
Life Cycle Assessment Comparison of Orchard Tractors Powered by Diesel and Hydrogen Fuel Cell



Abstract
1. Introduction
2. Materials and Methods
- Goal and scope definition.
- Life cycle inventory (LCI) description.
- Impact assessment (LCA results).
- Analysis of results and discussion.
2.1. Goal and Scope, System Boundaries and Functional Unit
- Tractor manufacturers to help them during the design process.
- Environmental impact specialists and researchers.
- Institutional agencies to help them during the regulation-making process.
- Production phase: every step from raw material extraction to the final assembly to obtain one ICET and one FCHET is considered.
- Use phase: this stage considers the service life of the tractor which is constituted by two essential elements, namely propellant consumption and ordinary maintenance.
- End-of-life phase: once the service life ends, both tractors undergo a series of disposal and waste treatments in order to avoid raw materials and energy production from primary sources.
2.2. LCI Production Phase
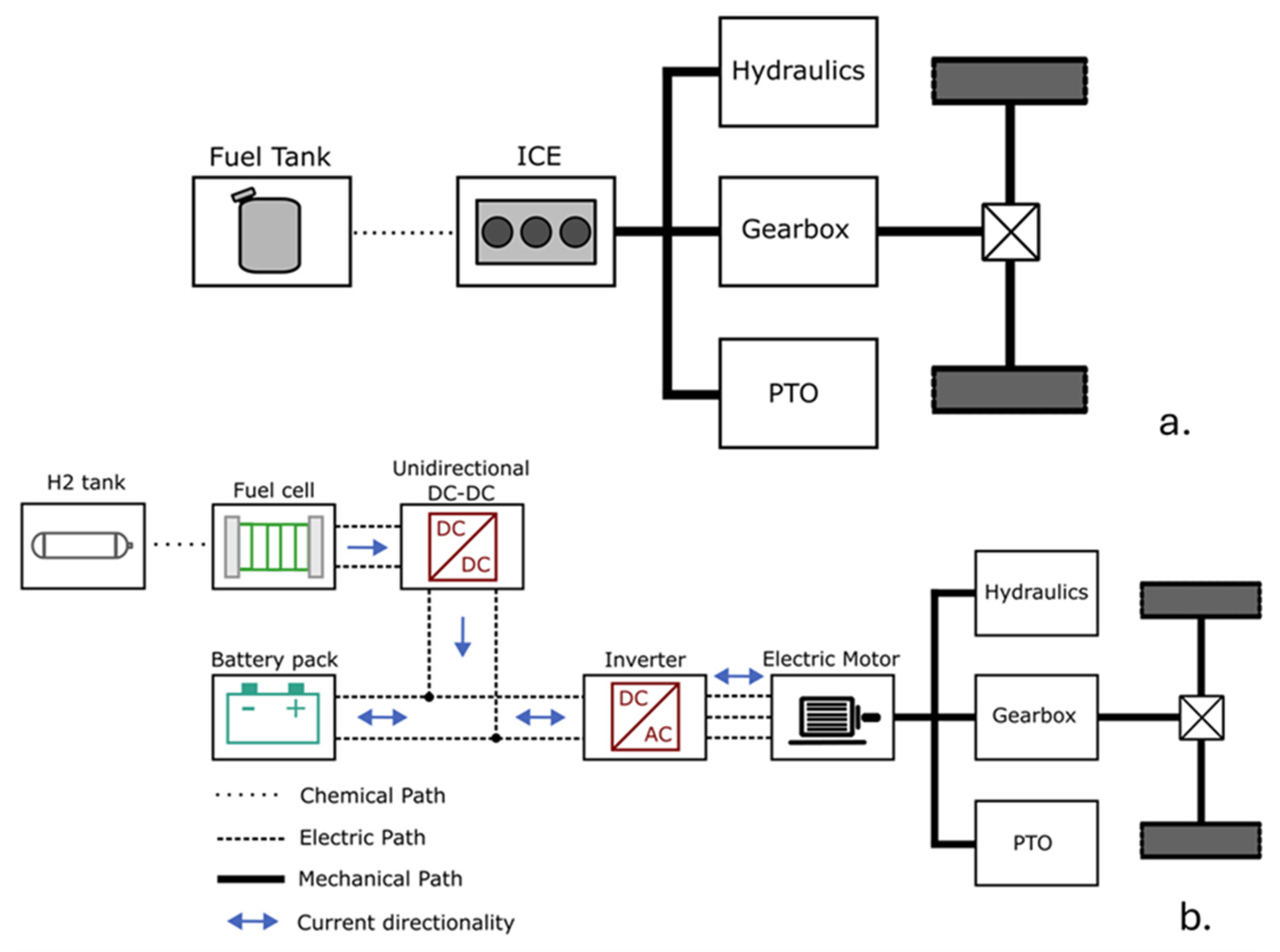
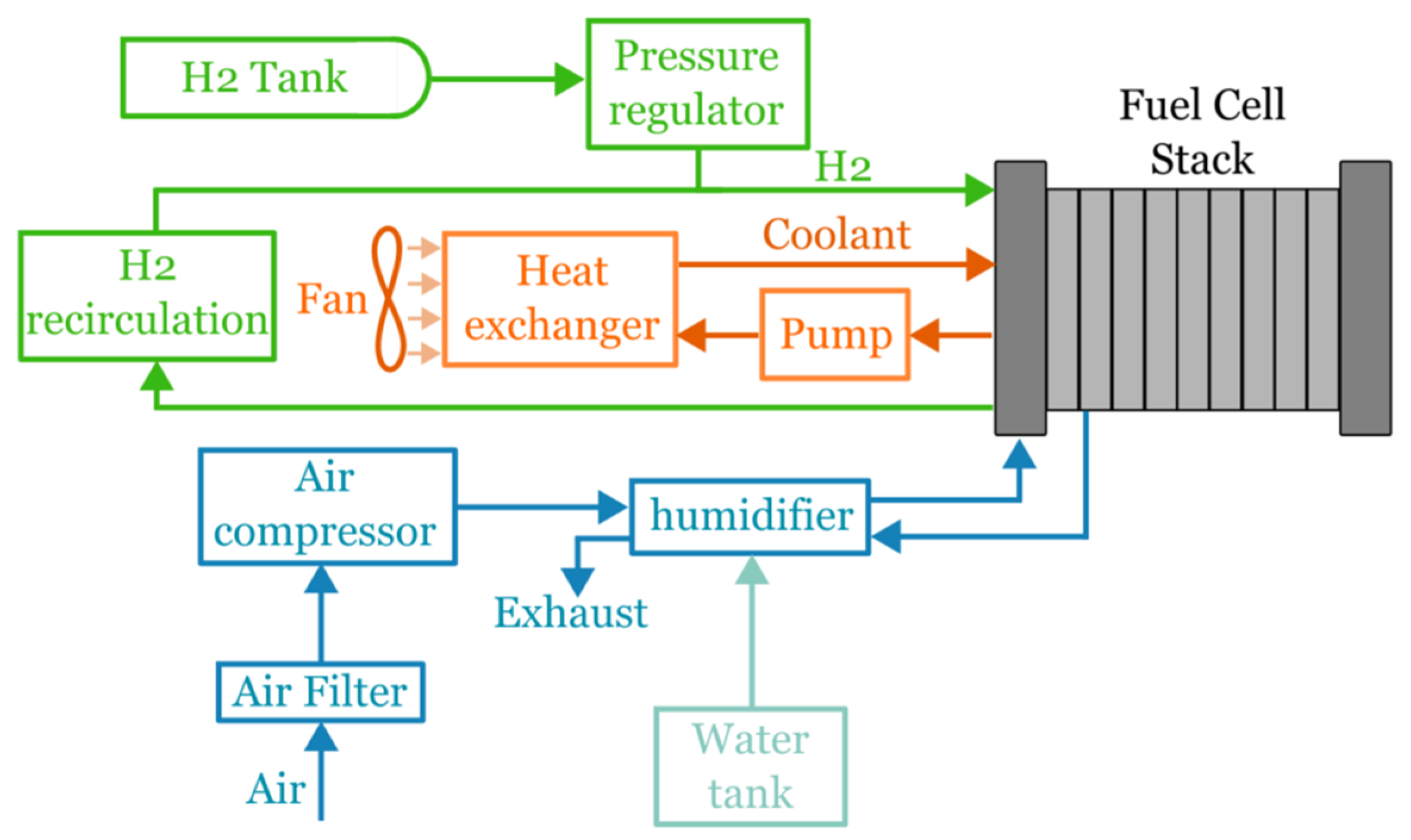
- Power Generation: It comprises all the components that allow the power generation of the tractor. For the ICET, it mainly considers the engine and the aftertreatment system. For the FCHET, it considers the whole FC system, comprising the Balance of Plant (BoP), the hydrogen tank, power converters, the electric motor and the Li-ion battery pack.
- Chassis and Transmission: It comprises the components that constitute the main chassis of the vehicle and the powertrain system downstream from the power source; furthermore, in this category, also tires and rims were added.
- Electrical Auxiliary Services System: It comprises the main components linked to the service electrical system of the vehicles such as a 12 V lead-acid battery, vehicle control units, etc.
- Cooling and Hydraulic Systems: This group contains all the components used for the cooling and hydraulic services of the vehicle. It should be noted that, for the FCHET, the fuel-cell heat management system is not considered in this category as it is part of the BoP, while cooling systems for the electric motor, battery pack and power converters are taken into account.
- Other Category: This category is composed of all the remaining components necessary to complete the tractor such as the driver’s workplace, external bodywork, a rollbar, etc.
2.2.1. ICET Production-Phase LCI
2.2.2. FCHET Production-Phase LCI
- Group 1: An average distance of 250 km from the assembly-line plant was assumed; in this case, road transport by lorry was considered. The vehicle considered operates with diesel, and it is equipped with a EURO 6 diesel engine.
- Group 2: An average distance of 2500 km from the assembly-line plant was assumed; in this case, sea transport by container ship (43,000 tonnes of load capacity) was considered.
2.3. Use-Phase LCI
- Propellant production and consumption.
- Service maintenance: lubricant and tire substitutions.
- Transport of the maintenance elements.
- X is the normalized engine speed:
- Y is the normalized brake torque:
- Z is the normalized BSFC:
- bi are the polynomial coefficients; the values of these coefficients can be found in Appendix A.
- Vstack is the overall stack voltage.
- VNernst is the Nernst voltage.
- Vact, Vohm and Vconc represent, respectively, the voltage losses due to activation processes, ohmic resistance and concentration processes.
- V0cell represents the standard cell potential, equal to 1.229 V.
- Ncell is the number of cells in the stack.
- F is the Faraday constant, equal to 96,485.33 C/mol.
- Rg is the ideal gas constant.
- pH2O, pO2 and pH2 are, respectively, the water, oxygen and hydrogen partial pressures.
- T is the stack temperature.
- α is the charge transfer coefficient.
- idens is the current density.
- i0 is the reaction exchange current density.
- ilim is the maximum current density.
- Engine lubricant oil substitution every 300 h (only for ICET).
- Hydraulic oil substitution every 1500 h.
- Tire substitution every 2500 h.
2.4. End-of-Life-Phase LCI
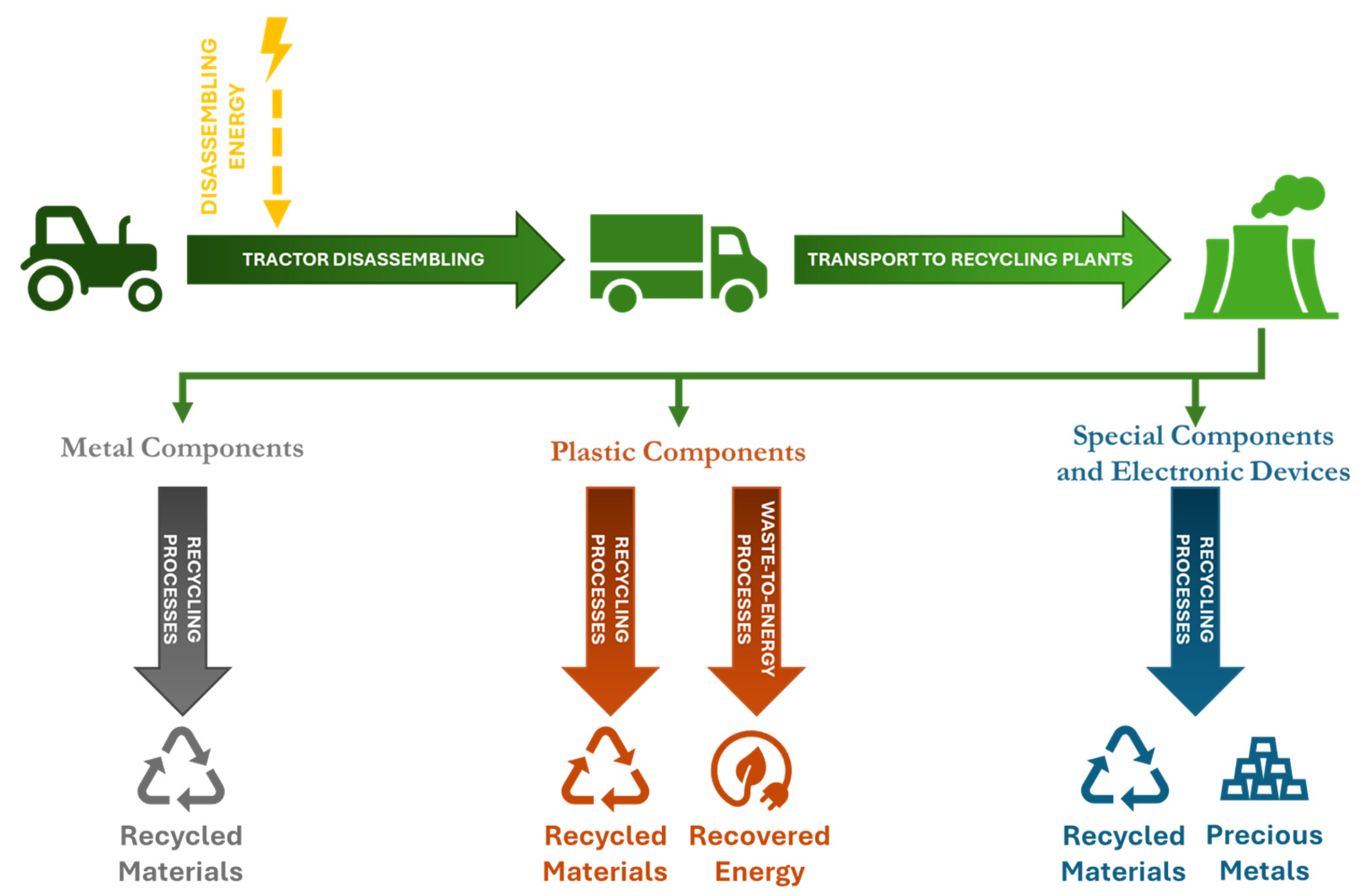
- Metal components.
- Plastic components.
- Special components and electronic devices.
- PCBs’ end-of-life treatments consist of PCB collection, shredding and separation with the purpose of retrieving secondary copper and precious metals by electrolytic refining.
- Used cable treatments consist of shredding and the separation of copper from the other materials to recover secondary copper scrap.
- 12 V lead-acid battery undergoes a remelting treatment in order to recover lead scrap from used batteries.
- Vehicle control units, the inverter and the DC/DC converter receive a similar treatment: separation from the external metallic case (steel or cast iron), PCBs and cabling, which then get one of the respective aforementioned disposal treatments. Furthermore, the big capacitors present in the inverter and DC/DC converter undergo a hazardous waste incineration process in order to produce thermal energy (net energy production 17.11 MJ/kg) according to the Ecoinvent 3.0 database.
- The electric motor EOL scenario consists of manual separation from the steel rotor and stator and copper windings which are then recycled according to the procedure reserved for metal components described above; the magnets are recycled according to the magnet-to-magnet process described in [84].
- The aftertreatment system end-of-life scenario is based on the Ecoinvent 3.0 database, using catalytic converter waste treatment.
3. Results and Discussion
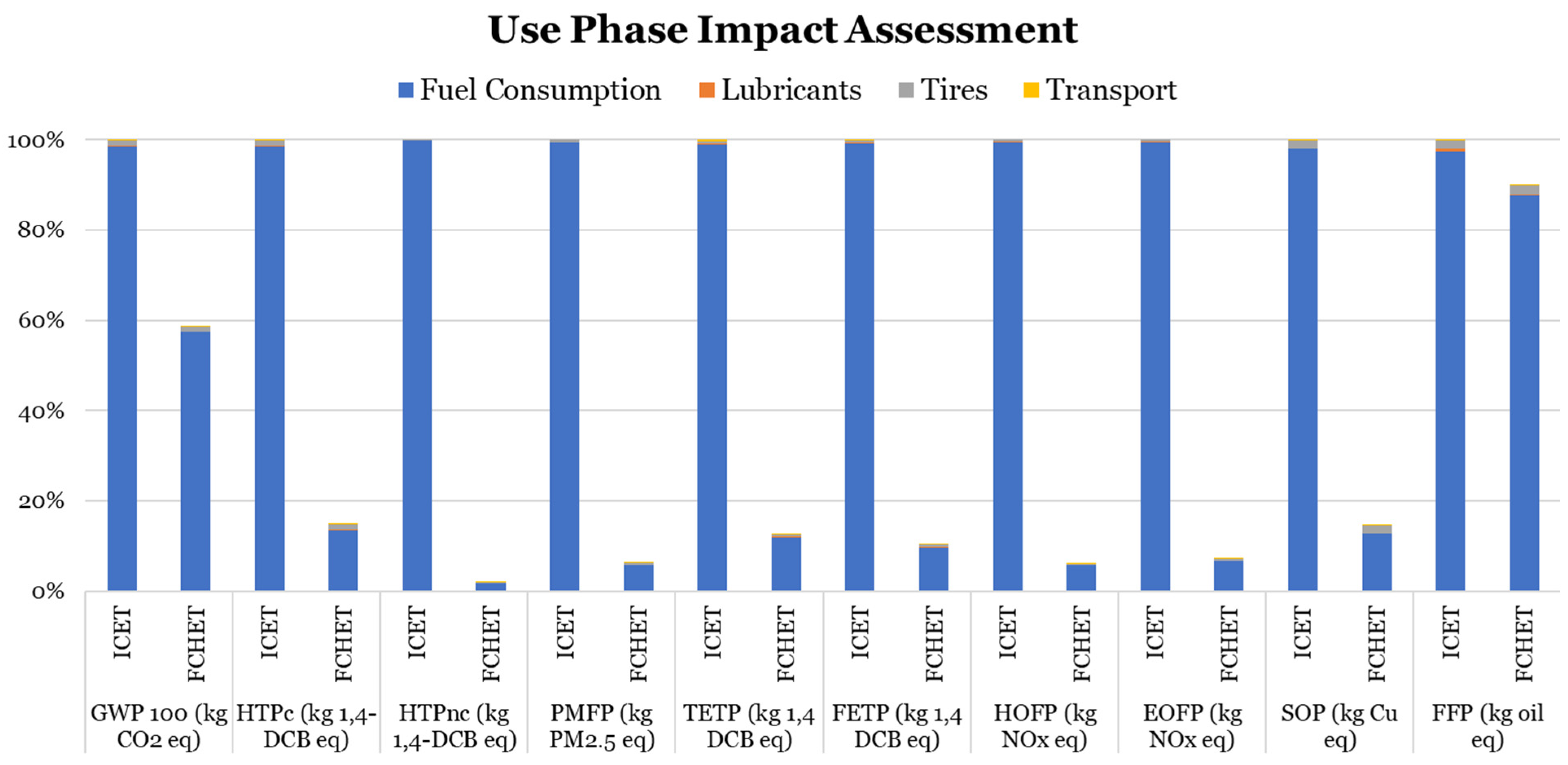
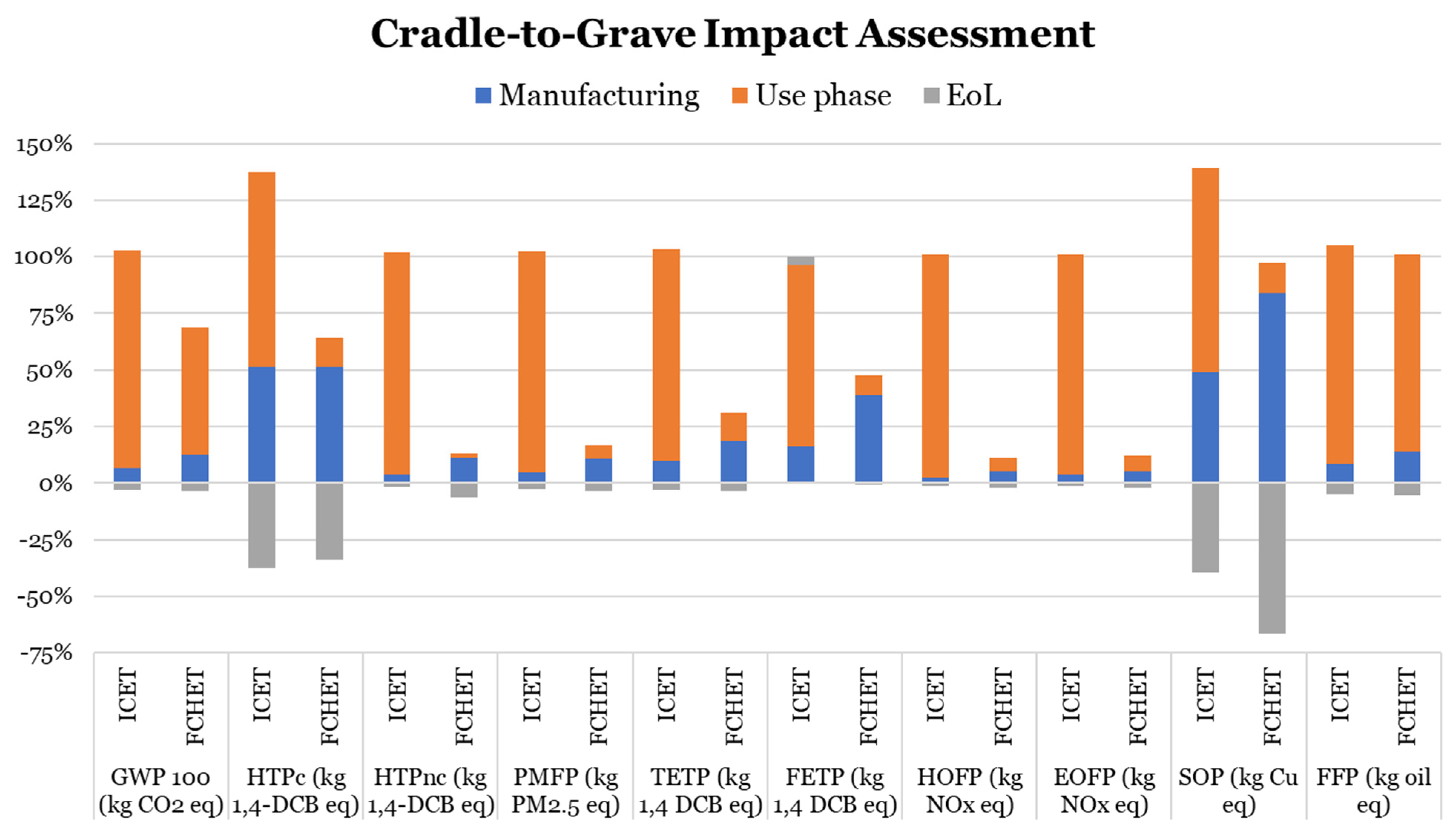
- Global warming potential (GWP): measured in kgCO2eq., it is associated with the global emissions of greenhouse gasses (GHG).
- Human toxicity carcinogenic (HTPc) and non-carcinogenic (HTPnc): measured in kilograms 1,4 dichlorobenzene-equivalents (kg1,4DCBeq.), it expresses the increased risk of carcinogenic and non-carcinogenic disease associated with the chemical emission of the product.
- Particulate matter formation potential (PMFP): measured in kgPM2.5eq., it is associated with the increased risk of inhalation of particulate matter by humans.
- Terrestrial (TETP) and freshwater (FETP) ecotoxicity: measured in kilograms 1,4 dichlorobenzene-equivalents (kg1,4DCBeq.), it expresses the increased risk for terrestrial and freshwater species due to a change in the chemical composition of the environment.
- Photochemical oxidant formation for terrestrial ecosystems (EOFP) and humans (HOFP): both measured in kgNOxeq., they express the increased risk for humans and terrestrial species due to the incremented ozone intake caused by NOx and non-methane volatile organic compound (NMVOC) emissions.
- Mineral resource scarcity (Surplus Ore Potential, SOP): measured in kgCueq., it is correlated with the future ore grade decrease of minerals caused by its extraction.
- Fossil resource scarcity (Fossil Fuel Potential, FFP): measured in kg oil eq., it is defined as the ratio between the upper heating values of a fossil resource and crude oil.
3.1. Production-Phase Results
3.2. Use-Phase Results
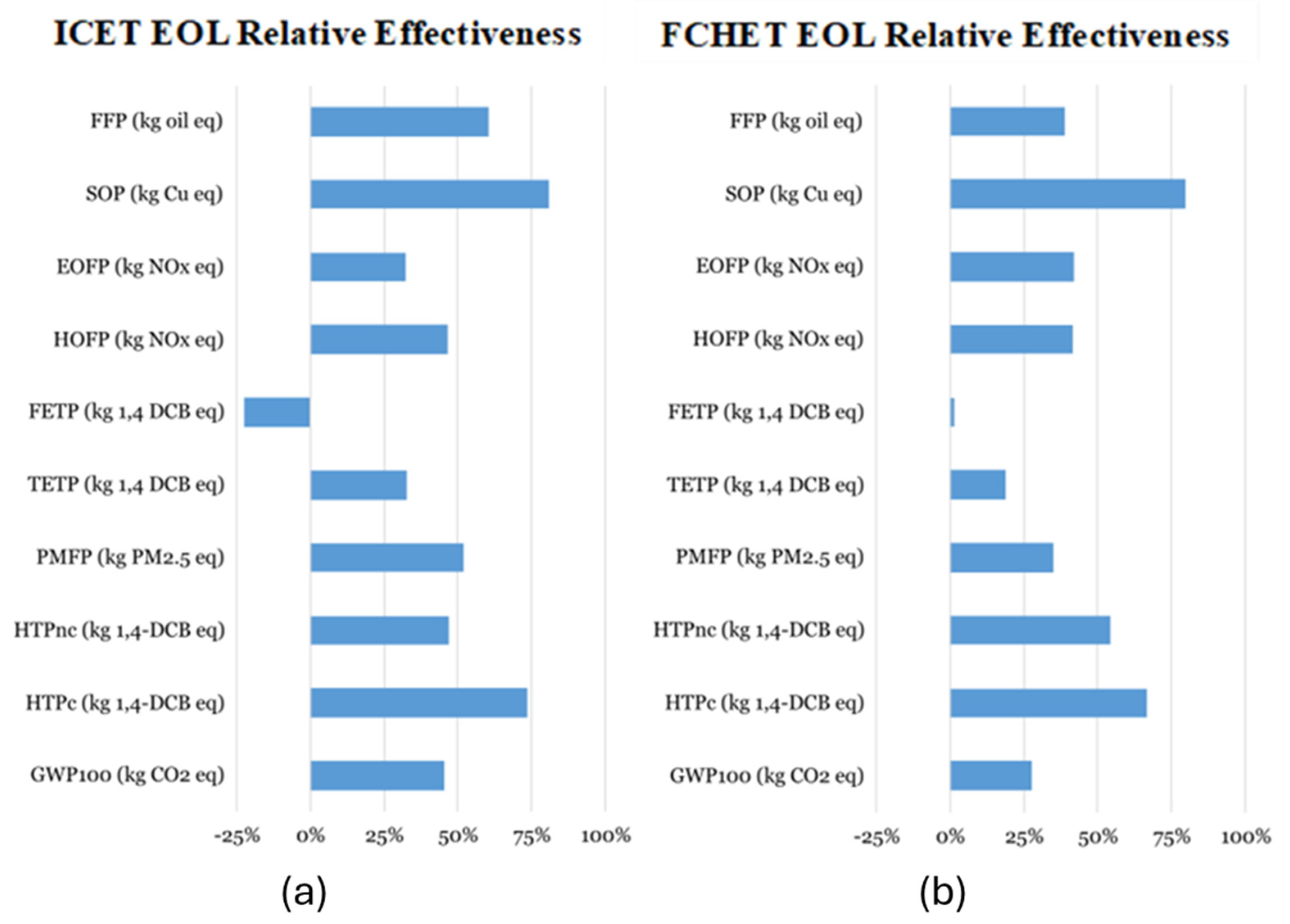
3.3. End-of-Life Results
3.4. Global Results
3.5. Life Cycle Impact Adopting Green Hydrogen
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coefficient | Value |
|---|---|
| b1 | 172.28 |
| b2 | −0.7 |
| b3 | −1.03089 |
| b4 | 0.0064989 |
| b5 | 0.00276 |
| b6 | 0.00769 |
References
- Singh, J.; Schädler, M.; Demetrio, W.; Brown, G.G.; Eisenhauer, N. Climate change effects on earthworms—A review. Soil Org. 2019, 91, 114–138. [Google Scholar] [CrossRef]
- Stott, P.A.; Christidis, N.; Otto, F.E.L.; Sun, Y.; Vanderlinden, J.; van Oldenborgh, G.J.; Vautard, R.; von Storch, H.; Walton, P.; Yiou, P.; et al. Attribution of extreme weather and climate-related events. WIREs Clim. Change 2016, 7, 23–41. [Google Scholar] [CrossRef]
- Patz, J.A.; Campbell-Lendrum, D.; Holloway, T.; Foley, J.A. Impact of regional climate change on human health. Nature 2005, 438, 310–317. [Google Scholar] [CrossRef]
- Christoff, P. The promissory note: COP 21 and the Paris Climate Agreement. Environ. Politics 2016, 25, 765–787. [Google Scholar] [CrossRef]
- Wang, J.X.; Burke, H.; Zhang, A. Overcoming barriers to circular product design. Int. J. Prod. Econ. 2022, 243, 108346. [Google Scholar] [CrossRef]
- Arruda, E.H.; Melatto, R.A.P.B.; Levy, W.; de Melo Conti, D. Circular economy: A brief literature review (2015–2020). Sustain. Oper. Comput. 2021, 2, 79–86. [Google Scholar] [CrossRef]
- Zhao, L.; Lv, Y.; Wang, C.; Xue, J.; Yang, Y.; Li, D. Embodied greenhouse gas emissions in the international agricultural trade. Sustain. Prod. Consum. 2023, 35, 250–259. [Google Scholar] [CrossRef]
- Secten—Le Rapport de Référence sur les Émissions de gaz à Effet de Serre et de Polluants Atmosphériques en France. Available online: https://www.citepa.org/fr/secten/ (accessed on 8 August 2024).
- Taghizadeh-Hesary, F.; Taghizadeh-Hesary, F. The impacts of air pollution on health and economy in Southeast Asia. Energies 2020, 13, 1812. [Google Scholar] [CrossRef]
- Dai, C.; Qin, X.S.; Zhang, X.L.; Liu, B.J. Study of climate change impact on hydro-climatic extremes in the Hanjiang River basin, China, using CORDEX-EAS data. Weather Clim. Extrem. 2022, 38, 100509. [Google Scholar] [CrossRef]
- Platis, D.; Anagnostopoulos, C.; Tsaboula, A.; Menexes, G.; Kalburtji, K.; Mamolos, A. Energy Analysis, and Carbon and Water Footprint for Environmentally Friendly Farming Practices in Agroecosystems and Agroforestry. Sustainability 2019, 11, 1664. [Google Scholar] [CrossRef]
- Martelli, S.; Mocera, F.; Somà, A. Co-Simulation of a Specialized Tractor for Autonomous Driving in Orchards; SAE Technical Paper: Warrendale, PA, USA, 2022. [Google Scholar] [CrossRef]
- Mocera, F.; Martelli, S.; Somà, A. State of the Art and Future Trends of Electrification in Agricultural Tractors; SAE Technical Paper: Warrendale, PA, USA, 2022. [Google Scholar] [CrossRef]
- Mocera, F.; Martini, V. Numerical Performance Investigation of a Hybrid eCVT Specialized Agricultural Tractor. Appl. Sci. 2022, 12, 2438. [Google Scholar] [CrossRef]
- Mocera, F.; Martini, V.; Somà, A. Comparative Analysis of Hybrid Electric Architectures for Specialized Agricultural Tractors. Energies 2022, 15, 1944. [Google Scholar] [CrossRef]
- Martini, V.; Mocera, F.; Somà, A. Design and Experimental Validation of a Scaled Test Bench for the Emulation of a Hybrid Fuel Cell Powertrain for Agricultural Tractors. Appl. Sci. 2023, 13, 8582. [Google Scholar] [CrossRef]
- Mocera, F.; Somà, A.; Martelli, S.; Martini, V. Trends and Future Perspective of Electrification in Agricultural Tractor-Implement Applications. Energies 2023, 16, 6601. [Google Scholar] [CrossRef]
- Mocera, F.; Martelli, S.; Costamagna, M. Dynamic behaviour of a battery pack for agricultural applications. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1214, 012032. [Google Scholar] [CrossRef]
- Di Ilio, G.; Di Giorgio, P.; Tribioli, L.; Bella, G.; Jannelli, E. Preliminary design of a fuel cell/battery hybrid powertrain for a heavy-duty yard truck for port logistics. Energy Convers. Manag. 2021, 243, 114423. [Google Scholar] [CrossRef]
- Ahluwalia, R.K.; Wang, X.; Star, A.G.; Papadias, D.D. Performance and cost of fuel cells for off-road heavy-duty vehicles. Int. J. Hydrogen Energy 2022, 47, 10990–11006. [Google Scholar] [CrossRef]
- Pardhi, S.; Chakraborty, S.; Tran, D.D.; El Baghdadi, M.; Wilkins, S.; Hegazy, O. A Review of Fuel Cell Powertrains for Long-Haul Heavy-Duty Vehicles: Technology, Hydrogen, Energy and Thermal Management Solutions. Energies 2022, 15, 9557. [Google Scholar] [CrossRef]
- Jia, C.; He, H.; Zhou, J.; Li, K.; Li, J.; Wei, Z. A performance degradation prediction model for PEMFC based on bi-directional long short-term memory and multi-head self-attention mechanism. Int. J. Hydrogen Energy 2024, 60, 133–146. [Google Scholar] [CrossRef]
- Jia, C.; Zhou, J.; He, H.; Li, J.; Wei, Z.; Li, K. Health-conscious deep reinforcement learning energy management for fuel cell buses integrating environmental and look-ahead road information. Energy 2024, 290, 130146. [Google Scholar] [CrossRef]
- Teng, Z.; Tan, C.; Liu, P.; Han, M. Analysis on carbon emission reduction intensity of fuel cell vehicles from a life-cycle perspective. Front. Energy 2024, 18, 16–27. [Google Scholar] [CrossRef]
- Fernández, R.Á.; Pérez-Dávila, O. Fuel cell hybrid vehicles and their role in the decarbonisation of road transport. J. Clean Prod. 2022, 342, 130902. [Google Scholar] [CrossRef]
- Liu, F.; Shafique, M.; Luo, X. Quantifying delayed climate mitigation benefits in electric and fuel cell vehicle deployment for sustainable mobility. Sustain. Prod. Consum. 2024, 49, 398–414. [Google Scholar] [CrossRef]
- Ji, M.; Wang, J. Review and comparison of various hydrogen production methods based on costs and life cycle impact assessment indicators. Int. J. Hydrogen Energy 2021, 46, 38612–38635. [Google Scholar] [CrossRef]
- Mattetti, M.; Maraldi, M.; Lenzini, N.; Fiorati, S.; Sereni, E.; Molari, G. Outlining the mission profile of agricultural tractors through CAN-BUS data analytics. Comput. Electron. Agric. 2021, 184, 106078. [Google Scholar] [CrossRef]
- Liu, M.; Li, Y.; Xu, L.; Wang, Y.; Zhao, J. General modeling and energy management optimization for the fuel cell electric tractor with mechanical shunt type. Comput. Electron. Agric. 2023, 213, 108178. [Google Scholar] [CrossRef]
- Xu, W.; Liu, M.; Xu, L.; Zhang, S. Energy Management Strategy of Hydrogen Fuel Cell/Battery/Ultracapacitor Hybrid Tractor Based on Efficiency Optimization. Appl. Sci. 2022, 13, 151. [Google Scholar] [CrossRef]
- Yang, H.; Sun, Y.; Xia, C.; Zhang, H. Research on Energy Management Strategy of Fuel Cell Electric Tractor Based on Multi-Algorithm Fusion and Optimization. Energies 2022, 15, 6389. [Google Scholar] [CrossRef]
- ISO 14040:2006; Environmental Management Life Cycle Assessment Principles and Framework 2006. International Standard Organization ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/standard/37456.html (accessed on 2 October 2023).
- ISO 14044:2006; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. Available online: https://www.iso.org/standard/38498.html (accessed on 12 July 2024).
- Cerutti, A.K.; Bruun, S.; Beccaro, G.L.; Bounous, G. A review of studies applying environmental impact assessment methods on fruit production systems. J. Environ. Manag. 2011, 92, 2277–2286. [Google Scholar] [CrossRef]
- Martelli, S.; Mocera, F.; Somà, A. Carbon Footprint of an Orchard Tractor through a Life-Cycle Assessment Approach. Agriculture 2023, 13, 1210. [Google Scholar] [CrossRef]
- Martelli, S.; Mocera, F.; Somà, A. New Challenges Towards Electrification Sustainability: Environmental Impact Assessment Comparison Between ICE and Hybrid-Electric Orchard Tractor; SAE Technical Paper: Warrendale, PA, USA, 2023. [Google Scholar] [CrossRef]
- EUROSTAT. Agricultural Production—Orchards 2019. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php?title=Agricultural_production_-_orchards (accessed on 18 March 2023).
- Pala, G.S. Trattrici: +17% in Europa Nonostante le Difficoltà. AgroNotizie, Le Novità per l’agricoltura 2022. Available online: https://agronotizie.imagelinenetwork.com/agrimeccanica/2022/03/28/trattrici-17-in-europa-nonostante-le-difficolta/74450 (accessed on 18 March 2023).
- Martini, V.; Mocera, F.; Somà, A. Numerical Investigation of a Fuel Cell-Powered Agricultural Tractor. Energies 2022, 15, 8818. [Google Scholar] [CrossRef]
- Franceschetti, B.; Rondelli, V.; Capacci, E. Lateral Stability Performance of Articulated Narrow-Track Tractors. Agronomy 2021, 11, 2512. [Google Scholar] [CrossRef]
- Wolff, S.; Seidenfus, M.; Gordon, K.; Álvarez, S.; Kalt, S.; Lienkamp, M. Scalable Life-Cycle Inventory for Heavy-Duty Vehicle Production. Sustainability 2020, 12, 5396. [Google Scholar] [CrossRef]
- Liu, Z.; Li, T.; Jiang, Q.; Zhang, H. Life Cycle Assessment–based Comparative Evaluation of Originally Manufactured and Remanufactured Diesel Engines. J. Ind. Ecol. 2014, 18, 567–576. [Google Scholar] [CrossRef]
- Larsson, G.; Hansson, P.-A. Environmental impact of catalytic converters and particle filters for agricultural tractors determined by life cycle assessment. Biosyst. Eng. 2011, 109, 15–21. [Google Scholar] [CrossRef]
- Mantoam, E.J.; Romanelli, T.L.; Gimenez, L.M. Energy demand and greenhouse gases emissions in the life cycle of tractors. Biosyst. Eng. 2016, 151, 158–170. [Google Scholar] [CrossRef]
- Dong, Y.; Zhao, Y.; Hossain, M.U.; He, Y.; Liu, P. Life cycle assessment of vehicle tires: A systematic review. Clean. Environ. Syst. 2021, 2, 100033. [Google Scholar] [CrossRef]
- Manoharan, Y.; Hosseini, S.E.; Butler, B.; Alzhahrani, H.; Senior, B.T.F.; Ashuri, T.; Krohn, J. Hydrogen Fuel Cell Vehicles; Current Status and Future Prospect. Appl. Sci. 2019, 9, 2296. [Google Scholar] [CrossRef]
- Usai, L.; Hung, C.R.; Vásquez, F.; Windsheimer, M.; Burheim, O.S.; Strømman, A.H. Life cycle assessment of fuel cell systems for light duty vehicles, current state-of-the-art and future impacts. J. Clean. Prod. 2021, 280, 125086. [Google Scholar] [CrossRef]
- U.S. Department of Energy O of EE& REH and FCTO. DOE Technical Targets for Polymer Electrolyte Membrane Fuel Cell Components n.d. Available online: https://www.energy.gov/eere/fuelcells/doe-technical-targets-polymer-electrolyte-membrane-fuel-cell-components (accessed on 13 December 2023).
- Wang, Y.; Ruiz Diaz, D.F.; Chen, K.S.; Wang, Z.; Adroher, X.C. Materials, technological status, and fundamentals of PEM fuel cells—A review. Mater. Today 2020, 32, 178–203. [Google Scholar] [CrossRef]
- Simons, A.; Bauer, C. A life-cycle perspective on automotive fuel cells. Appl. Energy 2015, 157, 884–896. [Google Scholar] [CrossRef]
- Miotti, M.; Hofer, J.; Bauer, C. Integrated environmental and economic assessment of current and future fuel cell vehicles. Int. J. Life Cycle Assess. 2017, 22, 94–110. [Google Scholar] [CrossRef]
- Sun, X.; Simonsen, S.; Norby, T.; Chatzitakis, A. Composite Membranes for High Temperature PEM Fuel Cells and Electrolysers: A Critical Review. Membranes 2019, 9, 83. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, T.; Kojima, K. Toyota MIRAI Fuel Cell Vehicle and Progress Toward a Future Hydrogen Society. Interface Mag. 2015, 24, 45–49. [Google Scholar] [CrossRef]
- Mori, M.; Iribarren, D.; Cren, J.; Cor, E.; Lotrič, A.; Gramc, J.; Drobnič, B.; Rey, L.; Campos-Carriedo, F.; Puig-Samper, G.; et al. Life cycle sustainability assessment of a proton exchange membrane fuel cell technology for ecodesign purposes. Int. J. Hydrogen Energy 2023, 48, 39673–39689. [Google Scholar] [CrossRef]
- Vidović, T.; Tolj, I.; Radica, G.; Bodrožić Ćoko, N. Proton-Exchange Membrane Fuel Cell Balance of Plant and Performance Simulation for Vehicle Applications. Energies 2022, 15, 8110. [Google Scholar] [CrossRef]
- Sinha, J.; Lasher, S.; Yang, Y.; Kopf, P. Direct Hydrogen PEMFC Manufacturing Cost Estimation for Automotive Applications. Fuel Cell Tech Team Review 2004. Available online: https://www.energy.gov/eere/fuelcells/articles/direct-hydrogen-pemfc-manufacturing-cost-estimation-automotive-applications (accessed on 13 December 2023).
- Carlson, E.J.; Kopf, P.; Sinha, J.; Sriramulu, S.; Yang, Y. Cost Analysis of PEM Fuel Cell Systems for Transportation 2005. Available online: https://www.nrel.gov/docs/fy06osti/39104.pdf (accessed on 13 December 2023).
- Hua, T.Q.; Roh, H.-S.; Ahluwalia, R.K. Performance assessment of 700-bar compressed hydrogen storage for light duty fuel cell vehicles. Int. J. Hydrogen Energy 2017, 42, 25121–25129. [Google Scholar] [CrossRef]
- Benitez, A.; Wulf, C.; de Palmenaer, A.; Lengersdorf, M.; Röding, T.; Grube, T.; Robinius, M.; Stolten, D.; Kuckshinrichs, W. Ecological assessment of fuel cell electric vehicles with special focus on type IV carbon fiber hydrogen tank. J. Clean. Prod. 2021, 278, 123277. [Google Scholar] [CrossRef]
- Dai, Q.; Kelly, J.C.; Gaines, L.; Wang, M. Life Cycle Analysis of Lithium-Ion Batteries for Automotive Applications. Batteries 2019, 5, 48. [Google Scholar] [CrossRef]
- Peters, J.F.; Weil, M. Providing a common base for life cycle assessments of Li-Ion batteries. J. Clean. Prod. 2018, 171, 704–713. [Google Scholar] [CrossRef]
- Hao, H.; Mu, Z.; Jiang, S.; Liu, Z.; Zhao, F. GHG Emissions from the Production of Lithium-Ion Batteries for Electric Vehicles in China. Sustainability 2017, 9, 504. [Google Scholar] [CrossRef]
- Sharmili, N.; Nagi, R.; Wang, P. A review of research in the Li-ion battery production and reverse supply chains. J. Energy Storage 2023, 68, 107622. [Google Scholar] [CrossRef]
- Lagnelöv, O.; Larsson, G.; Larsolle, A.; Hansson, P.-A. Life Cycle Assessment of Autonomous Electric Field Tractors in Swedish Agriculture. Sustainability 2021, 13, 11285. [Google Scholar] [CrossRef]
- Nordelöf, A.; Grunditz, E.; Tillman, A.-M.; Thiringer, T.; Alatalo, M. A scalable life cycle inventory of an electrical automotive traction machine—Part I: Design and composition. Int. J. Life Cycle Assess. 2018, 23, 55–69. [Google Scholar] [CrossRef]
- Nordelöf, A.; Grunditz, E.; Lundmark, S.; Tillman, A.-M.; Alatalo, M.; Thiringer, T. Life cycle assessment of permanent magnet electric traction motors. Transp. Res. D Transp. Environ. 2019, 67, 263–274. [Google Scholar] [CrossRef]
- Nordelöf, A.; Tillman, A.-M. A scalable life cycle inventory of an electrical automotive traction machine—Part II: Manufacturing processes. Int. J. Life Cycle Assess. 2018, 23, 295–313. [Google Scholar] [CrossRef]
- Sudha, B.; Vadde, A.; Sachin, S. A review: High power density motors for electric vehicles. J. Phys. Conf. Ser. 2020, 1706, 012057. [Google Scholar] [CrossRef]
- Baudais, B.; Ben Ahmed, H.; Jodin, G.; Degrenne, N.; Lefebvre, S. Life Cycle Assessment of a 150 kW Electronic Power Inverter. Energies 2023, 16, 2192. [Google Scholar] [CrossRef]
- Sato, F.E.K.; Nakata, T. Energy Consumption Analysis for Vehicle Production through a Material Flow Approach. Energies 2020, 13, 2396. [Google Scholar] [CrossRef]
- Bacenetti, J. How does annual utilisation can affect the environmental impact of tractors? A life-cycle assessment comparing hypothetical scenarios for farmers and agricultural contractors in Northern Italy. Biosyst. Eng. 2022, 213, 63–75. [Google Scholar] [CrossRef]
- Lovarelli, D.; Bacenetti, J.; Fiala, M. A new tool for life cycle inventories of agricultural machinery operations. J. Agric. Eng. 2016, 47, 40–53. [Google Scholar] [CrossRef]
- Kannangara, M.; Bensebaa, F.; Vasudev, M. An adaptable life cycle greenhouse gas emissions assessment framework for electric, hybrid, fuel cell and conventional vehicles: Effect of electricity mix, mileage, battery capacity and battery chemistry in the context of Canada. J. Clean. Prod. 2021, 317, 128394. [Google Scholar] [CrossRef]
- Ahmadi, P.; Khoshnevisan, A. Dynamic simulation and lifecycle assessment of hydrogen fuel cell electric vehicles considering various hydrogen production methods. Int. J. Hydrogen Energy 2022, 47, 26758–26769. [Google Scholar] [CrossRef]
- Beligoj, M.; Scolaro, E.; Alberti, L.; Renzi, M.; Mattetti, M. Feasibility Evaluation of Hybrid Electric Agricultural Tractors Based on Life Cycle Cost Analysis. IEEE Access 2022, 10, 28853–28867. [Google Scholar] [CrossRef]
- Golverk, A.A. The Method for Development of a Diesel Engine Universal Performance Map. J. Fuels Lubr. 1994, 103, 1041–1048. [Google Scholar]
- V3800-CR-T-E4B (2600 rpm) n.d. Available online: https://global.engine.kubota.co.jp/en/products/detail/82/ (accessed on 5 December 2023).
- Quan, R.; Li, Z.; Liu, P.; Li, Y.; Chang, Y.; Yan, H. Minimum hydrogen consumption-based energy management strategy for hybrid fuel cell unmanned aerial vehicles using direction prediction optimal foraging algorithm. Fuel Cells 2023, 23, 221–236. [Google Scholar] [CrossRef]
- Quan, R.; Guo, H.; Li, X.; Zhang, J.; Chang, Y. A real-time energy management strategy for fuel cell vehicle based on Pontryagin’s minimum principle. iScience 2024, 27, 109473. [Google Scholar] [CrossRef]
- Huang, Z.; Shen, J.; Chan, S.H.; Tu, Z. Transient response of performance in a proton exchange membrane fuel cell under dynamic loading. Energy Convers. Manag. 2020, 226, 113492. [Google Scholar] [CrossRef]
- Cruz Rojas, A.; Lopez Lopez, G.; Gomez-Aguilar, J.; Alvarado, V.; Sandoval Torres, C. Control of the Air Supply Subsystem in a PEMFC with Balance of Plant Simulation. Sustainability 2017, 9, 73. [Google Scholar] [CrossRef]
- Lohse-Busch, H.; Stutenberg, K.; Duoba, M.; Liu, X.; Elgowainy, A.; Wang, M.; Wallner, T.; Richard, B.; Christenson, M. Automotive fuel cell stack and system efficiency and fuel consumption based on vehicle testing on a chassis dynamometer at minus 18 °C to positive 35 °C temperatures. Int. J. Hydrogen Energy 2020, 45, 861–872. [Google Scholar] [CrossRef]
- Lotrič, A.; Sekavčnik, M.; Kuštrin, I.; Mori, M. Life-cycle assessment of hydrogen technologies with the focus on EU critical raw materials and end-of-life strategies. Int. J. Hydrogen Energy 2021, 46, 10143–10160. [Google Scholar] [CrossRef]
- Jin, H.; Afiuny, P.; McIntyre, T.; Yih, Y.; Sutherland, J.W. Comparative Life Cycle Assessment of NdFeB Magnets: Virgin Production versus Magnet-to-Magnet Recycling. Procedia CIRP 2016, 48, 45–50. [Google Scholar] [CrossRef]
- Vasconcelos, D.d.S.; Tenório, J.A.S.; Botelho Junior, A.B.; Espinosa, D.C.R. Circular Recycling Strategies for LFP Batteries: A Review Focusing on Hydrometallurgy Sustainable Processing. Metals 2023, 13, 543. [Google Scholar] [CrossRef]
- Song, Y.; Xie, B.; Song, S.; Lei, S.; Sun, W.; Xu, R.; Yang, Y. Regeneration of LiFePO4 from spent lithium-ion batteries via a facile process featuring acid leaching and hydrothermal synthesis. Green Chem. 2021, 23, 3963–3971. [Google Scholar] [CrossRef]
- Martínez-Hernando, M.P.; García-Franco, E.; Bolonio, D.; Ortega, M.F.; García-Martínez, M.J. Life cycle sustainability assessment of the platinum supply chain in the European Union. Sustain. Prod. Consum. 2024, 46, 679–689. [Google Scholar] [CrossRef]
- Duclos, L.; Lupsea, M.; Mandil, G.; Svecova, L.; Thivel, P.-X.; Laforest, V. Environmental assessment of proton exchange membrane fuel cell platinum catalyst recycling. J. Clean. Prod. 2017, 142, 2618–2628. [Google Scholar] [CrossRef]
- Hauschild, M.Z.; Huijbregts, M.A.J. Introducing Life Cycle Impact Assessment. In Life Cycle Impact Assessment. LCA Compendium—The Complete World of Life Cycle Assessment; Hauschild, M., Huijbregts, M., Eds.; Springer: Dordrecht, The Netherlands, 2015; pp. 1–16. [Google Scholar] [CrossRef]
- Huijbregts, M.A.J.; Steinmann, Z.J.N.; Elshout, P.M.F.; Stam, G.; Verones, F.; Vieira, M.; Zijp, M.; van Zelm, R. ReCiPe2016, a harmonised life cycle impact assessment method at midpoint and endpoint level. Int. J. Life Cycle Assess. 2017, 22, 138–147. [Google Scholar] [CrossRef]
- International Energy Agency IEA. Global Hydrogen Review 2022. 2022. Available online: https://www.iea.org/reports/global-hydrogen-review-2022 (accessed on 13 December 2023).
- Martini, V.; Mocera, F.; Somà, A. Carbon Footprint Enhancement of an Agricultural Telehandler through the Application of a Fuel Cell Powertrain. World Electr. Veh. J. 2024, 15, 91. [Google Scholar] [CrossRef]
- Henriksen, M.S.; Matthews, H.S.; White, J.; Walsh, L.; Grol, E.; Jamieson, M.; Skone, T.J. Tradeoffs in life cycle water use and greenhouse gas emissions of hydrogen production pathways. Int. J. Hydrogen Energy 2024, 49, 1221–1234. [Google Scholar] [CrossRef]
- Liu, X.; Reddi, K.; Elgowainy, A.; Lohse-Busch, H.; Wang, M.; Rustagi, N. Comparison of well-to-wheels energy use and emissions of a hydrogen fuel cell electric vehicle relative to a conventional gasoline-powered internal combustion engine vehicle. Int. J. Hydrogen Energy 2020, 45, 972–983. [Google Scholar] [CrossRef]
- Buberger, J.; Kersten, A.; Kuder, M.; Eckerle, R.; Weyh, T.; Thiringer, T. Total CO2-equivalent life-cycle emissions from commercially available passenger cars. Renew. Sustain. Energy Rev. 2022, 159, 112158. [Google Scholar] [CrossRef]
- Lee, J.; Cho, H.; Choi, B.; Sung, J.; Lee, S.; Shin, M. Life cycle assessment of tractors. Int. J. Life Cycle Assess. 2000, 5, 205–208. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, Q.; Yu, D. The future of hydrogen energy: Bio-hydrogen production technology. Int. J. Hydrogen Energy 2022, 47, 33677–33698. [Google Scholar] [CrossRef]
- Chen, Z.; Huang, H.; Shi, T.; Peng, X.; Feng, J. Efficiency improvement and Thermo-economic analysis of proton exchange membrane fuel cell system with energy recovery for both air and hydrogen. Appl. Therm. Eng. 2023, 233, 121114. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J. Revolution in Renewables: Integration of Green Hydrogen for a Sustainable Future. Energies 2024, 17, 4148. [Google Scholar] [CrossRef]
- Krebs-Moberg, M.; Pitz, M.; Dorsette, T.L.; Gheewala, S.H. Third generation of photovoltaic panels: A life cycle assessment. Renew. Energy 2021, 164, 556–565. [Google Scholar] [CrossRef]
- Khan, M.H.A.; Sitaraman, T.; Haque, N.; Leslie, G.; Saydam, S.; Daiyan, R.; Amal, R.; Kara, S. Strategies for life cycle impact reduction of green hydrogen production—Influence of electrolyser value chain design. Int. J. Hydrogen Energy 2024, 62, 769–782. [Google Scholar] [CrossRef]
- Shen, H.; Crespo del Granado, P.; Jorge, R.S.; Löffler, K. Environmental and climate impacts of a large-scale deployment of green hydrogen in Europe. Energy Clim. Change 2024, 5, 100133. [Google Scholar] [CrossRef]




| Sub-Assembly | Macro-Component | Value [kg per FU] |
|---|---|---|
| Power Generation | Engine | 1.30 × 10−2 |
| Aftertreatment system | 8.00 × 10−4 | |
| Chassis and Transmission | Chassis | 4.54 × 10−2 |
| Transmission | 1.94 × 10−2 | |
| Tires | 8.00 × 10−3 | |
| Electrical Auxiliary Services System | 12 V lead-acid battery | 8.00 × 10−4 |
| PCB | 4.00 × 10−5 | |
| Cabling | 6.00 × 10−4 | |
| Vehicle control units | 1.20 × 10−4 | |
| Cooling and Hydraulic Systems | Radiators (aluminum) | 1.60 × 10−3 |
| Steel pipe | 2.20 × 10−3 | |
| Rubber | 1.12 × 10−3 | |
| Brass | 2.60 × 10−3 | |
| Other Category | Seat | 6.00 × 10−4 |
| Rollbar | 1.20 × 10−3 | |
| Dashboard | 4.00 × 10−4 | |
| External bodywork | 1.00 × 10−3 | |
| Paint | 2.00 × 10−4 | |
| Screw | 1.40 × 10−3 |
| FC stack rated power | 66 kW |
| Li-ion battery pack capacity | 6 kWh |
| Li-ion battery pack rated voltage | 240 V |
| Electric motor rated power | 75 kW |
| Electric motor rated speed | 2600 rpm |
| Stack power density | 1.095 W/cm2 |
| Total-to-active-area ratio | 0.625 |
| Membrane active area | 6.03 m2 |
| Membrane material | Nafion, 25.4 μm thick |
| Pt load | 0.32 mg/cm2active |
| GDL | Carbon paper with PTFE, 210 μm thick |
| Microporous layer | Carbon black and PTFE, 50 μm thick |
| Bipolar plate material | Stainless steel with coating |
| Powertrain Element | Sub-Component | Material | % wt. |
|---|---|---|---|
| Battery Pack | Cathode | LiFePO4 (active material) | 25% |
| Anode | Graphite (active material) | 20% | |
| Binder | PVDC | 2% | |
| Electrolyte | LiFP6 + solution 1:1 EC and DMC | 9% | |
| Separator | PE + PP | 5% | |
| BMS | - | 5% | |
| Cell container | Aluminum | 4% | |
| Module casing | Aluminum | 20% | |
| Pack case | Aluminum and steel | 10% | |
| Electric Motor | Stator and rotor cores | Electrical steel with coating | 46% |
| Conducting wire | Copper with insulation materials | 11% | |
| Rotor endplates | Stainless steel | 1.5% | |
| Motor shaft | Stainless steel | 4% | |
| Housing | Aluminum | 25% | |
| Magnets | Nd(Dy)FeB | 3% | |
| Other | - | 9.5% | |
| Power Converter | Casing | Aluminum with varnish | 62% |
| Busbar | Copper layers insulated by PET | 9% | |
| Power module | Copper, plastics, silicone gel, galvanized steel | 7% | |
| DC link capacitor | Plastic-film-type capacitance | 7% | |
| PCB | - | 4% | |
| Other | - | 11% |
| Macro-Component | Value FU [] |
|---|---|
| FC Stack | 1.60 × 10−3 |
| Air Compressor | 2.00 × 10−4 |
| Water Management | 3.00 × 10−4 |
| Heat Management | 6.00 × 10−4 |
| Hydrogen Supply System | 1.60 × 10−4 |
| Hydrogen Tank | 4.40 × 10−3 |
| DC/DC Converter | 2.40 × 10−4 |
| Battery Pack | 2.40 × 10−3 |
| Inverter | 2.40 × 10−4 |
| Electric Motor | 1.80 × 10−3 |
| Signal and Power Cabling | 6.00 × 10−4 |
| Group Transport | Value FU [] | |
|---|---|---|
| ICET | FCHET | |
| Group 1 | 3.39 × 10 | 3.33 × 10 |
| Group 2 | 1.97 | 4.59 |
| Task | Annual Work Time (%) | Avg. Power (kW) |
|---|---|---|
| Weeding | 14.3% | 35.6 |
| Use of atomizer | 14.3% | 42.1 |
| Grape harvesting | 14.3% | 20.7 |
| Plant lifting plowing | 28.6% | 11.0 |
| Use of tying machine | 28.6% | 5.3 |
| Vehicle | Macro-Component | Value FU [] |
|---|---|---|
| ICET | Propellant (Diesel Fuel) | 2.24 kg |
| Engine Lubricant Oil | 1.08 × 102 kg | |
| Hydraulic Oil | ||
| Tires | 2.40 × 10−2 kg | |
| Transport (Road Transport) | 5.69 × 102 kgkm | |
| FCHET | Propellant (Gray Hydrogen) | 5.08 × 10−1 kg |
| Hydraulic Oil | 3.60 × 10−3 kg | |
| Tires | 2.40 × 10−2 kg | |
| Transport (Road Transport) | 1.34 × 102 kgkm |
| Impact Category | ICET | FCHET | ∆ % |
|---|---|---|---|
| GWP100 ] | 6.01 × 10−1 | 1.11 | 83.72% |
| HTPc ] | 4.04 × 10−1 | 4.03 × 10−1 | −0.34% |
| HTPnc ] | 1.22 | 3.53 | 189.42% |
| PMFP ] | 9.88 × 10−4 | 2.22 × 10−3 | 124.60% |
| TETP | 3.20 | 6.17 | 93.05% |
| FETP | 7.01 × 10−2 | 1.67 × 10−1 | 138.85% |
| HOFP | 1.52 × 10−3 | 3.51 × 10−3 | 127.56% |
| EOFP | 2.66 × 10−3 | 3.67 × 10−3 | 38.22% |
| SOP | 1.48 × 10−1 | 2.54 × 10−1 | 72.01% |
| FFP | 2.11 × 10−1 | 3.48 × 10−1 | 65.26% |
| Impact Category | ICET | FCHET | ∆ % |
|---|---|---|---|
| GWP100 | 8.60 | 5.05 | −41.28% |
| HTPc | 6.82 × 10−1 | 1.02 × 10−1 | −85.08% |
| HTPnc | 3.09 × 10 | 6.15 × 10−1 | −98.01% |
| PMFP | 2.03 × 10−2 | 1.30 × 10−3 | −93.60% |
| TETP [ | 3.08 × 10 | 3.97 | −87.08% |
| FETP [ | 3.43 × 10−1 | 3.57 × 10−2 | −89.61% |
| HOFP [] | 6.66 × 10−2 | 4.08 × 10−3 | −93.88% |
| EOFP | 6.84 × 10−2 | 4.88 × 10−3 | −92.87% |
| SOP ] | 2.75 × 10−1 | 4.04 × 10−2 | −85.30% |
| FFP [] | 2.42 | 2.17 | −10.07% |
| Impact Category | ICET | FCHET | ∆ % |
|---|---|---|---|
| GWP100 ] | −2.74 × 10−1 | −3.04 × 10−1 | −10.85% |
| HTPc ] | −2.97 × 10−1 | −2.68 × 10−1 | +9.72% |
| HTPnc ] | −5.73 × 10−1 | −1.92 | −234.30% |
| PMFP ] | −5.15 × 10−4 | −7.80 × 10−4 | −51.42% |
| TETP ] | −1.05 × 10 | −1.16 × 10−1 | −10.70% |
| FETP ] | 1.57 × 10−2 | −2.39 × 10−3 | −115.21% |
| HOFP ] | −7.19 × 10−4 | −1.46 × 10−3 | −102.56% |
| EOFP ] | −8.59 × 10−4 | −1.53 × 10−3 | −78.24% |
| SOP ] | −1.20 × 10−1 | −2.03 × 10−1 | −69.71% |
| FFP ] | −1.28 × 10−1 | −1.36 × 10−1 | −6.34% |
| Impact Category | ICET | FCHET | ∆ % |
|---|---|---|---|
| GWP100 [] | 8.93 | 5.85 | −34.46% |
| HTPc ] | 7.89 × 10−1 | 2.36 × 10−1 | −70.04% |
| HTPnc ] | 3.15 × 10 | 2.23 | −92.92% |
| PMFP ] | 2.08 × 10−2 | 2.74 × 10−3 | −86.82% |
| TETP ] | 3.29 × 10 | 8.99 | −72.71% |
| FETP ] | 4.29 × 10−1 | 2.01 × 10−1 | −53.20% |
| HOFP ] | 6.75 × 10−2 | 6.13 × 10−3 | −90.91% |
| EOFP ] | 7.02 × 10−2 | 7.02 × 10−3 | −90.00% |
| SOP ] | 3.03 × 10−1 | 9.19 × 10−2 | −69.71% |
| FFP ] | 2.50 | 2.38 | −4.55% |
| Element | Quantity |
|---|---|
| Deionized water | 9 kg |
| Electrical power (from PV panels) | 160 kWh |
| Impact Category | FCHET with Green Hydrogen | Difference with Respect to ICET | Difference with Respect to FCHET Using Gray Hydrogen |
|---|---|---|---|
| ] | 2.31 | −74% | −60% |
| ] | 3.67 × 10−1 | −53% | +55% |
| ] | 9.21 | −71% | +313% |
| ] | 5.80 × 10−3 | −72% | +112% |
| ] | 6.90 × 10 | +110% | +668% |
| ] | 1.01 | +135% | +401% |
| ] | 7.19 × 10−3 | −89% | +17% |
| ] | 7.50 × 10−3 | −89% | +7% |
| ] | 1.22 × 10−1 | −60% | +32% |
| ] | 6.80 × 10−1 | −73% | −71% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martelli, S.; Martini, V.; Mocera, F.; Soma’, A. Life Cycle Assessment Comparison of Orchard Tractors Powered by Diesel and Hydrogen Fuel Cell. Energies 2024, 17, 4599. https://doi.org/10.3390/en17184599
Martelli S, Martini V, Mocera F, Soma’ A. Life Cycle Assessment Comparison of Orchard Tractors Powered by Diesel and Hydrogen Fuel Cell. Energies. 2024; 17(18):4599. https://doi.org/10.3390/en17184599
Chicago/Turabian StyleMartelli, Salvatore, Valerio Martini, Francesco Mocera, and Aurelio Soma’. 2024. "Life Cycle Assessment Comparison of Orchard Tractors Powered by Diesel and Hydrogen Fuel Cell" Energies 17, no. 18: 4599. https://doi.org/10.3390/en17184599
APA StyleMartelli, S., Martini, V., Mocera, F., & Soma’, A. (2024). Life Cycle Assessment Comparison of Orchard Tractors Powered by Diesel and Hydrogen Fuel Cell. Energies, 17(18), 4599. https://doi.org/10.3390/en17184599