Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments



Abstract
:1. Introduction
2. Experimental Details
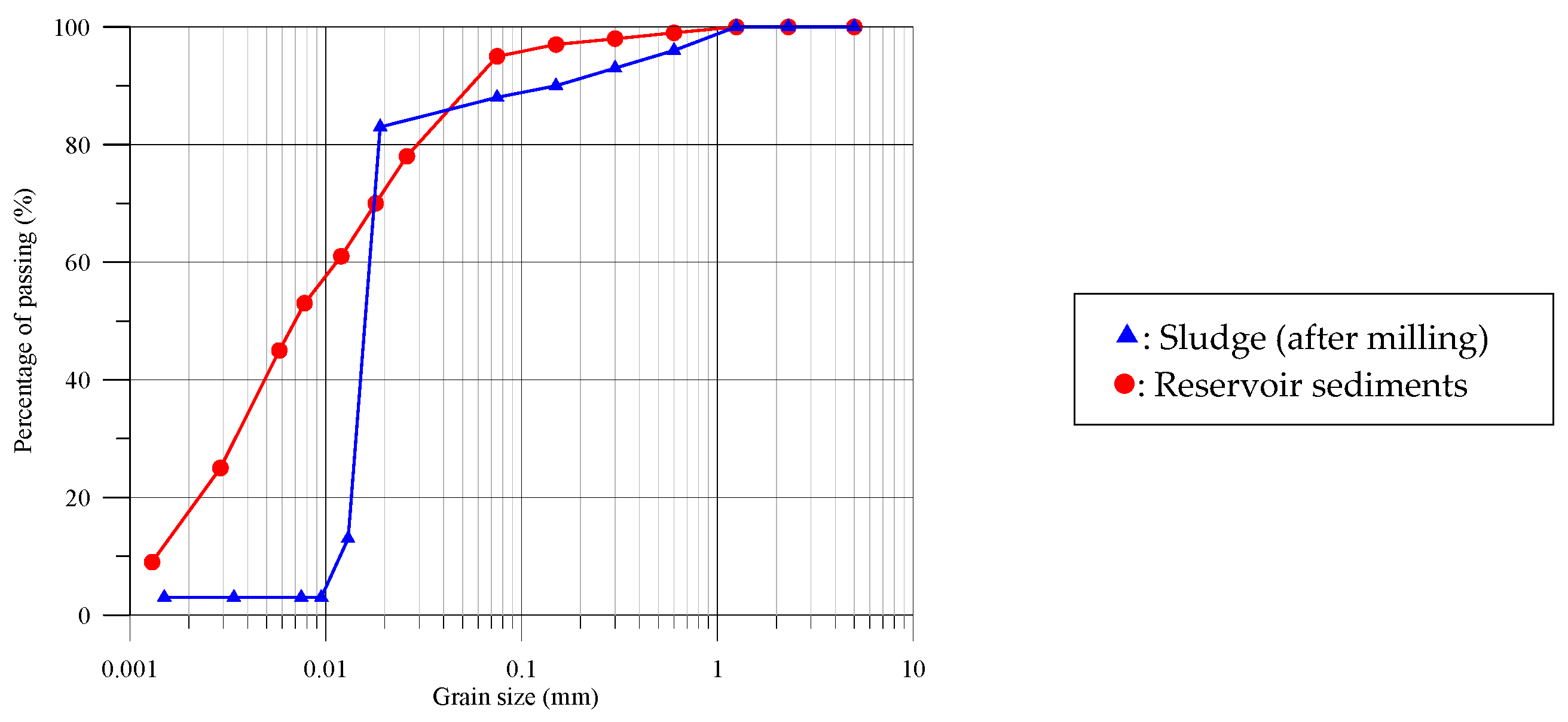
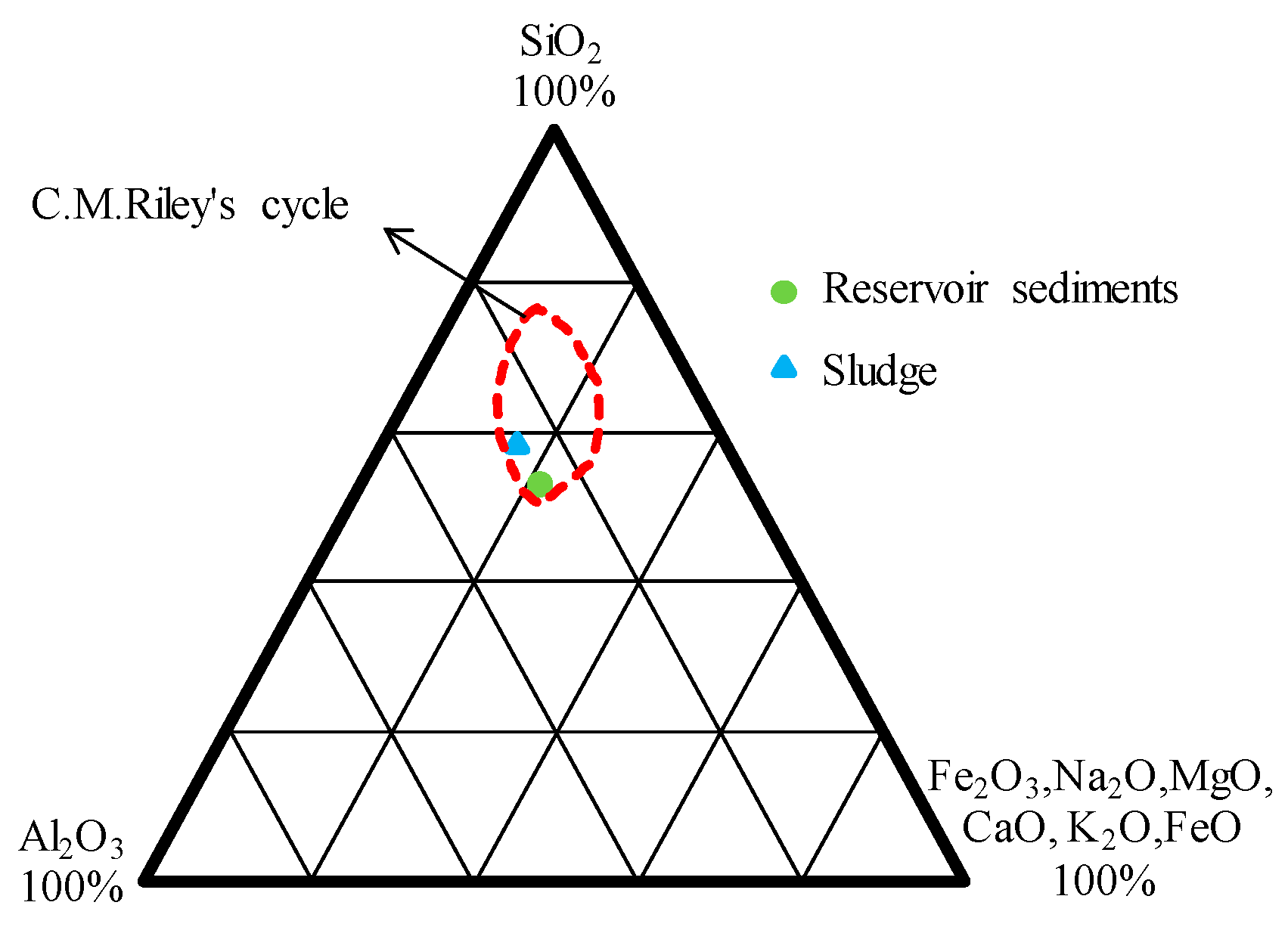
2.1. Characterization of the Raw Materials
2.2. Experimental Program
2.3. Preparation of Aggregate Pellets and Aggregate Sintering
2.4. Test Methods and Data Analysis
3. Results and Discussion
3.1. Raw Materials
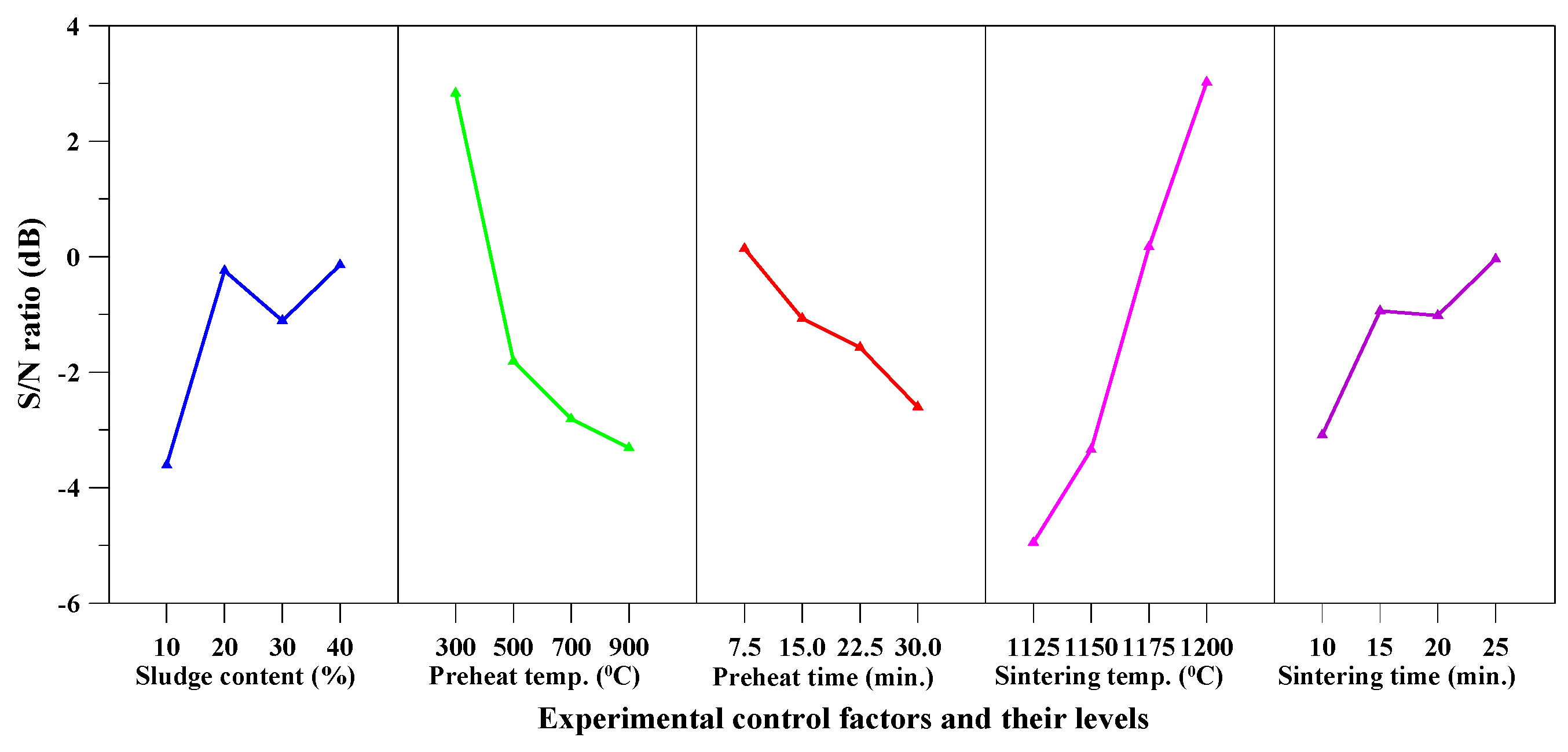
3.2. Particle Density
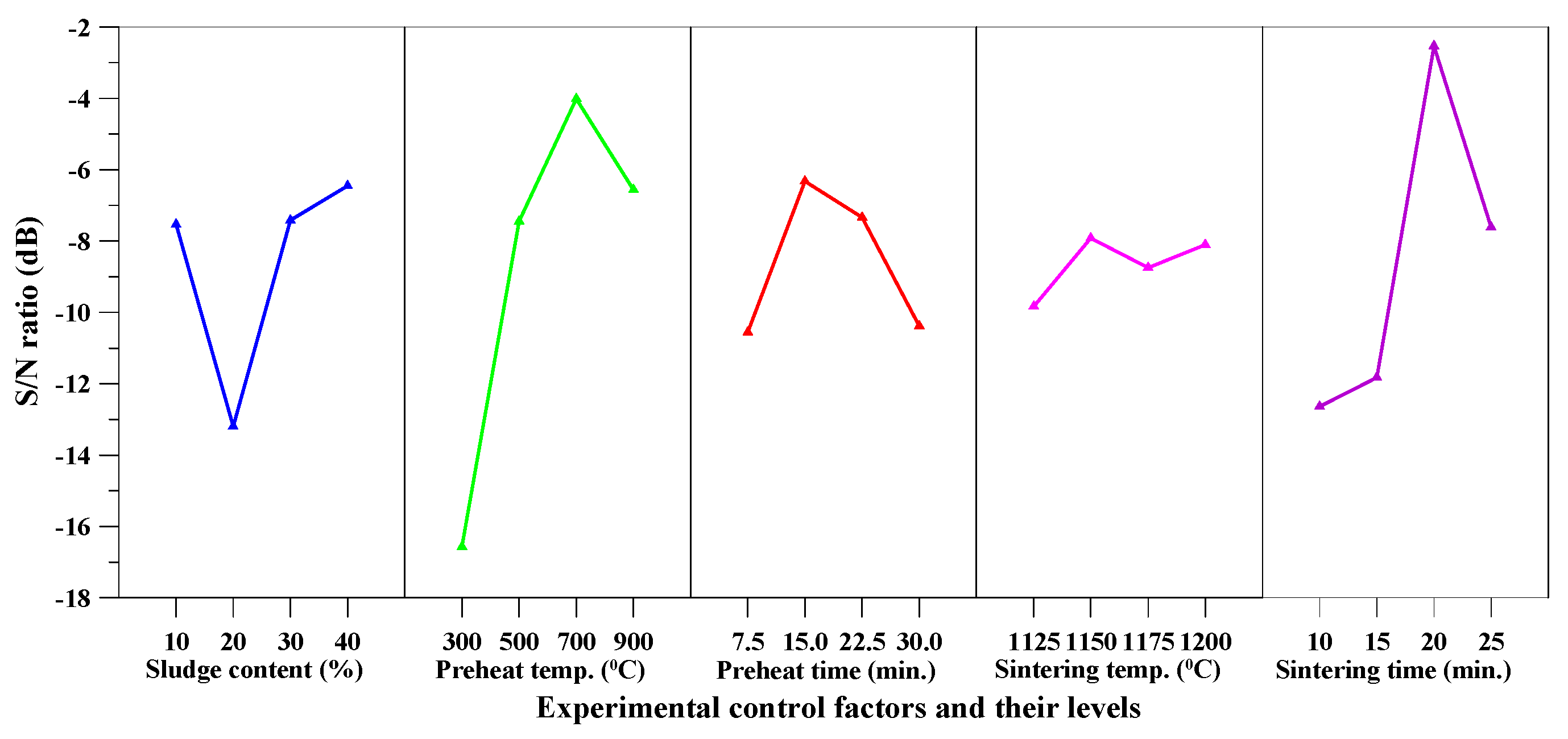
3.3. Water Absorption
3.4. Bloating Ratio
3.5. Loss on Ignition
3.6. Discussion
4. Conclusions
- The aggregates manufactured in a laboratory had particle densities ranging from 0.46 to 2.10 g/cm3 and water absorption ranging from 0.6% to 13.4%. These values were comparable to the requirements for LWAs.
- The analysis of variance method determined the impact of the experimental factors on the performance parameters and determined the optimum levels of each of the experimental factors.
- The experimental combinations F4, F11, F15, and F16 were suitable for use as high-performance LWAs. The particle density of F4, F15, and F16 ranged from 0.89 to 1.27 g/cm3 and was lower than that of Leca™ and Liapor™ 8. Moreover, the water absorption of F4, F11, F15, and F16 ranged from 1.4% to 3.0% and was significantly lower than that of Leca™ and Liapor™ 8.
- The particle density of the synthetic aggregates using a tunnel kiln was 1.56 g/cm3, which was significantly lower than the normal density aggregate. Moreover, its dry loose bulk density as 819 kg/m3, which meets the requirements of ASTM C 330 with bulk density less than 880 kg/m3 for coarse aggregate.
- The experimental results indicate that it is possible to produce high performance LWAs by incorporating grinding sludge with reservoir sediments. Especially, the Taguchi method provides a simple, systematic, and efficient methodology for optimizing process conditions of synthetic LWAs by using grinding sludge and reservoir sediments and it drastically reduces the number of tests.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Somayaji, S. Civil Engineering Materials; Prentice Hall: Upper Siddle River, NJ, USA, 2001. [Google Scholar]
- Chandra, S.; Berntsson, L. Lightweight Aggregate Concrete; Noyes Publications: New York, NY, USA, 2002. [Google Scholar]
- Metha, P.K.; Monteiro, P.J.M. Concrete. Microstructure, Properties and Materials, 3rd ed.; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Ferone, C.; Colangelo, F.; Messina, F.; Iucolano, F.; Liguori, B.; Cioffi, R. Coal combustion wastes reuse in low energy artificial aggregates manufacturing. Materials 2013, 6, 5000–5015. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vasugi, V.; Ramamurthy, K. Identification of design parameters influencing manufacture and properties of cold—Bonded pond ash aggregate. Mater. Des. 2014, 54, 264–278. [Google Scholar] [CrossRef]
- Gomathi, P.; Sivakumar, A. Accelerated curing effects on the mechanical performance of cold bonded and sintered fly ash aggregate concrete. Constr. Build. Mater. 2015, 77, 276–287. [Google Scholar] [CrossRef]
- Snellings, R.; Cizer, Ö.; Horckmans, L.; Durdziński, P.T.; Dierckx, P.; Nielsen, P.; Vandewalle, L. Properties and pozzolanic reactivity of flash calcined dredging sediments. Appl. Clay Sci. 2016, 129, 35–39. [Google Scholar] [CrossRef]
- Nor, A.M.; Yahya, Z.; Abdullah, M.M.A.B.; Razak, R.A.; Ekaputri, J.J.; Faris, M.A.; Hamzah, H.N. A Review on the Manufacturing of Lightweight Aggregates Using Industrial By-Product. MATEC Web Conf. 2016, 78, 01067. [Google Scholar] [CrossRef]
- Hsu, W.C. Recycling and Separation of Waste Porcelain Tile Sludge and Solar Wafer Slicing Oil. Master’s Thesis, National United University, Miaoli, Taiwan, February 2010. [Google Scholar]
- Wainwright, P.J.; Cresswell, D.J.F. Synthetic aggregate from combustion ashes using an innovative rotary kiln. Waste Manag. 2001, 21, 241–246. [Google Scholar] [CrossRef]
- Ducman, V.; Mladenovič, A.; Šuput, J.S. Lightweight aggregate based on waste glass and its alkali–silica reactivity. Cem. Concr. Res. 2002, 32, 223–226. [Google Scholar] [CrossRef]
- Cheeseman, C.R.; Makinde, A.; Bethanis, S. Properties of lightweight aggregate produced by rapid sintering of incinerator bottom ash. Resour. Conserv. Recycl. 2005, 43, 147–162. [Google Scholar] [CrossRef]
- Cheeseman, C.R.; Virdi, G.S. Properties and microstructure of lightweight aggregate produced from sintered sewage sludge ash. Resour. Conserv. Recycl. 2005, 45, 18–30. [Google Scholar] [CrossRef]
- Chiou, I.J.; Wang, K.S.; Chen, C.H.; Lin, Y.T. Lightweight aggregate made from sewage sludge and incinerated ash. Waste Manag. 2006, 26, 1453–1461. [Google Scholar] [CrossRef] [PubMed]
- Mun, K.J. Development and tests of lightweight aggregate using sewage sludge for nonstructural concrete. Constr. Build. Mater. 2007, 21, 1583–1588. [Google Scholar] [CrossRef]
- Kayali, O. Fly ash lightweight aggregates in high performance concrete. Constr. Build. Mater. 2008, 22, 2393–2399. [Google Scholar] [CrossRef]
- Qiao, X.C.; Ng, B.R.; Tyrer, M.; Poon, C.S. Production of lightweight concrete using incinerator bottom ash. Constr. Build. Mater. 2008, 22, 473–480. [Google Scholar] [CrossRef]
- Muellera, A.; Sokolova, S.N.; Vereshagin, V.I. Characteristics of lightweight aggregates from primary and recycled raw materials. Constr. Build. Mater. 2008, 22, 703–712. [Google Scholar] [CrossRef]
- Chen, H.J.; Wang, S.Y.; Tang, C.W. Reuse of incineration fly ashes and reaction ashes for manufacturing lightweight aggregate. Constr. Build. Mater. 2010, 24, 46–55. [Google Scholar] [CrossRef]
- Kourti, I.; Cheeseman, C.R. Properties and microstructure of lightweight aggregate produced from lignite coal fly ash and recycled glass. Resour. Conserv. Recycl. 2010, 54, 769–775. [Google Scholar] [CrossRef]
- Tang, C.W.; Chen, H.J.; Wang, S.Y.; Spaulding, J. Production of synthetic lightweight aggregate using reservoir sediments for concrete and masonry. Cem. Concr. Compos. 2011, 33, 292–300. [Google Scholar] [CrossRef]
- Chen, H.J.; Yang, M.D.; Tang, C.W.; Wang, S.Y. Producing synthetic lightweight aggregates from reservoir sediments. Constr. Build. Mater. 2012, 28, 387–394. [Google Scholar] [CrossRef]
- Bajare, D.; Korjakins, A.; Kazjonovs, J.; Rozenstrauha, I. Pore structure of lightweight clay aggregate incorporate with non-metallic products coming from aluminum scrap recycling industry. J. Eur. Ceram. Soc. 2012, 32, 141–148. [Google Scholar] [CrossRef]
- Huang, C.H.; Wang, S.Y. Application of water treatment sludge in the manufacturing of lightweight aggregate. Constr. Build. Mater. 2013, 43, 174–183. [Google Scholar] [CrossRef]
- Liao, Y.C.; Huang, C.Y.; Chen, Y.M. Lightweight aggregates from water reservoir sediment with added sodium hydroxide. Constr. Build. Mater. 2013, 46, 79–85. [Google Scholar] [CrossRef]
- Shon, C.S.; Jung, Y.S.; Saylak, D.; Mishra, S.K. Development of synthetic aggregate using off-ASTM specification ashes. Constr. Build. Mater. 2013, 38, 700–707. [Google Scholar] [CrossRef]
- Yaghi, N.; Hartikainen, H. Enhancement of phosphorus sorption onto light expanded clay aggregates by means of aluminum and iron oxide coatings. Chemosphere 2013, 93, 1879–1886. [Google Scholar] [CrossRef] [PubMed]
- Donatello, S.; Cheeseman, C.R. Recycling and recovery routes for incinerated sewage sludge ash (ISSA): A review. Waste Manag. 2013, 33, 2328–2340. [Google Scholar] [CrossRef] [PubMed]
- Bernhardt, M.; Tellesbø, H.; Justnes, H.; Wiik, K. Mechanical properties of lightweight aggregates. J. Eur. Ceram. Soc. 2013, 33, 2731–2743. [Google Scholar] [CrossRef]
- Chung, S.Y.; Han, T.S.; Yun, T.S.; Youm, K.S. Evaluation of the anisotropy of the void distribution and the stiffness of lightweight aggregates using CT imaging. Constr. Build. Mater. 2013, 48, 998–1008. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. A review on the use of agriculture waste material as lightweight aggregate for reinforced concrete structural members. Adv. Mater. Sci. Eng. 2014, 2014, 365197. [Google Scholar] [CrossRef]
- Tang, C.W. Producing synthetic lightweight aggregates by treating waste TFT-LCD glass powder and reservoir sediments. Comput. Concr. 2014, 13, 325–342. [Google Scholar] [CrossRef]
- Santhiya, A.; Sakthieswaran, N.; Brintha, G.S.; Babu, O.G. A review of experimental investigation on coconut shell as replacement on concrete as course aggregate in their strength. Int. J. Res. Appl. Sci. Eng. Technol. 2016, 4, 765–767. [Google Scholar]
- Chen, H.J.; Hsueh, Y.C.; Peng, Y.C.; Tang, C.W. Paper Sludge Reuse in Lightweight Aggregates Manufacturing. Materials 2016, 9, 876. [Google Scholar] [CrossRef] [PubMed]
- Liu, R.; Coffman, R. Lightweight aggregate made from dredged material in green roof construction for stormwater management. Materials 2016, 9, 611. [Google Scholar] [CrossRef] [PubMed]
- Suchorab, Z.; Barnat-Hunek, D.; Franus, M.; Łagód, G. Mechanical and physical properties of hydrophobized lightweight aggregate concrete with sewage sludge. Materials 2016, 9, 317. [Google Scholar] [CrossRef] [PubMed]
- Farías, R.D.; García, C.M.; Palomino, T.C.; Arellano, M.M. Effects of wastes from the brewing industry in lightweight aggregates manufactured with clay for green roofs. Materials 2017, 10, 527. [Google Scholar] [CrossRef] [PubMed]
- Colangelo, F.; Messina, F.; Palma, L.D.; Cioffi, R. Recycling of non-metallic automotive shredder residues and coal fly-ash in cold-bonded aggregates for sustainable concrete. Compos. Part B Eng. 2017, 116, 46–52. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R.; Liguori, B.; Iucolano, F. Recycled polyolefins waste as aggregates for lightweight concrete. Compos. Part B Eng. 2016, 106, 234–241. [Google Scholar] [CrossRef]
- Colangelo, F.; Cioffi, R. Use of Cement Kiln Dust, Blast Furnace Slag and Marble Sludge in the Manufacture of Sustainable Artificial Aggregates by Means of Cold Bonding Pelletization. Materials 2013, 6, 3139–3159. [Google Scholar] [CrossRef] [PubMed]
- Colangelo, F.; Messina, F.; Cioffi, R. Recycling of MSWI fly ash by means of cementitious double step cold bonding pelletization: Technological assessment for the production of lightweight artificial aggregates. J. Hazard. Mater. 2015, 15, 181–191. [Google Scholar] [CrossRef] [PubMed]
- Taguchi, G. Introduction to Quality Engineering: Designing Quality into Products and Processes; Asian Productivity Organization: Tokyo, Japan, 1987. [Google Scholar]
- Roy, R.K. A Primer on the Taguchi Method; Van Nostrand Reinhold: New York, NY, USA, 1990. [Google Scholar]
- Roy, R.K. Design of Experiments Using the Taguchi Approach; John Wiley & Sons Inc.: New York, NY, USA, 2001. [Google Scholar]
- Taguchi, G.; Chowdhury, S.; Wu, Y. Taguchi’s Quality Engineering Handbook; John Wiley & Sons Inc.: New York, NY, USA, 2005. [Google Scholar]
- CNS 11776. Method of Test for Particle-Size Analysis of Soils; Bureau of Standards, Metrology & Inspection, M.O.E.A., R.O.C.: Taipei, Taiwan, 1987.
- ASTM D854-06e1. Standard Test Methods for Specific Gravity of Soil Solids by Water Pycnometer; ASTM International: West Conshohocken, PA, USA, 2006. [Google Scholar]
- CNS 5090. Method of Test for Specific Gravity of Soils; Bureau of Standards, Metrology & Inspection, M.O.E.A., R.O.C.: Taipei, Taiwan, 1988.
- CNS 10896. Method of Test for Fly Ash or Natural Pozzolans for Use as Mineral Admixture in Portland Cement Concrete; Bureau of Standards, Metrology & Inspection, M.O.E.A., R.O.C.: Taipei, Taiwan, 1984.
- CNS 488. Method of Test for Specific Gravity and Absorption of Coarse Aggregate; Bureau of Standards, Metrology & Inspection, M.O.E.A., R.O.C.: Taipei, Taiwan, 1993.
- Phadke, M.S. Quality Engineering Using Robust Design; Prentice Hall: Upper Saddle River, NJ, USA, 1989. [Google Scholar]
- Wahid, Z.; Nadir, N. Improvement of one factor at a time through design of experiments. World Appl. Sci. J. 2013, 21, 56–61. [Google Scholar]
- Neville, A.M. Properties of Concrete; Longman: Harlow, UK, 1994. [Google Scholar]
- Riley, C.M. Relation of chemical properties to the bloating of clays. J. Am. Ceram. Soc. 1951, 30, 121–128. [Google Scholar] [CrossRef]
- ASTM C330/C330M-17a. Standard Specification for Lightweight Aggregates for Structural Concrete; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- GB/T 2842. China National Standard; Test Method for Lightweight Aggregates; China Building Material Federation: Beijing, China, 1981. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (Experimental Control Factor) | Levels of Parameter | Performance Parameter | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | ||
| Sludge content, A (%) | 10 | 20 | 30 | 40 |
|
| Preheat temperature, B (°C) | 300 | 500 | 700 | 900 | |
| Preheat time, C (min) | 7.5 | 15 | 22.5 | 30 | |
| Sintering temperature, D (°C) | 1125 | 1150 | 1750 | 1200 | |
| Sintering time, E (min) | 10 | 15 | 20 | 25 | |
| Experiment Number | Parameter (Level) | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| F1 | 10 (1) | 300 (1) | 7.5 (1) | 1125 (1) | 10 (1) |
| F2 | 10 (1) | 500 (2) | 15 (2) | 1150 (2) | 15 (2) |
| F3 | 10 (1) | 700 (3) | 22.5 (3) | 1175 (3) | 20 (3) |
| F4 | 10 (1) | 900 (4) | 30 (4) | 1200 (4) | 25 (4) |
| F5 | 20 (2) | 300 (1) | 15 (2) | 1175 (3) | 25 (4) |
| F6 | 20 (2) | 500 (2) | 7.5 (1) | 1200 (4) | 20 (3) |
| F7 | 20 (2) | 700 (3) | 30 (4) | 1125 (1) | 15 (2) |
| F8 | 20 (2) | 900 (4) | 22.5 (3) | 1150 (2) | 10 (1) |
| F9 | 30 (3) | 300 (1) | 22.5 (3) | 1200 (4) | 15 (2) |
| F10 | 30 (3) | 500 (2) | 30 (4) | 1175 (3) | 10 (1) |
| F11 | 30 (3) | 700 (3) | 7.5 (1) | 1150 (2) | 25 (4) |
| F12 | 30 (3) | 900 (4) | 15 (2) | 1125 (1) | 20 (3) |
| F13 | 40 (4) | 300 (1) | 30 (4) | 1150 (2) | 20 (3) |
| F14 | 40 (4) | 500 (2) | 22.5 (3) | 1125 (1) | 25 (4) |
| F15 | 40 (4) | 700 (3) | 15 (2) | 1200 (4) | 10 (1) |
| F16 | 40 (4) | 900 (4) | 7.5 (1) | 1175 (3) | 15 (2) |
| Sample | Specific Gravity | Liquid Limit (%) | Plastic limit (%) | PI | Ingredients (wt %) | |||
|---|---|---|---|---|---|---|---|---|
| Gravels (>4.75 mm) | Sands (4.75–0.075 mm) | Silts (0.075–0.005 mm) | Clays (<0.005 mm) | |||||
| Grinding sludge | 2.02 | 26 | 19 | 7 | 0 | 12 | 84 | 4 |
| Sediments | 2.75 | 30 | 20 | 10 | 0 | 4 | 54 | 42 |
| Sample | Chemical Compositions (wt %) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | OS | LOI | Total | |
| Sludge | 64.3 | 21.1 | 1.0 | 1.3 | 4.8 | 3.8 | 2.7 | - | 2.8 | 100 |
| Sediments | 53.4 | 23.8 | 10.9 | 1.8 | 2.5 | 5.1 | 1.5 | 1.0 | 2.9 | 100 |
| Experiment Number | Experimental Results | S/N Ratio (dB) | ||||||
|---|---|---|---|---|---|---|---|---|
| ρp (g/cm3) | Wa (%) | Br (%) | LOI (%) | ρp | Wa | Br | LOI | |
| F1 | 1.51 | 13.4 | 108.2 | 6.7 | −3.58 | −22.54 | 40.68 | −16.52 |
| F2 | 1.92 | 2.1 | 85.1 | 6.1 | −5.67 | −6.44 | 38.6 | −15.71 |
| F3 | 1.54 | 0.6 | 106.3 | 6.4 | −3.75 | 4.44 | 40.53 | −16.12 |
| F4 | 1.18 | 1.9 | 138.3 | 6.1 | −1.44 | −5.58 | 42.82 | −15.71 |
| F5 | 0.46 | 7.8 | 354.3 | 5.9 | 6.74 | −17.84 | 50.99 | −15.42 |
| F6 | 0.55 | 2.3 | 298.3 | 3.5 | 5.19 | −7.23 | 49.49 | −10.88 |
| F7 | 2.1 | 5.4 | 78.6 | 6.1 | −6.44 | −14.65 | 37.91 | −15.71 |
| F8 | 2.1 | 4.5 | 78.3 | 5.7 | −6.44 | −13.06 | 37.88 | −15.12 |
| F9 | 0.43 | 6.8 | 377.4 | 5.6 | 7.33 | −16.65 | 51.54 | −14.96 |
| F10 | 1.47 | 4.0 | 109.6 | 5.9 | −3.35 | −12.04 | 40.8 | −15.42 |
| F11 | 1.27 | 1.4 | 126.9 | 5.8 | −2.08 | −2.92 | 42.07 | −15.27 |
| F12 | 2.08 | 0.8 | 77.4 | 5.7 | −6.36 | 1.94 | 37.77 | −15.12 |
| F13 | 0.91 | 2.9 | 174.4 | 5.3 | 0.82 | −9.25 | 44.83 | −14.49 |
| F14 | 1.48 | 1.6 | 107.1 | 5.2 | −3.41 | −4.08 | 40.6 | −14.32 |
| F15 | 0.89 | 1.4 | 178.9 | 5.2 | 1.01 | −2.92 | 45.05 | −14.32 |
| F16 | 0.89 | 3.0 | 178.9 | 5.4 | 1.01 | −9.54 | 45.05 | −14.65 |
| Parameter | Mean S/N Ratio (η, Unit: dB) | Delta (Max. η − Min. η) | Rank | |||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Level 4 | |||
| Sludge content, A (%) | −3.61 | −0.24 | −1.11 | −0.14 | 3.47 | 3 |
| Preheat temperature, B (°C) | 2.83 | −1.81 | −2.81 | −3.31 | 6.14 | 2 |
| Preheat time, C (min) | 0.14 | −1.07 | −1.57 | −2.60 | 2.74 | 5 |
| Sintering temperature, D (°C) | −4.95 | −3.34 | 0.17 | 3.02 | 7.97 | 1 |
| Sintering time, E (min) | −3.09 | −0.94 | −1.02 | −0.04 | 3.05 | 4 |
| Parameter | Sum of Square (SSZ) | Degree of Freedom | Variance (MSZ) | F Value (FZ) | F0.05;3,3 | Percentage Contribution (PZ) | Note |
|---|---|---|---|---|---|---|---|
| Sludge content, A (%) | 31.34 | 3 | 10.45 | 2.02 | 9.28 | 5.02 | |
| Preheat temperature, B (°C) | 94.50 | 3 | 31.50 | 6.08 | 9.28 | 25.10 | Significant |
| Preheat time, C (min) | 15.54 | 3 | 5.18 | 1.00 | 9.28 | 24.70 | Significant |
| Sintering temperature, D (°C) | 153.28 | 3 | 51.09 | 9.86 | 9.28 | 43.78 | Significant |
| Sintering time, E (min) | 19.93 | 3 | 6.64 | 1.28 | 9.28 | 1.40 | |
| All other/Error | 15.54 | 3 | 5.18 | ||||
| Total | 314.59 | 15 | 104.86 | 100 |
| Parameter | Mean S/N Ratio (η, Unit: dB) | Delta (Max. η − Min. η) | Rank | |||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Level 4 | |||
| Sludge content, A (%) | −7.53 | −13.2 | −7.42 | −6.45 | 6.75 | 3 |
| Preheat temperature, B (°C) | −16.57 | −7.45 | −4.01 | −6.56 | 12.56 | 1 |
| Preheat time, C (min) | −10.56 | −6.32 | −7.34 | −10.38 | 4.24 | 4 |
| Sintering temperature, D (°C) | −9.83 | −7.92 | −8.75 | −8.10 | 1.91 | 5 |
| Sintering time, E (min) | −12.64 | −11.82 | −2.53 | −7.61 | 10.11 | 2 |
| Parameter | Sum of Square (SSZ) | Degree of Freedom | Variance (MSZ) | F Value (FZ) | F0.05;3,3 | Percentage Contribution (PZ) | Note |
|---|---|---|---|---|---|---|---|
| Sludge content, A (%) | 113.16 | 3 | 37.72 | 12.57 | 9.28 | 13.09 | Sub significant |
| Preheat temperature, B (°C) | 360.12 | 3 | 120.04 | 40.00 | 9.28 | 44.12 | Significant |
| Preheat time, C (min) | 55.17 | 3 | 18.39 | 6.13 | 9.28 | 11.46 | Sub significant |
| Sintering temperature, D (°C) | 9.00 | 3 | 3.00 | 1.00 | 9.28 | 0.00 | |
| Sintering time, E (min) | 258.32 | 3 | 86.11 | 28.69 | 9.28 | 31.33 | Significant |
| All other/Error | 9.00 | 3 | 3.00 | ||||
| Total | 795.77 | 15 | 265.26 | 100.00 |
| Parameter | Mean S/N Ratio (η, Unit: dB) | Delta (Max. η – Min. η) | Rank | |||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Level 4 | |||
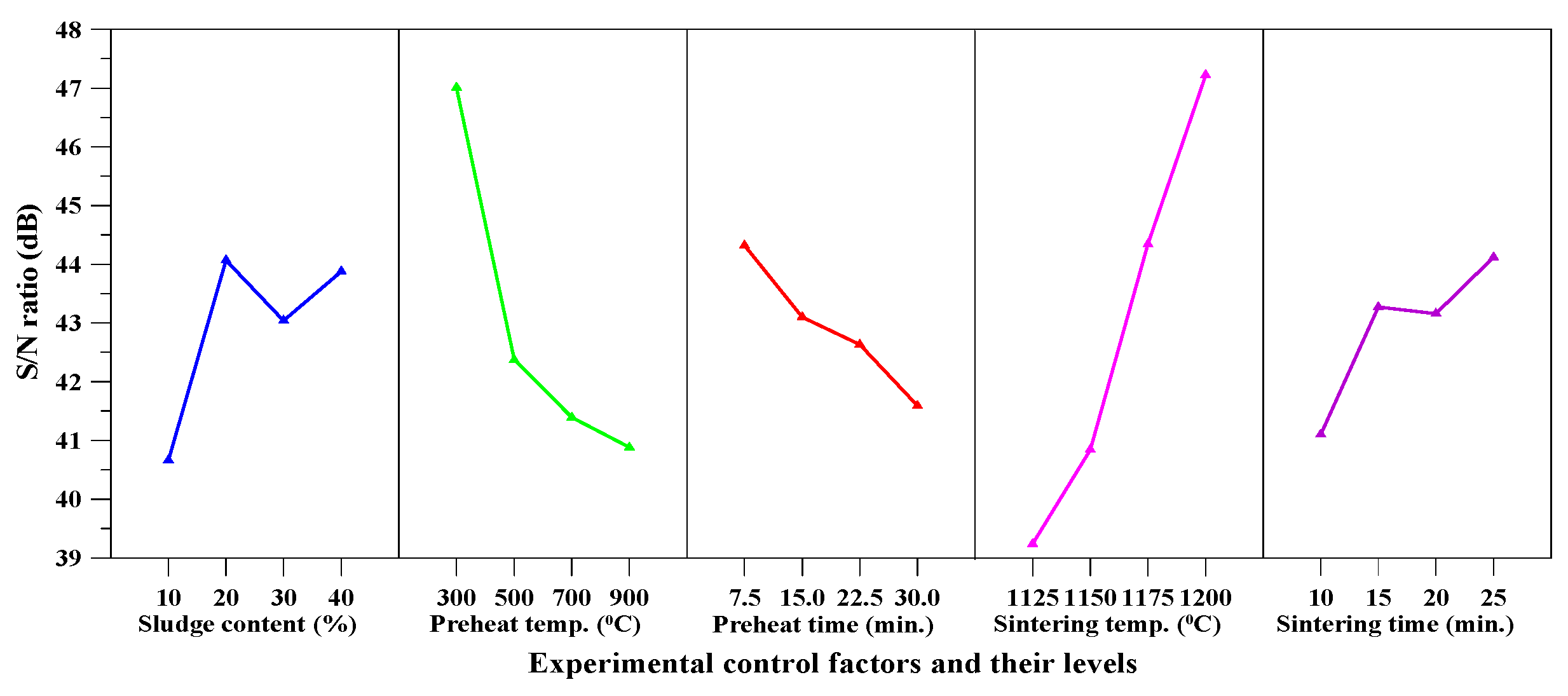
| Sludge content, A (%) | 40.66 | 44.07 | 43.04 | 43.88 | 3.41 | 3 |
| Preheat temperature, B (°C) | 47.01 | 42.37 | 41.39 | 40.88 | 6.13 | 2 |
| Preheat time, C (min) | 44.32 | 43.10 | 42.63 | 41.59 | 2.73 | 5 |
| Sintering temperature, D (°C) | 39.24 | 40.84 | 44.34 | 47.22 | 7.98 | 1 |
| Sintering time, E (min) | 41.10 | 43.27 | 43.16 | 44.12 | 3.02 | 4 |
| Parameter | Sum of Square (SSZ) | Degree of Freedom | Variance (MSZ) | F Value (FZ) | F0.05;3,3 | Percentage Contribution (PZ) | Note |
|---|---|---|---|---|---|---|---|
| Sludge content, A (%) | 29.50 | 3 | 9.83 | 1.91 | 9.28 | 4.50 | Sub significant |
| Preheat temperature, B (°C) | 94.12 | 3 | 31.37 | 6.09 | 9.28 | 25.19 | Significant |
| Preheat time, C (min) | 15.45 | 3 | 5.15 | 1.00 | 9.28 | 24.73 | Significant |
| Sintering temperature, D (°C) | 153.59 | 3 | 51.20 | 9.94 | 9.28 | 44.23 | Significant |
| Sintering time, E (min) | 19.68 | 3 | 6.56 | 1.27 | 9.28 | 1.35 | |
| All other/Error | 15.45 | 3 | 5.15 | ||||
| Total | 312.33 | 15 | 104.11 | 100.00 |
| Parameter | Mean S/N Ratio (η, Unit: dB) | Delta (Max. η – Min. η) | Rank | |||
|---|---|---|---|---|---|---|
| Level 1 | Level 2 | Level 3 | Level 4 | |||
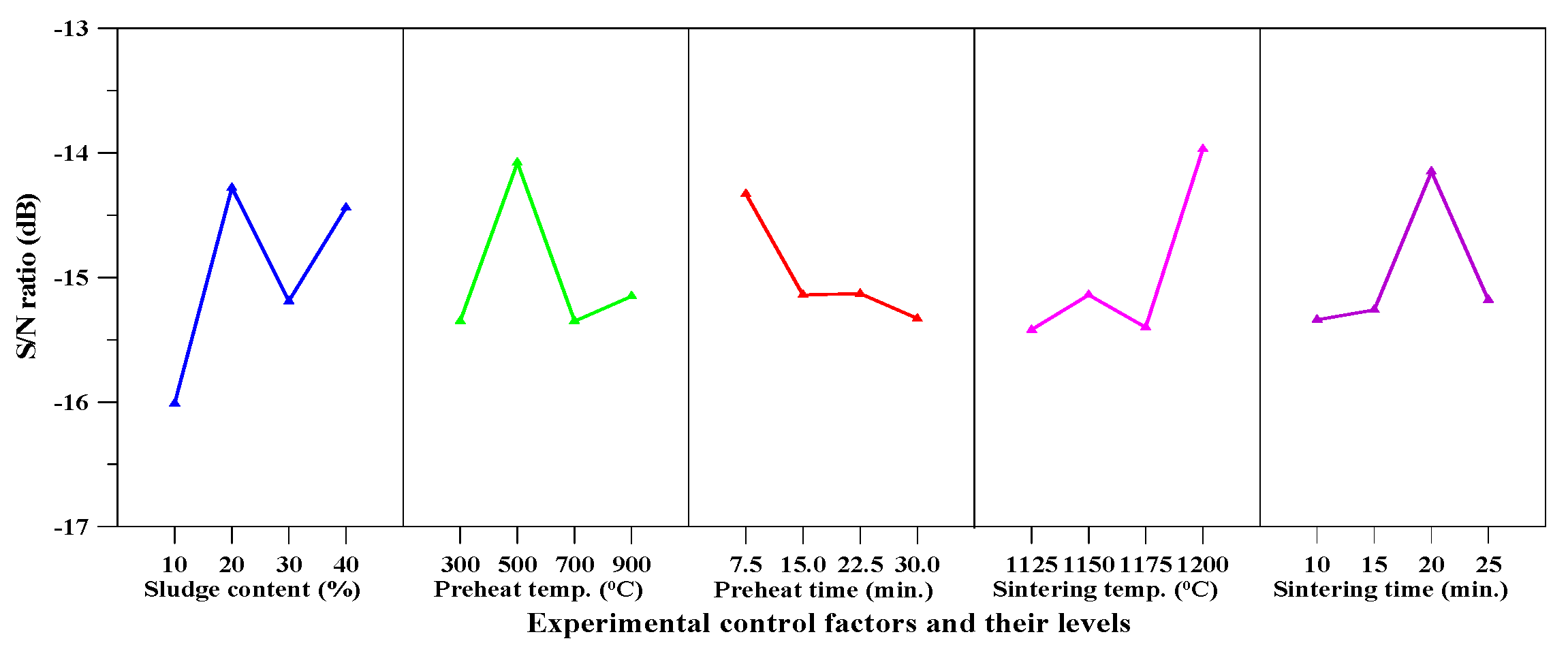
| Sludge content, A (%) | −16.01 | −14.28 | −15.19 | −14.44 | 1.73 | 1 |
| Preheat temperature, B (°C) | −15.35 | −14.08 | −15.35 | −15.15 | 1.27 | 3 |
| Preheat time, C (min) | −14.33 | −15.14 | −15.13 | −15.33 | 1.00 | 5 |
| Sintering temperature, D (°C) | −15.42 | −15.14 | −15.40 | −13.97 | 1.45 | 2 |
| Sintering time, E (min) | −15.34 | −15.26 | −14.15 | −15.18 | 1.19 | 4 |
| Parameter | Sum of Square (SSZ) | Degree of Freedom | Variance (MSZ) | F Value (FZ) | F0.05;3,3 | Percentage Contribution (PZ) | Note |
|---|---|---|---|---|---|---|---|
| Sludge content, A (%) | 7.57 | 3 | 2.52 | 3.19 | 9.28 | 21.84 | Significant |
| Preheat temperature, B (°C) | 4.44 | 3 | 1.48 | 1.87 | 9.28 | 8.70 | Sub significant |
| Preheat time, C (min) | 2.37 | 3 | 0.79 | 1.00 | 9.28 | 49.84 | Significant |
| Sintering temperature, D (°C) | 5.68 | 3 | 1.89 | 2.39 | 9.28 | 13.89 | Sub significant |
| Sintering time, E (min) | 3.73 | 3 | 1.24 | 1.57 | 9.28 | 5.72 | |
| All other/Error | 2.37 | 3 | 0.79 | ||||
| Total | 23.80 | 15 | 7.93 | 100.00 |
| Lightweight Aggregate Types | Particle Density (g/cm3) | Water Absorption (%) |
|---|---|---|
| Expanded clay | 0.6–1.6 | 5–30 |
| Expanded shale | 0.4–1.2 | 5–15 |
| Expanded fly ash | 0.8–1.4 | 10–20 |
| Performance Parameter | Experimental Control Factor | ||||
|---|---|---|---|---|---|
| Sludge Content (%) | Preheat Temperature (°C) | Preheat Time (min) | Sintering Temperature (°C) | Sintering Time (min) | |
| Particle density | 40 | 300 | 7.5 | 1200 | 25 |
| Water absorption | 40 | 700 | 15 | 1150 | 20 |
| Bloating ratio | 20 | 300 | 7.5 | 1200 | 25 |
| Loss on ignition | 20 | 500 | 7.5 | 1200 | 20 |
| Parameter | Experiment Number of Produced LWA | Commercial LWA | ||||
|---|---|---|---|---|---|---|
| F4 | F11 | F15 | F16 | Norwegian Leca™ (0–4 mm) | Liapor™ 8 (4–8 mm) | |
| Particle density (g/cm3) | 1.18 | 1.27 | 0.89 | 0.89 | 1.26 | 1.47 |
| Water absorption (%) | 1.9 | 1.4 | 1.4 | 3.0 | 10.4 | 11.5 |
| Particle Density (g/cm3) | Water Absorption (%) | Dry Loose Bulk Density (kg/m3) | Crushing Strength (MPa) |
|---|---|---|---|
| 1.56 | 1.4 | 819 | 12.4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.-J.; Chang, S.-N.; Tang, C.-W. Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments. Materials 2017, 10, 1294. https://doi.org/10.3390/ma10111294
Chen H-J, Chang S-N, Tang C-W. Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments. Materials. 2017; 10(11):1294. https://doi.org/10.3390/ma10111294
Chicago/Turabian StyleChen, How-Ji, Sheng-Nan Chang, and Chao-Wei Tang. 2017. "Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments" Materials 10, no. 11: 1294. https://doi.org/10.3390/ma10111294
APA StyleChen, H.-J., Chang, S.-N., & Tang, C.-W. (2017). Application of the Taguchi Method for Optimizing the Process Parameters of Producing Lightweight Aggregates by Incorporating Tile Grinding Sludge with Reservoir Sediments. Materials, 10(11), 1294. https://doi.org/10.3390/ma10111294