: (1) the burden of secondary material production is included within the system boundary and is allocated to the system, (2) materials recycled at EoL offset the demand for a quantity of virgin counterpart materials, (3) knockdown in offset rates are included based on loss in performance and the impact this will have on products utilising recycled materials, (4) all blade waste is either recycled or disposed in system boundary and avoided burden credit is given to secondary materials produced.
2.2. Scenarios
2.2.1. WTB Waste Scenarios
Two categories of WTB waste are assessed in the study which have differing compositions and dictate the materials entering the disposal/recycling scenarios:
Mono-source WTB feedstocks: The bill of materials of two representative WTB designs are used in isolation (one blade reinforced with only glass fibres and one hybrid-blade reinforced with glass and carbon fibres) to understand how GWP is influenced by blade waste type.
Future mixed WTB feedstocks: The composition of waste WTB feedstock is aggregated based on UK wide predictions in types and relative volumes of WTBs exiting service each year, to understand how GWP is influence by future waste trends.
Assumptions in LCI calculations for the WTB waste scenarios is described in Section 2.3.3.
2.2.2. Electricity Grid Mix Scenarios
Four grid mix scenarios are considered based on UK National Grid ESO Future Grid report [25]: (1) Falling short, (2) Leading the way, (3) System transformation, (4) Consumer transformation. Figure 2 shows the projected UK grid mix GWP for each scenario between 2025 and 2050. “System transformation” future grid mix scenario has been selected as the reference scenario used in most future grid scenarios in this study. It is the scenario with the lowest Root Mean Square Error calculated between each scenario and the hypothetical average scenario represented by the average values of the four scenarios above. “System transformation” scenario is therefore the one which is closest to the average of the four scenarios.
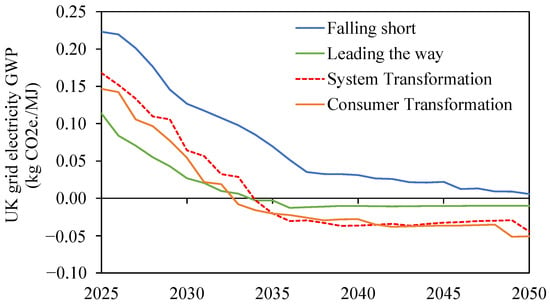
Figure 2.
Projected UK grid electricity GWP between 2025 and 2050 using data published by the National Grid ESO [25].
The assumption used in modelling the grid mix scenarios are described in Section 2.3.2.
2.2.3. EoL Scenarios
This study considers two disposal strategies (landfill, incineration) and five recycling strategies (mechanical, thermo-oxidative, pyrolysis, solvolysis, and mechanical+) which are described below. A schematic showing how each of the WTB regions are processed across each EoL scenario is presented in Figure 3.
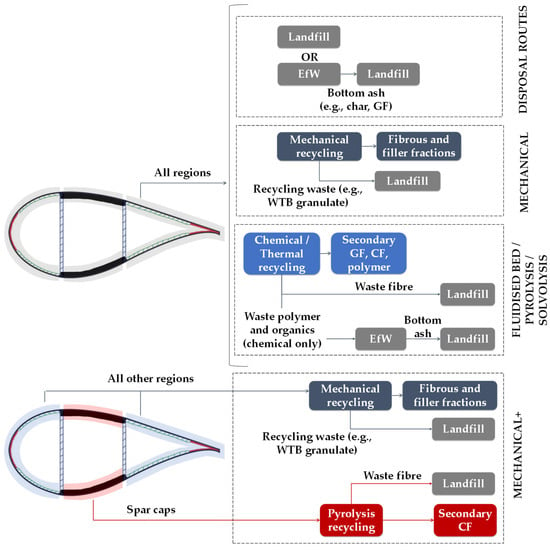
Figure 3.
Schematic showing how each of the WTB regions are processed across each EoL scenario.
Landfill: All the WTB waste mass (except the metallics) is disposed of in landfill.
Incineration: WTB waste can be co-processed with solid municipal waste within well-established EfW facilities. While energy is recovered from the waste, this process is unable to reclaim the non-combustible fractions and is therefore not considered to be a recycling process.
Mechanical recycling: Many variations of mechanical recycling of composite materials (WTB or otherwise) have been demonstrated, with commercial operations already existing [26]. In general, the composite is mechanically downsized (shredded and/or granulated) and the resulting granulated recyclate can either be sorted in different fractions or be used directly in the production of secondary materials.
Thermo-oxidative recycling: Thermo-oxidative recycling has been assumed to be conducted using a fluidised bed reactor which allows for rapid oxidative decomposition of the polymer matrix, liberating the clean fibre fractions which are transported by the gas stream out of the reactor and subsequently separated from the gas stream and collected. The combustion gases are fully oxidised then passed through heat exchangers to recover heat to be fed back into the process.
Pyrolysis recycling: Thermal recycling of composites waste using pyrolysis involves decomposition of polymers without (or in low) oxygen at high temperatures between 300 and 800 °C [27]. This is often a multistage process, requiring different temperatures and/or atmospheric conditions to remove thermally stable char residues to reclaim contaminant free fibres.
Solvolysis recycling: Chemical recycling of WTB waste using solvolysis involves breaking down the polymeric fraction by utilising a solvent, often using elevated temperature and pressure, and reclaiming the fibrous fraction.
Mechanical+: This option applies only to WTBs manufactured with carbon fibre reinforced polymer (CFRP) spar caps. It is assumed that the spar caps are isolated from the rest of the blade structure during initial sectioning activities. The spar caps are then recycled using pyrolysis to extract the valuable CF, and all other regions (shear webs, shells, leading/trailing edge reinforcement—which make up approximately 75% of the WTB mass) are then recycled mechanically.
Detailed process flow diagrams for each of the EoL scenarios can be found in Figures S2–S8.
2.2.4. Technology Development Scenarios
In their current iteration, pyrolysis and solvolysis suffer from having both high energy demand and direct GHG emissions from incineration of the polymer by-products. Future state of pyrolysis technology may enable (1) self-sustained processing through re-circulation and combustion of pyrolysis gases to power the system, and (2) condensation, collection and reprocessing of pyrolysis oils/waxes to produce feedstocks for the chemical industry. Future state of solvolysis technology may enable (1) a reduction in energy demand through process scale up and catalysed polymer decomposition, and (2) the reprocessing of recovered organic residues to produce feedstocks for the chemical industry. These solutions have the potential to reduce both the energy consumption and direct emissions, but also provide additional products from WTB with the opportunity to offset virgin petrochemicals.
Three stages of pyrolysis and solvolysis technology development were assessed to better understand the impact of these development assuming they could in practice be achieved:
- -
- No development (TD_0)—based on current best available data for pyrolysis/solvolysis
- -
- Technology development 1 (TD_1)—“conservative developments”
- -
- Technology development 2 (TD_2)—“ambitious developments”
Assumptions in technology development scenarios are detailed in Table 1. It is important to note that these scenarios are intended to be informative in setting direction for technology development and are not necessarily representative of what is known to be practically achievable. The scenarios in Table 1 should be considered indicative of the impact of a future state if the technology developments are realised.

Table 1.
Assumptions in technology development scenarios.
2.2.5. Scenario Combinations
Table 2 presents the five scenario combinations (Scenario ID 1–5) that have been assessed to better understand GWP hotspots for different EoL strategies and predict how this is likely to evolve over time with changes to the grid mix, waste feedstock, and technology developments. Scenario 3 and 5 assesses all four future grid mix scenarios to determine the sensitivity of the various recycling technologies to variation in grid electricity impact. All other Scenarios in Table 2 use “System transformation” grid mix scenario for reasons discussed above.
Table 2.
Summary of five scenario combinations investigated.
2.3. Lifecycle Inventory
2.3.1. Data Sources
The Lifecycle Inventory (LCI) secondary datasets used in this report have been sourced from Sphera Managed LCA Content Database.
2.3.2. UK Electricity Grid Mix Assumptions
The GWP of the UK’s future grid mix was modelled using data provided by National Grid ESO [25]. This data projects the GWP associated with electricity production across various future state scenarios. However, the National Grid ESO’s analysis did not encompass processes upstream of electricity generation, and therefore, it is expected to underestimate the cradle-to-gate GWP of electricity generation. To obtain a more comprehensive assessment of the GWP of future grid electricity, LCI datasets (including upstream processes) were modelled in Sphera LCA FE software (formerly called GaBi, software version 10.7.1.28) between 2025 and 2050, based on the grid mix contributions published in [25] and LCI of various electricity supply sources available in the Sphera Managed LCA Content Database. The modelling has been done according to the same principles described in the Sphera document “LCA database modelling principles 2023”, considering electricity consumed by power plants themselves, electricity imports from neighbouring countries and considering transmissions and distributions losses.
Tables S14 and S15 present the assumptions in grid mix contributions across all future grid mix scenarios.
2.3.3. WTB Waste Scenarios Assumptions
Mono-Sourced WTB Feedstocks
Two different WTB designs have been analysed for mono-sourced WTB feedstocks scenarios in this study:
- (1)
- GF WTB: A WTB design reinforced with glass fibre (GF) (i.e., no CF reinforcement commonly seen in other WTB models). This design is representative (in terms of material composition) of legacy onshore WTBs comprising the majority of the first wave of WTBs to reach EoL in the coming decades. The design for the GF WTB used in this work is based on the 5 MW reference blade reported by National Renewable Energy Laboratory in [28].
- (2)
- GF/CF hybrid WTB: A WTB design with GF reinforcement in the shells and shear webs and CF reinforcement in the spar caps. This design is representative of future onshore/offshore EoL WTB waste streams following the widespread use of CF in spar cap regions. The design for the GF/CF hybrid WTB used in this work has been developed from the International Energy Agency (IEA) 15 MW reference wind turbine [29], developed as part of the IEA Wind Task 37 by NREL and Technical University of Denmark (DTU). Due to buckling and aeroelastic stability issues of this specific blade design (identified in a thorough analysis performed in [30]), a new round of calculations has been conducted, and an optimised blade design achieved, satisfying all the problematic constraints. The design calculations as well as main characteristics of this blade can be found in [30]. The normalised bill of materials for the GF WTB and GF/CF hybrid WTB designs is given in Table 3.
Table 3. Mono-sourced WTB feedstock bill of materials.
Mixed WTB Feedstocks
Data sourced from Renewable UK’s Energy Pulse database, which compiles comprehensive information on both onshore and offshore wind projects in the UK, has been employed to assess the quantity and makeup of anticipated mixed waste from WTBs. This involved using data on installation dates, turbine capacities, and specific model types, in combination with reference blade materials lists, to calculate the annual waste volumes categorised by material types. Figure 4 shows the projected UK WTB waste stream composition up to 2050 used in mixed WTB feedstocks scenarios.
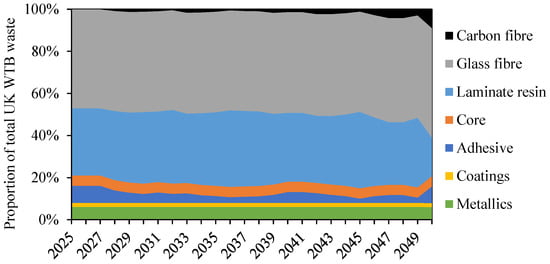
Figure 4.
Projected composition of UK WTB waste streams up to 2050 used in mixed WTB feedstocks scenarios.
2.3.4. EoL Scenarios Assumptions
Various proprietary models have been developed which allow for the various EoL scenarios to be assessed.
Landfill
The impact when landfilling the various WTB materials has been estimated based on representative data sets from Sphera Managed LCA Content Database: GF: “EU-28—Inert matter (Glass) on landfill”; CF, epoxy laminate resin, polyethylene terephthalate core, epoxy adhesive, polyurethan surface coatings: “EU-28—Plastic waste on landfill”.
Incineration
The calorific value of the waste is determined by the calorific value of the WTB’s constituent materials. EfW facilities vary in efficiency, with typical electrical efficiencies of 15–24%. The average efficiency across all UK energy from waste plants is used in the model. Using data published in [31], the average electrical power and heat efficiencies across all UK was estimated to be 20.7% and 4.3% respectively. Electricity generated is assumed to displace the UK mains electrical supply whereas heat is assumed to offset heat production from natural gas combustion, assuming 80% efficiency [32]. It is assumed that residual fraction (bottom ash) of the WTB is landfilled.
Mechanical Recycling
Mechanical recycling of WTB waste has been modelled using a downsizing and classification process outlined in [21]. WTB waste is first ground using a granulator then classified into four fractions using a zig-zag classifier. The four distinct fractions differ in composition and size, with the process producing two fibre rich fractions, a “coarse” resin rich fraction and a final “powder” fraction. Energy demand for both downsizing and classification stages required for mechanical recycling have been modelled. Downsizing energy using a granulator has been calculated using the method outlined in [26]. All energy for mechanical recycling is assumed to be electrical and sourced from UK mains supply. It is assumed that the recovered fibre rich fractions can offset the production of virgin GF at a rate proportional to retained strength of GF in the recyclate. It is proposed that the powder fraction may be used as filler and offset the production of calcium carbonate filler material. The coarse, resin rich fraction, is assumed to be a waste product in the study and is assumed to be landfilled.
Thermo-Oxidative Recycling *
The fluidised bed requires fibre length < 10 mm to operate efficiently; therefore, pre-treatment of waste WTB involves a downsizing step in a granulator. The energy input requirements have been sourced from literature LCA [33]. It is assumed that all polymer materials in the WTB are fully oxidised during the process.
Pyrolysis Recycling *
Energy-related inventory data obtained from a commercial operation (formerly ELG Carbon Fibre, now Gen2Carbon) was used in this study (reproduced [27]). Under no technology development scenario (TD_0), it is assumed that all products from the polymer pyrolysis are eventually fully oxidised prior to releasing to the environment.
Chemical (Solvolysis) Recycling *
An acetone-based process has been used to model chemical recycling of WTB waste and gather the associated LCI data needed. Data has been extracted from a published LCA on this process using primary data of a lab scale reactor [34]. It is assumed that all polymeric material fractions in the WTB can be broken down during solvolysis, which result in an “organic residue” fraction. It is assumed the organic residue is sent to EfW for disposal.
* Fibre recovery rate for thermo-oxidative, pyrolysis, and solvolysis recycling is assumed to be 95%, with “waste fibres” assumed to be landfilled.
A more expansive list of assumptions used to model the various EoL scenarios can be found in the Supplementary Materials and in the Authors’ previous publication [35].
A sensitivity analysis was conducted in Appendix A to evaluate the impact of uncertainty in thermal and electrical energy requirements of the various recycling technologies.
2.3.5. Assumptions in Calculating Avoided Burden
When assessing the effect of grid mix decarbonisation on the GWP of WTB recycling, it is important to consider how this affects both the burden associated with the recycling process itself and the potential for avoided burden by utilising secondary materials. While energy decarbonisation has the potential to reduce the impact of the recycling process that relies on grid electricity, it is also expected to reduce the potential avoided burden of secondary materials. This is because the avoided burden is proportional to the production GWP of virgin material counterparts, which will also benefit from energy decarbonisation.
In this study, it is assumed that only the GWP of virgin CF is affected by electricity grid mix decarbonisation. Consequently, only the avoided burden from secondary CF changes over time. GF is the other secondary material typically produced by WTB recycling technologies; however, the GWP attributed to virgin GF production is primarily influenced by energy from natural gas rather than electricity. While GF production GWP may reduce over time via other means, the potential for avoided burden from secondary GF products is already limited. Therefore, the omission of decarbonisation in virgin GF production is not expected to affect the accuracy of this study or its conclusions.
LCA has been used to project the GWP associated with virgin CF. LCI data has been generated using a proprietary energy model for polyacrylonitrile (PAN) and CF production. The future UK grid mix (described in Figure 2) has been used as input to PAN and CF production to evaluate the GWP of virgin CF between 2025 and 2050. The CF production GWP for each year is given in Figure 5, which has been used to estimate avoided burden from recycled CF products. Note that virgin CF decarbonisation may be accelerated by means not considered in this study, which may lead to an overestimation of the avoided burden from secondary CF in future scenarios.
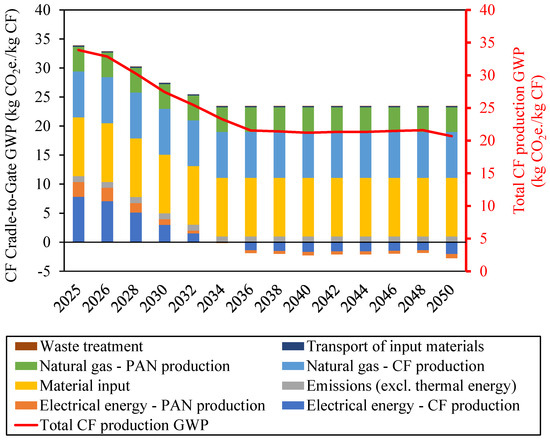
Figure 5.
Projected GWP of CF production (assuming System transformation grid mix) used in evaluating the avoided burden of secondary CF from WTB waste.
Knockdown factors based on the loss in mechanical performance of recycled CF and GF have been used to assess the avoided burden. The knockdown factors have been used to define the replacement rate of virgin fibres with recycled counterparts, which are presented in Table 4 (where Replacement rate = 1—Knockdown factor). Detailed assumptions used in calculating knockdown factors are presented in Tables S11 and S12.
Table 4.
Knockdown factors used to assess replacement rate of virgin fibre with recycled counterparts.
A sensitivity analysis was conducted in Appendix A to evaluate the impact of uncertainty in knockdown factors for glass and carbon fibre.
2.3.6. Allocation
According to the information provided by Sphera regarding its database; secondary LCI data from the Sphera Managed LCA Content Database uses allocation when necessary, using integral mass/energy reference values.
In scenarios where the WTB is recycled at EoL, there are always multiple secondary material products produced during the recycling process (GF, CF, polymer, waste). The following have been allocated to the blade only: (1) the burden of the blade recycling/secondary material production, (2) the burden of disposing of waste by-products, (3) the avoided burden of all secondary material products.
2.3.7. Cut-Off Criteria
The LCI secondary data for raw materials production have been sourced from the Sphera Managed LCA Content Database. In general, each LCI dataset covers at least 95% of mass and energy of the input and output flows, and 98% of their environmental relevance.
For the LCI primary data generated across the WTB lifecycle, no formal cut-off criteria have been established, as these have all been calculated and are not direct measurements of masses and energy flows. General exclusions that are part of the cut-off criteria are as follows: human energy inputs to processes; production and disposal of infrastructure (machines, transport vehicles, roads, etc.) and their maintenance; transport of employees to and from their normal place of work and business travel; support functions (R&D, marketing, finance, management); fugitive GHG emissions (AC units, refrigeration units); primary cutting of WTB during decommissioning.
2.4. Lifecycle Impact Assessment
In accordance with the defined LCA goal and scope, this study has focused on the following Environmental Impact Indicator: Global Warming Potential (GWP 100 years) [kg CO2 eq.], using the Impact Assessment Methodology “CML2001—August 2016 update”.
While the impact assessment of this study has been limited to GWP, the Authors’ have conducted a similar analysis across all twelve impact indictors according to CML2001 methodology, which is intended to be part of a future publication.
2.5. Calculation Procedures
Figure 6 presents a generalised flow diagram showing the calculation procedure used to conduct the LCA (a more comprehensive version can be found in Figure S9). The calculation procedure adopted in this study was as follows:
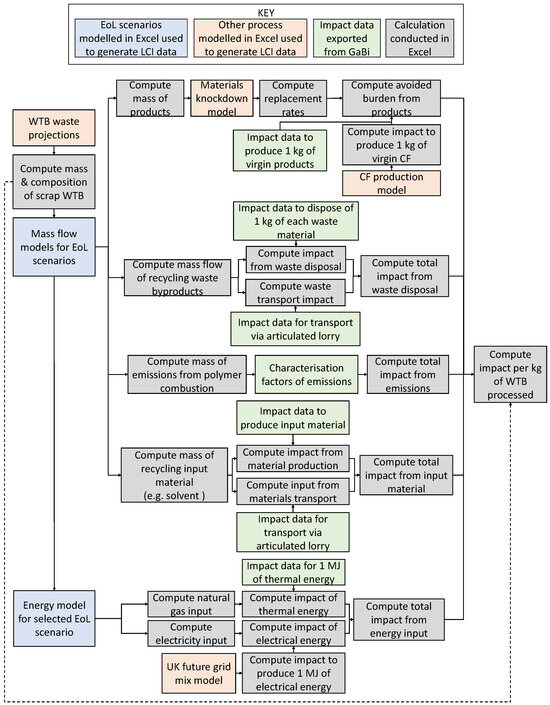
Figure 6.
Generalised flow diagram showing the calculation procedure used to conduct the LCA.
When data has been sourced by LCI secondary databases, the Characterization and Impact Assessment phases have been performed in the Sphera LCA FE software (formerly called GaBi, software version 10.7.1.28). The environmental impact per unit of mass/energy of each secondary LCI dataset has been exported into an MS Excel model, where scaling factors have been applied according to mass/energy needed in input in each individual sub-process (green boxes in Figure 6).
The mass and energy flows for each EoL scenario were modelled directly in MS Excel in order to calculate the input/output LCI (blue boxes in Figure 6). The Life Cycle Impact Assessment was then calculated using the Characterization Factors of those flows provided by Sphera for the chosen Impact Assessment methodology “CML 2001, August 2016 update”.
Other processes (orange boxes in Figure 6) were modelled in MS Excel in order to calculate the input/output LCI data needed evaluate future WTB scrap feedstocks (WTB waste projections), avoided burden from recyclate products (material knockdown models, CF production model) and impact of electricity decarbonisation (UK future grid mix model).
The described models and exported impact data were integrated into MS Excel. All computations were conducted in MS Excel (grey boxes in Figure 6), which was selected as it allowed for rapid switching between scenarios. The total LCA environmental impact data has been calculated and then grouped by categories using pivot tables.
The total gate-to-gate GWP for WTB EoL treatment was calculated using Equation (1)
where , , , , and are the total GWP (measured in kg CO2e.) from energy input, waste disposal, emissions (from polymer combustion), input materials, and avoided burden respectively. * is only applicable to thermal processes (pyrolysis and thermo-oxidative recycling) where direct combustion of the polymer fraction occurs. ** is only applicable to solvolysis recycling where solvent input is required.
Equation (2) was used to calculate the total GWP for any category (Cx) described in Equation (1), where the Inventory data (calculated using blue and orange boxes in Figure 6) and Impact data (exported from Sphera, green boxes in Figure 6) are multiplied for a given impact source (S), and summed across all (n) impact sources. Inventory data is measured in mass (kg) or energy (MJ) and complimentary Impact data in kg CO2e. per kg or MJ respectively.
Finally, to better compared across WTB waste scenarios, the total gate-to-gate GWP was normalised to the mass of WTB scrap processed according to Equation (3).
3. Results and Discussion
3.1. Scenario 1: Impact of Mono-Sourced Feedstocks
Figure 7 gives the GWP of recycling technologies assessed using 2025 UK (System transformation) electricity grid mix for both GF WTB (Figure 7a) and GF/CF hybrid WTB (Figure 7b) feedstocks. The purpose of Figure 7 is to identify key contributors in each treatment option and guide potential areas of development for process impact reduction. Positive GWP values indicate contributions from GHG emissions, while negative GWP values signify reductions achieved through the avoided burden of virgin material or energy production due to EoL treatment. The “Total GWP” in Figure 7 sums all GWP sources for a given EoL treatment, with a negative total recycling GWP indicating an overall reduction enabled by the treatment.
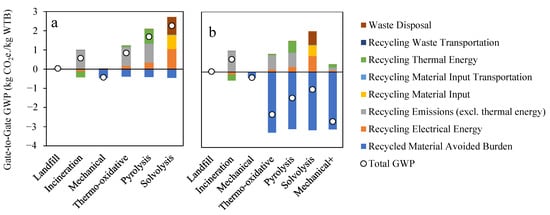
Figure 7.
GWP of recycling technologies assessed using 2025 UK (System transformation) electricity grid mix for (a) GF WTB and (b) GF/CF hybrid WTB feedstocks.
For the GF WTB scenario (Figure 7a), mechanical recycling is the only EoL treatment resulting in a negative total GWP. This is due to its low energy demand and the absence of GHG emissions from polymeric fraction combustion, which is present in thermal and solvolysis recycling (indirectly through incineration of organic residues).
Figure 7a demonstrates that secondary materials generated during mechanical, thermo-oxidative, pyrolysis, and solvolysis recycling have limited potential to offset the burden of virgin materials. This is due to three key factors: (1) significant mechanical performance loss in GFs during recycling, reducing the replacement rate of virgin GF counterparts; (2) the already low GWP associated with virgin GF compared to other blade materials like polymers and CF, limiting GHG emissions displacement; and (3) GF being the sole secondary material capable of offsetting virgin material production from GF WTB scenario. To achieve a negative total recycling GWP for a given EoL treatment, the impacts of the recycling processes themselves must also be low to not outweigh the limited avoided burden through secondary GF production.
In Figure 7b, the LCA results for the GF/CF hybrid WTB highlight the superior potential of recycling CF materials to offset GHG emissions by replacing high-impact virgin CF production. Consequently, all recycling scenarios in Figure 7b yield a negative total GWP for the GF/CF hybrid WTB, making them preferable to disposal methods like landfill and incineration. Notably, while mechanical recycling is the least impactful option for the GF WTB, it represents the highest-impact recycling scenario for the GF/CF hybrid WTB due to CF being recycled into a format that cannot compete with virgin CF. It is assumed that fibrous mechanical recyclate from CF composite regions can only replace virgin GF, resulting in a low avoided burden, as with the GF WTB scenario. Figure 7b demonstrates that the mechanical+ EoL scenario offers the lowest GWP for the GF/CF hybrid WTB by aligning WTB sub-structure material compositions with preferred waste treatment options for the overall lowest impact. This approach ensures that additional GHG emissions associated with thermal or chemical processes are only applied to the CF-rich spar caps, deploying the lower-impact mechanical strategy for shells and shear webs, where reclaiming secondary materials has limited avoided burden potential.
3.2. Scenario 2: Impact of Future Grid Mix with Mono-Sourced Feedstocks
Figure 8 gives the GWP of different recycling technologies over time using projected 2025—2050 UK (System transformation) electricity grid mix for both the mono-sourced feedstocks: GF WTB and GF/CF hybrid WTB. As the GWP of the electricity grid mix decreases overtime, two conflicting mechanisms influence the overall GWP of the EoL treatments: (1) the GWP burden attributable to electricity consumption diminishes, (2) the potential for receiving credit for avoided burdens through secondary CF production and/or electrical energy generation (through incineration) also diminishes.
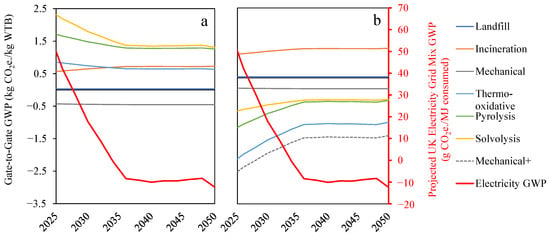
Figure 8.
GWP of different recycling technologies using projected 2025–2050 UK (System transformation) electricity grid mix for (a) GF WTB and (b) GF/CF hybrid WTB feedstocks.
The gate-to-gate GWP when recycling GF WTBs (shown in Figure 8a) decreases over time, thanks to the reduced burden from electricity consumption and constant avoided burden (due to the lack of CF in the GF WTB scenario). Figure 8a shows that without technology development, the GWP of GF WTB recycling is therefore expected to passively decrease overtime due to the green energy transition. However, it is worth noting that the expected GWP savings are relatively small. Even under Net Zero 2050 conditions, the thermo-oxidative, pyrolysis, and solvolysis recycling technologies exhibit gate-to-gate GWP values higher than landfilling. Mechanical recycling remains the preferred EoL strategy for minimising GWP. This distinction arises because, unlike the other recycling scenarios at their current developmental stage, mechanical recycling does not lead to the direct or indirect combustion (such as through downstream incineration in the case of solvolysis) of the polymeric fractions within WTBs. Relying solely on electricity decarbonisation is insufficient to render these recycling strategies more environmentally friendly in terms of GWP when compared to conventional landfilling. Consequently, additional advancements in technology are essential to circumvent the incineration of polymer fractions during recycling or emissions generated during the recycling process.
The GWP estimates for GF/CF hybrid WTB recycling (shown in Figure 8b) show very different long-term trends, with the GWP of all recycling strategies increasing over time. This difference arises from the fact that any GWP reduction facilitated by the transition to lower carbon electricity is offset by the diminishing avoided burden from secondary CF over time. The reason for this lies in the fact that virgin CF production consumes considerably more electricity than recycling technologies, resulting in a more significant GWP reduction over time. This reduction is not counterbalanced by GWP savings during the recycling phase. Regardless, all recycling strategies for GF/CF hybrid WTB are expected to maintain a negative GWP overtime, with mechanical+ presenting the lowest GWP opportunity for the reasons discussed in Section 3.1. Figure 8 indicates that, without advancements in alternative recycling technologies, prioritising mechanical recycling for GFRP blade structures is advisable. This holds true regardless of the WTB design or GWP of the future grid mix.
3.3. Scenario 3: Impact of Future Grid Mix with Mixed Feedstock
Figure 9 displays the GWP of various recycling technologies, using projected 2025–2050 UK (System transformation) electricity grid mix and anticipated 2025–2050 UK mixed WTB feedstocks. Figure 9 also highlights the expected increase in CF within the UK mixed WTB feedstocks, which is a crucial factor in assessing the long-term impact of recycling strategies. The proportion of WTB waste containing CF is projected to rise over time, driven by the increased use of CF in large-diameter, multi-megawatt rotors. As shown in Figure 9, WTB waste is expected to contain approximately 7 wt. % CF by 2050, up from 0 wt. % in 2025. This CF content growth expands the potential for avoided burden related to secondary CF products (given the high impact associated with virgin CF production), favouring technologies capable of recovering CF from the mixed WTB waste stream.
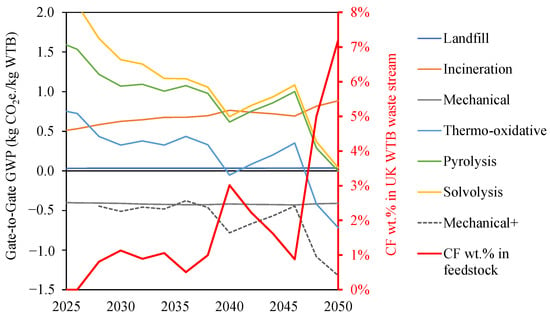
Figure 9.
GWP of different EoL strategies using projected 2025–2050 UK (System transformation) electricity grid mix and projected 2025–2050 UK mixed WTB feedstocks.
Figure 8 illustrates that, up to 2048–2050, the UK mixed WTB waste stream lacks sufficient CF content to counterbalance the substantial GHG emissions linked to recycling technologies like thermo-oxidative, pyrolysis, and solvolysis. This challenge is exacerbated by the long-term reduction in the GWP of virgin CF production, resulting in lower credited avoided burden for each kilogram of secondary CF produced, as shown in Figure 8b. Figure 9 suggests that the GWP of pyrolysis and solvolysis will exceed that of conventional landfilling until around 2050. Nonetheless, there are various opportunities for both pyrolysis and solvolysis to reduce direct and indirect GHG emissions from the baseline development level depicted in Figure 9, which are discussed in more detail in Section 3.4 and Section 3.5.
Figure 9 also shows that in the short to medium term, between 2025–2040, simply mechanically recycling the mixed WTB waste is likely to be sufficient to minimise GWP. This is due to the scarcity of CF in the waste stream in this time frame, meaning that significant gains from targeted CF recycling are not available. Figure 9 shows, however, that from 2040 onwards, mechanical+ recycling (which analysis starts at 2028 due to the absence of CF in waste stream prior) should be pursued, given the significant potential to reduce GWP compared to all other recycling strategies assessed. The supply chain to deal with these materials should be in place by at least 2040 to capitalise on the surge in CF present with the UK WTB waste stream. This is useful in setting targets for waste owners, turbine decommissioners, waste handlers/recyclers, material suppliers, and recyclate users alike.
It is critical that decommissioners develop method(s) for spar cap extraction in advance of future WTB waste streams where CF in these regions will be ubiquitous. Likewise, the technology to conduct at scale recycling of CFRP structures from WTB waste must be commercialised, with routes to market proven out and the required supply chain(s) in place. Many CF recycling approaches have been proposed for EoL CFRP waste which are currently at various technology readiness [12,36]. Pyrolysis recycling is currently the most advanced and operates commercially in Europe [37] and North America [38], through subsidiaries of CF producers Mitsubishi Chemical Advanced Materials and Hexcel respectively. Thermo-oxidative recycling of waste CFRP has been demonstrated at pilot scale at the University of Nottingham [39] and commercial recycling of CF is already available in South Korea using a chemical-based approach [40]. Despite this, these technologies must be stress tested against CFRP from blade waste, which poses a unique set of challenges in terms of the size of structures, laminate thickness, and mixed material contaminants (such as glass fibre reinforced layers). It remains unclear how these factors will affect the economic viability of established CF recyclers/recycling technologies and must be explored further.
In the meantime, it is critical that low impact solutions, such as mechanical recycling, are scaled up to enable production of lower value recyclate and mitigate landfilling or incineration of WTB waste. A significant challenge in reusing mechanical recyclate is the presence of resin contaminants on fibre surfaces, which may affect adhesion with polymers in secondary composite components and limit compatibility with existing manufacturing technologies. Nonetheless, as shown in [21], fibrous fractions can replace virgin GF in bulk moulding compound (BMC) production without compromising composite strength. This implies that the recovered fibrous fractions can replace the production of virgin GF used in BMC products. Other potential routes to market include as lower value reinforcement in sheet moulding compound [41], 3D printing compound [42], injection moulding compound, infused panels [43], compression moulded panels [44], or even inorganic polymers [45]. Economically viable routes to market for mechanical recyclate must therefore be established, with product requirements used to optimise upstream mechanical recycling processes.
Given that there is significant uncertainty in long term electricity grid mix trends (as shown in Figure 2), it is critical to understand how this uncertainty could affect the WTB recycling impacts assessments. To address this, the GWP of each recycling technology was evaluated between 2025–2050 for each of the UK electricity grid mix scenarios (Falling short, Leading the way, System transformation, and Consumer transformation). Figure 10 presents the upper and lower estimated GWP of different recycling technologies using projected 2025–2050 UK electricity grid mix and projected 2025–2050 UK mixed WTB feedstocks. Note that no analysis was conducted for Mechanical+ EoL scenario prior to 2028. This is because carbon fibre is projected to enter the WTB waste stream in 2028, therefore removal of carbon fibre spar caps is not possible in earlier years.
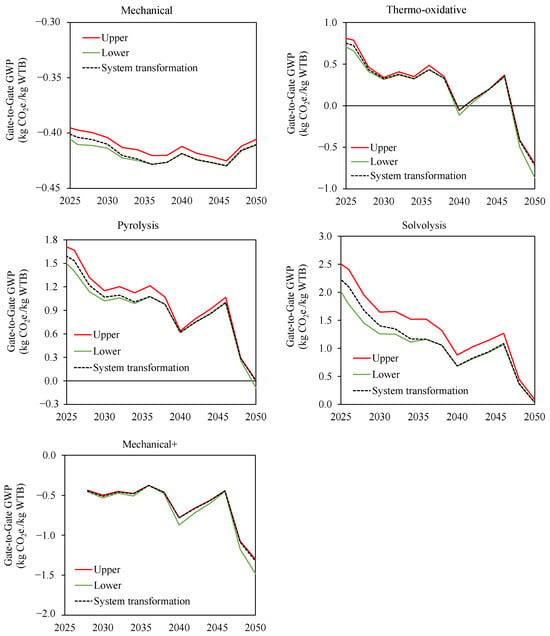
Figure 10.
Upper and lower estimated GWP of different recycling technologies using four projected 2025–2050 UK electricity grid mix scenarios and projected 2025–2050 UK mixed WTB feedstocks.
The GWP of recycling routes with relatively low electricity consumption (mechanical, mechanical+, and thermo-oxidative) are not significantly affected by the grid mix scenario, giving greater confidence in projections made in this study. Under current level of development, pyrolysis and solvolysis are expected to have high electricity consumption (per kg of WTB processed) which results in greater variation in GWP across the future grid mix scenarios, which is illustrated in Figure 10. However, given the longer-term convergence to net zero for each of the grid mix scenarios, the duration for pyrolysis and solvolysis to achieve a GWP of 0 kg CO2e. per kg WTB waste or less (excluding additional technology developments) are not affected by the future grid mix scenario. As such, uncertainty in future grid mix is not expected to affect the long-term projections made for each of the recycling technologies assessed.
3.4. Scenario 4: Impact of Technology Developments with Mono-Sourced Feedstocks
This section discusses the GWP of WTB recycling using various levels of pyrolysis and solvolysis technology development (as described in Table 1), with GF WTB and GF/CF hybrid WTB mono-sourced feedstocks. Figure 11 shows that the technology developments evaluated can significantly reduce the GWP associated with both pyrolysis and solvolysis and should therefore be pursued. This is particularly true for GF WTB feedstocks (Figure 11a), where TD_2 yields a GWP of zero or less for solvolysis and pyrolysis respectively.
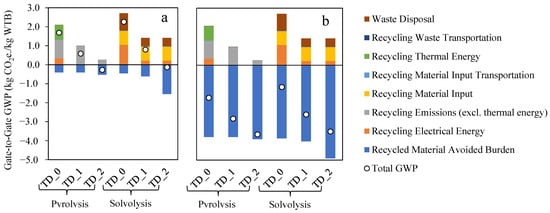
Figure 11.
GWP of WTB recycling using various level of developments of pyrolysis and solvolysis with (a) GF WTB and, (b) GF/CF hybrid WTB feedstocks, TD_0—No Tech. Development, TD_1—Tech. Development 1, TD_2—Tech. Development 2.
Figure 11a reveals that achieving net zero GWP recycling of GF WTB through pyrolysis is expected to be feasible through a combination of strategies: (1) reducing electricity and natural gas consumption through self-sustained heating, while (2) minimising GHG emissions from polymer combustion by condensing the majority of pyrolysed polymer fraction, and (3) utilising the majority of the pyrolysed polymer fraction.
The utilisation of the pyrolysed polymer fraction is critical for decarbonisation of the pyrolysis process. If the polymer fraction is not utilised, then it is classified as a waste/by-product, and the burden of disposal is contained within the system boundary and attributed to the WTB waste. Given the chemical and physical nature of the pyrolysed polymer fraction, this would be classified as hazardous waste, and is anticipated to require incineration (with or without energy recovery). As such, condensing the polymer fraction can reduce the GHG emissions coming directly from the pyrolysis recycling process, but to avoid simply producing these GHG emissions in downstream disposal activities (still within the system boundary), the pyrolysed polymer fraction must be utilised and therefore categorised as a product of the recycling process. The focus of pyrolysis development should be on enabling self-sustained energy operation while minimising the mass of pyrolysis products combusted to minimise direct GHG emissions. In the short term, it is recommended to establish low-value petrochemical applications for pyrolysed polymers, with longer-term research concentrating on maximising the value and avoided burden of more refined products.
Figure 11a shows that net zero GWP recycling of GF WTB through solvolysis is expected to be feasible through a combination of strategies: (1) a significant reduction in energy demand, with (2) recovery and high value utilisation of solvolysed polymer products, which is particularly important to mitigate the GHG emissions associated with incineration of waste organics produced (as discussed for pyrolysis already). Figure 11a shows that utilisation of solvolysed organics as low value naphtha replacement (TD_1) is insufficient to overcome the high impacts associated with the method of solvolysis analysed in this study. Net zero GWP recycling therefore requires the recovered polymer fractions to be used in applications which can yield a greater avoided burden. Recovery of usable matrix polymers from analogous composite structures has been demonstrated using chemical based recycling process for standard epoxy systems using targeted catalysed decomposition [46]. Most solvolysis recycling technologies for composite materials remain at low TRL and is therefore a lack of published data to conduct LCA for these more advanced methods. Nonetheless, development strategies aimed at enabling net zero GWP solvolysis recycling of GF WTBs should prioritise methods to (1) reduce energy demand, (2) prevent the incineration of waste organics by identifying high-value reuse applications, and (3) avoid the use of solvents, catalysts, or chemical inputs that have a high environmental impact during production, and which cannot be efficiently recovered and reused.
There are numerous proposed solvolysis recycling methods for composite material waste similar to WTBs, each employing different chemistries, such as various solvents and catalysts [47]. The trade-offs between the energy demands of these processes and the chemicals used will influence both the impact of climate change and economic viability of chemical recycling and must therefore be considered. Furthermore, the various chemicals used in recycling are likely to affect different impact categories uniquely. This includes the environmental impacts associated with their production, potential direct emissions generated during the recycling process, potential avoided burden from different secondary polymer products, and the disposal of waste byproducts. Since this study’s impact assessment is limited to GWP, it cannot capture the full range of environmental effects associated with different solvolysis methods. Consequently, a more comprehensive assessment is necessary to fully understand the trade-offs and impacts of these recycling strategies.
There is a risk of both pyrolysis and solvolysis recycling appearing to achieve net zero GWP by classifying the reclaimed polymer fractions as a “product”, regardless of how they are utilised in downstream processes (because these downstream processes fall outside the current system boundary). For example, if the reclaimed polymer products are sold directly for energy (e.g., to heat other processes through combustion), then using the current approach the GHG emissions that are produced would be attributed to another product/process system boundary. Likewise, utilising the reclaimed polymer fractions as feedstock for the petrochemical industry may result in refinement into fuels which are ultimately combusted. For example, replacing naphtha as feedstock for catalytic reforming will result in the production of hydrocarbon fuels (high-octane gasoline, paraffin, gaseous fuels) from the reclaimed polymer fractions. As such, the value of the reclaimed polymer fractions remains, in part, due to its potential to ultimately be utilised as a fuel product.
From a consequentialist perspective, the same GHG emissions are produced whether the WTB polymer waste is (1) combusted within the pyrolysis process itself, (2) incinerated downstream as part of waste disposal, (3) used directly as fuel without refinement, or (4) used as fuel following refinement. To mitigate this potential burden shifting, it is critical that recyclers identify routes to market for reclaimed polymer fractions that reduce/mitigate their use as fuels. As mentioned before, utilising as feedstock for catalytic reforming will result it in the production of hydrocarbon fuels, however, a proportion of the reclaimed polymer products could be converted to aromatic bulk chemicals (such as benzene, toluene, xylene, and ethylbenzene) which have diverse uses, most importantly as raw materials for conversion into plastics. Catalytic reforming may therefore be a short-term route to reduce the fraction of reclaimed polymer products utilised as fuel, with a longer-term view to enable their use in higher-value downstream petrochemical processes or by end users.
3.5. Scenario 5: Impact of Technology Development with Future Grid Mix and Mixed Feedstock
Figure 12 gives the GWP of recycling technologies and TD_2 development scenarios using projected 2025–2050 UK (System transformation) electricity grid mix and projected 2025–2050 UK mixed WTB feedstocks. As described in Table 2, mechanical+ recycling assumes the CFRP spar cap is recycled using pyrolysis with TD_2 developments. Given the assumptions made in projecting the impact of pyrolysis and solvolysis technology developments, it is not possible to make confident strategy recommendations from Figure 12 alone, rather it should be used as a means of steering and prioritising future research in this area.
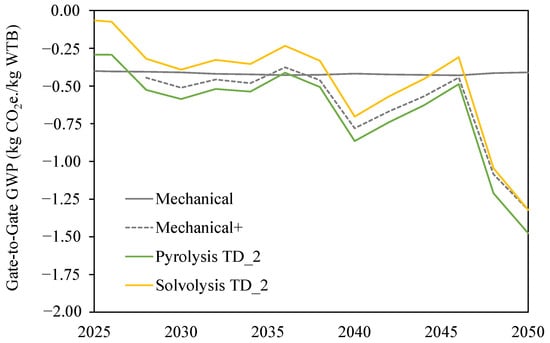
Figure 12.
GWP of recycling technologies and TD_2 development scenarios using projected 2025–2050 UK (System transformation) electricity grid mix and projected 2025–2050 UK mixed WTB feedstocks.
As was depicted in Figure 9, long term strategies must include CF recycling to minimise overall GWP. Mechanical recycling is therefore a critical strategy which should be prioritised in the short-term (where there is no or low CF content) but should not be the sole focus of recycling technology development. Figure 12 suggests that with sufficient development, pyrolysis and solvolysis technologies (as described in Table 1 and presented in Figure 11) could approach mechanical+ recycling in terms of gate-to-gate GWP for future UK mixed WTB waste streams.
Additional practical advantages do exist for pyrolysis and solvolysis methods that may make them preferable solutions to mechanical based processes. Unlike mechanical/mechanical+ recycling, pyrolysis and solvolysis can produce clean GFs, which is expected to broaden their applications and have a greater market demand. Moreover, clean GFs have the potential to be remelted back into virgin-like GF products [48]. This could produce drop in solutions for secondary GF in WTB manufacturing, and truly close the loop on GFRP waste, which is not expected to be feasible using mechanical recyclates.
The analysis depicted in Figure 13 considers the impact of uncertainty in the future grid mix on the GWP projections for both pyrolysis and solvolysis recycling across the three technology developments. The GWP of each recycling technology development was evaluated between 2025–2050 for each of the UK electricity grid mix scenarios (Falling short, Leading the way, System transformation, and Consumer transformation), with Figure 13 presenting the range encompassing the highest and lowest GWP values for each year assessed. Figure 13 shows that scenarios with no technology development (Pyrolysis TD_0 and Solvolysis TD_0) produce greater variation in GWP, due to higher electricity demand compared to TD_1 and TD_2 scenarios.
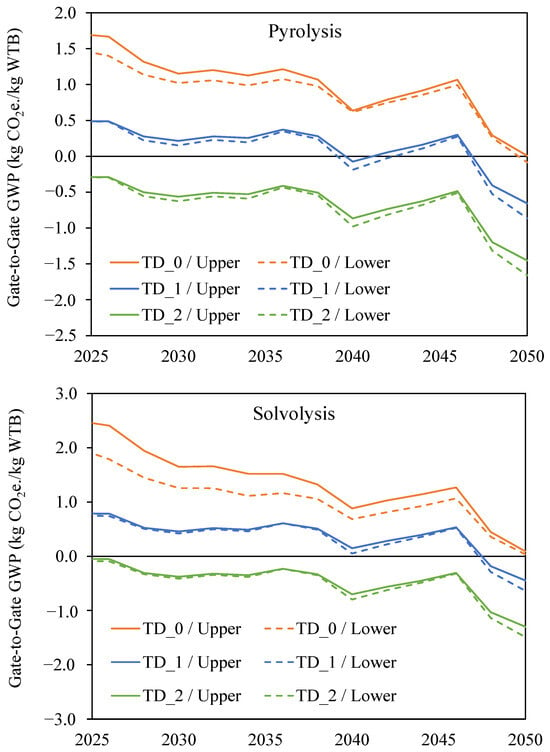
Figure 13.
GWP range estimated for three levels of pyrolysis (top) and solvolysis (bottom) recycling technology development using projected 2025–2050 UK electricity grid mix (Falling short, Leading the way, System transformation, and Consumer transformation) and projected 2025–2050 UK mixed WTB feedstocks.
However, Figure 13 also shows that for TD_1 and TD_2 scenarios (both pyrolysis and solvolysis), variation in the GWP range each year varies overtime and tends to increase between 2045 and 2050. That is to say, the difference between the highest and lowest GWP estimates (across the future grid mix scenarios) tends to increase over time towards 2050. By mitigating demand for grid electricity through technology development in TD_1 and TD_2 scenarios, this relationship may be counterintuitive. This phenomenon is explained by the growth in CF content in the WTB waste stream (particularly between 2045 and 2050), which accounts for most of the avoided burden of recycling. The potential avoided burden from secondary CF products is dependent on the GWP to produce virgin CF, which itself is highly influenced by the electricity grid mix scenario. Therefore, while the burden associate with recycling for TD_1 and TD_2 scenarios is minimally affected by the grid mix scenario, the avoided burden credited to the system through secondary CF production is highly impacted by the grid mix used. Regardless, the variation in GWP across scenarios is relatively small and does not change the findings and recommendations made within this study.
4. Discussion
This study has highlighted the importance of recycling technologies that enable the valorization of polymeric fractions of blade waste, emphasising the need for better control over the composition of recycled polymer fractions to ensure their suitability for secondary use. Research efforts should prioritise the development of separation and purification techniques to enhance the quality and purity of recycled polymers. Additionally, exploring novel methods for modifying and functionalising recycled polymers could expand their applicability in diverse industries. This could be facilitated by improved data capture during blade manufacturing and through life and sharing of that across the supply chain to support recyclers to tailor recycling processes effectively and create valuable products. Assessing material trends in wind blade manufacturing, including how these trends have evolved over time, is essential to refine regional blade waste composition projections and provide developers with the confidence to invest in scaling up recycling technologies. Concurrently, the standardisation of product passports, which communicate the composition of waste materials entering recycling facilities, should be pursued to ensure consistent quality assurance of recycled products. By addressing these key areas through targeted research and development initiatives, the effectiveness and economic viability of wind blade recycling technologies may be significantly enhanced.
Analysing market demand dynamics for secondary carbon fibre products and mechanical recyclates from end-of-life wind turbine blades, including supply and demand trends, price points, and industry acceptance, is essential for the economic viability and success of recycling programs. Secondary carbon fibre and blade mechanical recyclates will compete with virgin materials in terms of quality, consistency, and cost relative to performance. Identifying industries with a high potential for incorporating recycled materials, such as automotive and construction, could help target market entry points and foster acceptance. Market analysis should also consider regulatory influences and consumer preferences, which could drive demand for sustainable materials.
Finally, to support the economic feasibility of wind turbine blade recycling, policymakers should consider implementing targeted incentives and policy measures. These could include tax credits or subsidies for companies investing in recycling technologies, grants for research and development to improve recycling processes, and financial support for pilot projects to demonstrate the viability of new methods. Additionally, implementing regulations that mandate sustainable EoL treatment (e.g., reuse, repurpose, recycle) for decommissioned blades and establishing minimum recycled content requirements for new blades could create a stable demand for recycled materials. Establishing standardised regulations and guidelines for wind blade recycling at both national and international levels could create a cohesive approach, ensuring consistency and efficiency in recycling practices. International cooperation through agreements and partnerships can promote technology transfer, share best practices, and harmonise standards, making it easier for countries to adopt and implement effective recycling strategies. Additionally, creating global platforms for collaboration and funding could support research and development, addressing common challenges and driving innovation in recycling technologies. By fostering a collaborative international environment, policymakers could ensure that the benefits of wind blade recycling are maximised and that the transition to sustainable energy infrastructure is both economically and environmentally viable.
5. Conclusions
The expected increase in CF within the mixed WTB feedstocks is a crucial factor in assessing the long-term impact of recycling strategies. This CF content growth expands the potential for avoided burden related to secondary CF products, favouring technologies capable of recovering CF from the mixed WTB waste stream.
In the short to medium term, between 2025–2040, mechanically recycling mixed WTB waste is likely to be sufficient to minimise GWP. This is due to the scarcity of CF in the waste stream in this time frame, meaning that significant gains from targeted CF recycling are not available. From 2040 onwards, strategies must include CF recycling to minimise overall GWP. Mechanical+ recycling should be pursued, given the significant potential to reduce GWP compared to all other recycling strategies assessed. The supply chain to deal with these materials should be in place by at least 2040 to capitalise on the surge in CF present with the mixed WTB waste stream. It is imperative that future design should prioritise facilitating CFRP spar cap removal and/or decommissioners devise methods for extracting CFRP spar caps and facilitate the commercialisation of large-scale CFRP structure recycling technologies, ensuring the establishment of supply chains and the validation of market routes for secondary CF products.
In the interim, scaling up low-impact solutions like mechanical recycling is crucial to reduce landfilling of WTB waste. Developing use cases and establishing cost-effective routes to market for mechanical recyclates are essential for replacing virgin GF, with a focus on optimising upstream recycling processes based on product requirements.
With sufficient development, pyrolysis and solvolysis technologies could match the gate-to-gate GWP of mechanical+ recycling for future UK mixed WTB waste streams. Furthermore, they could enable a closed-loop solution for fibre and polymer products, which cannot be realised for mechanical/mechanical+ recycling. Methods should be pursued which can reduce the energy consumption and direct emissions associated with pyrolysis and solvolysis, in addition to reclaiming resin fractions capable of offsetting feedstock chemicals.
While this study used the UK as a case study, the overarching conclusions toward decarbonising WTB waste treatment are expected to converge with regions with similar Net Zero 2050 targets. Regardless, differences in regional waste compositions, economic conditions, and regulatory environments must also be considered when identifying optimal technology development strategies.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/en17123008/s1, Figure S1: Maximum throughput and relative energy demand of a range of shredders with differing capacities; Figure S2: Process flow for WTB disposal in landfill; Figure S3: Process flow for WTB disposal using incineration with energy recovery; Figure S4: Process flow for WTB recycling using mechanical recycling when spar cap is not removed; Figure S5: Process flow for WTB recycling using mechanical recycling when spar cap is removed (Mechanical+); Figure S6: Process flow for WTB recycling using fluidised bed process; Figure S7: Process flow for WTB recycling using pyrolysis process; Figure S8: Process flow for WTB recycling using solvolysis process; Figure S9 Detailed flow diagram showing the calculation procedure used to conduct the LCA; Table S1: Assumed transportation distances for WTB waste; Table S2: Datasets used for estimating impact when landfilling the various blade materials; Table S3: Mechanical recyclate fractions; Table S4: The change in fibre-resin and filler-resin weight ratio in mechanical recyclate fractions; Table S5: Energy input during fluidised bed recycling; Table S6: Energy input during pyrolysis recycling; Table S7: Energy input during solvolysis recycling; Table S8: Material input during solvolysis recycling; Table S9: Chemical composition, combustion products and calorific value of various materials used in LCA; Table S10: Composition of model composite used in fibre knockdown assessment; Table S11: Input data used to calculate composite tensile strength using recycled glass fibres; Table S12: Input data used to calculate composite tensile modulus using recycled carbon fibres; Table S13: BMC knockdown factor and fibre weight fraction for each recycling technology; Table S14: Assumptions in grid mix contributions for Falling short and Leading the way scenarios; Table S15: Assumptions in grid mix contributions for System Transformation and Consumer Transformation scenarios.
Author Contributions
Conceptualization, K.P. and J.F.; methodology, K.P.; software, K.P.; validation, F.R.; formal analysis, K.P.; investigation, K.P.; resources, J.F.; data curation, K.P.; writing—original draft preparation, K.P.; writing—review and editing, F.R. and J.F.; visualization, K.P.; supervision, J.F.; project administration, J.F.; funding acquisition, J.F. All authors have read and agreed to the published version of the manuscript.
Funding
This research and APC was funded by the SusWIND consortium: Net Zero Technology Centre, EDF Renewables UK and Ireland, SSE Renewables, Shell UK, Total Energies, Vestas Wind Systems A/S, Owens Corning, Scottish Power and Catapult funding through the Department for Business, Energy & Industrial Strategy.
Data Availability Statement
The datasets generated during and/or analysed during the current study are not publicly available due to commercial sensitivity but are available from the corresponding author on reasonable request.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A. Sensitivity Analysis
A sensitivity analysis was conducted for recycling scenarios, to study the robustness of results and their sensitivity to uncertainty factors in the LCA. Based on their contribution to the resulting gate-to-gate GWP in Figure 7, the following impact sources from Figure 7 were assessed:
- Recycling electrical energy
- Recycling thermal energy
- Recycled material avoided burden
Table A1 described the LCI parameters that were varied in the sensitivity analysis, informed by the impact sources of interest presented above. All parameters were variated between ±50% from the assumed valued used in the LCA, and their impact on the total GWP quantified. The sensitivity analysis was conducted using “Scenario 1” conditions (e.g., using 2025 “System transform.” UK grid mix) with mono-sourced feedstocks.
Table A1.
LCA sensitivity analysis description.
Table A1.
LCA sensitivity analysis description.
| Impact Source | LCI Parameter Varied in Sensitivity Analysis | LCI Parameter Description | Variation from Assumed Value | Assessed for Blade Scenario? (Y/N) | |
|---|---|---|---|---|---|
| GF WTB | GF/CF Hybrid WTB | ||||
| Recycling electrical energy | Electricity consumption | Total electricity consumed in gate-to-gate system boundary during recycling | ±50% | Y | Y |
| Recycling thermal energy | Natural gas consumption | Total natural gas consumed in gate-to-gate system boundary during recycling | ±50% | Y | Y |
| Recycled material avoided burden | GF knockdown factor | Recycled fibre knockdown factors used to assessment avoided burden in Table 4. | ±50% | Y | Y |
| CF knockdown factor | ±50% | N | Y | ||
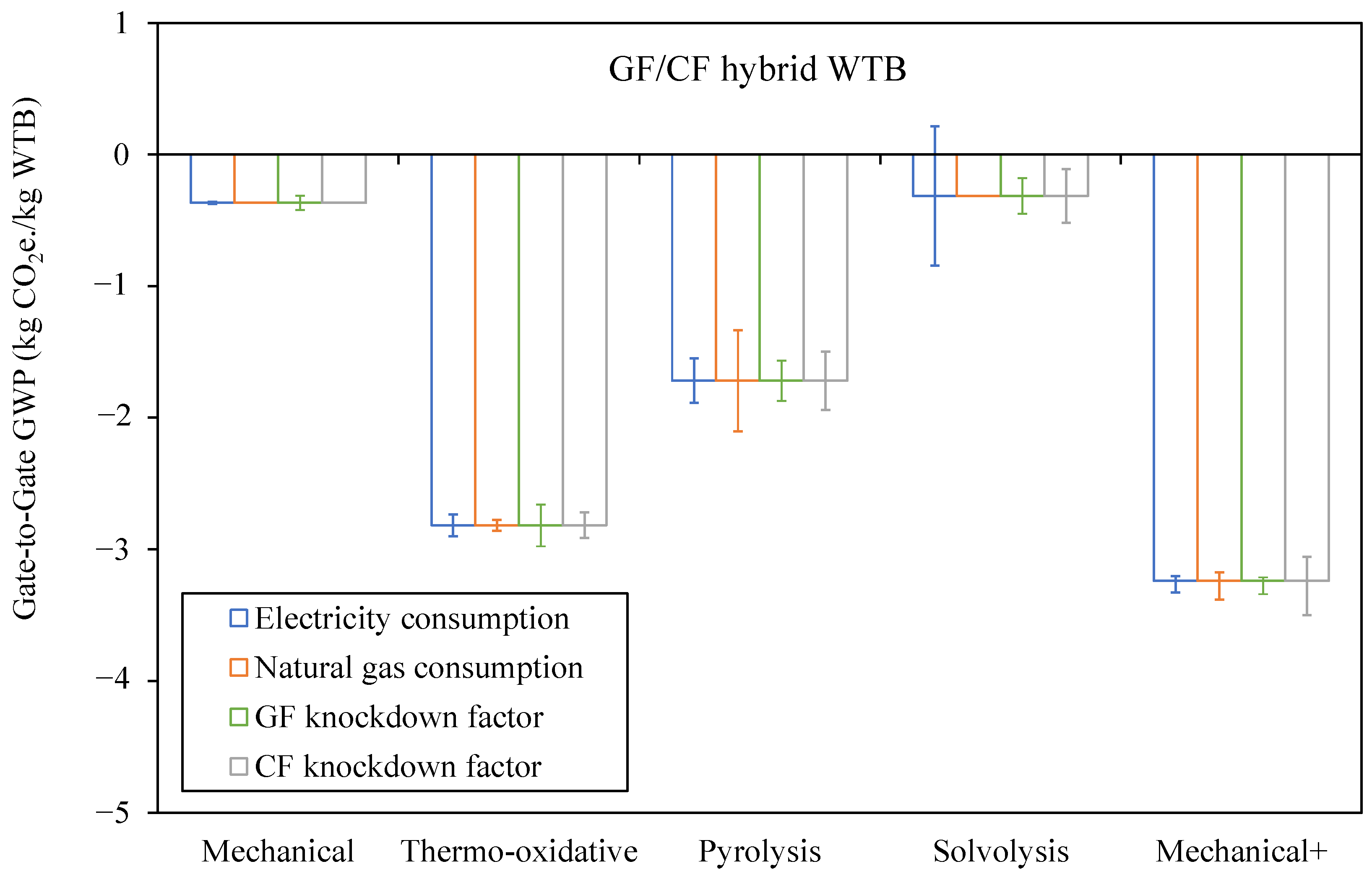
The sensitivity analysis was conducted for both the GF WTB and GF/CF hybrid WTB scenarios, with results for each of the relevant recycling strategies presented in Figure A1 and Figure A2 respectively. The bars show the GWP values obtained under the assumed baseline conditions (those utilised in the Scenario 1 in the main body of the LCA), while the error bars show the upper and lower GWP values obtained when applying the ±50% variation to each of the selected LCI parameters in isolation.
It should be noted that advancements in technology and scaling up will likely lead to reductions in both “Electricity consumption” and “Natural gas consumption” metrics. Therefore, any inaccuracies in these estimates are likely to result in more accurate figures leaning towards GWP values in the lower range of the errors in Figure A1 and Figure A2. Figure A1 and Figure A2 show that the resulting GWP from solvolysis recycling is particularly sensitive to electricity consumption. This is because published energy consumption of this process is higher compared to other recycling technologies. Similarly, pyrolysis is most sensitive to natural gas consumption for analogous reasons. Regardless, Figure A1 and Figure A2 demonstrate that the GWP values for a given recycling technology generally exhibit a relatively narrow range, despite the large ±50% variation applied to each of the scrutinised LCI parameters. Although the resulting GWP values are influenced by uncertainties in the LCI parameters, the range produced during the sensitivity analysis does not alter the overall GWP trends between recycling strategies. Therefore, the study’s conclusions regarding strategy prioritisation remain valid using the assumed LCI parameter values.
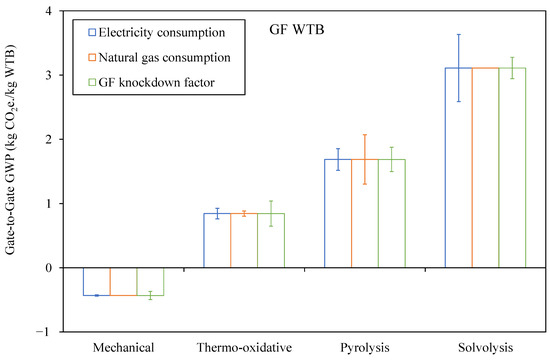
Figure A1.
Results from sensitivity analysis for GF WTB scenario—no error bar is presented if the GWP value is not influence by the LCI parameter assessed (e.g., “Natural gas consumption” for mechanical recycling).
Figure A1.
Results from sensitivity analysis for GF WTB scenario—no error bar is presented if the GWP value is not influence by the LCI parameter assessed (e.g., “Natural gas consumption” for mechanical recycling).
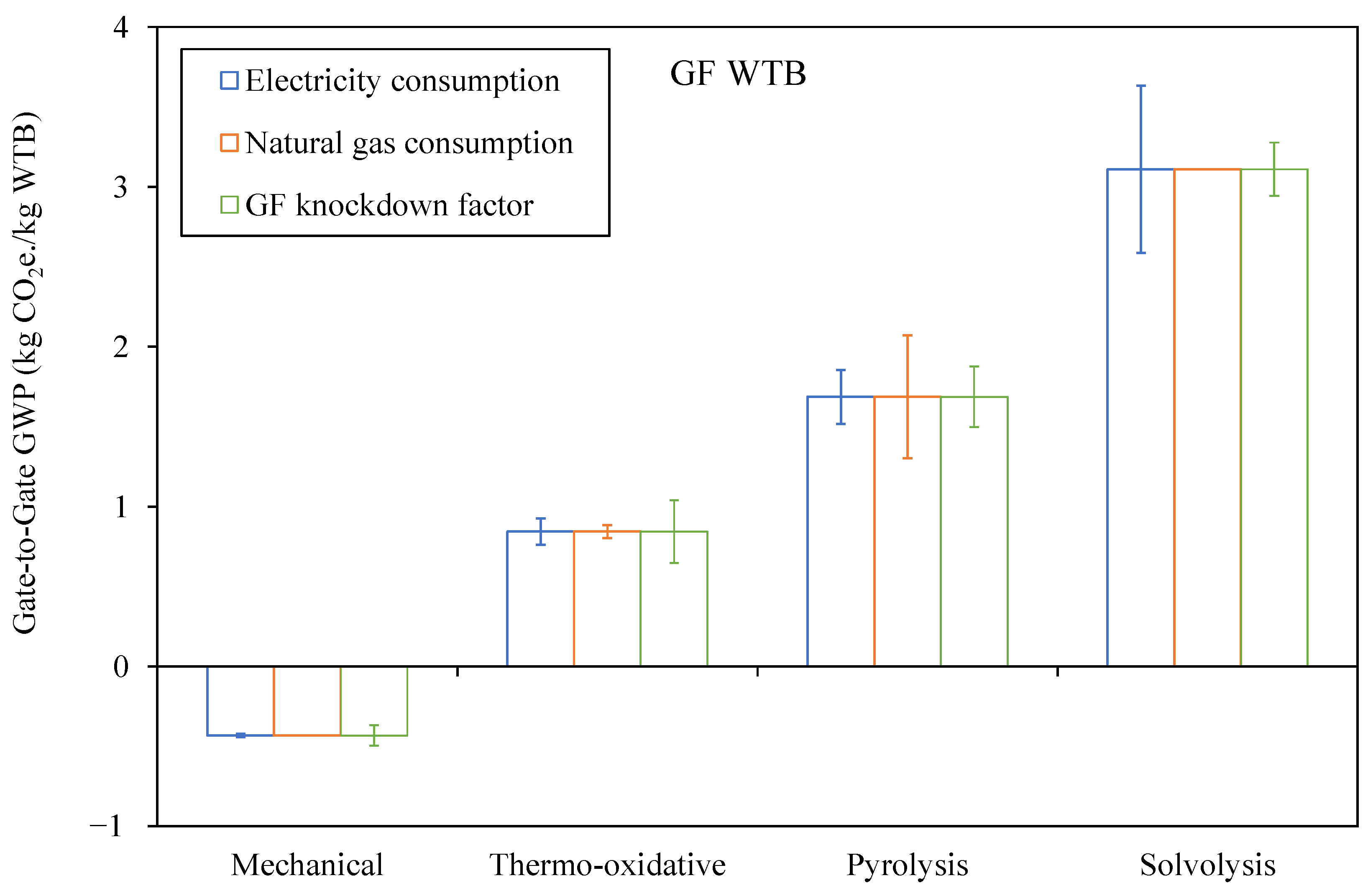
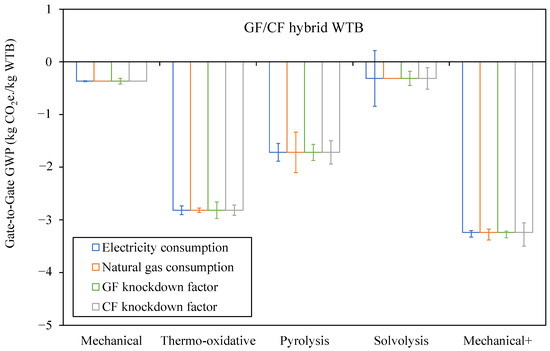
Figure A2.
Results from sensitivity analysis for GF/CF hybrid WTB scenario—no error bar is presented if the GWP value is not influence by the LCI parameter assessed (e.g., “Natural gas consumption” for mechanical recycling).
Figure A2.
Results from sensitivity analysis for GF/CF hybrid WTB scenario—no error bar is presented if the GWP value is not influence by the LCI parameter assessed (e.g., “Natural gas consumption” for mechanical recycling).
References
- IEA. Wind Electricity. 2022. Available online: https://www.iea.org/reports/wind-electricity (accessed on 22 April 2024).
- Schlömer, S.; Bruckner, T.; Fulton, L.; Hertwich, E.; McKinnon, A.; Perczyk, D.; Roy, J.; Schaeffer, R.; Sims, R.; Smith, P.; et al. Climate Change 2014: Mitigation of Climate Change; Contribution of Working Group III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change: Technology-Specific Cost and Performance Parameters; Cambridge University Press: Cambridge, UK, 2014. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Hossain, M.; Umer, R. Recycling of wind turbine blades through modern recycling technologies: A road to zero waste. Renew. Energy Focus 2023, 44, 373–389. [Google Scholar] [CrossRef]
- Chiesura, G.; Stecher, H.; Jensen, J.P. Blade materials selection influence on sustainability: A case study through LCA. IOP Conf. Ser. Mater. Sci. Eng. 2020, 942, 012011. [Google Scholar] [CrossRef]
- Liu, P.; Meng, F.; Barlow, C.Y. Wind turbine blade end-of-life options: An eco-audit comparison. J. Clean. Prod. 2019, 212, 1268–1281. [Google Scholar] [CrossRef]
- Nagle, A.J.; Delaney, E.L.; Bank, L.C.; Leahy, P.G. A Comparative Life Cycle Assessment between landfilling and Co-Processing of waste from decommissioned Irish wind turbine blades. J. Clean. Prod. 2020, 277, 123321. [Google Scholar] [CrossRef]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.J.; Kuiper, P.; de Wit, H. Recycling of composite materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Job, S. Recycling glass fibre reinforced composites—History and progress. Reinf. Plast. 2013, 57, 19–23. [Google Scholar] [CrossRef]
- Halliwell, S. Best Practice Guide: End of Life Options for Composite Waste. National Composites Network. 2006. Available online: https://compositesuk.co.uk/wp-content/uploads/2021/12/End-of-Life-Options.pdf (accessed on 22 April 2024).
- Gopalraj, S.K.; Kärki, T. A review on the recycling of waste carbon fibre/glass fibre-reinforced composites: Fibre recovery, properties and life-cycle analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef]
- Pender, K.; Yang, L. Regenerating performance of glass fibre recycled from wind turbine blade. Compos. Part B Eng. 2020, 198, 108230. [Google Scholar] [CrossRef]
- AOC Trusted Solutions. Renewable Value: Recycling Guide. 2020. Available online: https://aocresins.com/en-emea/downloads/renewable-value-composites-recycling/# (accessed on 22 April 2024).
- Pickering, S.J. Recycling technologies for thermoset composite materials-current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Zheng, Y.; Shen, Z.; Ma, S.; Cai, C.; Zhao, X.; Xing, Y. A novel approach to recycling of glass fibers from nonmetal materials of waste printed circuit boards. J. Hazard. Mater. 2009, 170, 978–982. [Google Scholar] [CrossRef]
- Pender, K.; Yang, L. Investigation of catalyzed thermal recycling for glass fiber-reinforced epoxy using fluidized bed process. Polym. Compos. 2019, 40, 3510–3519. [Google Scholar] [CrossRef]
- Pender, K. Recycling, Regenerating and Reusing Reinforcement Glass Fibres; University of Strathclyde: Glasgow, UK, 2018. [Google Scholar]
- Giorgini, L.; Benelli, T.; Brancolini, G.; Mazzocchetti, L. Recycling of carbon fiber reinforced composite waste to close their life cycle in a cradle-to-cradle approach. Curr. Opin. Green Sustain. Chem. 2020, 26, 100368. [Google Scholar] [CrossRef]
- Mazzocchetti, L.; Benelli, T.; D’Angelo, E.; Leonardi, C.; Zattini, G.; Giorgini, L. Validation of carbon fibers recycling by pyro-gasification: The influence of oxidation conditions to obtain clean fibers and promote fiber/matrix adhesion in epoxy composites. Compos. Part A Appl. Sci. Manuf. 2018, 112, 504–514. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Sproul, E.; Williams, M.; Rencheck, M.L.; Korey, M.; Ennis, B.L. Life Cycle Assessment of Wind Turbine Blade Recycling Approaches in the United States. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1293, 012027. [Google Scholar] [CrossRef]
- Cong, N.; Song, Y.; Zhang, M.; Wu, W. Life cycle assessment of carbon reduction potential of EoL wind turbine blades disposal scenarios in China. Environ. Impact Assess. Rev. 2023, 100, 107072. [Google Scholar] [CrossRef]
- Yang, J.; Meng, F.; Zhang, L.; McKechnie, J.; Chang, Y.; Ma, B.; Hao, Y.; Li, X.; Pender, K.; Yang, L.; et al. Solutions for recycling emerging wind turbine blade waste in China are not yet effective. Commun. Earth Environ. 2023, 4, 466. [Google Scholar] [CrossRef]
- National Grid ESO. Future Energy Scenarios 2023; National Grid ESO: London, UK, 2023; Available online: https://www.nationalgrideso.com/document/283101/download (accessed on 22 April 2024).
- Shuaib, N.A.; Mativenga, P.T. Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 2016, 120, 198–206. [Google Scholar] [CrossRef]
- Meng, F.; Olivetti, E.A.; Zhao, Y.; Chang, J.C.; Pickering, S.J.; McKechnie, J. Comparing Life Cycle Energy and Global Warming Potential of Carbon Fiber Composite Recycling Technologies and Waste Management Options. ACS Sustain. Chem. Eng. 2018, 6, 9854–9865. [Google Scholar] [CrossRef]
- Jonkman, J.; Butterfield, S.; Musial, W.; Scott, G. Definition of a 5-MW Reference Wind Turbine for Offshore System Development. 2009. Available online: https://www.nrel.gov/docs/fy09osti/38060.pdf (accessed on 22 April 2024).
- Gaertner, E.; Rinker, J.; Sethuraman, L.; Anderson, B.; Zahle, F.; Barter, G. IEA Wind TCP Task 37: Definition of the IEA 15 MW Offshore Reference Wind Turbine. 2020. Available online: https://github.com/IEAWindTask37/IEA-15-240-RWT (accessed on 22 April 2024).
- Scott, S.; Greaves, P.; Macquart, T.; Pirrera, A. Comparison of blade optimisation strategies for the IEA 15MW reference turbine. J. Phys. Conf. Ser. 2022, 2265, 032029. [Google Scholar] [CrossRef]
- Tolvik Consulting. UK Energy from Waste Statistics—2019. 2019. Available online: https://www.tolvik.com/published-reports/view/uk-energy-from-waste-statistics-2019/ (accessed on 22 April 2024).
- Joseph, A.M.; Snellings, R.; Van den Heede, P.; Matthys, S.; De Belie, N. The use of municipal solidwaste incineration ash in various building materials: A Belgian point of view. Materials 2018, 11, 141. [Google Scholar] [CrossRef]
- Meng, F. Environmental and Cost Analysis of Carbon Fibre Composites Recycling; The University of Nottingham: Nottingham, UK, 2017. [Google Scholar]
- Keith, M.J.; Oliveux, G.; Leeke, G.A. Optimisation of solvolysis for recycling carbon fibre reinforced composites. In Proceedings of the ECCM17—17th European Conference on Composite Materials, Munich, Germany, 26–30 June 2016. [Google Scholar]
- Pender, K.; Romoli, F.; Fuller, J. A strategic approach to wind turbine blade recycling: Using life cycle assessment to enable data driven decision making. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1293, 012007. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.H. Current status of carbon fibre and carbon fibre composites recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Nehls, G. Mitsubishi Chemical Plans to Acquire European Carbon Fiber Recycling Companies. Composites World. 2020. Available online: https://www.compositesworld.com/news/mitsubishi-chemical-plans-to-acquire-european-carbon-fiber-recycling-companies- (accessed on 22 April 2024).
- Brosius, D. Composites Recycling—No More Excuses. 2023. Available online: https://www.compositesworld.com/articles/composites-recycling-no-more-excuses (accessed on 22 April 2024).
- Melendi-Espina, S.; Morris, C.N.; Turner, T.A.; Pickering, S.J. Recycling of Carbon Fibre Composites. 2016. Available online: https://ueaeprints.uea.ac.uk/id/eprint/59606/1/ExtendedAbstract_S.Melendi_Espina.pdf (accessed on 22 April 2024).
- Mason, H. South Korean Carbon Fiber Recycling Start-Up Scales up. Composites World. 2020. Available online: https://www.compositesworld.com/articles/south-korean-carbon-fiber-recycling-start-up-scales-up (accessed on 22 April 2024).
- Palmer, J.A.T. Mechanical Recycling of Automotive Composites for Use as Reinforcement in Thermoset Composites; University of Exeter: Exeter, UK, 2009. [Google Scholar]
- Lessard, L.; Yan, Z.; Nasiry, J. Proposed holistic strategy for mechanical recycling of wind turbine blades for 3D printing and compression molding. IOP Conf. Ser. Mater. Sci. Eng. 2023, 1293, 012004. [Google Scholar]
- Beauson, J.; Madsen, B.; Toncelli, C.; Brøndsted, P.; Bech, J.I. Recycling of shredded composites from wind turbine blades in new thermoset polymer composites. Compos. Part A 2016, 90, 390–399. [Google Scholar] [CrossRef]
- Job, S. Circularity for Composites, iom3 Institute of Materials, Minerals and Mining. 2020. Available online: https://www.iom3.org/resource/circularity-for-composites.html (accessed on 22 April 2024).
- Zhang, Y.; Pontikes, Y.; Lessard, L.; Willem, A.; Vuure, V. Recycling and valorization of glass fibre thermoset composite waste by cold incorporation into a sustainable inorganic polymer matrix. Compos. Part B 2021, 223, 109120. [Google Scholar] [CrossRef]
- Ahrens, A.; Bonde, A.; Sun, H.; Wittig, N.K.; Hammershøj, H.C.D.; Batista, G.M.F.; Sommerfeldt, A.; Frølich, S.; Birkedal, H.; Skrydstrup, T. Catalytic disconnection of C–O bonds in epoxy resins and composites. Nature 2023, 617, 730–737. [Google Scholar] [CrossRef] [PubMed]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Arshad, H. Recent trends in recycling and reusing techniques of different plastic polymers and their composite materials. Sustain. Mater. Technol. 2022, 31, e00382. [Google Scholar] [CrossRef]
- MAKEEN Energy. DecomBlades’ Breakthrough in Recycling Wind Turbine Blades. 2023. Available online: https://www.makeenenergy.com/news-from-makeen-energy/decomblades-breakthrough-in-recycling-wind-turbine-blades (accessed on 22 April 2024).
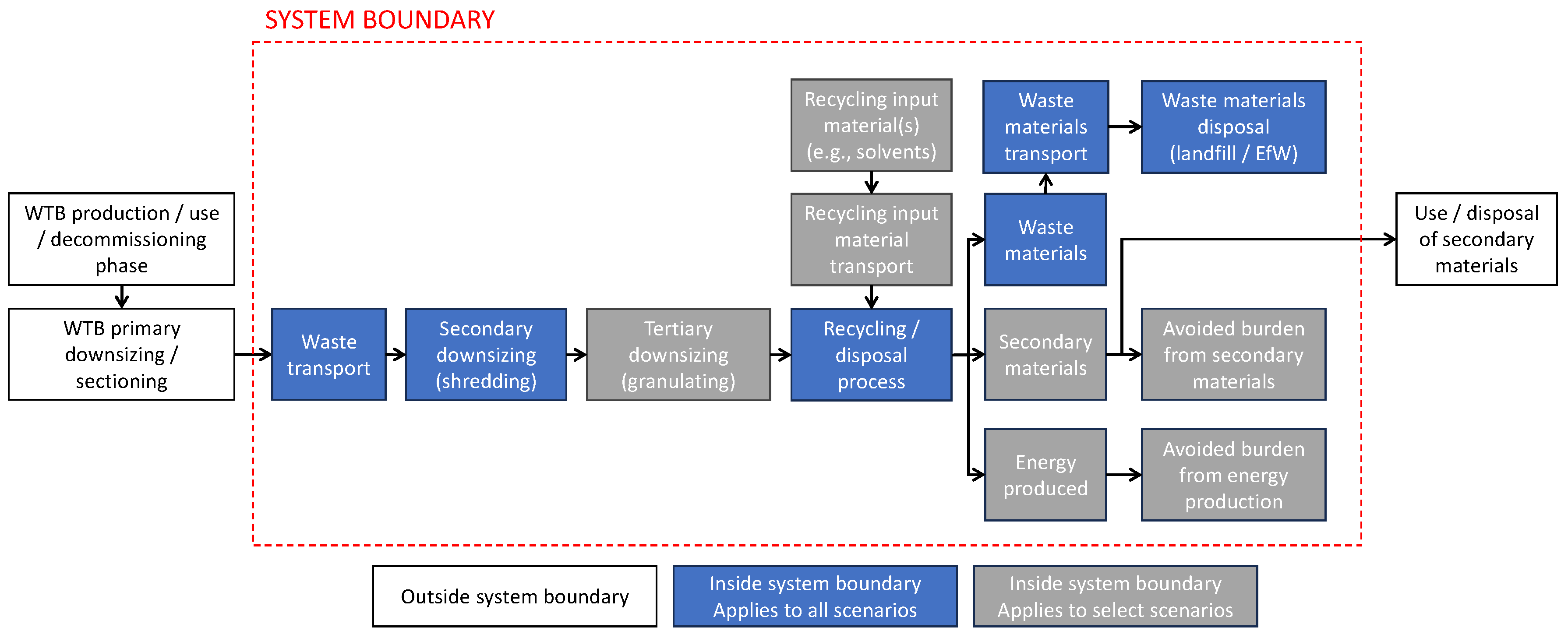
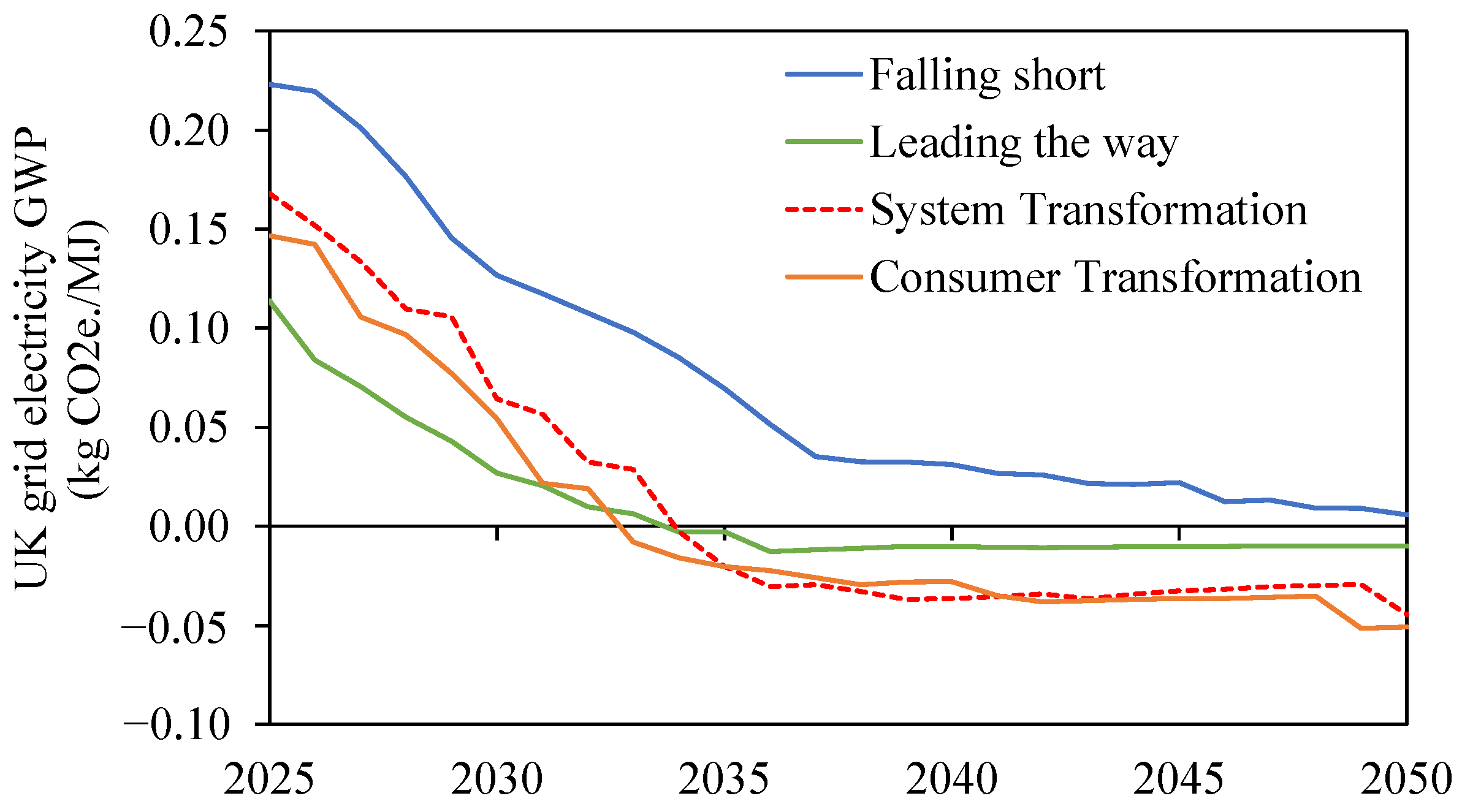
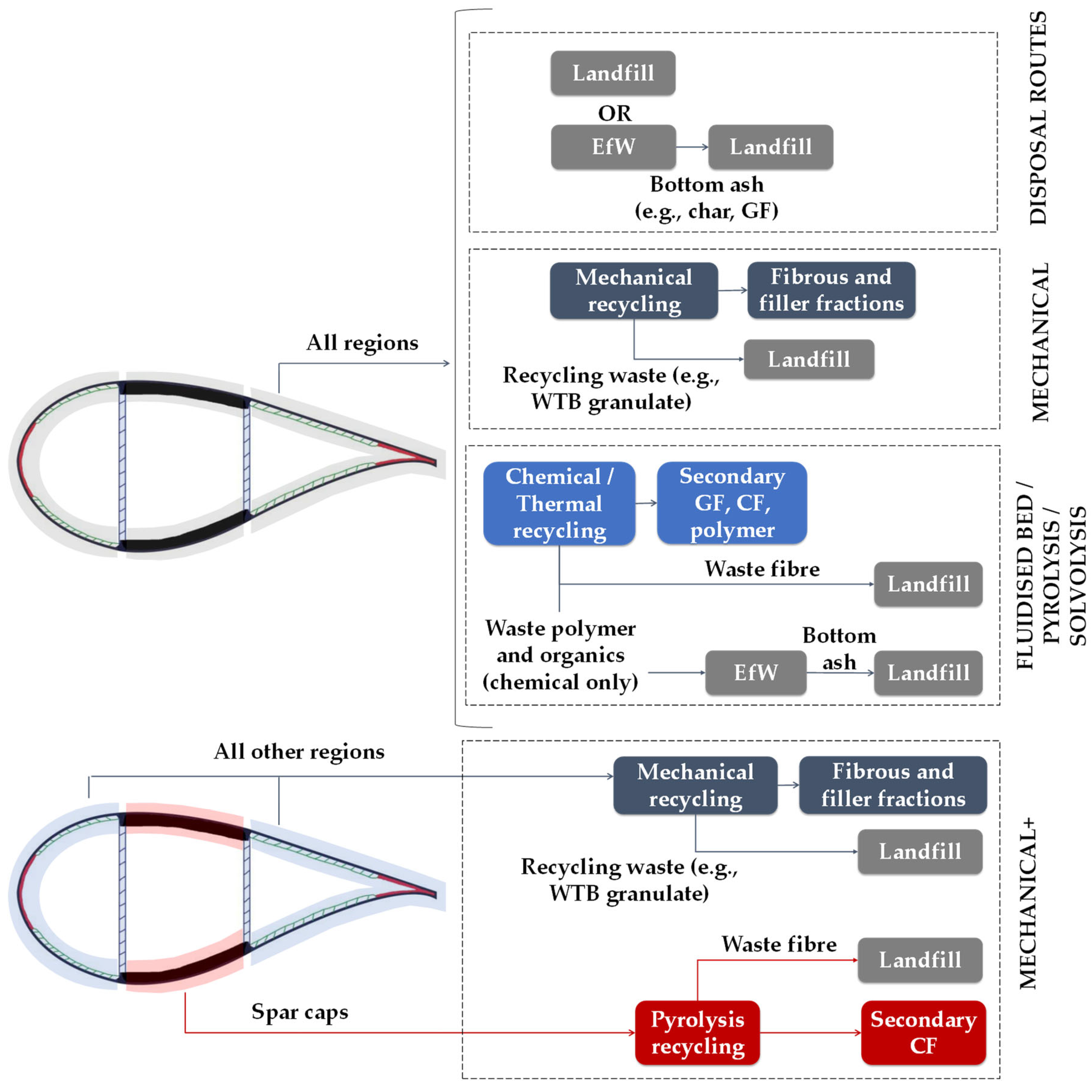
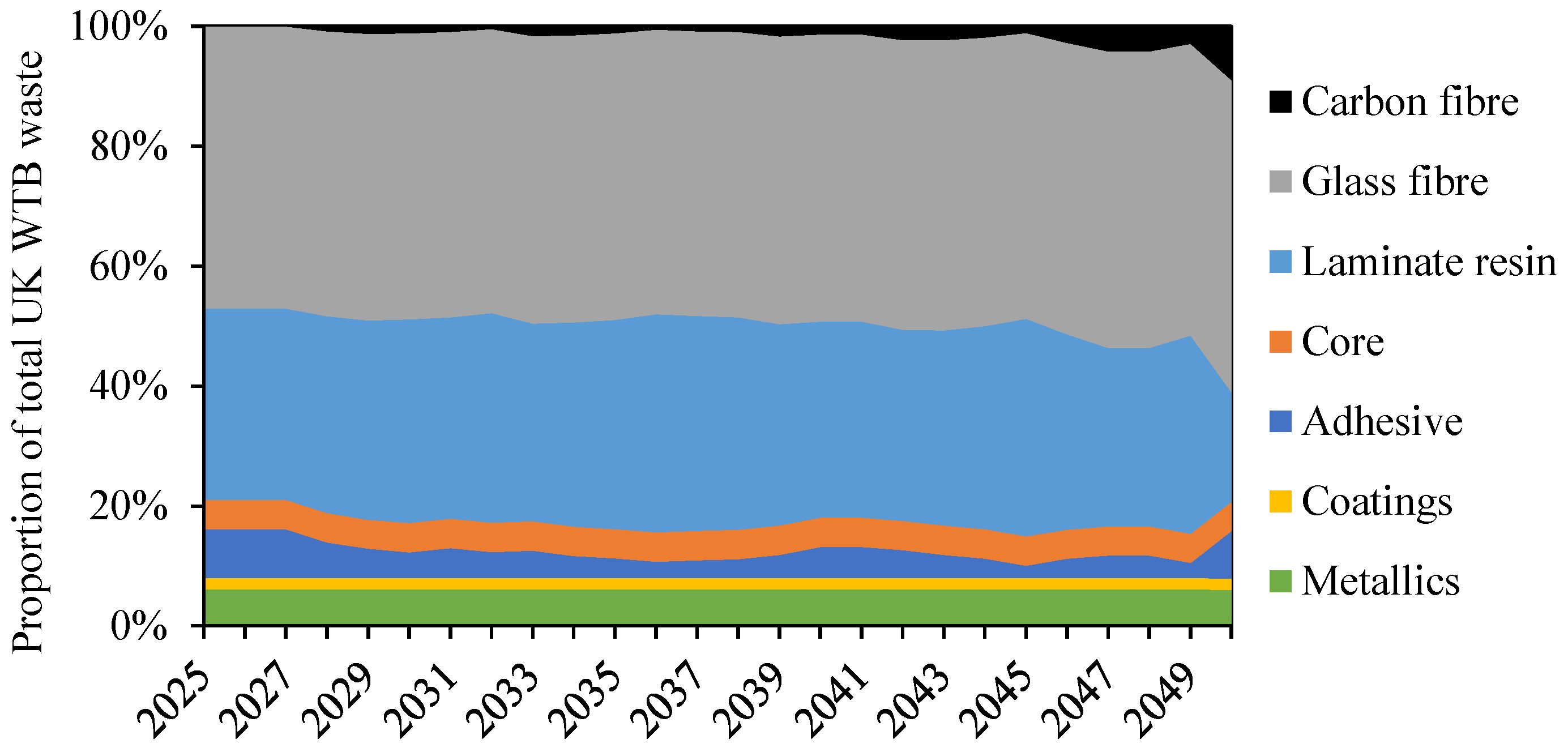
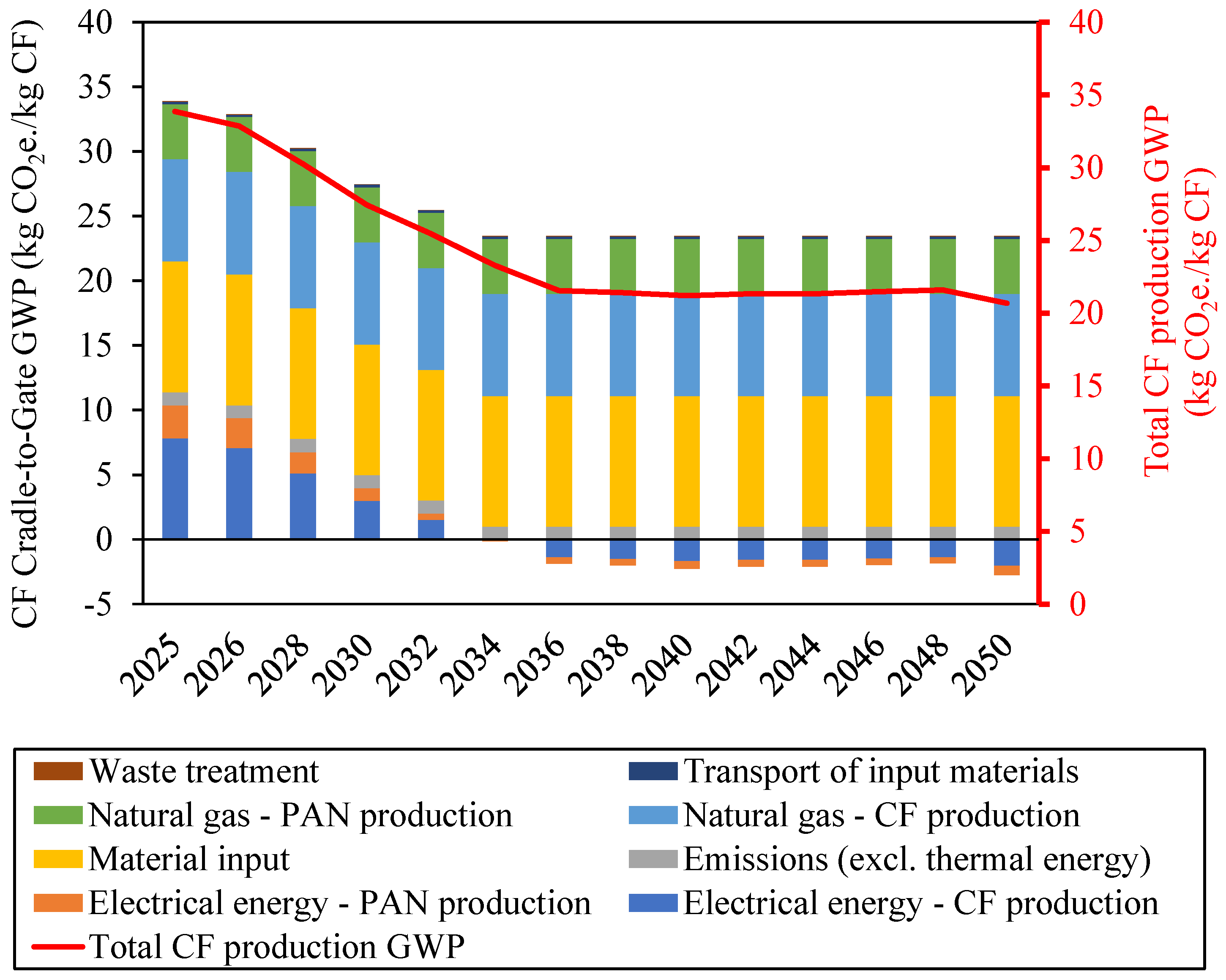
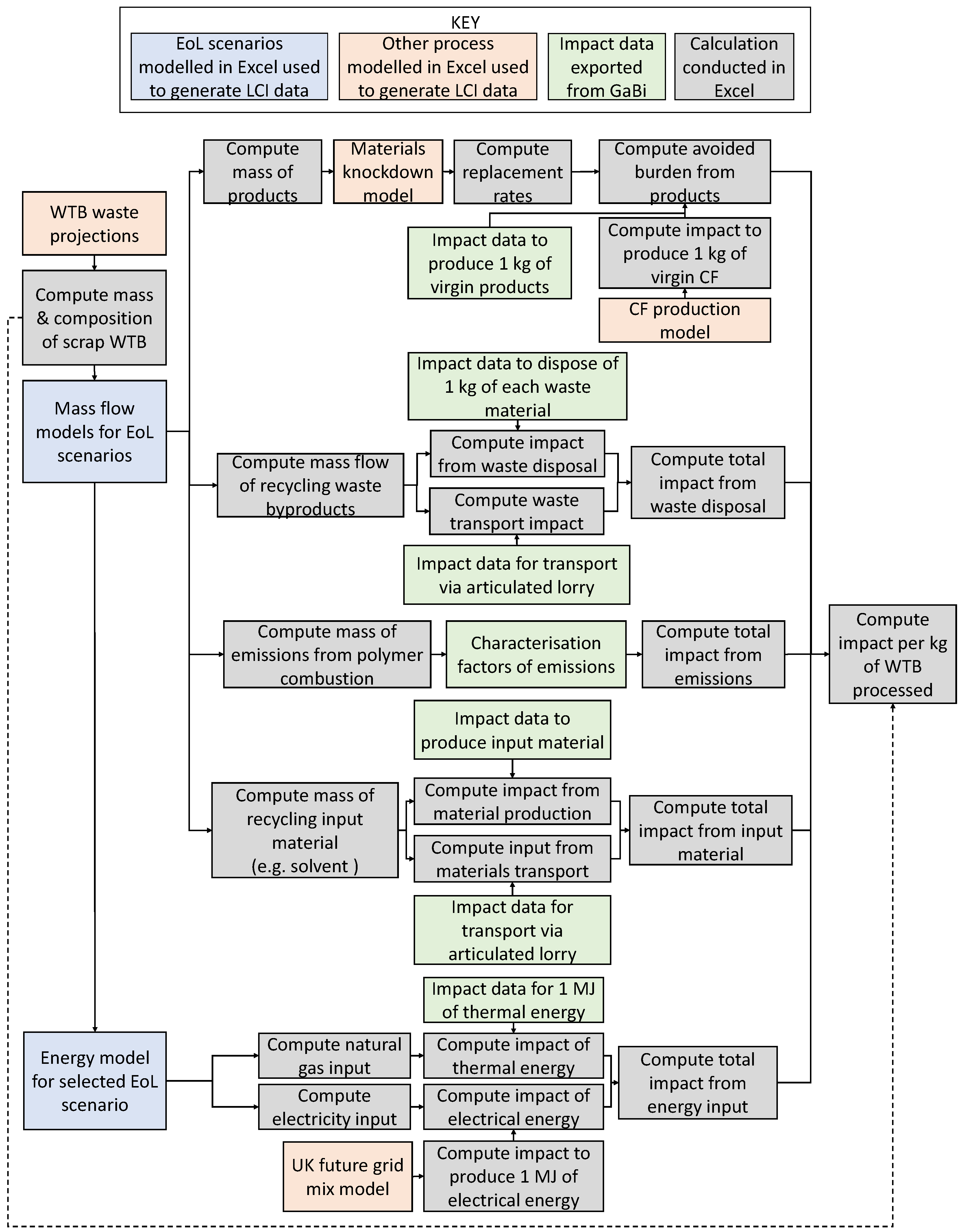
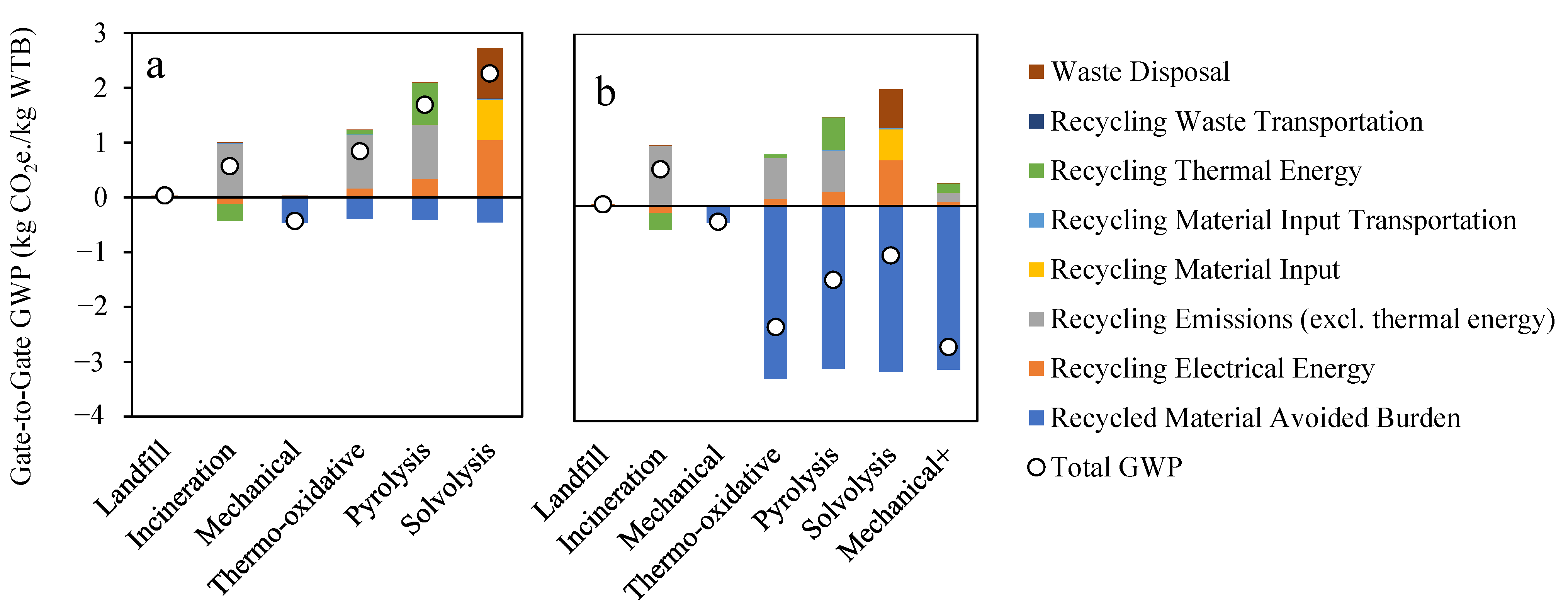
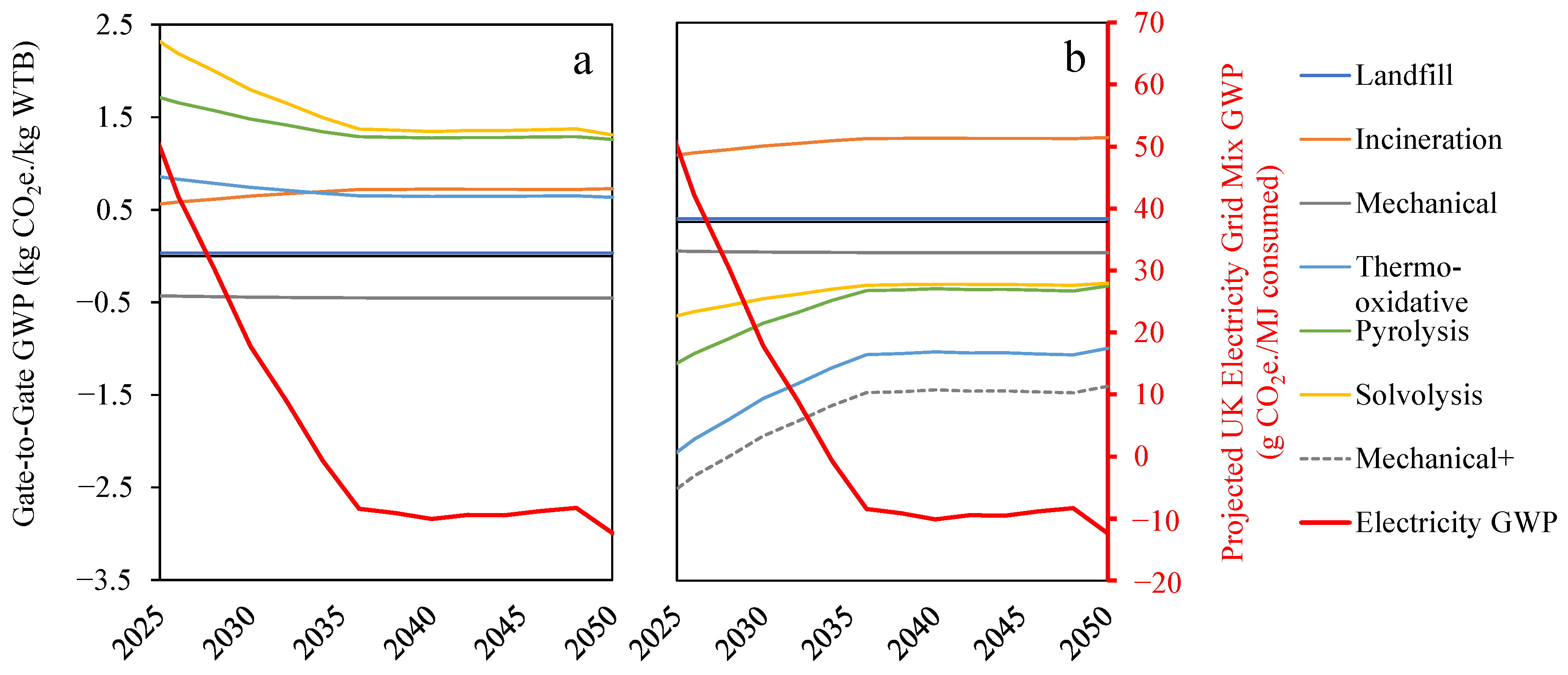
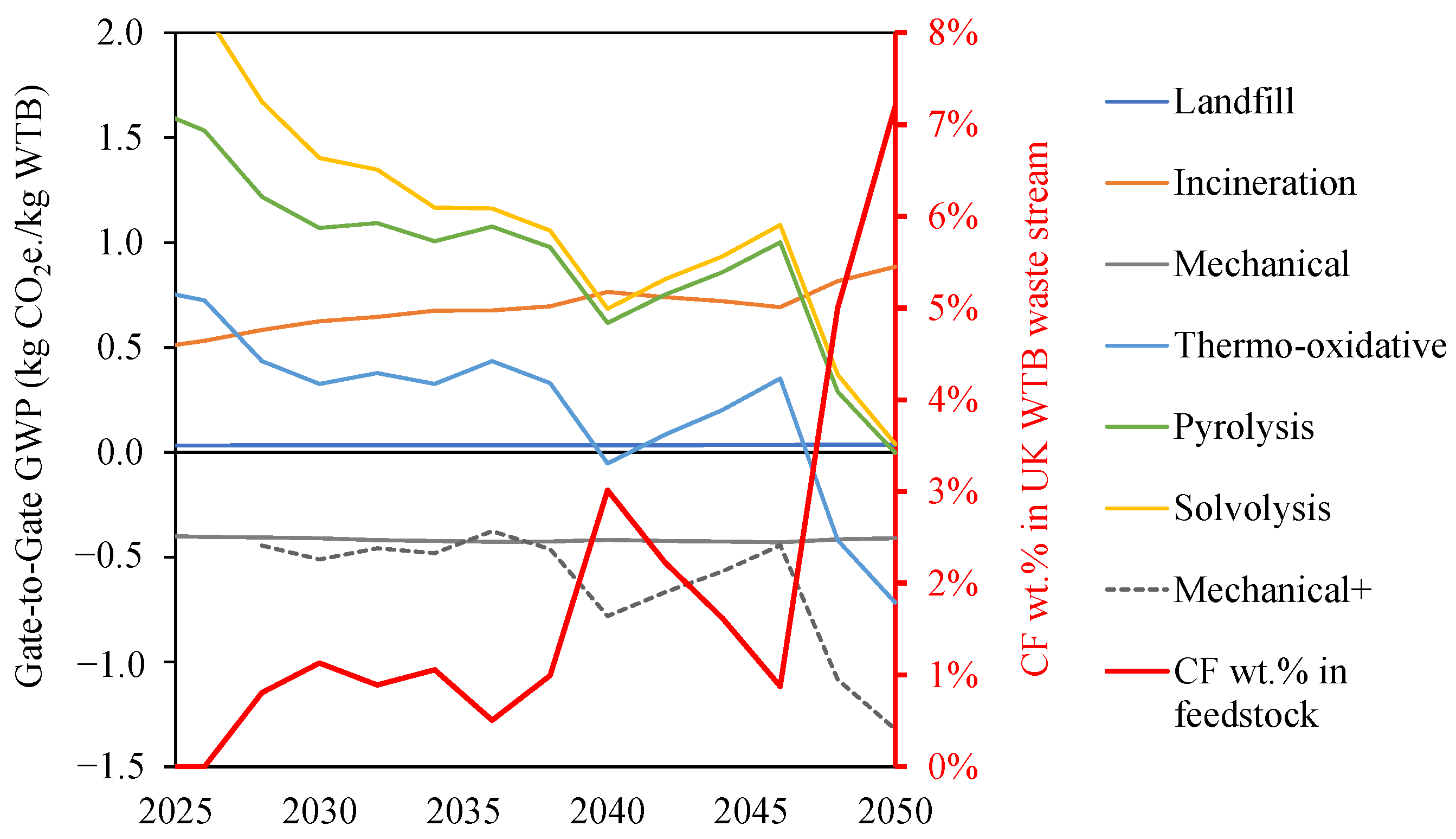
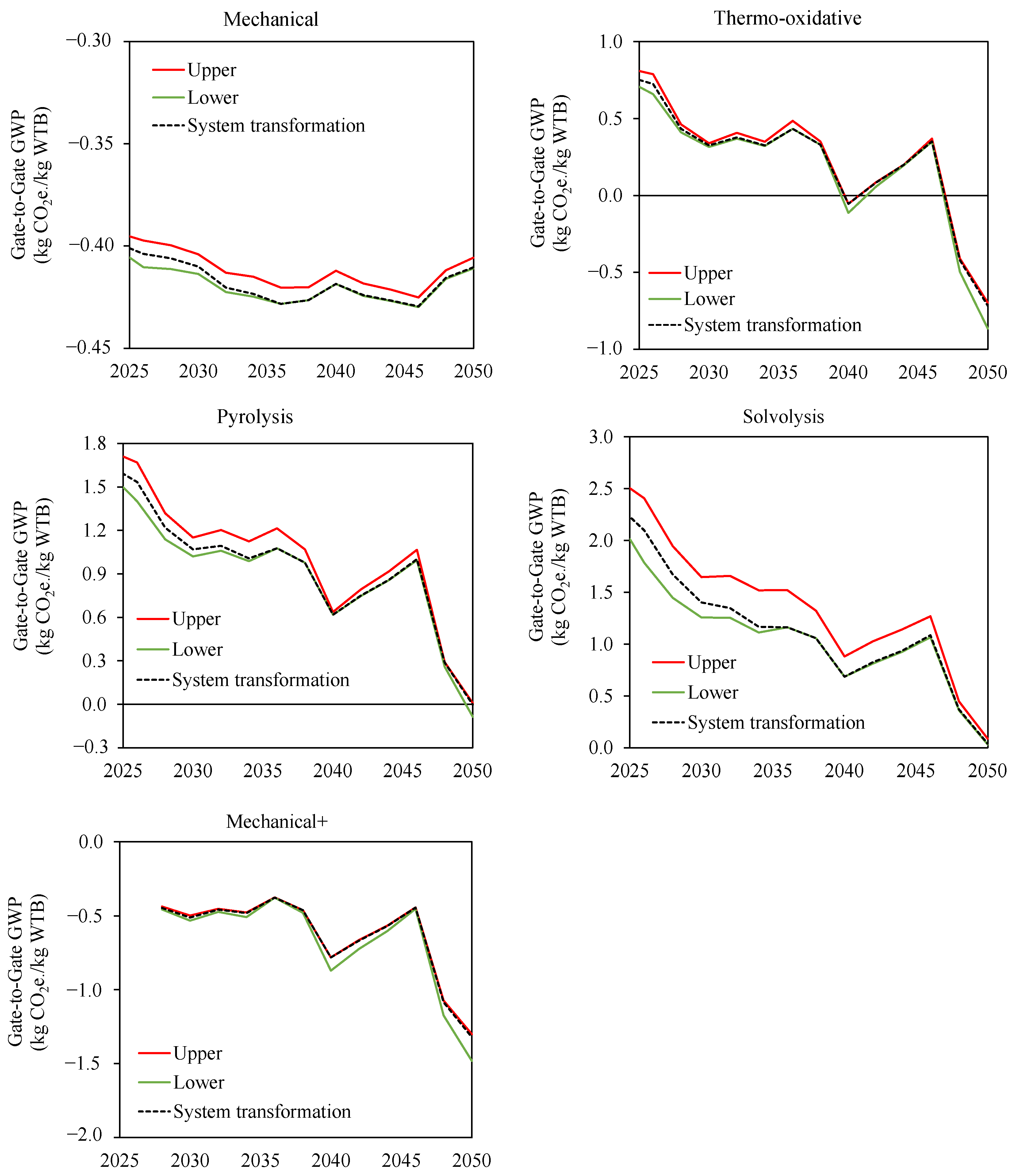
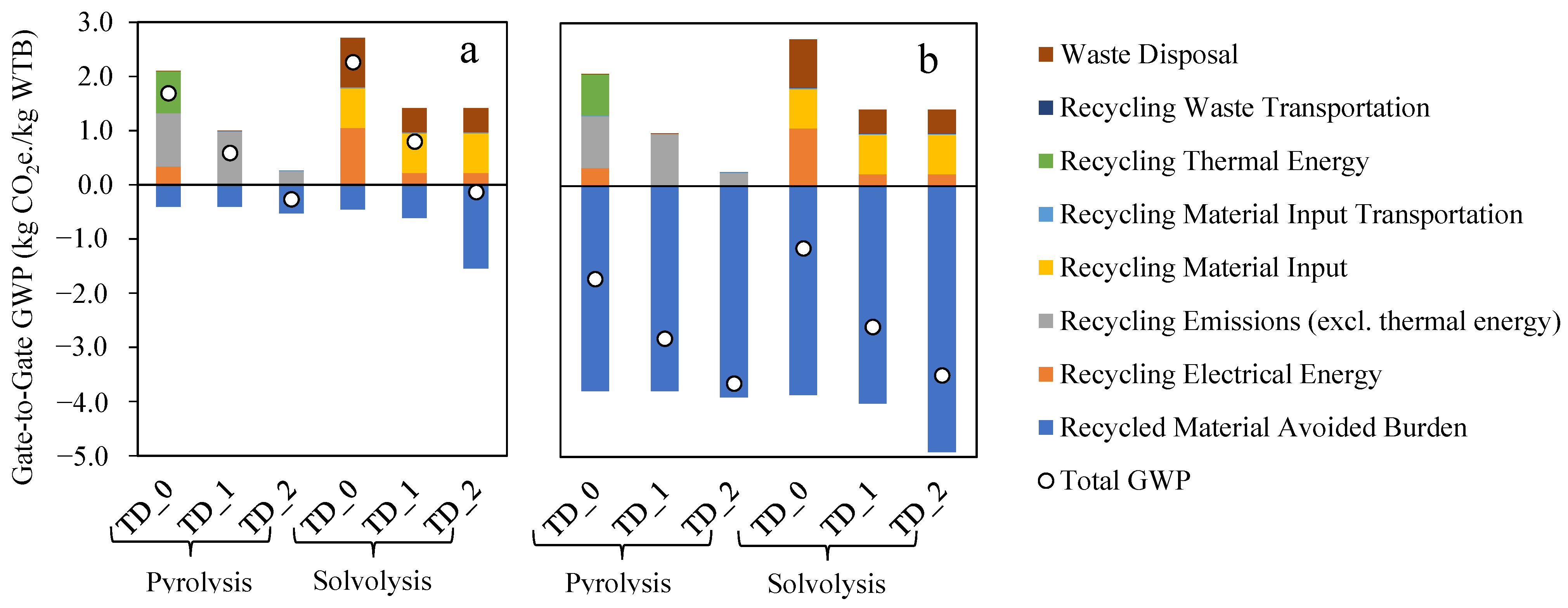
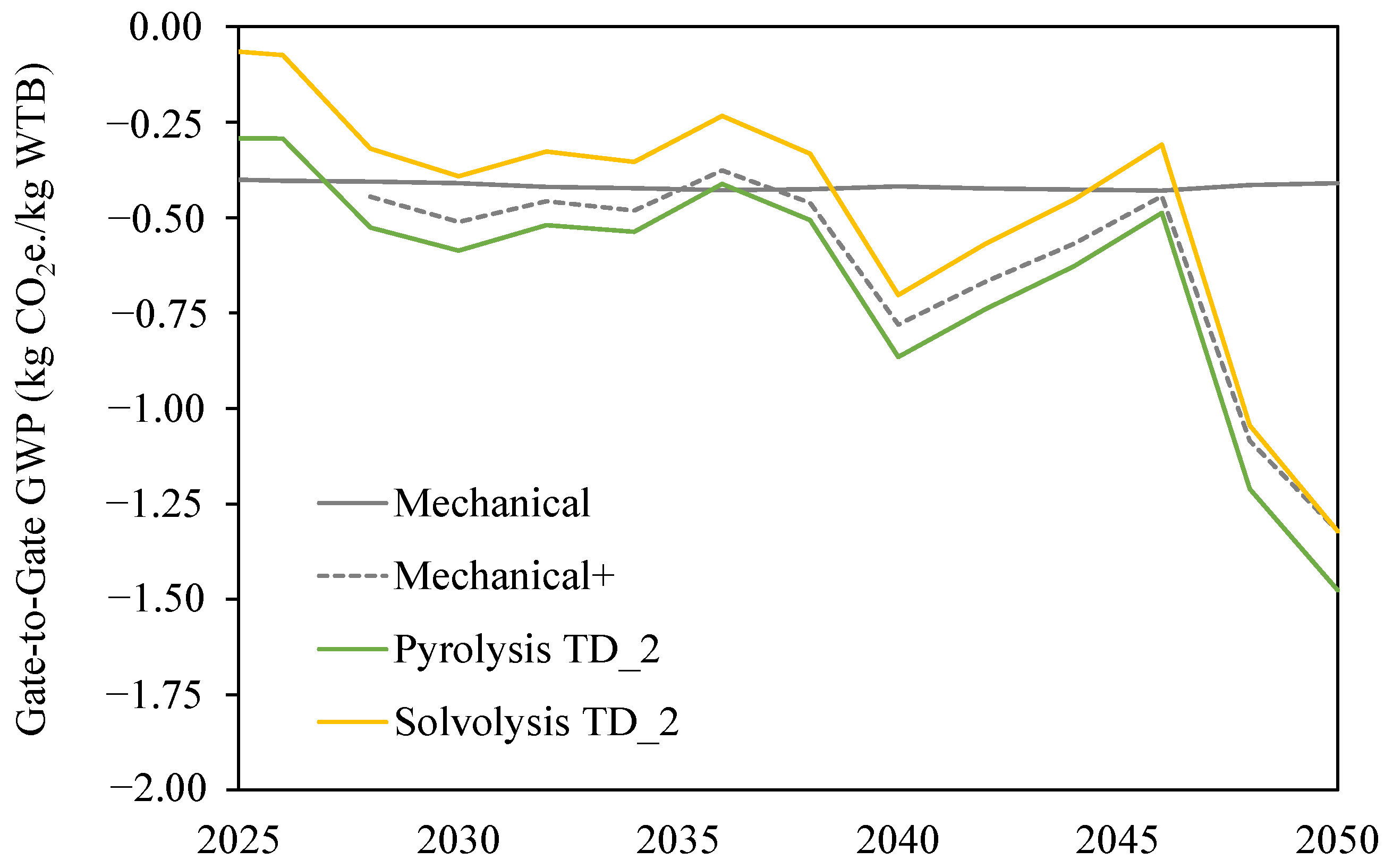
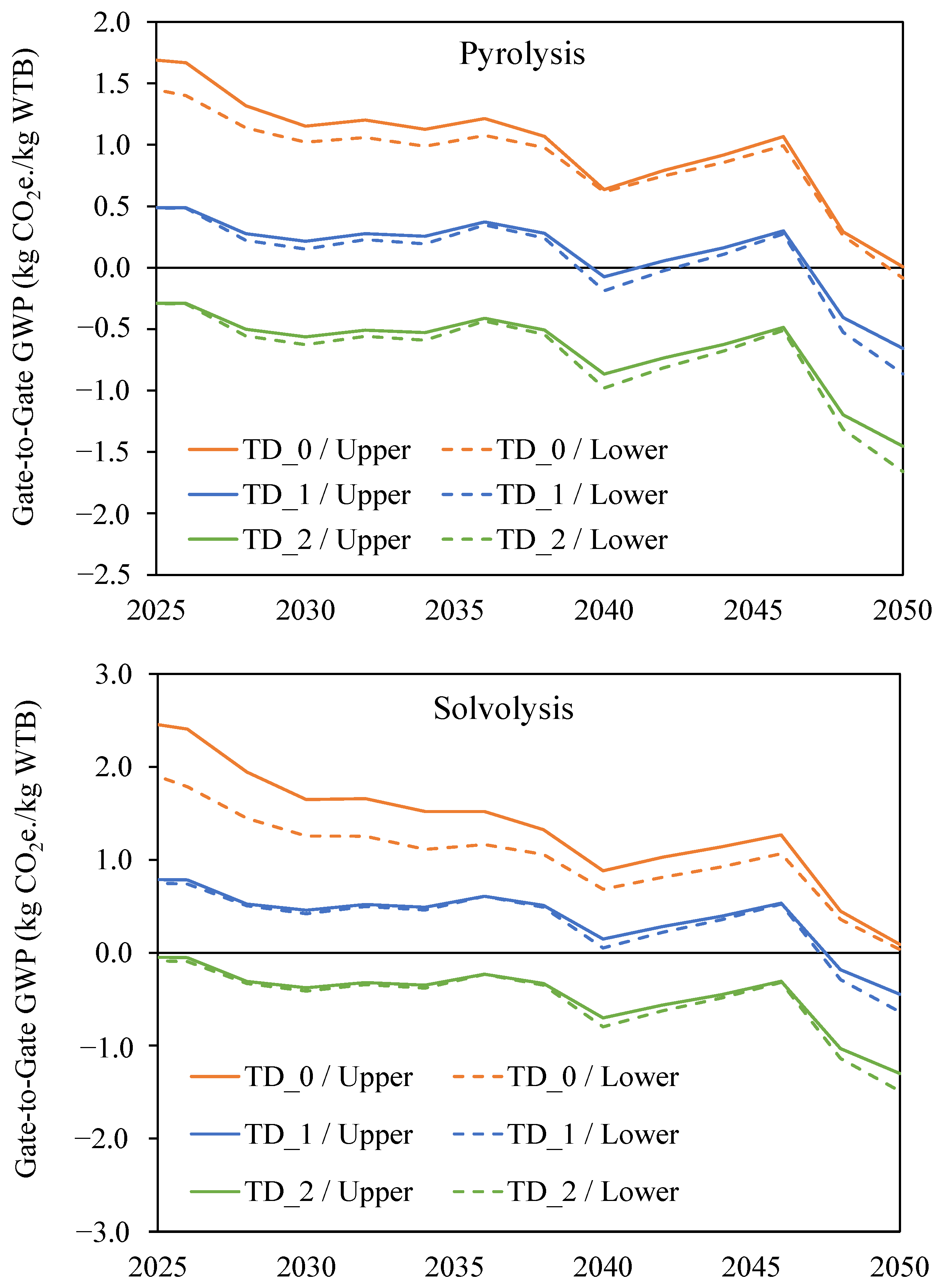
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).