
Swept Mechanism of Micro-Milling Tool Geometry Effect on Machined Oxygen Free High Conductivity Copper (OFHC) Surface Roughness



Abstract
:1. Introduction
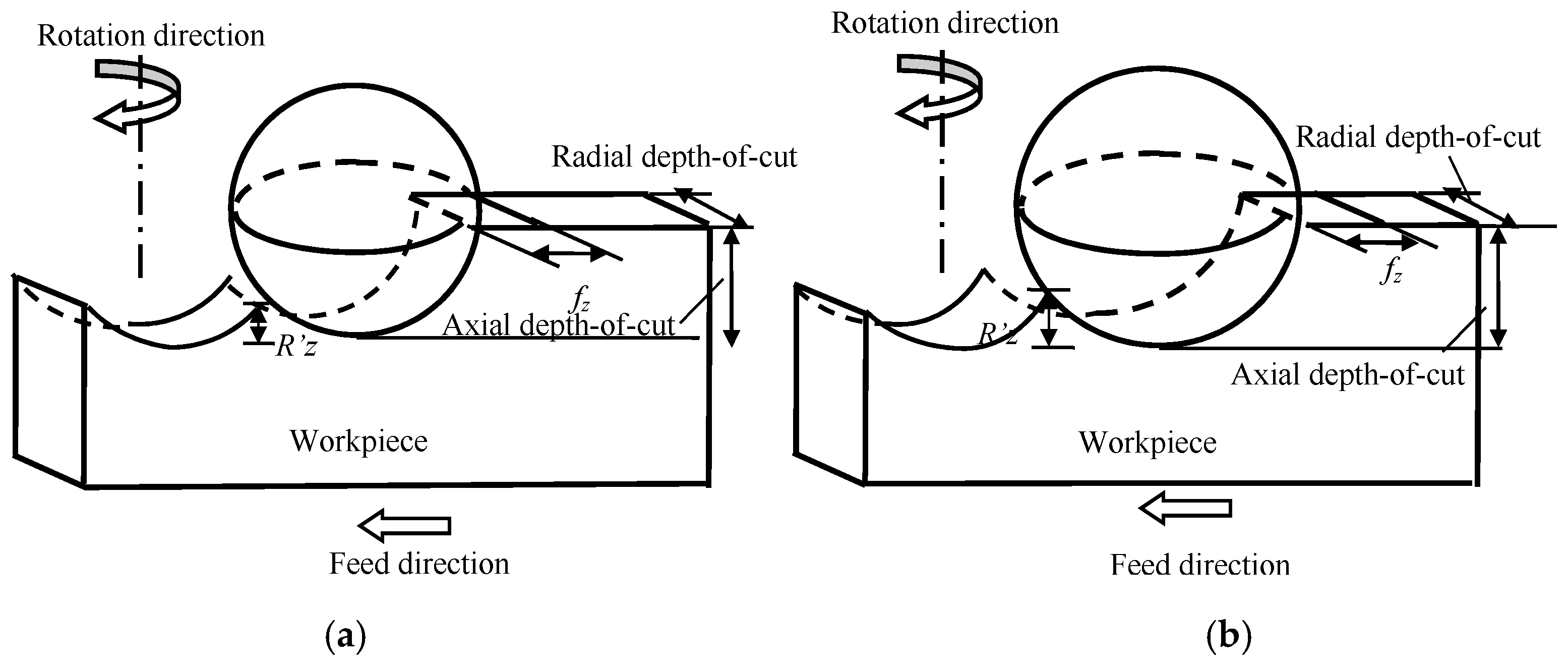
2. Swept Mechanisms of Tool Geometry Effect on Surface Topography
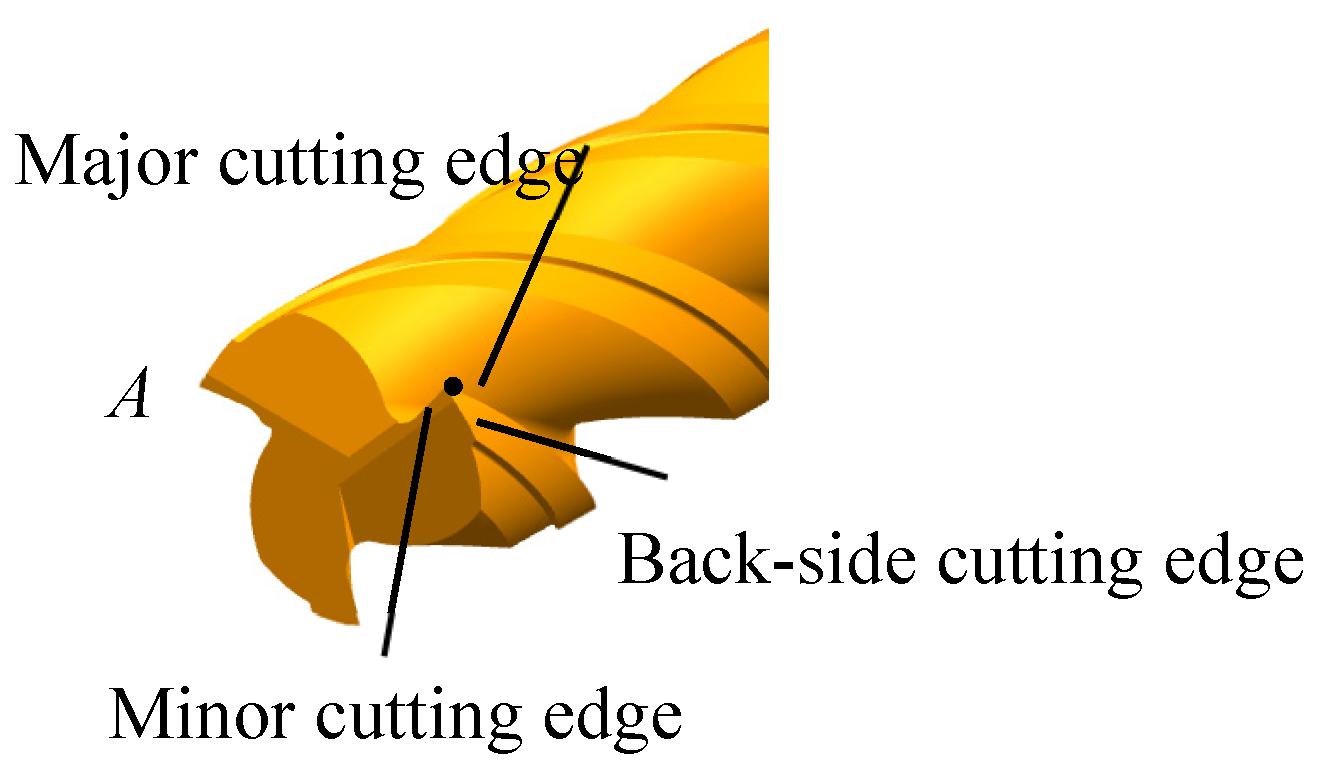
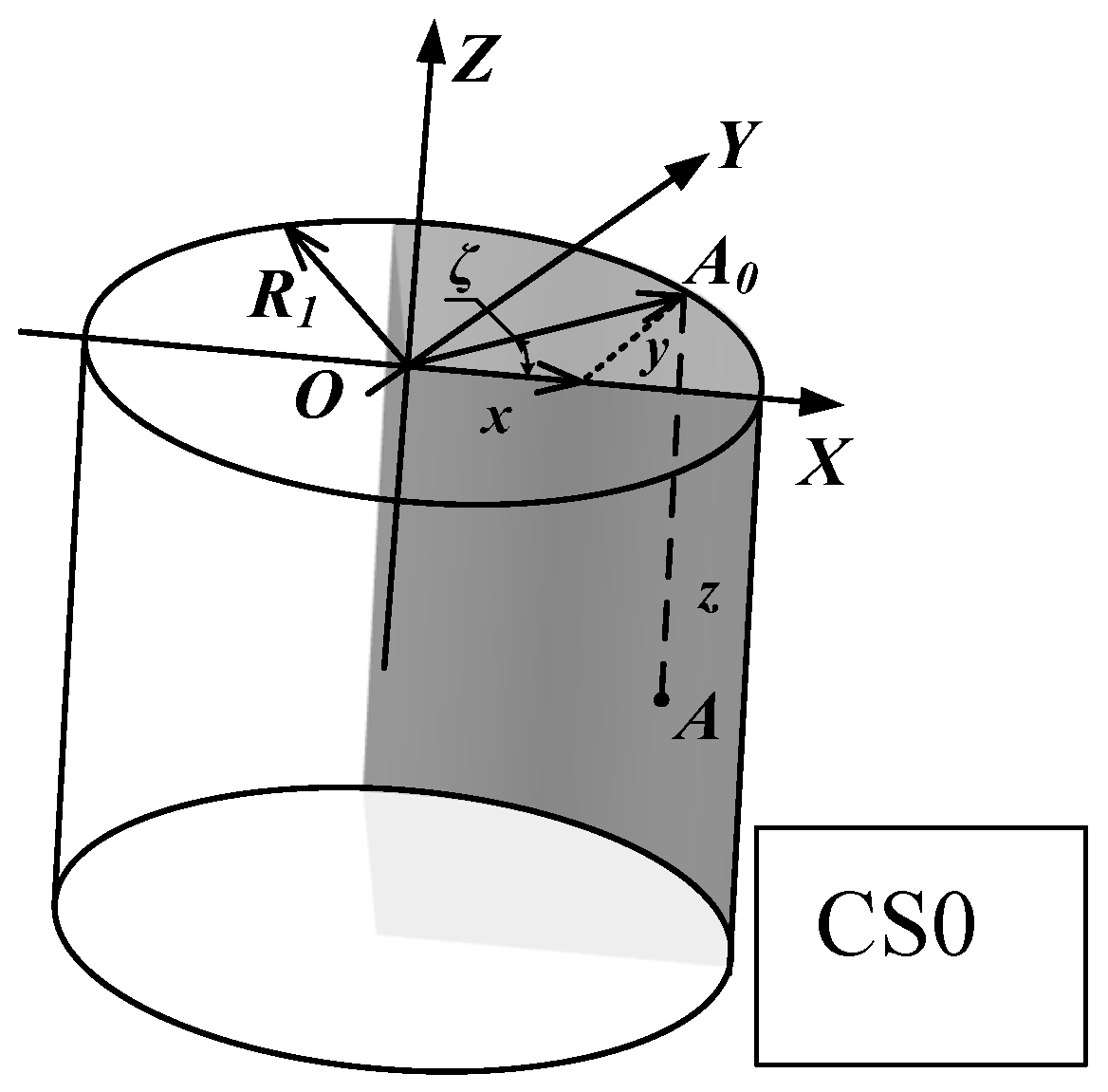
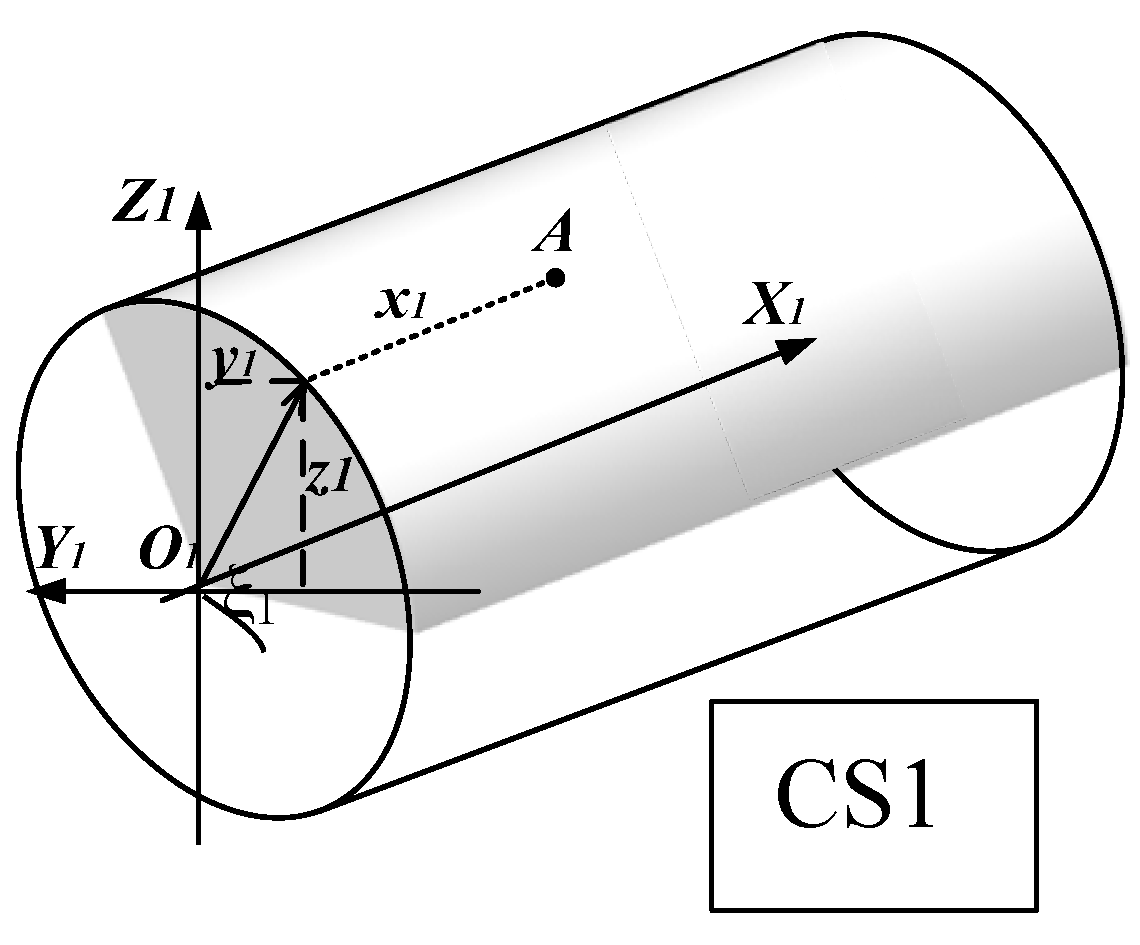
2.1. Three Dimensional Geometrical Modeling of Micro-Milling Tool
2.2. Surface Roughness Model Considering Swept Mechanisms, Minimum Uncut Chip Thickness, and Cutting Tool Run-Out
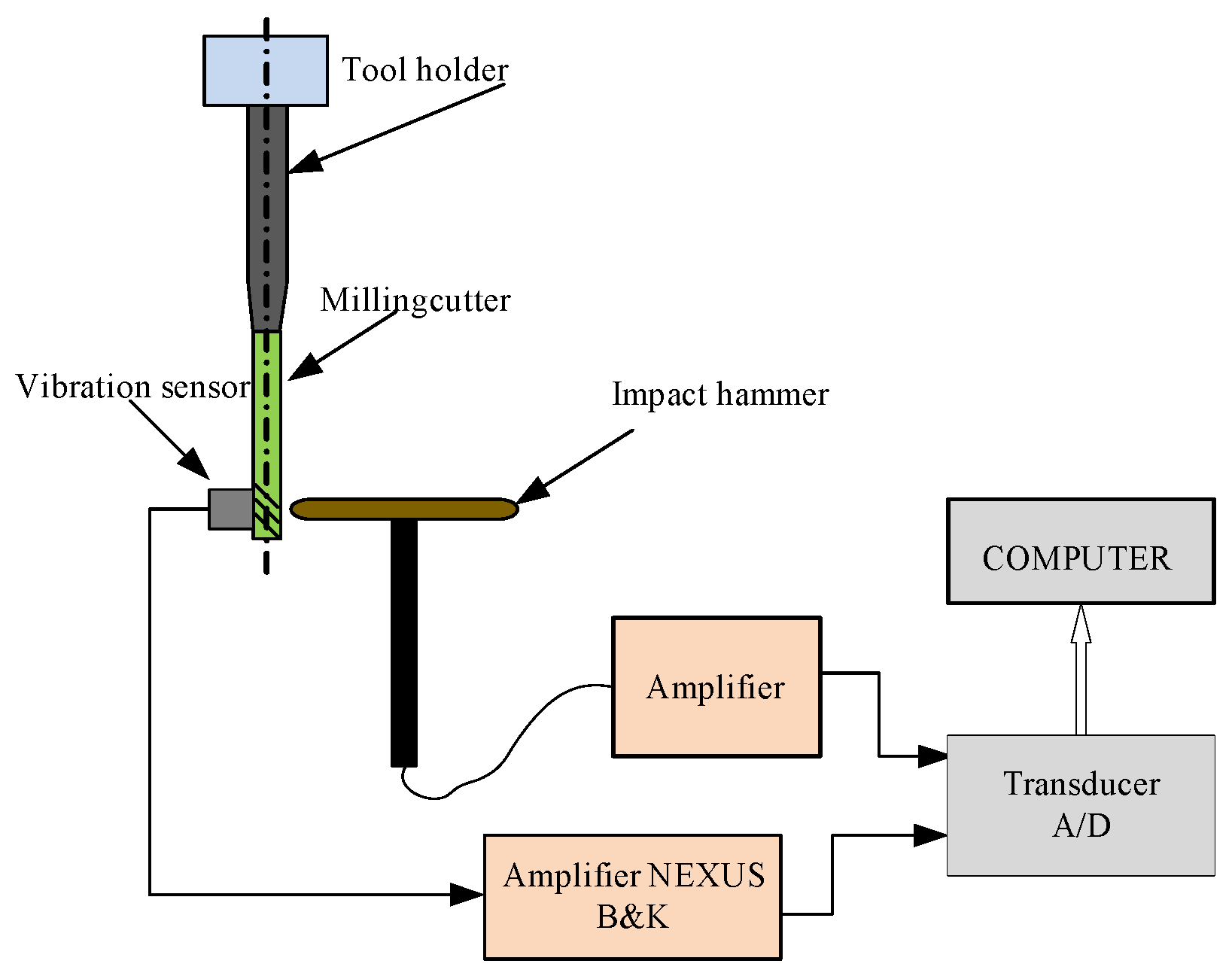
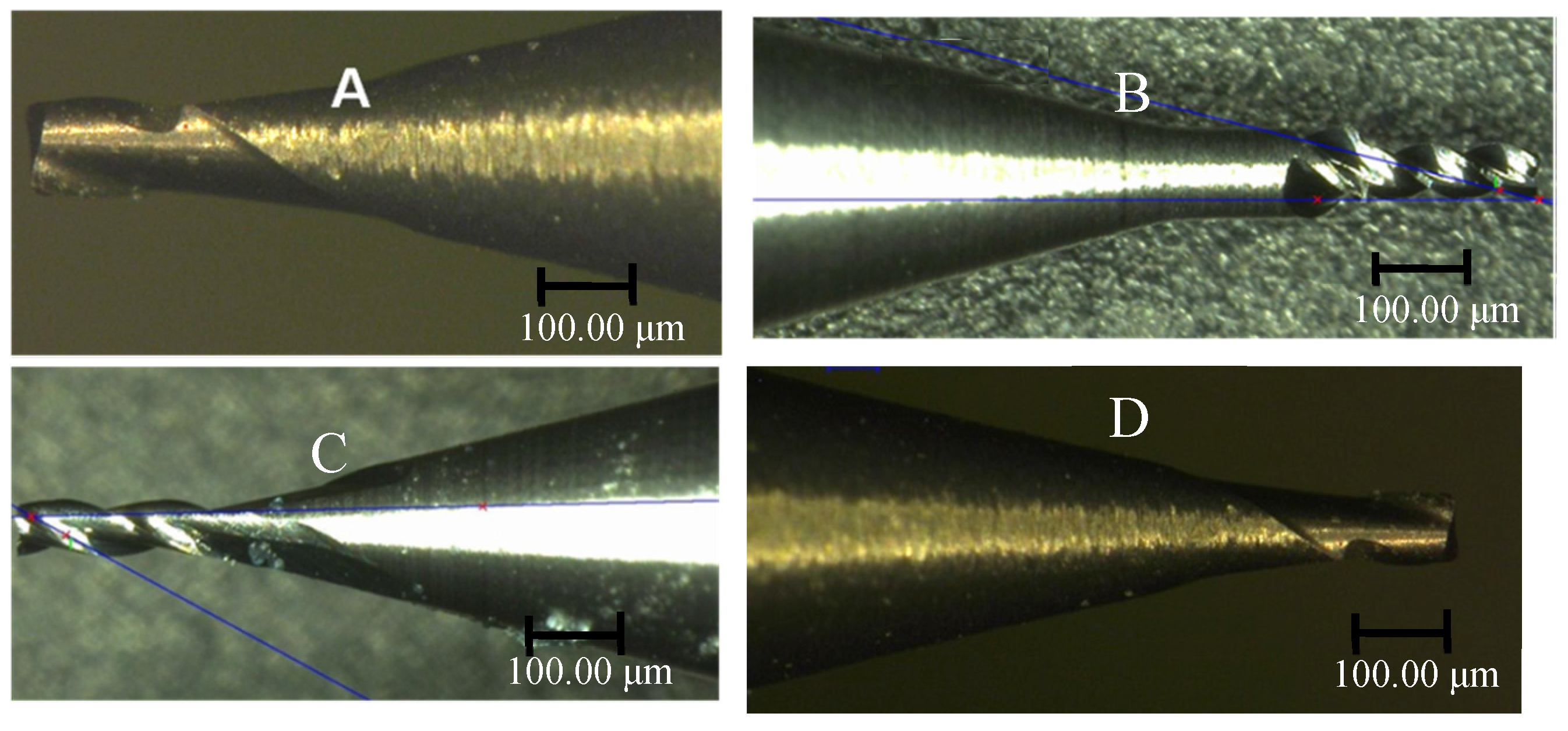
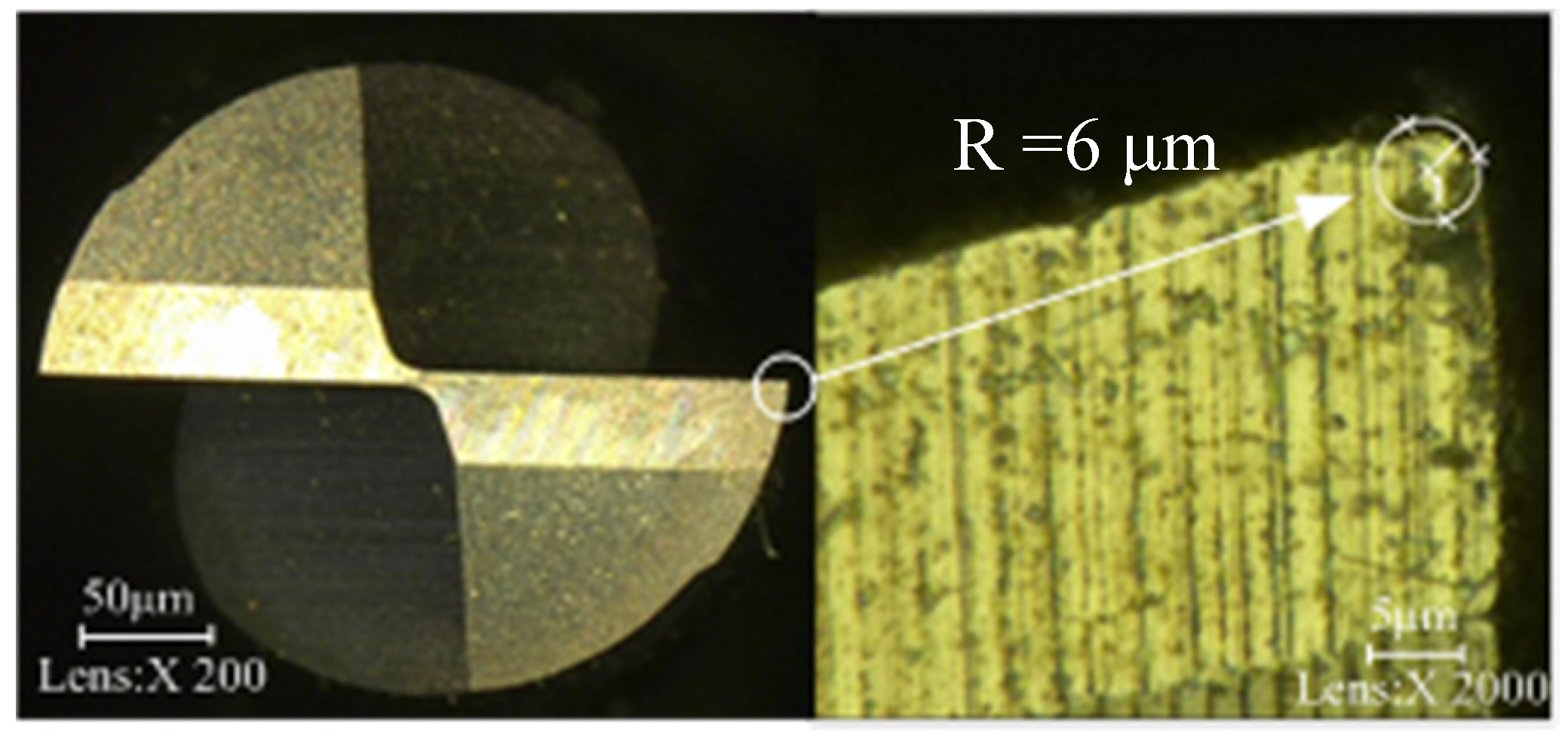
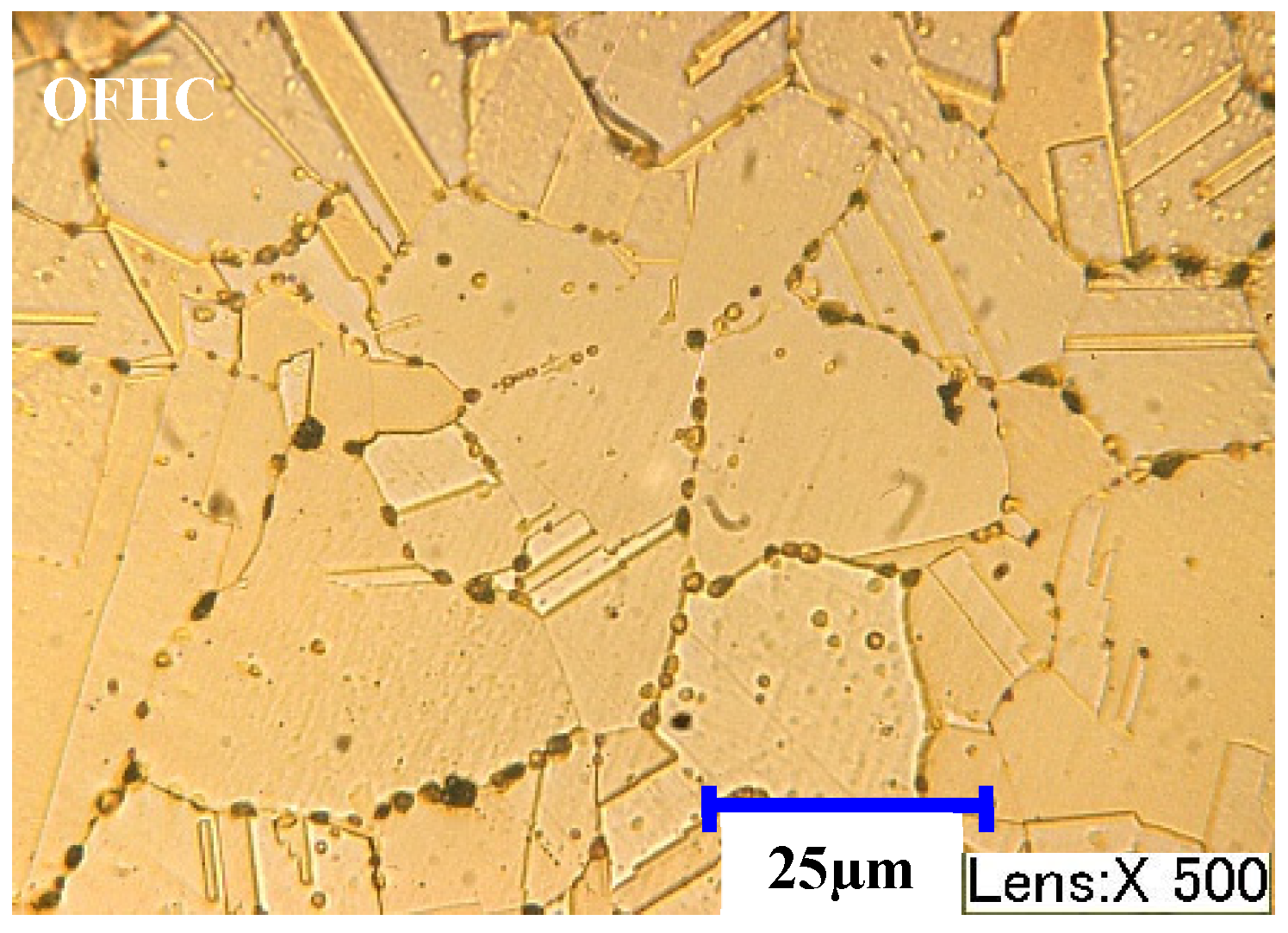
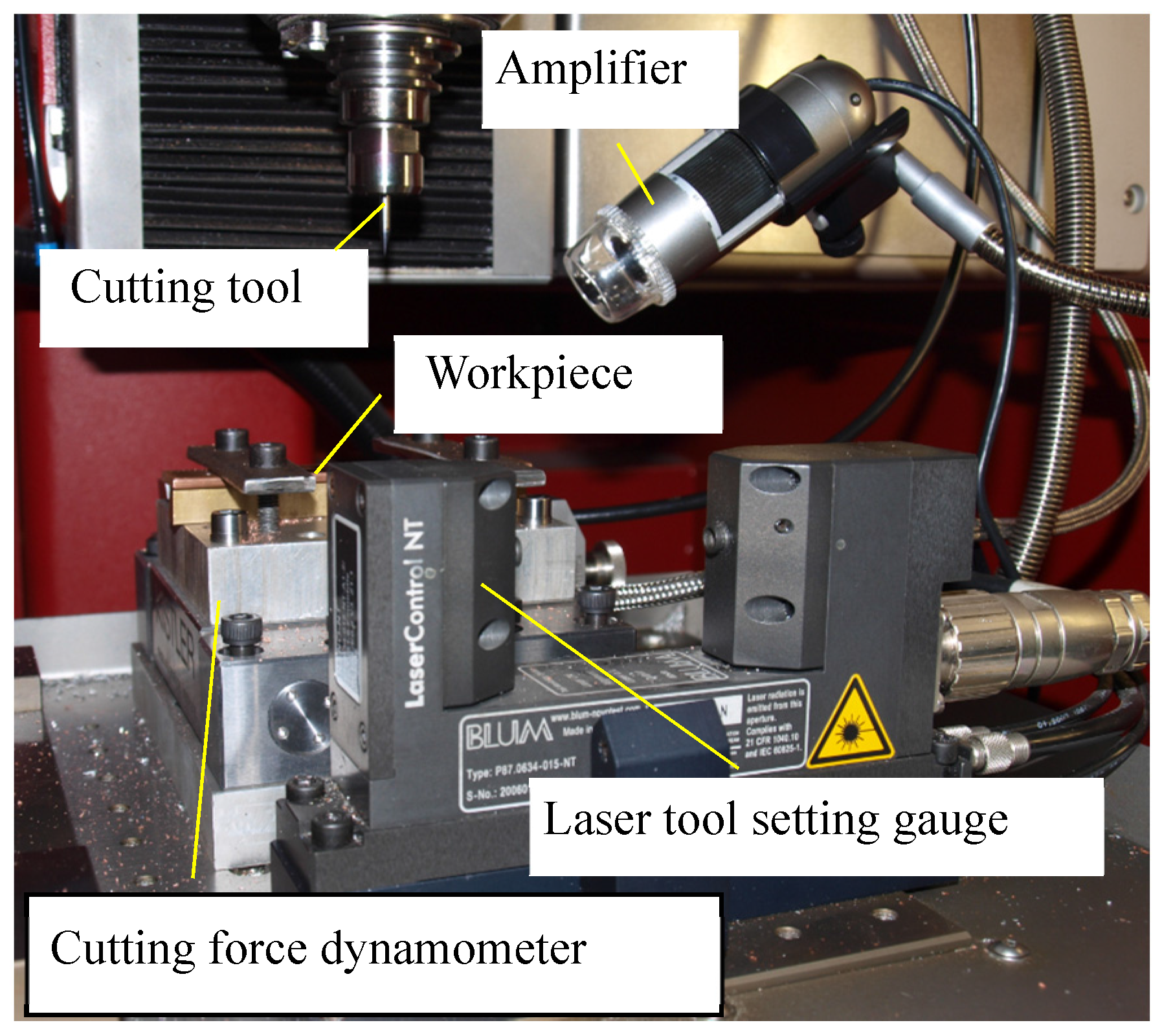
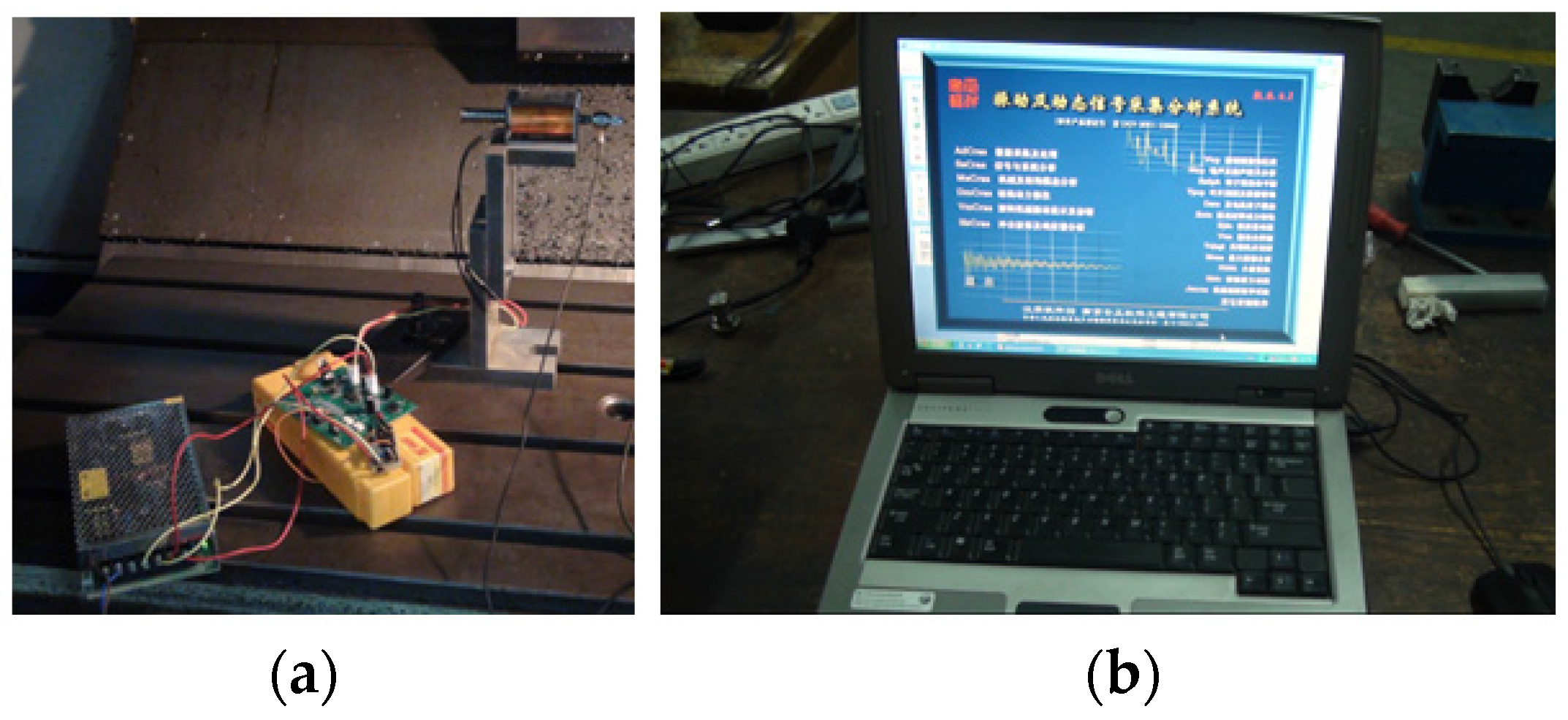
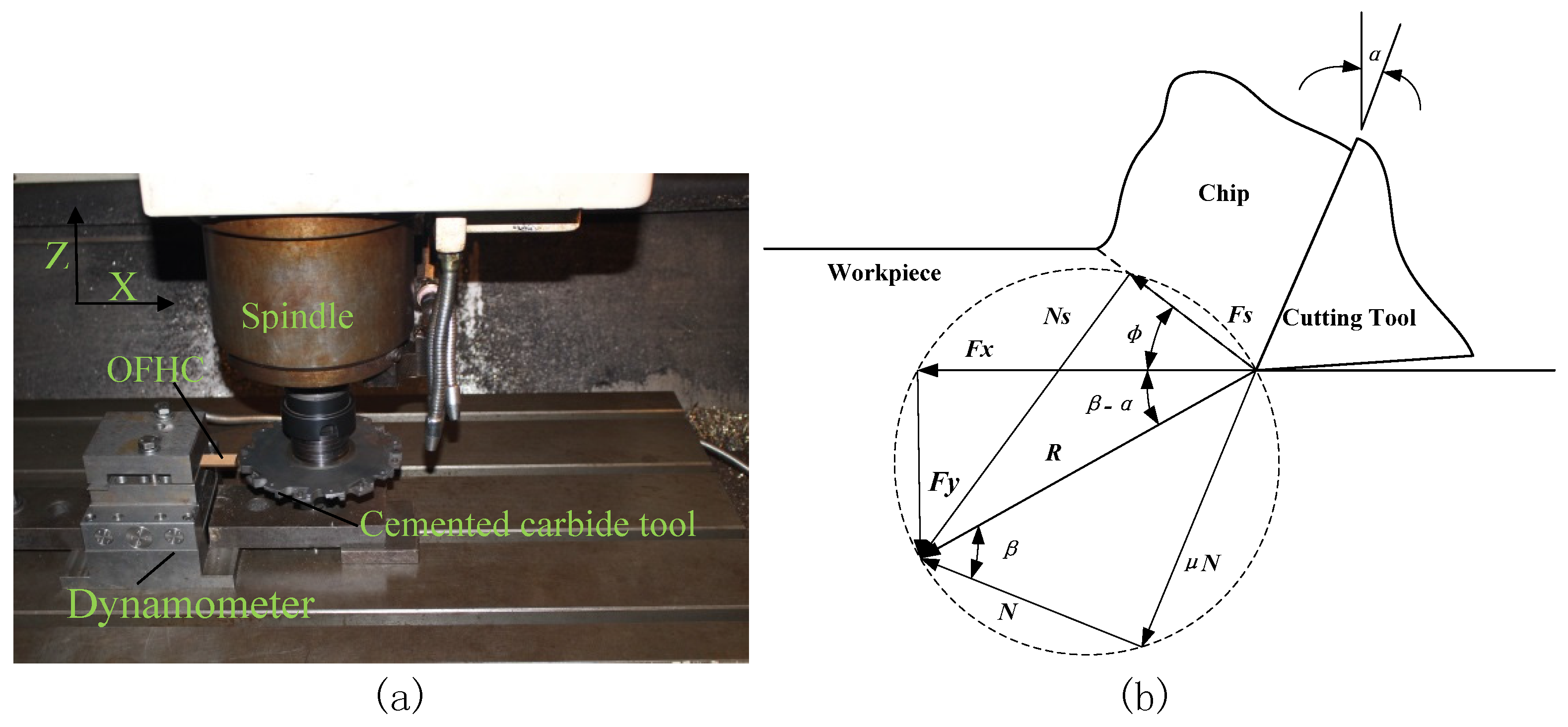
3. Experiments
4. Experimental Results and Discussions
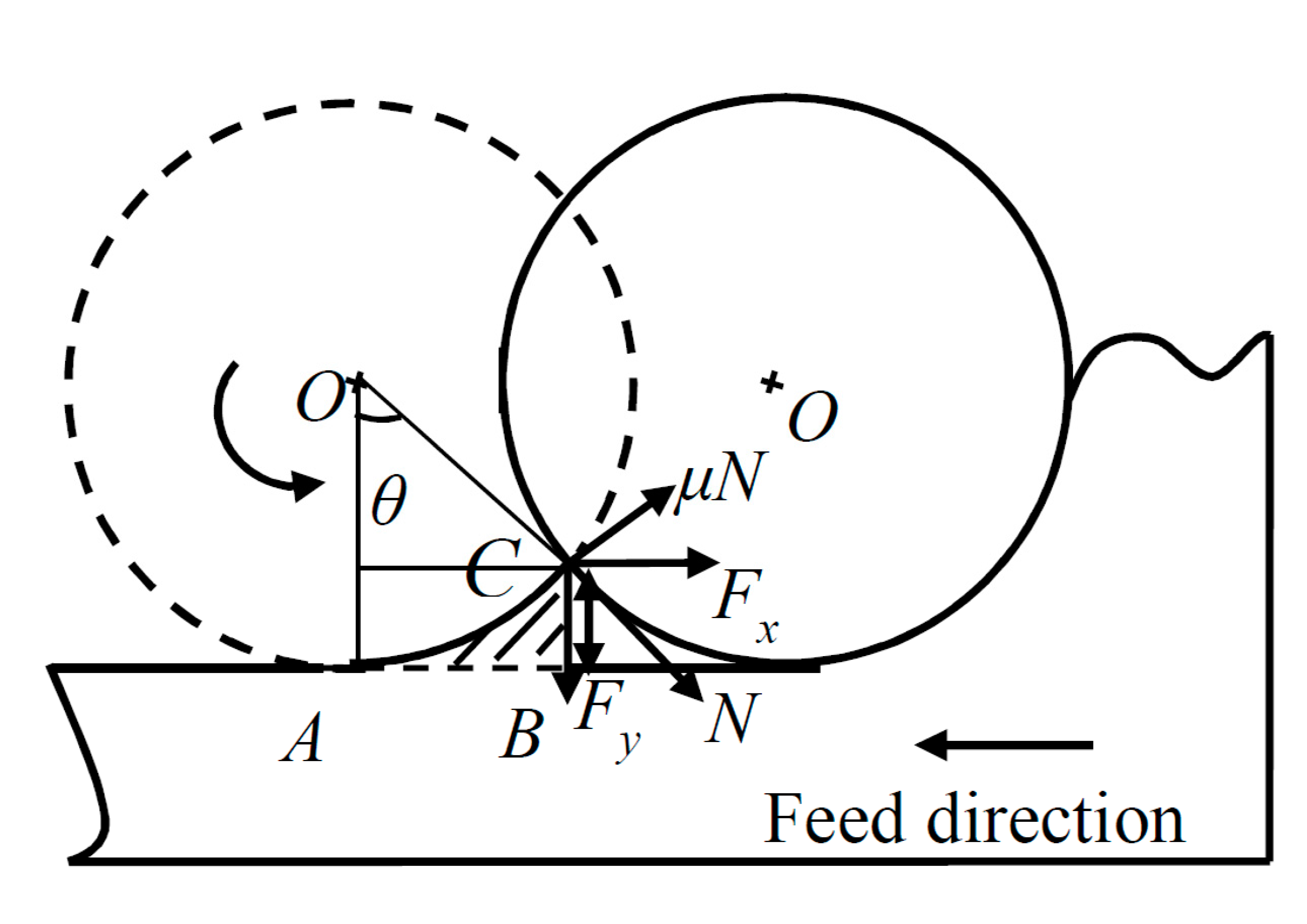
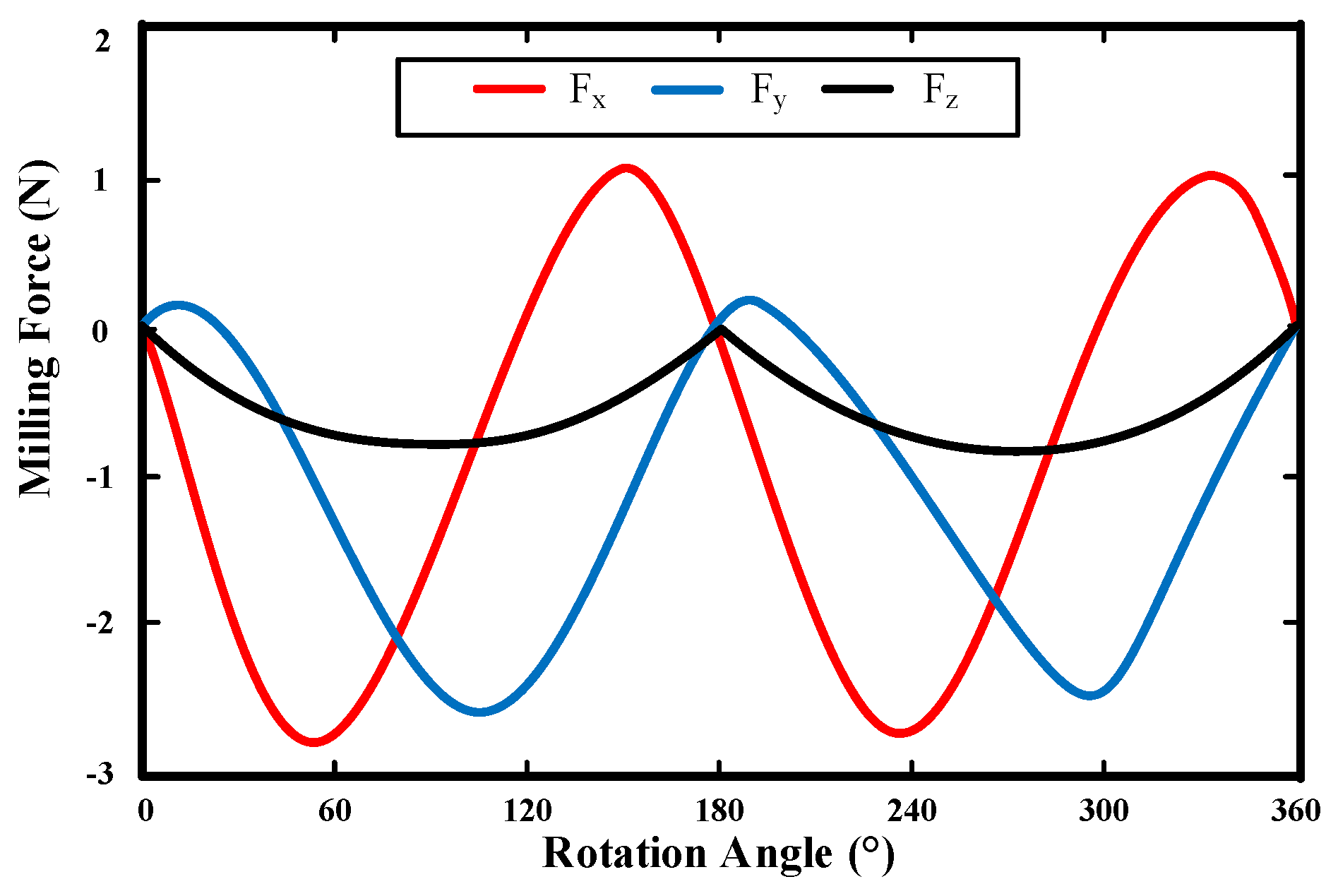
4.1. Cutting Force and Friction Coefficient
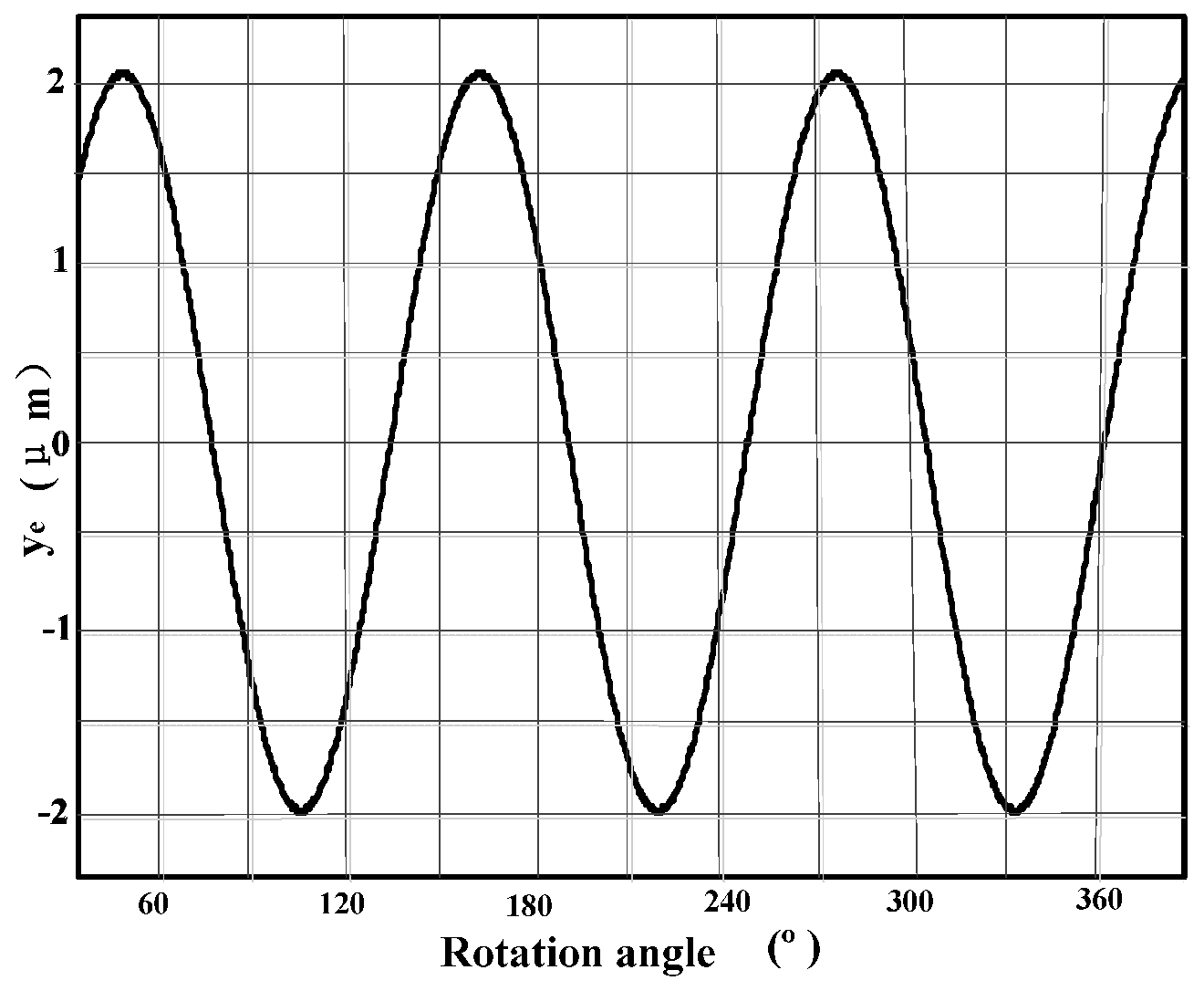
4.2. Modal Parameters and Cutting Tool Run-Out
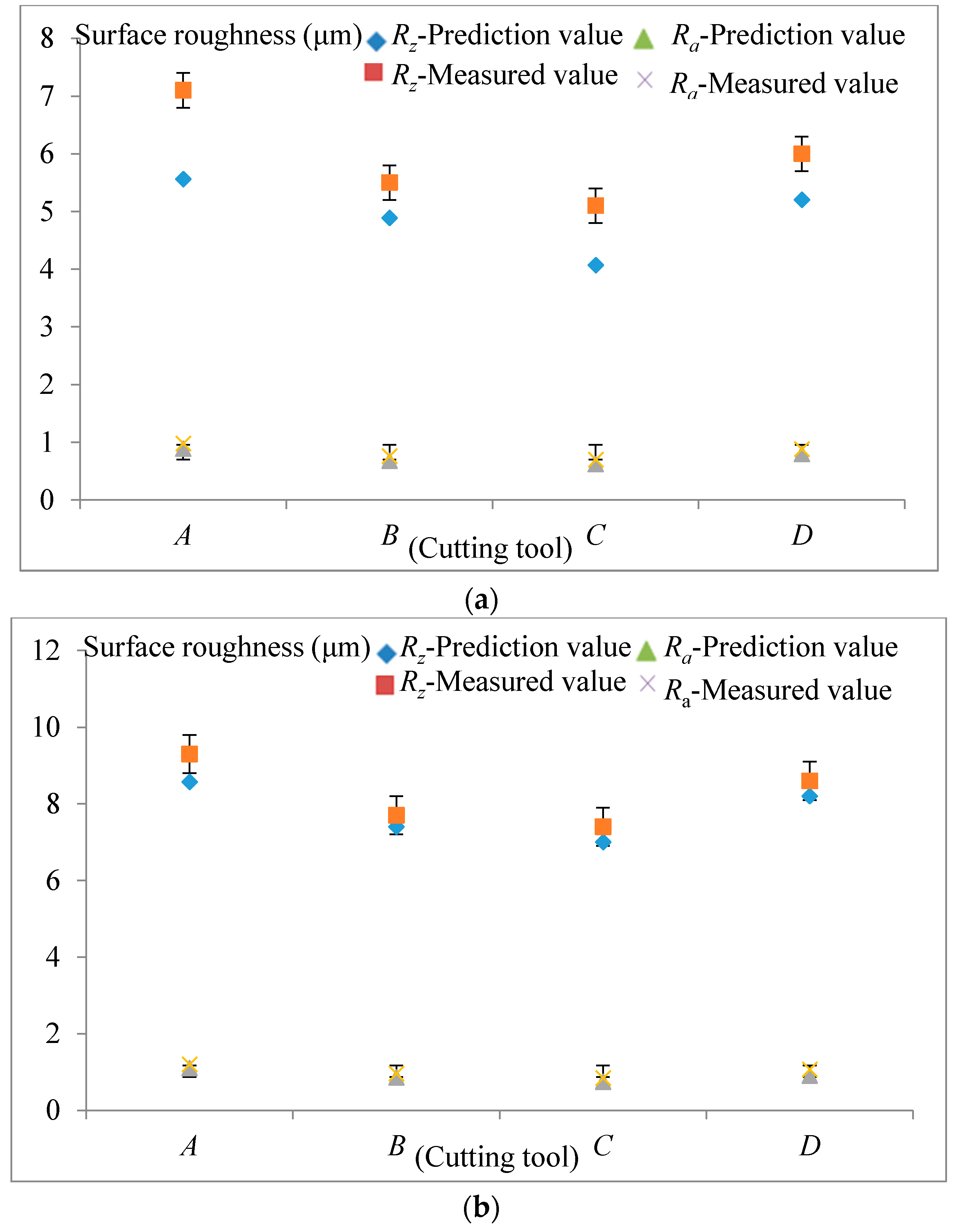
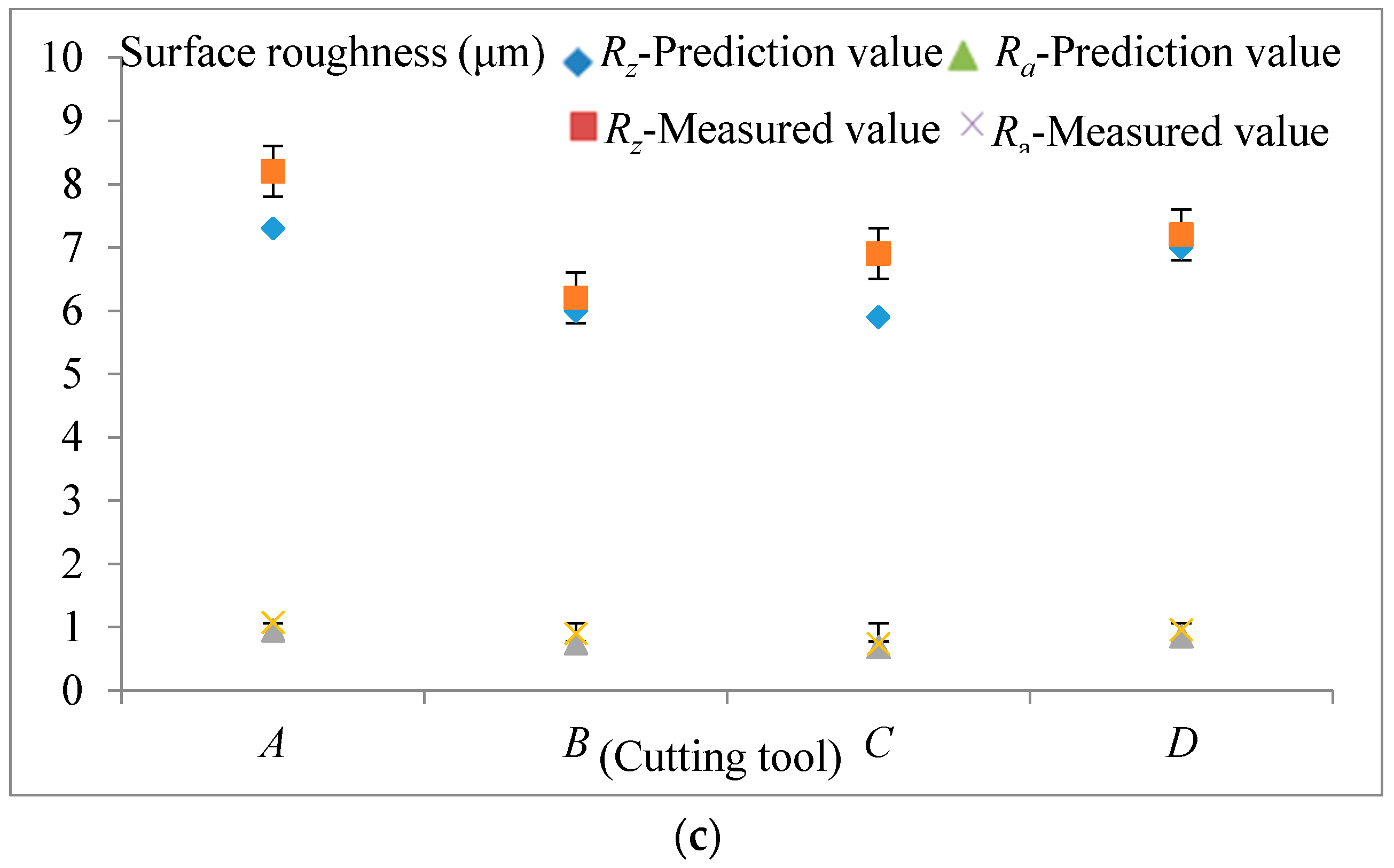
4.3. Surface Roughness Analysis
5. Conclusions
- (1)
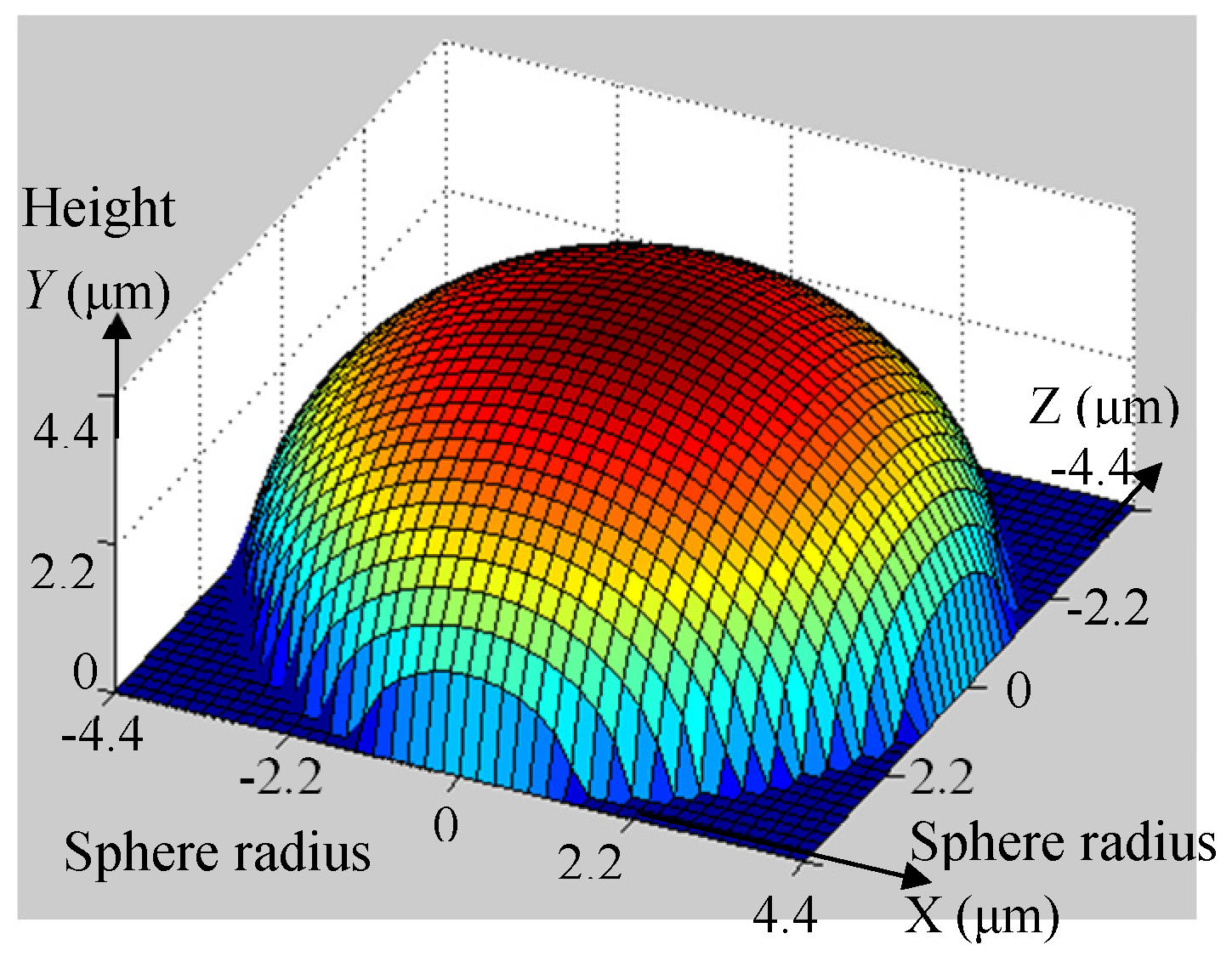
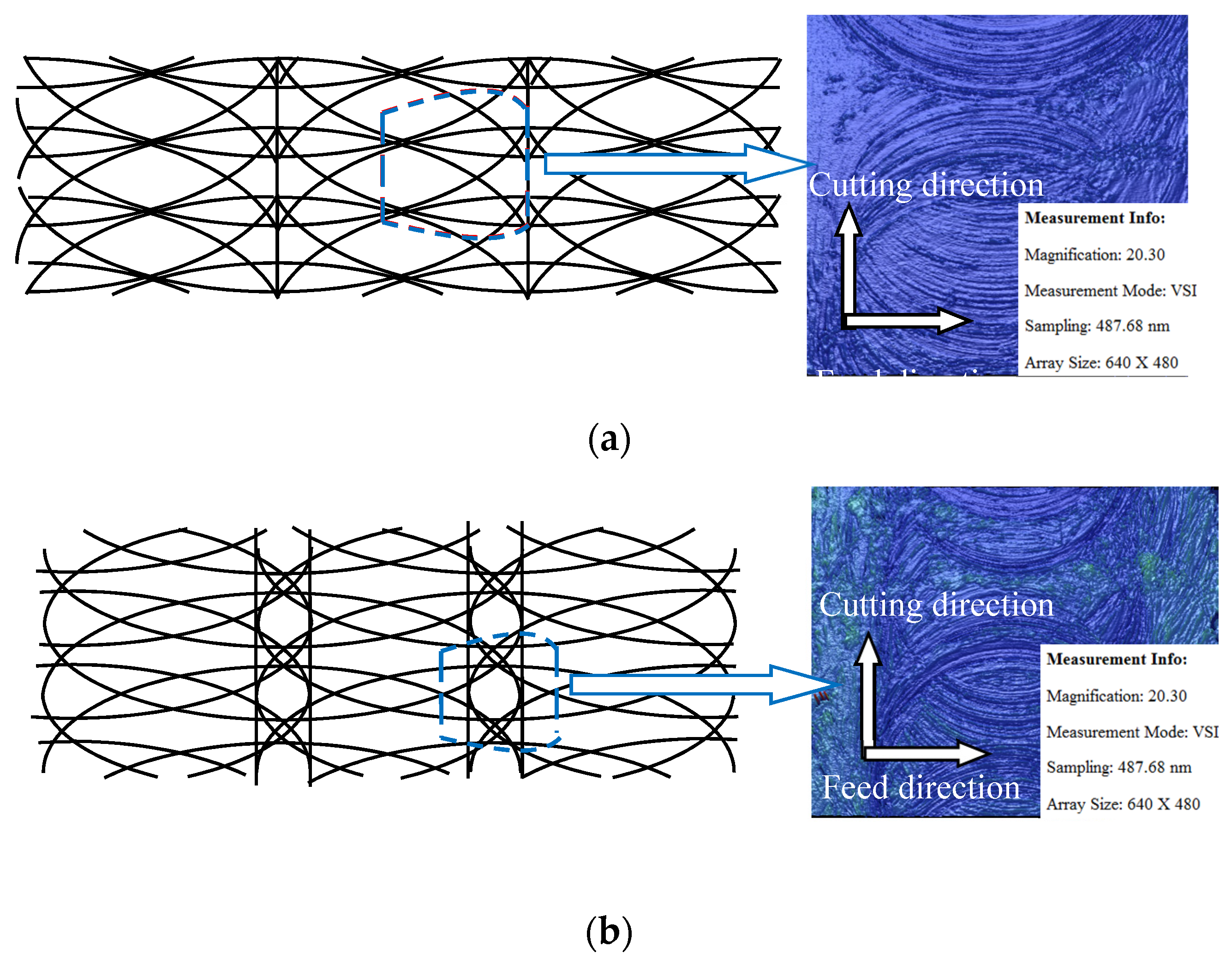
- The established sweeping model shows that the cutting edge radius, helix angle, and the number of cutting tool flutes can be used to decide the actual geometry. When the critical value determined by the cutting tool parameters is positive, the geometry involved in machining will be a sphere, conversely, but the geometry will be an ellipsoid when negative. The results were valid throughout the experimental results. The outcome of this research should bring about new methodologies on improving surface roughness and preparing cutting tools.
- (2)
- Both the cutting tool geometries and cutting process conditions have effects on the machined surface roughness. More cutting tool flutes or a larger helix angle which involve less volume of the cutting tool in the workpiece are preferred to obtain machined surfaces with uniform texture distribution.
- (3)
- The effect of cutting tool run-out and minimum uncut chip thickness was considered on surface roughness parameters. Results show that during the process of micro-milling, the height of the generated surface Rz is mainly affected by the cutting tools run-out. The average surface roughness Ra is close to the surface roughness values only when considering the swept mechanism effect of the cutting tool.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Cardoso, P.; Davim, J.P. A brief review on micromachining of materials. Rev. Adv. Mater. Sci. 2012, 30, 98–102. [Google Scholar]
- Nie, Q. New mathematic method of calculating instantaneous un-deformed chip thickness with tool run-out in micro-end-milling. J. Mech. Eng. 2016, 52, 169. [Google Scholar] [CrossRef]
- Vogler, M.P.; Devor, R.E.; Kapoor, S.G. On the modeling and analysis of machining performance in micro-endmilling, part I: Surface generation. J. Manuf. Sci. Eng. 2004, 126, 685–694. [Google Scholar] [CrossRef]
- Vogler, M.P.; Devor, R.E.; Kapoor, S.G. On the modeling and analysis of machining performance in micro-endmilling, part II: Cutting force prediction. J. Manuf. Sci. Eng. 2005, 126, 695–710. [Google Scholar] [CrossRef]
- Câmara, M.A.; Campos Rubio, J.C.; Abrão, A.M.; Davim, J.P. State of the art on micromilling of materials, a review. J. Mater. Sci. Technol. 2012, 28, 673–685. [Google Scholar] [CrossRef]
- Nano and Micromachining; Davim, J.; Jackson, M. (Eds.) Wiley-ISTE: London, UK, 2009.
- Weule, H.; Huntrup, V.; Tritschler, H. Micro-cutting of steel to meet new requirements in miniaturization. CIRP Ann. 2001, 50, 61–64. [Google Scholar] [CrossRef]
- Yuan, Z.J.; Zhou, M.; Dong, S. Effect of diamond tool sharpness on minimum cutting thickness and cutting surface integrity in ultraprecision machining. J. Mater. Process. Technol. 1996, 62, 327–330. [Google Scholar] [CrossRef]
- Son, S.M.; Lim, H.S.; Ahn, J.H. Effects of the friction coefficient on the minimum cutting thickness in micro cutting. Int. J. Mach. Tools Manuf. 2005, 45, 529–535. [Google Scholar] [CrossRef]
- Burlacu, C.; Iordan, O. Mathematical modelling to predict the roughness average in micro milling process. Mater. Sci. Eng. 2016, 145, 1219–1232. [Google Scholar] [CrossRef]
- Kiswanto, G.; Zariatin, D.L.; Ko, T.J. The effect of spindle speed, feed-rate and machining time to the surface roughness and burr formation of Aluminum Alloy 1100 in micro-milling operation. J. Manufact. Process. 2014, 16, 435–450. [Google Scholar] [CrossRef]
- Campatelli, G.; Lorenzini, L.; Scippa, A. Optimization of process parameters using a Response Surface Method for minimizing power consumption in the milling of carbon steel. J. Clean. Product. 2014, 66, 309–316. [Google Scholar] [CrossRef]
- Kant, G.; Sangwan, K.S. Predictive modelling and optimization of machining parameters to minimize surface roughness using artificial neural network coupled with genetic algorithm. Procedia CIRP 2015, 31, 453–458. [Google Scholar] [CrossRef]
- Özel, T.; Hsu, T.K.; Zeren, E. Effect of cutting edge geometry, workpiece hardness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int. J. Adv. Manuf. Technol. 2005, 25, 262–269. [Google Scholar] [CrossRef]
- Faraji, G.; Besharati, M.K.; Mosavi, M.; Kashanizadeh, H. Experimental and finite element analysis of parameters in manufacturing of metal bellows. Int. J. Adv. Manuf. Technol. 2008, 38, 641–648. [Google Scholar] [CrossRef]
- Bil, H.; Kilic, S.; Tekkaya, A. A comparison of orthogonal cutting data from experiments with three different finite element models. Int. J. Mach. Tools Manuf. 2004, 44, 933–944. [Google Scholar] [CrossRef]
- Field, M.; Kahles, J. Review of surface integrity of machined components. CIRP Ann. 1971, 20, 153–163. [Google Scholar]
- Ko, T.J.; Kim, H.S. Surface integrity and machineability in intermittent hard turning. Int. J. Adv. Manuf. Technol. 2001, 18, 168–175. [Google Scholar] [CrossRef]
- Pawade, R.S.; Joshi, S.S.; Brahmankar, P.K. Effect of machining parameters and cutting edge geometry on surface integrity of high-speed turned Inconel 718. Int. J. Mach. Tools Manuf. 2008, 48, 15–28. [Google Scholar] [CrossRef]
- Ginting, A.; Nouari, M. Surface integrity of dry machined titanium alloys. Int. J. Mach. Tools Manuf. 2009, 49, 325–332. [Google Scholar] [CrossRef]
- Lai, X.M.; Li, H.T.; Li, C.F.; Lin, Z.Q.; Ni, J. Modeling and analysis of micro scale milling considering size effect, micro cutter edge radius and minimum chip thickness. Int. J. Mach. Tools Manuf. 2008, 48, 1–14. [Google Scholar] [CrossRef]
- Zhang, X.P.; Liu, C.R.; Yao, Z.Q. Experimental study and evaluation methodology on hard surface integrity. Int. J. Adv. Manuf. Technol. 2007, 34, 141–148. [Google Scholar] [CrossRef]
- Liu, Z.Q. Repetitive measurement and compensation to improve workpiece machining accuracy. Int. J. Adv. Manuf. Technol. 1999, 15, 85–89. [Google Scholar] [CrossRef]
- Manjunathaiah, J.; Endres, W.J. A new model and analysis of orthogonal machining with an edge-radiused. Tools J. Manuf. Sci. Eng. 2000, 122, 384–390. [Google Scholar] [CrossRef]
- Kountanya, R.K.; Endres, W.J. A High-Magnification Experimental Study of Orthogonal Cutting with Edge-Honed Tools. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, New York, NY, USA, 11–16 November 2001.
- Liu, Z.; Shi, Z.; Wan, Y. Definition and determination of the minimum uncut chip thickness of microcutting. Int. J. Adv. Manuf. Technol. 2013, 69, 1219–1232. [Google Scholar]
- Shi, Z.Y.; Liu, Z.Q. The actual geometry of the cutting tool involved in machining. Int. J. Adv. Manuf. Technol. 2010, 46, 91–99. [Google Scholar] [CrossRef]
- Shi, Z.Y.; Liu, Z.Q.; Wang, B. Actual geometry of milling tool involved in cutting process. Mater. Sci. Forum 2013, 723, 394–400. [Google Scholar] [CrossRef]
- Shi, Z.Y.; Liu, L.N.; Liu, Z.Q. Influence of dynamic effects on surface roughness for face milling process. Int. J. Adv. Manuf. Technol. 2015, 80, 1823–1831. [Google Scholar]
- Wojciechowski, S. Machined surface roughness including cutter displacements in milling of hardened steel. Metrol. Meas. Syst. 2011, 3, 429–440. [Google Scholar]
- Liu, X.; Devor, R.E.; Kapoor, S.G. An analytical model for the prediction of minimum chip thickness in micromachining. J. Manuf. Sci. Eng. 2006, 128, 474–481. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Tool | Flute Diameters | Helix Length | Helix Angle | Tool Fluted | Materials |
|---|---|---|---|---|---|
| A | 0.35 mm | 2 mm | 15° | 2 | cemented carbide |
| B | 0.35 mm | 2 mm | 15° | 3 | cemented carbide |
| C | 0.35 mm | 2 mm | 30° | 3 | cemented carbide |
| D | 0.35 mm | 2 mm | 30° | 2 | cemented carbide |
| Cutting Tool | Fx (N) | Fy (N) | Fz (N) |
|---|---|---|---|
| A | 2.93 | 2.89 | 0.72 |
| B | 2.83 | 2.76 | 0.62 |
| C | 2.81 | 2.70 | 0.41 |
| D | 2.90 | 2.78 | 0.67 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shi, Z.; Liu, Z.; Li, Y.; Qiao, Y. Swept Mechanism of Micro-Milling Tool Geometry Effect on Machined Oxygen Free High Conductivity Copper (OFHC) Surface Roughness. Materials 2017, 10, 120. https://doi.org/10.3390/ma10020120
Shi Z, Liu Z, Li Y, Qiao Y. Swept Mechanism of Micro-Milling Tool Geometry Effect on Machined Oxygen Free High Conductivity Copper (OFHC) Surface Roughness. Materials. 2017; 10(2):120. https://doi.org/10.3390/ma10020120
Chicago/Turabian StyleShi, Zhenyu, Zhanqiang Liu, Yuchao Li, and Yang Qiao. 2017. "Swept Mechanism of Micro-Milling Tool Geometry Effect on Machined Oxygen Free High Conductivity Copper (OFHC) Surface Roughness" Materials 10, no. 2: 120. https://doi.org/10.3390/ma10020120
APA StyleShi, Z., Liu, Z., Li, Y., & Qiao, Y. (2017). Swept Mechanism of Micro-Milling Tool Geometry Effect on Machined Oxygen Free High Conductivity Copper (OFHC) Surface Roughness. Materials, 10(2), 120. https://doi.org/10.3390/ma10020120