
Energy Consumption and Saving Analysis for Laser Engineered Net Shaping of Metal Powders

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Properties
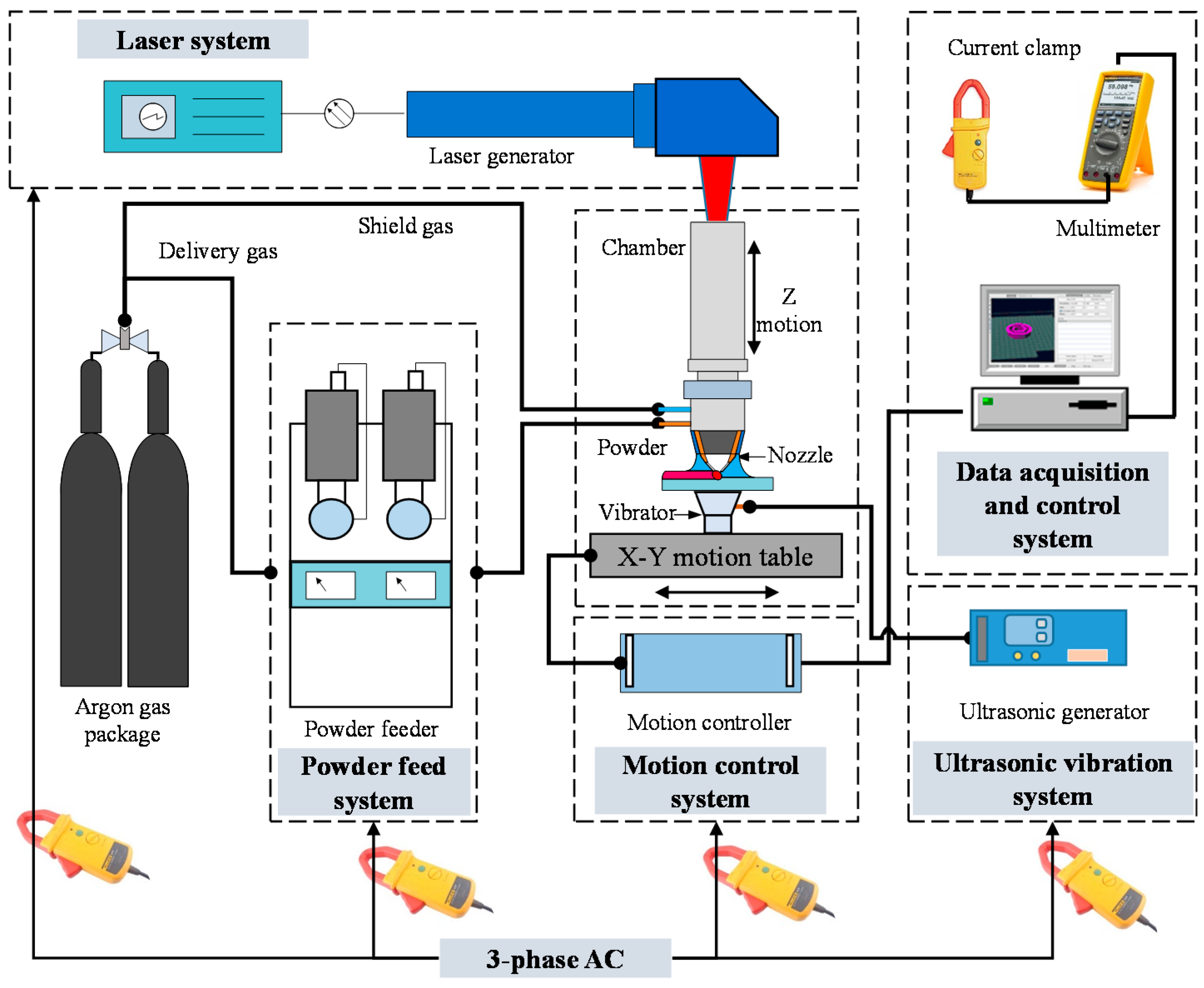
2.2. Experimental Set-Up
2.3. Date Collection
2.4. Energy Consumption Measurement
3. Results and Discussion
3.1. Effects of Input Variables
3.2. Effect of Ultrasonic Vibration
3.3. Effect of Powder Materials
4. Conclusions
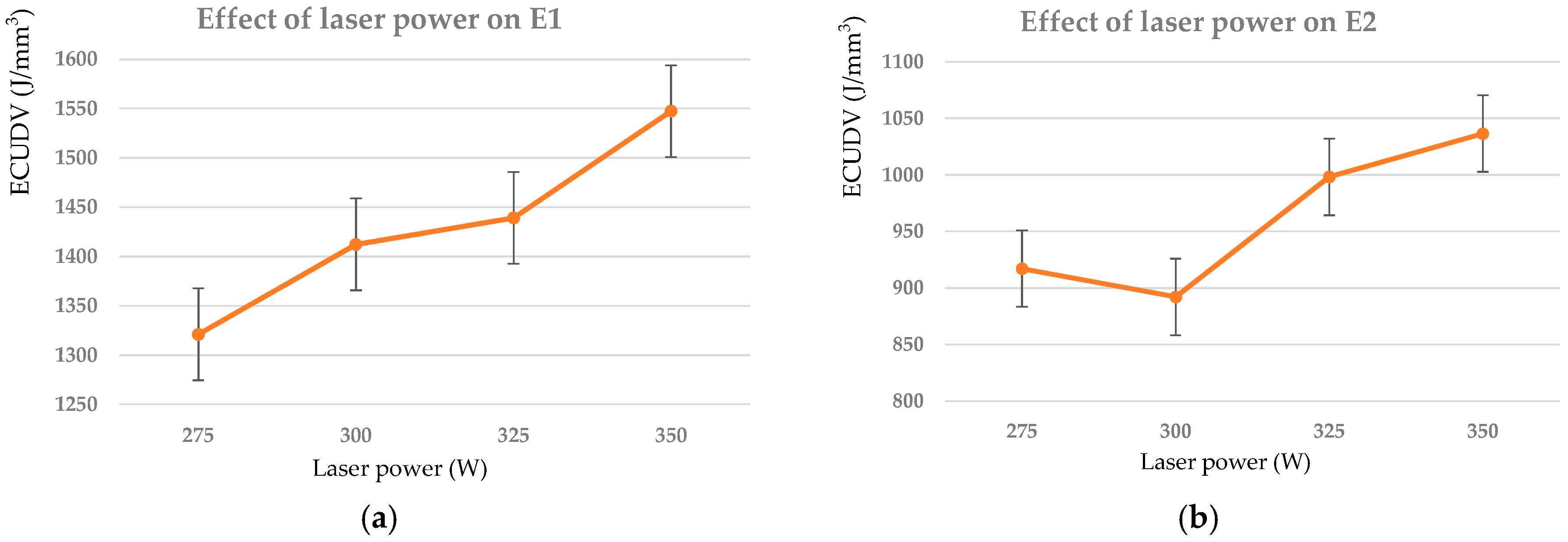
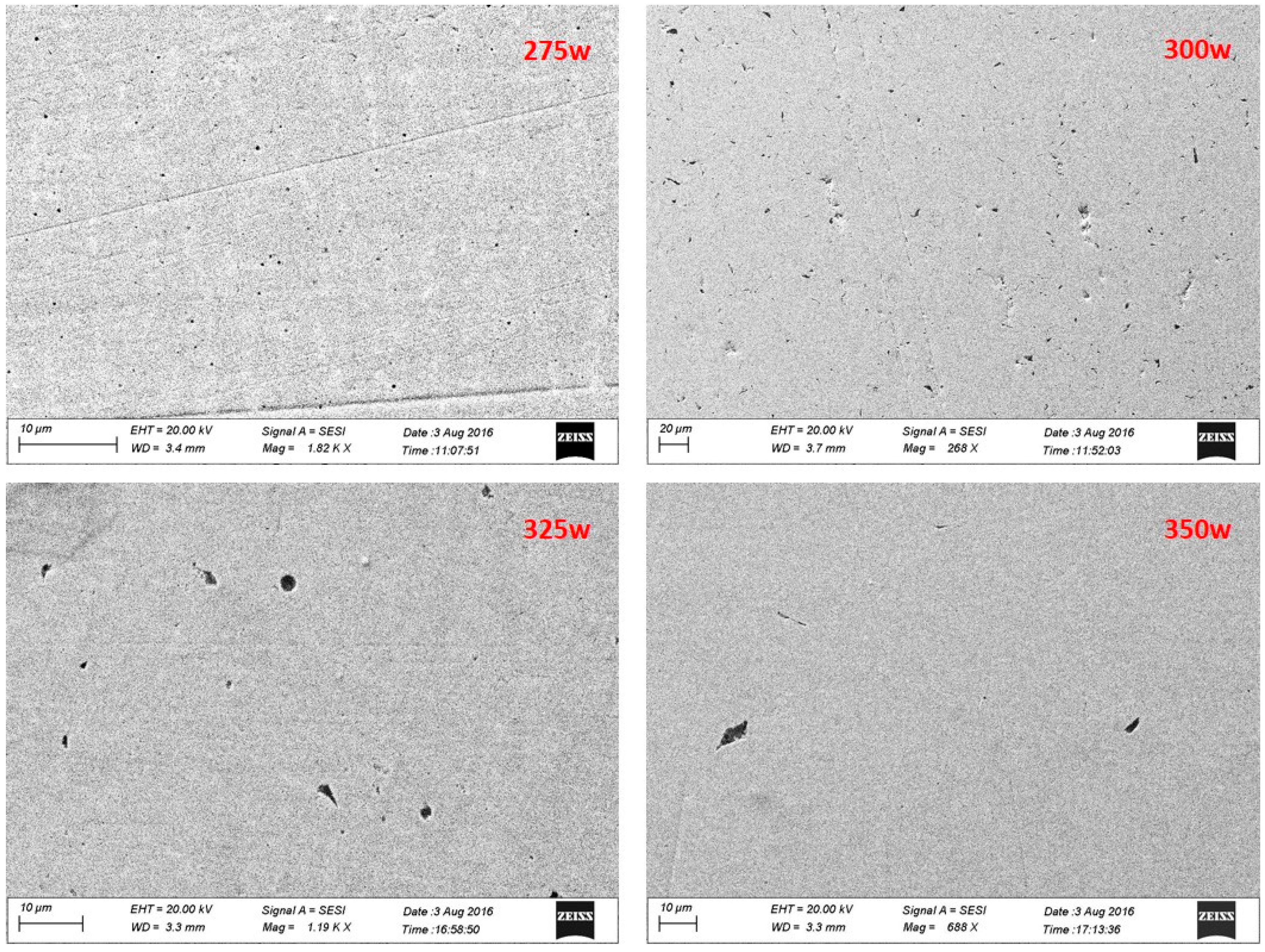
- The ECUDV decreases when the laser power increases from 275 W to 300 W since the powders are not totally melted and the porosity value is higher, which causes a bigger block. When the laser power keeps increasing, the powders are totally melted, and the unit energy consumption increased as is theoretically indicated.
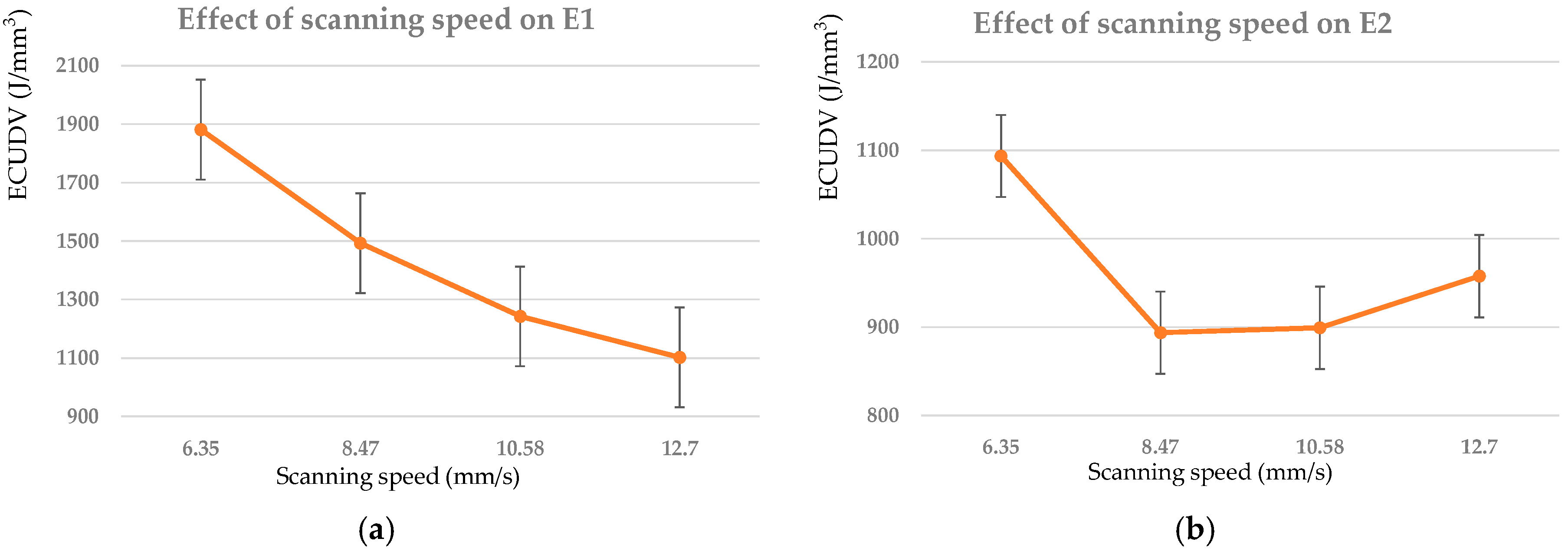
- When the scanning speed changes from 8.47 mm/s to 12.7 mm/s, the process time will be reduced and there is not enough time for the powders to be totally melted; therefore, the actual volume of the deposited block decreases, which causes the increase of the unit energy consumption.
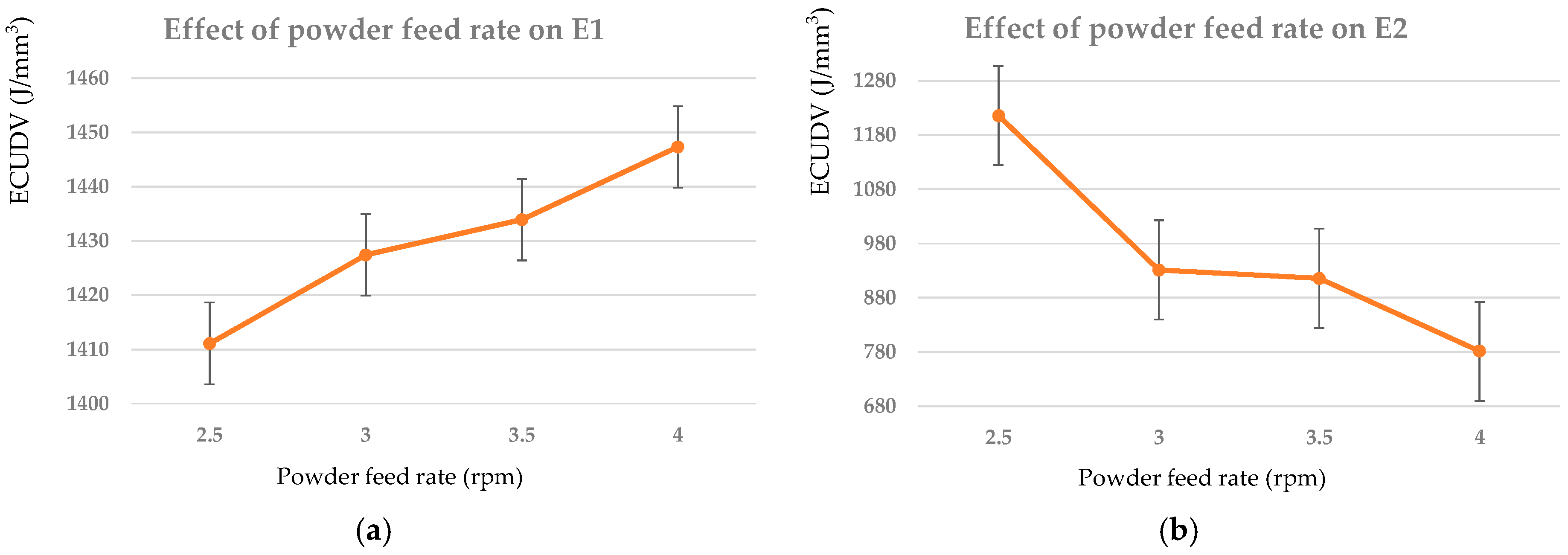
- The height of the deposited block is significantly increased when the powder feed rate increases from 2.5 rpm to 4 rpm, which causes the increase of the volume; therefore, the actual unit energy consumption value decreases.
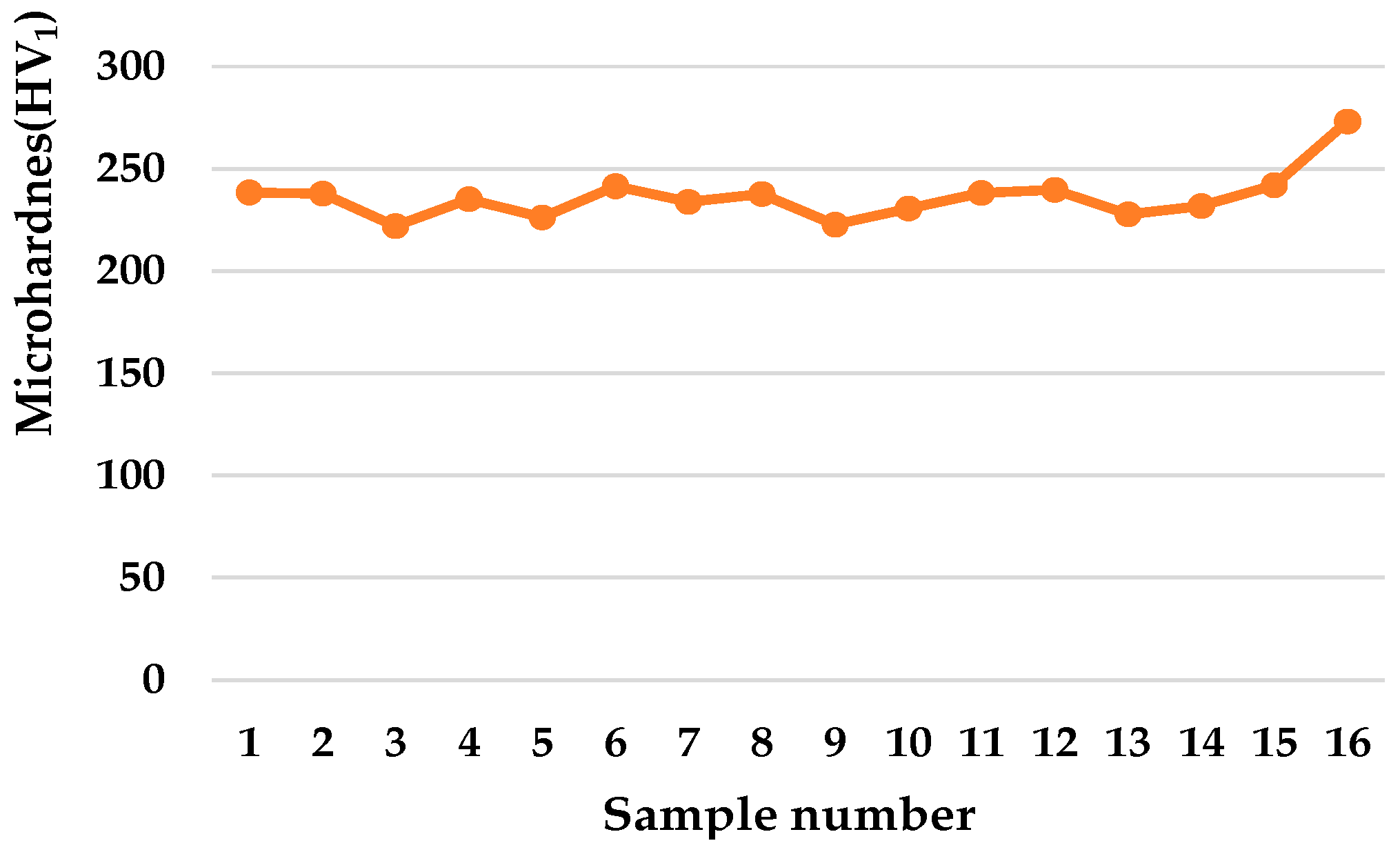
- It is possible to reduce the energy consumption and, at the same time, maintain a good part quality (microhardness). The optimal parameter combination to reduce the ECUDV is: a laser power of 300 W, a scanning speed of 8.47 mm/s and a powder feed rate of 4 rpm.
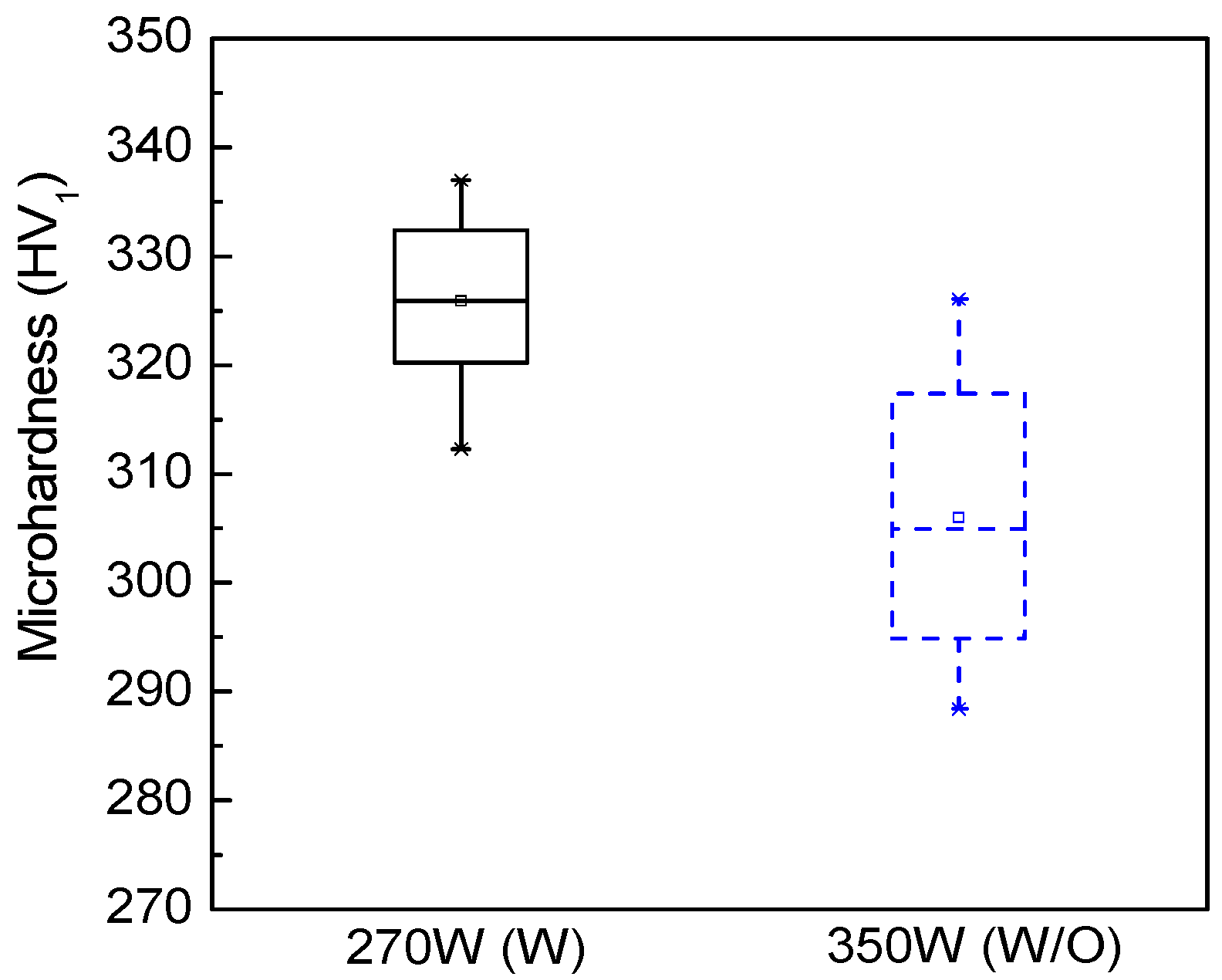
- The ultrasonic vibration–assisted LENS process can not only increase the part quality, but also reduces the actual value of the energy consumption.
- The type of powder will affect the energy consumption in the LENS process; AISI 4140 will cause the highest ECUDV, followed by Inconel 718, Triboloy 800 and Stellite 1. The microhardness of the fabricated parts is Stellite 1 > Triboloy 800 > AISI 4140 > Inconel 718, which suggests that it is possible to select powders which can not only cause less energy consumption, but also provide a better cald quality, such as Stallite 1 and Triboloy 800.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Xu, M.; Li, J.; Jiang, J.; Li, B. Influence of powders and process parameters on bonding shear strength and micro hardness in laser cladding remanufacturing. Procedia CIRP 2015, 29, 804–809. [Google Scholar] [CrossRef]
- Atwood, C.; Griffith, M.; Harwell, L.; Schlienger, E.; Ensz, M.; Smugeresky, J.; Romero, T.; Greene, D.; Reckaway, D. Laser Engineered Net Shaping (LENSTM): A Tool for Direct Fabrication of Metal Parts; LENS™ Project Team, Sandia National Laboratories: Albuquerque, NM, USA, 1998. [Google Scholar]
- Jeantette, F.P.; Keicher, D.M.; Romero, J.A.; Schanwald, L.P. Method and system for producing complex-shape objects. U.S. Patent 6,046,426, 4 April 2000. [Google Scholar]
- Pei, Y.T.; De Hosson, J.T.M. Functionally graded materials produced by laser cladding. Acta Mater. 2000, 48, 2617–2624. [Google Scholar] [CrossRef]
- Dong, S.; Yan, S.; Xu, B.; Wang, Y.; Ren, W. Laser cladding remanufacturing technology of cast iron cylinder head and its quality evaluation. J. Acad. Armored Force Eng. 2013, 27, 90–93. [Google Scholar]
- Santos, E.C.; Shiomi, M.; Osakada, K.; Laoui, T. Rapid manufacturing of metal components by laser forming. Int. J. Mach. Tools Manuf. 2006, 46, 1459–1468. [Google Scholar] [CrossRef]
- Tabernero, I.; Lamikiz, A.; Martínez, S.; Ukar, E.; Figueras, J. Evaluation of the mechanical properties of Inconel 718 components built by laser cladding. Int. J. Mach. Tools Manuf. 2011, 51, 465–470. [Google Scholar] [CrossRef]
- Majumdar, J.D.; Pinkerton, A.; Liu, Z.; Manna, I.; Li, L. Mechanical and electrochemical properties of multiple-layer diode laser cladding of 316L stainless steel. Appl. Surf. Sci. 2005, 247, 373–377. [Google Scholar] [CrossRef] [Green Version]
- Qi, H.; Azer, M.; Ritter, A. Studies of standard heat treatment effects on microstructure and mechanical properties of laser net shape manufactured Inconel 718. Metall. Mater. Trans. A. 2009, 40, 2410–2422. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, J.; Lin, X.; Huang, W. Study on microstructure and mechanical properties of laser rapid forming Inconel 718. J. Mater. Sci. Eng. A 2008, 478, 119–124. [Google Scholar] [CrossRef]
- Zhong, M.; Liu, W.; Yao, K.; Goussain, J.C.; Mayer, C.; Becker, A. Microstructural evolution in high power laser cladding of Stellite 6+WC layers. Surf. Coat Technol. 2002, 157, 128–137. [Google Scholar] [CrossRef]
- Nurminen, J.; Näkki, J.; Vuoristo, P. Microstructure and properties of hard and wear resistant MMC coatings deposited by laser cladding. Int. J. Refract. Met. Hard Mater. 2009, 27, 472–478. [Google Scholar] [CrossRef]
- Niu, H.J.; Chang, I.T.H. Microstructural evolution during laser cladding of M2 high-speed steel. Metall. Mater. Trans. A 2000, 31, 2615–2625. [Google Scholar] [CrossRef]
- Dubourg, L.; Ursescu, D.; Hlawka, F.; Cornet, A. Laser cladding of MMC coatings on aluminium substrate: Influence of composition and microstructure on mechanical properties. Wear 2005, 258, 1745–1754. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.E.; Schoenung, J.M.; Lavernia, E.J. Thermal behavior and microstructural evolution during laser deposition with laser-engineered net shaping: Part I. Numerical calculations. Metall. Mater. Trans. A 2008, 39, 2228–2236. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.E.; Schoenung, J.M.; Lavernia, E.J. Thermal behavior and microstructure evolution during laser deposition with laser-engineered net shaping: Part II. Experimental investigation and discussion. Metall. Mater. Trans. A 2008, 39, 2237–2245. [Google Scholar] [CrossRef]
- Griffith, M.L.; Ensz, M.T.; Puskar, J.D.; Robino, C.V.; Brooks, J.A.; Philliber, J.A.; Smugeresky, J.E.; Hofmeister, W.H. Understanding the microstructure and properties of components fabricated by laser engineered net shaping (LENS). Mater. Res. Soc. Symp. Proc. 2000, 625. [Google Scholar] [CrossRef]
- Ye, R.; Smugeresky, J.E.; Zheng, B.; Zhou, Y.; Lavernia, E.J. Numerical modeling of the thermal behavior during the LENS® process. J. Mater. Sci. Eng. A 2006, 428, 47–53. [Google Scholar] [CrossRef]
- Wang, L.; Felicelli, S. Analysis of thermal phenomena in LENS™ deposition. J. Mater. Sci. Eng. A 2006, 435, 625–631. [Google Scholar] [CrossRef]
- Unocic, R.R.; DuPont, J.N. Process efficiency measurements in the laser engineered net shaping process. Metall. Mater. Trans. B 2004, 35, 143–152. [Google Scholar] [CrossRef]
- Pinkerton, A.J.; Li, L. An analytical model of energy distribution in laser direct metal deposition. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2004, 218, 363–374. [Google Scholar] [CrossRef]
- Gedda, H.; Powell, J.; Wahlström, G.; Li, W.B.; Engström, H.; Magnusson, C. Energy redistribution during CO2 laser cladding. J. Laser Appl. 2002, 14, 78–82. [Google Scholar] [CrossRef]
- Liu, W.; Dupont, J.N. In-situ reactive processing of nickel aluminides by laser-engineered net shaping. Metall. Mater. Trans. A 2003, 34, 2633–2641. [Google Scholar] [CrossRef]
- Picas, J.A.; Xiong, Y.; Punset, M.; Ajdelsztajn, L.; Forn, A.; Schoenung, J.M. Microstructure and wear resistance of WC–Co by three consolidation processing techniques. Int. J. Refract. Met. Hard Mater. 2009, 27, 344–349. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L. Microstructures and mechanical properties of Fe-Cr stainless steel parts fabricated by ultrasonic vibration-assisted laser engineered net shaping process. Mater. Lett. 2016, 179, 61–64. [Google Scholar] [CrossRef]
- Dong, S.; Ma, Y.; Xu, B.; Han, W. Current status of material for laser cladding. Mater. Rev. 2006, 6, 5–13. [Google Scholar]
- Sun, Z.; Ion, J.C. Laser welding of dissimilar metal combinations. J. Mater. Sci. 1995, 30, 4205–4214. [Google Scholar] [CrossRef]
- Fathi, A.; Toyserkani, E.; Khajepour, A.; Durali, M. Prediction of melt pool depth and dilution in laser powder deposition. J. Phys. D Appl. Phys. 2006, 39, 2613–2623. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Cladding Material | Particle Size (μm) | Hardness (HRC) | UTS (MPa) | Density (g/cm³) |
|---|---|---|---|---|---|
| Ni-based | Inconel 718 | 44/125 | 42–44 | 1241 | 8.19 |
| Co-based | Stellite 1 | 45/150 | 50–58 | 1195 | 8.69 |
| Tribaloy t-800 | 53/149 | 55–60 | 1778 | 8.64 | |
| Fe-based | AISI 4140 | 44/105 | 31–39 | 1000–1200 | 7.85 |
| Variable | Value | Attribute |
|---|---|---|
| Laser power (W) | 275, 300, 325, 350 | Variable |
| Scanning speed (mm/s) | 6.35, 8.47, 10.58, 12.7 | Variable |
| Powder feed rate (rpm) | 2.5, 3.0, 3.5, 4.0 | Variable |
| Layer thickness (mm) | 0.43 | Constant |
| Gas flow rate (L/min) | 6 | Constant |
| Number of layers | 4 | Constant |
| Laser Power | Scanning Speed | Powder Feed Rate | Height | Volume | Total Time | Idle Time | Process Time | Current 1 | Current 2 | Current 3 | Average | Voltage | E1 | E2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Laser | Feed | Control | Laser | Feed | Control | Laser | Feed | Control | Laser | Feed | Control | |||||||||||
| W | mm/s | rpm | mm | mm3 | s | s | s | A | A | A | A | A | A | A | A | A | A | A | A | V | J/mm3 | J/mm3 |
| 275 | 6.35 | 2.5 | 2.54 | 147.47 | 132 | 4.097 | 127.90 | 4 | 0.63 | 1.8 | 4.2 | 0.62 | 1.79 | 4.2 | 0.62 | 1.78 | 4.13 | 0.62 | 1.79 | 240.00 | 1729.77 | 1378.79 |
| 275 | 8.47 | 3 | 3.32 | 192.57 | 104 | 3.073 | 100.93 | 4.2 | 0.63 | 1.79 | 4.2 | 0.61 | 1.81 | 4.2 | 0.62 | 1.8 | 4.20 | 0.62 | 1.80 | 240.00 | 1379.31 | 841.99 |
| 275 | 10.58 | 3.5 | 3.04 | 176.70 | 86 | 2.458 | 83.54 | 4.3 | 0.64 | 1.82 | 4.2 | 0.63 | 1.84 | 4.1 | 0.63 | 1.81 | 4.20 | 0.63 | 1.82 | 240.00 | 1147.73 | 763.55 |
| 275 | 12.7 | 4 | 3.04 | 176.50 | 76 | 2.048 | 73.95 | 4.3 | 0.66 | 1.83 | 4.2 | 0.65 | 1.81 | 4.3 | 0.62 | 1.83 | 4.27 | 0.64 | 1.82 | 240.00 | 1026.96 | 683.95 |
| 300 | 6.35 | 3 | 4.05 | 235.14 | 132 | 4.097 | 127.90 | 4.6 | 0.61 | 1.82 | 4.6 | 0.62 | 1.83 | 4.7 | 0.66 | 1.85 | 4.63 | 0.63 | 1.83 | 240.00 | 1873.81 | 936.73 |
| 300 | 8.47 | 2.5 | 2.86 | 166.05 | 104 | 3.073 | 100.93 | 4.6 | 0.62 | 1.83 | 4.6 | 0.61 | 1.84 | 4.6 | 0.63 | 1.85 | 4.60 | 0.62 | 1.84 | 240.00 | 1470.23 | 1040.79 |
| 300 | 10.58 | 4 | 3.49 | 202.82 | 86 | 2.458 | 83.54 | 4.6 | 0.64 | 1.85 | 4.6 | 0.66 | 1.86 | 4.6 | 0.65 | 1.84 | 4.60 | 0.65 | 1.85 | 240.00 | 1223.57 | 709.14 |
| 300 | 12.7 | 3.5 | 2.48 | 144.18 | 76 | 2.048 | 73.95 | 4.7 | 0.62 | 1.81 | 4.6 | 0.63 | 1.81 | 4.7 | 0.61 | 1.8 | 4.67 | 0.62 | 1.81 | 240.00 | 1081.15 | 881.44 |
| 325 | 6.35 | 3.5 | 3.41 | 197.98 | 132 | 4.097 | 127.90 | 4.7 | 0.62 | 1.79 | 4.7 | 0.62 | 1.82 | 4.8 | 0.61 | 1.81 | 4.73 | 0.62 | 1.81 | 240.00 | 1889.15 | 1121.65 |
| 325 | 8.47 | 4 | 3.83 | 222.37 | 104 | 3.073 | 100.93 | 4.8 | 0.63 | 1.81 | 4.8 | 0.62 | 1.8 | 4.8 | 0.63 | 1.79 | 4.80 | 0.63 | 1.80 | 240.00 | 1504.36 | 795.24 |
| 325 | 10.58 | 2.5 | 2.25 | 130.64 | 86 | 2.458 | 83.54 | 4.8 | 0.89 | 1.79 | 4.8 | 0.62 | 1.78 | 4.7 | 0.64 | 1.79 | 4.77 | 0.72 | 1.79 | 240.00 | 1252.58 | 1127.12 |
| 325 | 12.7 | 3 | 2.37 | 137.60 | 76 | 2.048 | 73.95 | 4.9 | 0.58 | 1.81 | 4.9 | 0.59 | 1.79 | 4.9 | 0.61 | 1.79 | 4.90 | 0.59 | 1.80 | 240.00 | 1110.69 | 948.83 |
| 350 | 6.35 | 4 | 4.40 | 255.27 | 132 | 4.097 | 127.90 | 5.3 | 0.61 | 1.79 | 5.2 | 0.62 | 1.8 | 5.4 | 0.62 | 1.8 | 5.30 | 0.62 | 1.80 | 240.00 | 2034.43 | 936.84 |
| 350 | 8.47 | 3.5 | 3.65 | 212.11 | 104 | 3.073 | 100.93 | 5.4 | 0.6 | 1.79 | 5.3 | 0.62 | 1.8 | 5.4 | 0.6 | 1.82 | 5.37 | 0.61 | 1.80 | 240.00 | 1617.59 | 896.45 |
| 350 | 10.58 | 3 | 2.73 | 158.70 | 86 | 2.458 | 83.54 | 5.4 | 0.6 | 1.78 | 5.4 | 0.61 | 1.79 | 5.5 | 0.6 | 1.78 | 5.43 | 0.60 | 1.78 | 240.00 | 1345.81 | 996.86 |
| 350 | 12.7 | 2.5 | 1.83 | 106.44 | 76 | 2.048 | 73.95 | 5.4 | 0.61 | 1.79 | 5.4 | 0.61 | 1.78 | 5.5 | 0.6 | 1.79 | 5.43 | 0.61 | 1.79 | 240.00 | 1191.73 | 1316.08 |
| Powders | Laser Power (W) | Scanning Speed (mm/s) | Powder Feed Rate (rpm) |
|---|---|---|---|
| Stellite 1 | 350 | 8.47 | 2.5 |
| AISI 4140 | 380 | 8.47 | 2 |
| Triboloy 800 | 360 | 8.47 | 2 |
| Inconel 718 | 350 | 12.7 | 2.5 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Ning, F.; Cong, W.; Jiang, Q.; Li, T.; Zhang, H.; Zhou, Y. Energy Consumption and Saving Analysis for Laser Engineered Net Shaping of Metal Powders. Energies 2016, 9, 763. https://doi.org/10.3390/en9100763
Liu Z, Ning F, Cong W, Jiang Q, Li T, Zhang H, Zhou Y. Energy Consumption and Saving Analysis for Laser Engineered Net Shaping of Metal Powders. Energies. 2016; 9(10):763. https://doi.org/10.3390/en9100763
Chicago/Turabian StyleLiu, Zhichao, Fuda Ning, Weilong Cong, Qiuhong Jiang, Tao Li, Hongchao Zhang, and Yingge Zhou. 2016. "Energy Consumption and Saving Analysis for Laser Engineered Net Shaping of Metal Powders" Energies 9, no. 10: 763. https://doi.org/10.3390/en9100763
APA StyleLiu, Z., Ning, F., Cong, W., Jiang, Q., Li, T., Zhang, H., & Zhou, Y. (2016). Energy Consumption and Saving Analysis for Laser Engineered Net Shaping of Metal Powders. Energies, 9(10), 763. https://doi.org/10.3390/en9100763