
3-D CFD Modeling for Parametric Study in a 300-MWe One-Stage Oxygen-Blown Entrained-Bed Coal Gasifier

Abstract
:1. Introduction
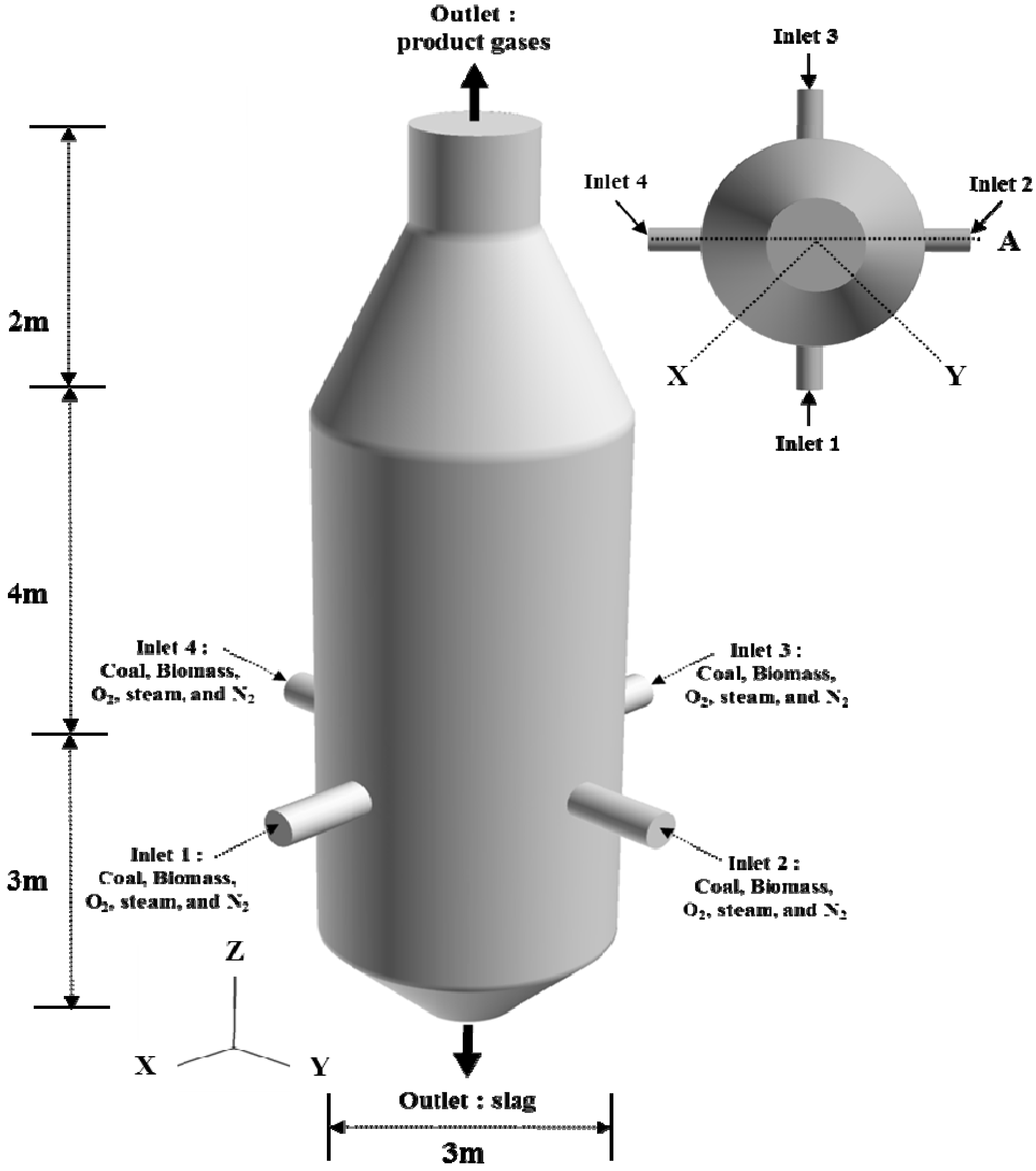
2. The SCGP Gasifier and Coals


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Analysis | Contents | Illinois #6 Coal | Drayton Coal | Design Coal |
|---|---|---|---|---|
| Proximate analysis (wt%) | Moisture | 11.12 | 2.0 | 2.06 |
| Fixed Carbon | 44.19 | 51.25 | 49.25 | |
| Ash | 9.7 | 12.54 | 9.93 | |
| Volatiles | 34.99 | 34.20 | 38.76 | |
| Total | 100 | 100 | 100 | |
| Ultimate analysis (wt%) | Moisture | 11.12 | 2.0 | 2.06 |
| Carbon | 63.75 | 68.01 | 62.36 | |
| Hydrogen | 4.5 | 4.82 | 4.49 | |
| Nitrogen | 1.25 | 1.33 | 0.70 | |
| Chlorine | 0.29 | - | - | |
| Sulfur | 2.51 | 0.99 | 0.94 | |
| Ash | 9.7 | 12.54 | 9.93 | |
| Oxygen | 6.88 | 10.39 | 19.53 | |
| Total | 100 | 100 | 100 | |
| Calorific value (HHV) (kcal/kg) | 6481.25 | 6616.03 | 6925.11 | |
3. Numerical Model
3.1. Coal Devolatilization Model
3.2. Gas Phase Reaction Model
3.3. Char Gasification Model
| Gas Phase Reactions | Equation | Ar | Er (J/kmol) | m | a | b | Ref. |
|---|---|---|---|---|---|---|---|
| CηHθOκ → αcC7H8 + βcCO + γcH2 | (6) | 4.26 × 106 1/s | 1.08 × 108 | 0 | 0 | 0 | [32] |
| CηHθOκ + δgO2 → εgCO + ζgH2O | (7) | 9.2 × 106 1/K/s | 8.02 × 107 | 1 | 0 | 0 | [32] |
| CO +0.5O2 → CO2 | (8) | 2.239 × 1012 (m3/kmol)0.75/s | 1.674 × 108 | 0 | 1 | 0.25 | [33] |
| H2 + 0.5O2 → H2O | (9) | 6.8 × 1015 (m3/kmol)0.75/K−1/s | 1.67 × 108 | −1 | 0.25 | 1.5 | [33] |
| CH4 + 0.5O2 → CO + 2H2 | (10) | 4.4 × 1011 (m3/kmol)0.75/s | 1.25 × 108 | 0 | 0.5 | 1.25 | [34] |
| CO + H2O → CO2 + H2 | (11) | 2.34 × 1010 (m3/kmol)0.5/s | 2.883 × 108 | 0 | 0.5 | 1 | [35] |
| H2 + CO2 → CO + H2O | (12) | 2.2 × 107 (m3/kmol)0.5/s | 1.9 × 108 | 0 | 0.5 | 1 | [27] |
| CH4 + H2O → CO+ 3H2 | (13) | 8.7 × 107 (m3/kmol)0.5/s | 2.51 × 108 | 0 | 0.5 | 1 | [27] |
| CO +3H2 → CH4 + H2O | (14) | 5.12 × 10−14 m3/kmol/s | 2.73 × 104 | 0 | 1 | 1 | [9] |
| C7H8 + H2 → C6H6 + CH4 | (15) | 1.04 × 1012 (m3/kmol)0.5/s | 2.47 × 108 | 0 | 1 | 0.5 | [35] |
| C7H8 + 9O2 → 7CO2 + 4H2O | (16) | 1.6 × 108 (m3/kmol)0.75/s | 1.255 × 108 | 0 | −0.1 | 1.85 | [36] |
| C6H6 + 5H2O → 5CO + 6H2 + CH4 | (17) | 4.4 × 108 m3/kmol/s | 2.2 × 108 | 0 | 1 | 1 | [37] |
| C6H6 + 7.5O2 → 6CO2 + 3H2O | (18) | 2 × 108 (m3/kmol)0.75/s | 1.255 × 108 | 0 | −0.1 | 1.85 | [38] |
| C6H6 + 3O2 → 6CO + 3H2 | (19) | 1.58 × 1015 m3/kmol/s | 2.026 × 108 | 0 | 1 | 1 | [39] |
| H2O → H2 + 0.5O2 | (20) | 2.5 × 1010 m3/kmol/s | 3.5 × 108 | 0 | 1 | 0.5 | [27] |
4. Numerical Methods
4.1. Numerical Scheme

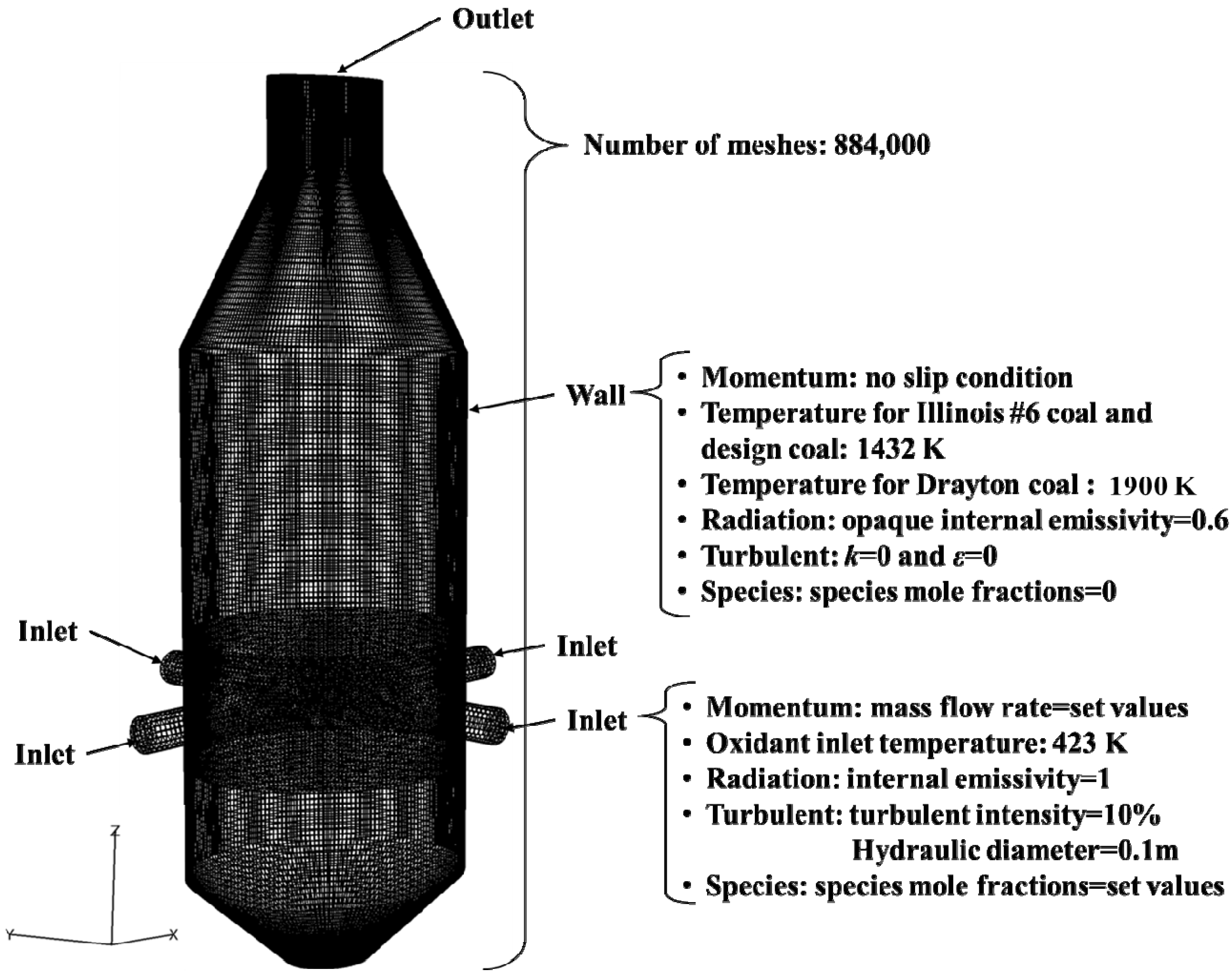
4.2. Numerical Conditions
4.2.1. Drayton Coal
4.2.2. Illinois #6 Coal and Design Coal
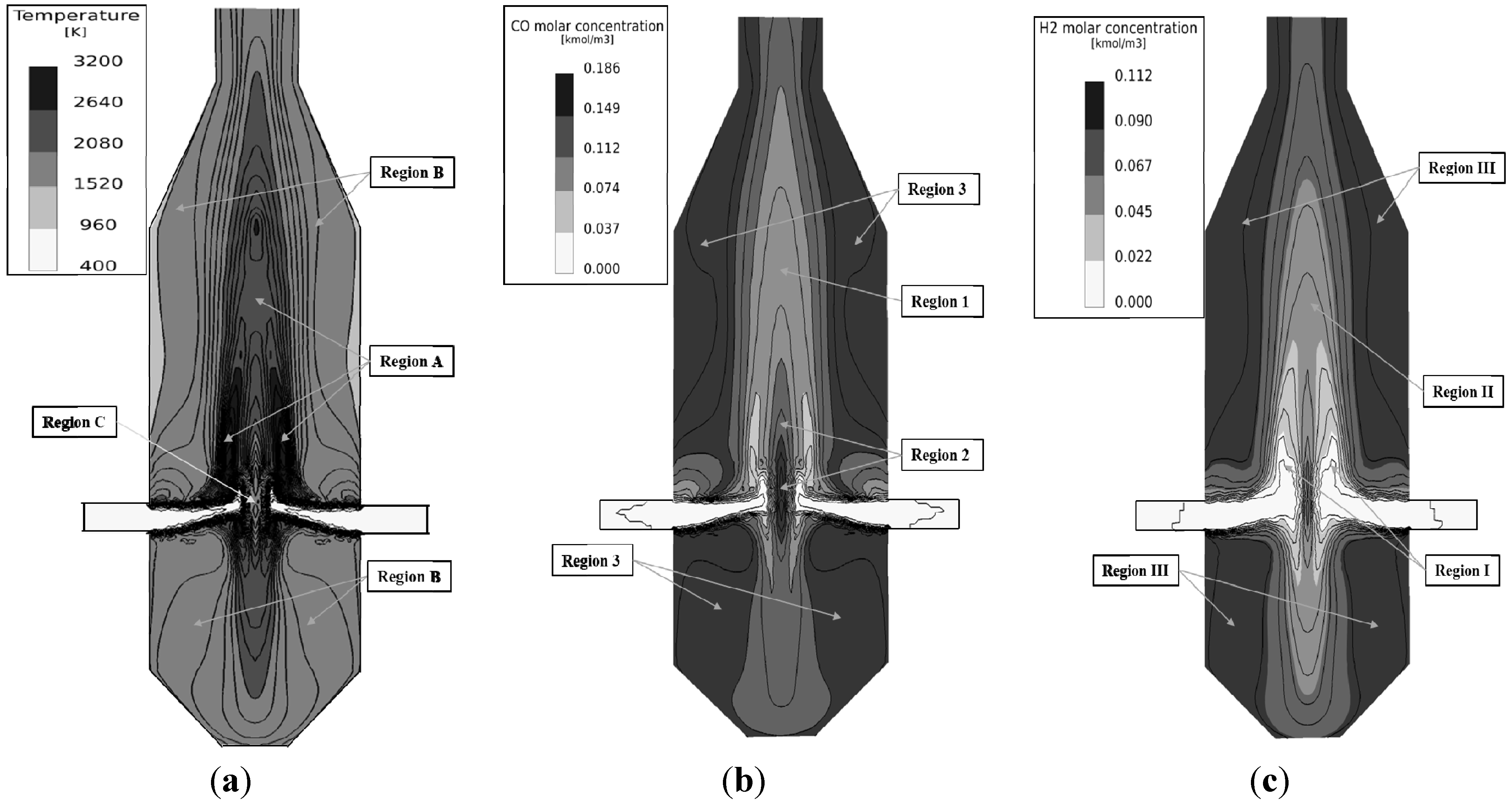
5. Results and Discussion
| Contents | Specific Coal Particle Size (100 μm) | Coal Particle Size Distributions (74–297 μm) |
|---|---|---|
| Mole Fraction of CO | 0.5702 | 0.5689 |
| Mole Fraction of H2 | 0.2967 | 0.2755 |
| Mole Fraction of CO2 | 0.0188 | 0.0315 |
| Mole Fraction of CH4 | 0.00076 | 0.00095 |
| Mole Fraction of H2O | 0.0375 | 0.0581 |
| Mole Fraction of N2 | 0.0213 | 0.0329 |
| Exit Temperature (K) | 1847 | 1874 |
5.1. Verification of Simulation
5.1.1. Drayton Coal
| Contents | Demkolec Plant (SCGP Gasifier) [42] | CFD Calculation Results |
|---|---|---|
| CO (%) | 63.4 | 62.96 (34.19 kg/s) |
| H2 (%) | 28.4 | 29.23 (1.10 kg/s) |
| CO2 (%) | 1.5 | 2.62 (2.23 kg/s) |
| N2 (%) | 6.2 | 4.35 (1.13 kg/s) |
| Others (%) | 0.5 | 1.84 (1.72 kg/s) |
| Temperature (K) | 2068.65 | |
| CGE (%) | 78.6 | 78.29 |
| CCE (%) | 98–99.5 | 99.63 |
| Operating conditions | Feed rate of coal: 21.86 kg/s | |
| O2/coal ratio: 0.885 | ||
| Steam/coal ratio: 0.071 | ||
| N2/coal ration: 0.044 | ||
5.1.2. Illinois #6 Coal


| Contents | Our CFD Results | Our ASPEN Plus Results | ASPEN Plus Results of NETL [28] | Our CFD Results | Our ASPEN Plus Results | ASPEN Plus Results of NETL [28] |
|---|---|---|---|---|---|---|
| Mole Fraction of CO | 0.5702 | 0.5421 | 0.5797 | 0.5016 | 0.4907 | 0.5187 |
| Mole Fraction of H2 | 0.2967 | 0.3171 | 0.3006 | 0.2814 | 0.2981 | 0.2691 |
| Mole Fraction of CO2 | 0.0188 | 0.0238 | 0.0143 | 0.0412 | 0.0514 | 0.0126 |
| Mole Fraction of CH4 | 0.00076 | 0.00031 | 0.0006 | 0.00023 | 0.00017 | 0.0005 |
| Mole Fraction of H2O | 0.0375 | 0.0107 | 0.0252 | 0.0985 | 0.1153 | 0.1278 |
| Mole Fraction of N2 | 0.0213 | 0.0159 | 0.0567 | 0.0312 | 0.0135 | 0.0507 |
| Others | 0.05474 | 0.09009 | 0.0229 | 0.04587 | 0.03083 | 0.0206 |
| Exit Temperature (K) | 1846.55 | 1850 (Calculation temperature) | 1850.15 | 1887.42 | 1895 (Calculation temperature) | 1895.15 |
| CCE (%) | 99.3 | - | 99.5 | 99.7 | - | 99.8 |
| CGE (%) | 78.7 | - | 79.5 | 77.1 | - | 78.1 |
| Operating conditions | Feed rate of coal: 28.35 kg/s | Feed rate of coal: 22.26 kg/s | ||||
| O2/coal ratio: 0.798 | O2/coal ratio: 0.881 | |||||
| Steam/coal ratio: 0.103 | Steam/coal ratio: 0.127 | |||||
| N2/coal ration: 0.112 | N2/coal ration: 0.165 | |||||
| Coal | Illinois #6 coal | |||||

5.1.3. Design Coal

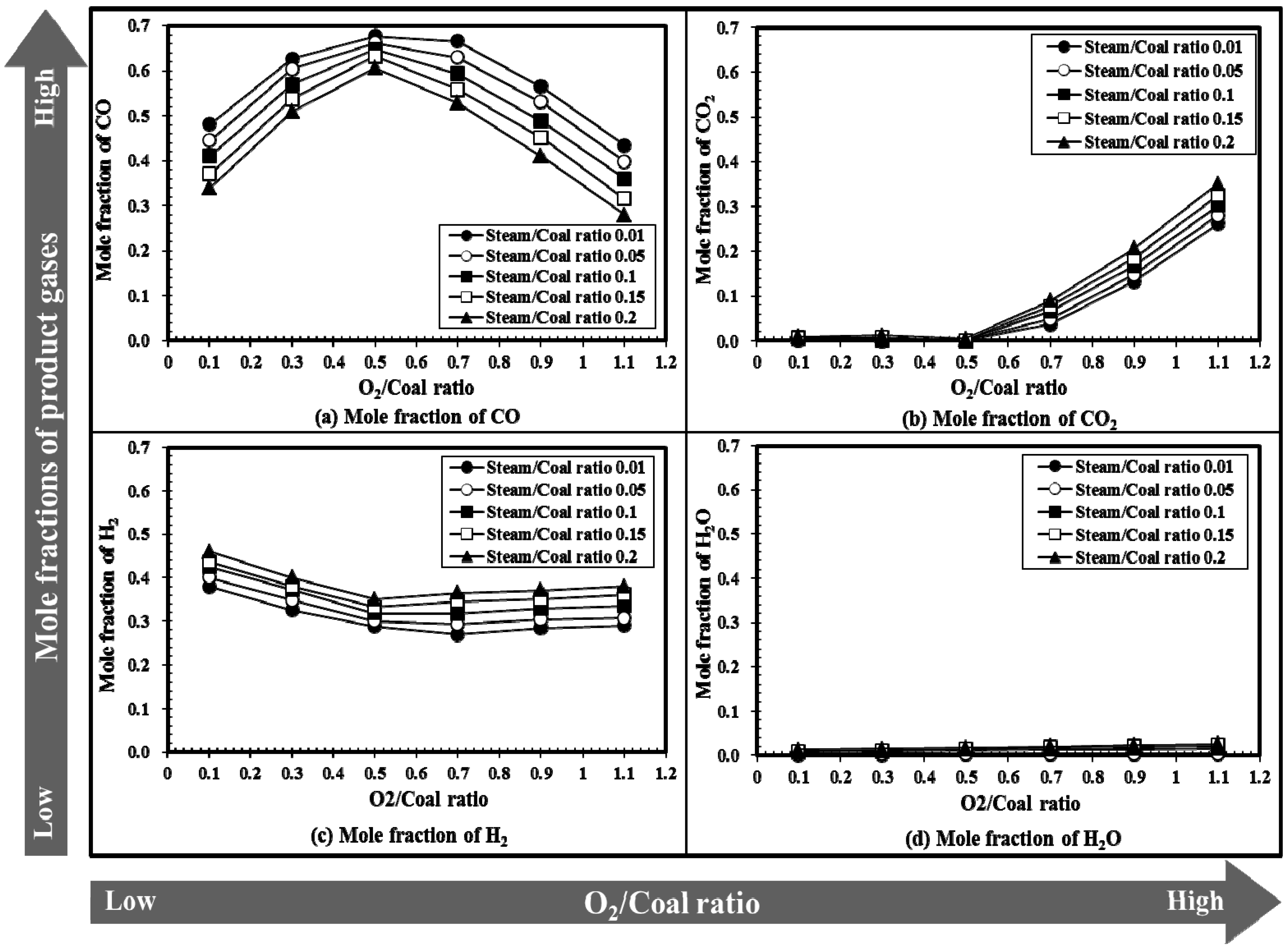
5.2. Effects of O2/Coal and Steam/Coal Ratios (Design Coal)





6. Conclusions
Acknowledgments
Author Contributions
Supplementary Materials
Conflicts of Interest
References
- Yun, Y.S.; You, Y.D.; Chung, S.W. Selection of IGCC candidate coals by pilot scale gasifier. Fuel Process. Technol. 2007, 88, 107–116. [Google Scholar] [CrossRef]
- Shinada, O.; Yamada, A.; Koyama, Y. The development of advanced energy technologies in Japan IGCC: A key technology for the 21st century. Energy Convers. Manag. 2002, 43, 1221–1233. [Google Scholar] [CrossRef]
- Necille, A.; Holt, H. Operating experience and improvement opportunities for coal-based IGCC plants. Mater. High Temp. 2003, 20, 112–122. [Google Scholar]
- Liebner, W.; Hauser, N. Optimizing costing study for a 500 MW IGCC power plant based on Shell Gasification Gasification Process. In Proceedings of the Electric Power Research Institute (EPRI) Gasification Conference, San Francisco, CA, USA, 2–4 October 1996.
- Chen, C.J.; Hung, C.I.; Chen, W.H. Numerical investigation on performance of coal gasification under various. Appl. Energy 2012, 100, 218–228. [Google Scholar] [CrossRef]
- Zhang, G.; Yang, Y.; Jin, H.; Xu, G.; Zhang, K. Proposed combined-cycle power system based on oxygen-blown coal partial gasification. Appl. Energy 2012, 102, 735–745. [Google Scholar] [CrossRef]
- HM Associate Inc.; Princeton Energy Resources International LLC.; TFB Consulting. Assessment of the Commercial Potential for Small Gasification Combined Cycle and Fuel Cell Systems Phase II Final Draft Report; U.S. Department of Energy Office of Fossil Energy Office of Coal and Power Systems: Washington, DC, USA, 2003. [Google Scholar]
- U.S. Government Printing Office. Gasification Markets and Technologies—Present and Future: An Industry Perspective; U.S. Government Printing Office: Washington, DC, USA, 2002.
- Lee, H.; Choi, S.; Paek, M. A simple process modelling for a dry-feeding entrained bed coal gasifier. Proc. Inst. Mech. Eng. A J. Power Energy 2011, 225, 74–84. [Google Scholar] [CrossRef]
- Lee, H.H.; Lee, J.C.; Joo, Y.J.; Oh, M.; Lee, C.H. Dynamic modeling of Shell entrained flow gasifier in an integrated gasification combined cycle process. Appl. Energy 2014, 131, 425–440. [Google Scholar] [CrossRef]
- Gazzani, M.; Manzolini, G.; Macchi, E.; Ghoniem, A.F. Reduced order modeling of the Shell-Prenflo entrained flow gasifier. Fuel 2013, 104, 822–837. [Google Scholar] [CrossRef]
- Monaghan, R.F.D.; Ghoniem, A.F. A dynamic reduced order model for simulating entrained flow gasifiers. Part II: Model validation and sensitivity analysis. Fuel 2012, 94, 280–297. [Google Scholar] [CrossRef]
- Monaghan, R.F.D.; Ghoniem, A.F. A dynamic reduced order model for simulating entrained flow gasifiers. Part I: Model development and description. Fuel 2012, 91, 61–80. [Google Scholar] [CrossRef]
- Chen, C.X.; Horio, M.; Kojima, T. Numerical simulation of entrained flow coal gasifiers. Part I: Modeling of coal gasification in an entrained flow gasifier. Chem. Eng. Sci. 2000, 55, 3861–3874. [Google Scholar] [CrossRef]
- Watanabe, H.; Otaka, M. Numerical simulation of coal gasification in entrained flow coal gasifier. Fuel 2006, 85, 1935–1943. [Google Scholar] [CrossRef]
- Slezak, A.; Kuhlman, J.M.; Shadle, L.J.; Spenik, J.; Shi, S. CFD simulation of entrained-flow coal gasification: Coal particle density/size fraction effects. Powder Technol. 2010, 203, 98–108. [Google Scholar] [CrossRef]
- Sun, Z.; Dai, Z.; Zhou, Z.; Guo, Q.; Yu, G. Numerical simulation of industrial opposed multi-burner coal-water slurry entrained flow gasifier. Ind. Eng. Chem. Res. 2012, 51, 2560–2569. [Google Scholar] [CrossRef]
- Luan, Y.T.; Chyou, Y.P.; Wang, T. Numerical analysis of gasification performance via finite-rate model in a cross-type two-stage gasifier. Int. J. Heat Mass Transf. 2013, 57, 558–566. [Google Scholar] [CrossRef]
- Kumar, M.; Ghoniem, A.F. Multiphysics simulations of entrained flow gasification. Part I: Validating the nonreacting flow solver and the particle turbulent dispersion model. Energy Fuels 2012, 26, 451–463. [Google Scholar] [CrossRef]
- Kumar, M.; Ghoniem, A.F. Multiphysics simulations of entrained flow gasification. Part II: Constructing and validating the overall model. Energy Fuels 2012, 26, 464–479. [Google Scholar] [CrossRef]
- Abani, N.; Ghoniem, A.F. Large eddy simulations of coal gasification in an entrained flow gasifier. Fuel 2013, 104, 664–680. [Google Scholar] [CrossRef]
- Seggiani, M. Modelling and simulation of time varying slag flow in a Prenflo entrained-flow gasifier. Fuel 1998, 77, 1611–1621. [Google Scholar] [CrossRef]
- Ye, I.S.; Park, S.; Ryu, C.; Park, S.K. Flow and heat transfer characteristics in the syngas quench system of a 300 MWe IGCC process. Appl. Therm. Eng. 2013, 58, 11–21. [Google Scholar] [CrossRef]
- Hong, J.; Jeong, H.J.; Song, J.; Hwang, J. Numerical study on the 300 MW Shell-type one-stage entrained flow coal gasifier applied with 4-layer slagging model. Trans. Korean Soc. Combust. 2012, 17, 1–11. [Google Scholar]
- Hong, J.; Park, S.S.; Song, J.; Hwang, J. Numerical study on 300 MW Shell-type one-stage entrained flow bed gasifier: Effect of coal biomass blending ratio on CO2 gasification. Trans. Korean Hydrog. New Energy Soc. 2012, 23, 274–284. [Google Scholar] [CrossRef]
- Jeong, H.J.; Seo, D.K.; Hwang, J. CFD modeling for coal size effect on coal gasification in a two-stage commercial entrained-bed gasifier with an improved char gasification model. Appl. Energy 2014, 123, 29–36. [Google Scholar] [CrossRef]
- Ma, J.; Zitney, S.E. CFD modeling of entrained-flow gasifiers with improved physical and chemical submodels. Energy Fuels 2012, 26, 7195–7219. [Google Scholar] [CrossRef]
- National Energy Technology Laboratory, U.S. Government Printing Office. Cost and Performance Baseline for Fossil Energy Plants Volume 1: Bituminous Coal and Natural gas to Electricity; National Energy Technology Laboratory, U.S. Government Printing Office: Pittsburgh, PA, USA, 2010.
- ANSYS Inc. ANSYS FLUENT User’s Guide, Release 14.0; ANSYS Inc.: Canonsburg, PA, USA, 2011. [Google Scholar]
- Silaen, A.; Wang, T. Effects of fuel injection angles on performance of a two-stage coal gasifier. In Proceedings of the 23th Annual International Pittsburgh Coal Conference, Pittsburgh, PA, USA, 25–28 September 2006.
- Tomeczek, J. Coal Combustion; Krieger Publishing Company Inc.: Malabar, FL, USA, 1994. [Google Scholar]
- Gomez-Barea, A.; Leckner, B. Modeling of biomass gasification in fluidized bed. Prog. Energy Combust. Sci. 2010, 36, 444–509. [Google Scholar] [CrossRef]
- Westbrook, C.K.; Dryer, F.L. Simplified reaction mechanisms for the oxidation of hydrocarbon fuels in flames. Combust. Sci. Technol. 1981, 27, 31–43. [Google Scholar] [CrossRef]
- Jones, W.P.; Lindstedt, R.P. Global reaction schemes for hydrocarbon combustion. Combust. Flame 1988, 73, 233–249. [Google Scholar] [CrossRef]
- Bustanmante, F.; Enick, R.M.; Killmeyer, R.P.; Howard, B.H.; Rothenberger, K.S.; Cugini, A.V.; Morreale, B.D.; Ciocco, M.V. Uncatalyzed and wall-catalyzed forward water-gas shift reaction kinetics. AIChE J. 2005, 51, 1440–1454. [Google Scholar] [CrossRef]
- Jess, A. Mechanisms and kinetics of thermal reactions of aromatic hydrocarbons from pyrolysis of solid fuels. Fuel 1996, 75, 1441–1448. [Google Scholar] [CrossRef]
- Turns, S.R. An Introduction to Combustion, Concepts and Applications, 2nd ed.; McGraw-Hill: Singapore, 2006. [Google Scholar]
- Virks, P.S.; Chambers, L.E.; Woebcke, H.N. Thermal hydrogasification aromatic compounds. Adv. Chem. Ser. 1974, 131, 237–258. [Google Scholar]
- Petersen, I.; Werther, J. Experimental investigation and modeling of gasification of sewage sludge in the circulating fluidized bed. Chem. Eng. Process. 2005, 44, 717–736. [Google Scholar] [CrossRef]
- Freund, H. Gasification of carbon by CO2: A transient kinetics experiment. Fuel 1986, 65, 63–66. [Google Scholar] [CrossRef]
- Ni, J.; Liang, Q.; Zhou, Z.; Dai, Z.; Yu, G. Numerical and experimental investigations on gas-particle flow behaviors of the ppposed multi-burner gasifier. Energy Conver. Manag. 2009, 50, 3035–3044. [Google Scholar] [CrossRef]
- Eurlings, J.T.G.M.; Ploeg, J.E.G. Process performance of the SCGP at Buggenum IGCC. In Proceedings of the Gasification Technologies Conference, San Francisco, CA, USA, 18–20 October 1999.
- Choi, Y.C.; Park, T.J.; Kim, J.H.; Lee, J.G.; Hong, J.C.; Kim, Y.G. Experimental studies of 1 ton/day coal slurry feed type oxygen entrained-flow gasifier. Korean J. Chem. Eng. 2001, 18, 493–498. [Google Scholar] [CrossRef]
- Ash Fusion Temperatures. Available online: http://www.et.byu.edu/~larryb/Ash%20Fusion%20Temperatures_1.html (accessed on 10 March 2015).
- Bockelie, M.J.; Denison, M.K.; Chen, Z.; Linjewile, T.; Senior, C.L.; Sarofim, A.F. CFD modeling for entrained flow gasifiers in vision 21 systems. In Proceedings of the 19th Annual International Pittsburgh Coal Conference, Pittsburgh, PA, USA, 24–26 September 2002.
- Elliott, L.; Wang, S.M.; Wall, T.; Novak, F.; Lucas, J.; Hurst, H.; Patterson, J.; Happ, J. Dissolution of lime into synthetic coal ash slags. Fuel Process. Technol. 1998, 56, 45–53. [Google Scholar] [CrossRef]
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, S.S.; Jeong, H.J.; Hwang, J. 3-D CFD Modeling for Parametric Study in a 300-MWe One-Stage Oxygen-Blown Entrained-Bed Coal Gasifier. Energies 2015, 8, 4216-4236. https://doi.org/10.3390/en8054216
Park SS, Jeong HJ, Hwang J. 3-D CFD Modeling for Parametric Study in a 300-MWe One-Stage Oxygen-Blown Entrained-Bed Coal Gasifier. Energies. 2015; 8(5):4216-4236. https://doi.org/10.3390/en8054216
Chicago/Turabian StylePark, Sang Shin, Hyo Jae Jeong, and Jungho Hwang. 2015. "3-D CFD Modeling for Parametric Study in a 300-MWe One-Stage Oxygen-Blown Entrained-Bed Coal Gasifier" Energies 8, no. 5: 4216-4236. https://doi.org/10.3390/en8054216
APA StylePark, S. S., Jeong, H. J., & Hwang, J. (2015). 3-D CFD Modeling for Parametric Study in a 300-MWe One-Stage Oxygen-Blown Entrained-Bed Coal Gasifier. Energies, 8(5), 4216-4236. https://doi.org/10.3390/en8054216