
Fatigue Strength Estimation Based on Local Mechanical Properties for Aluminum Alloy FSW Joints


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials
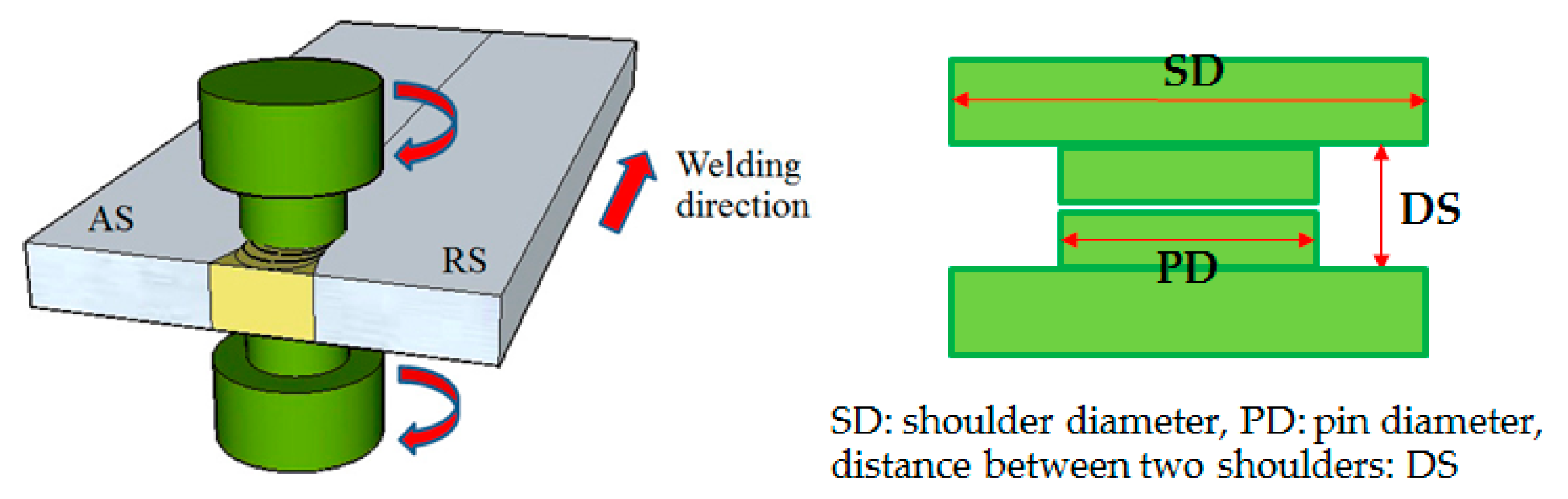
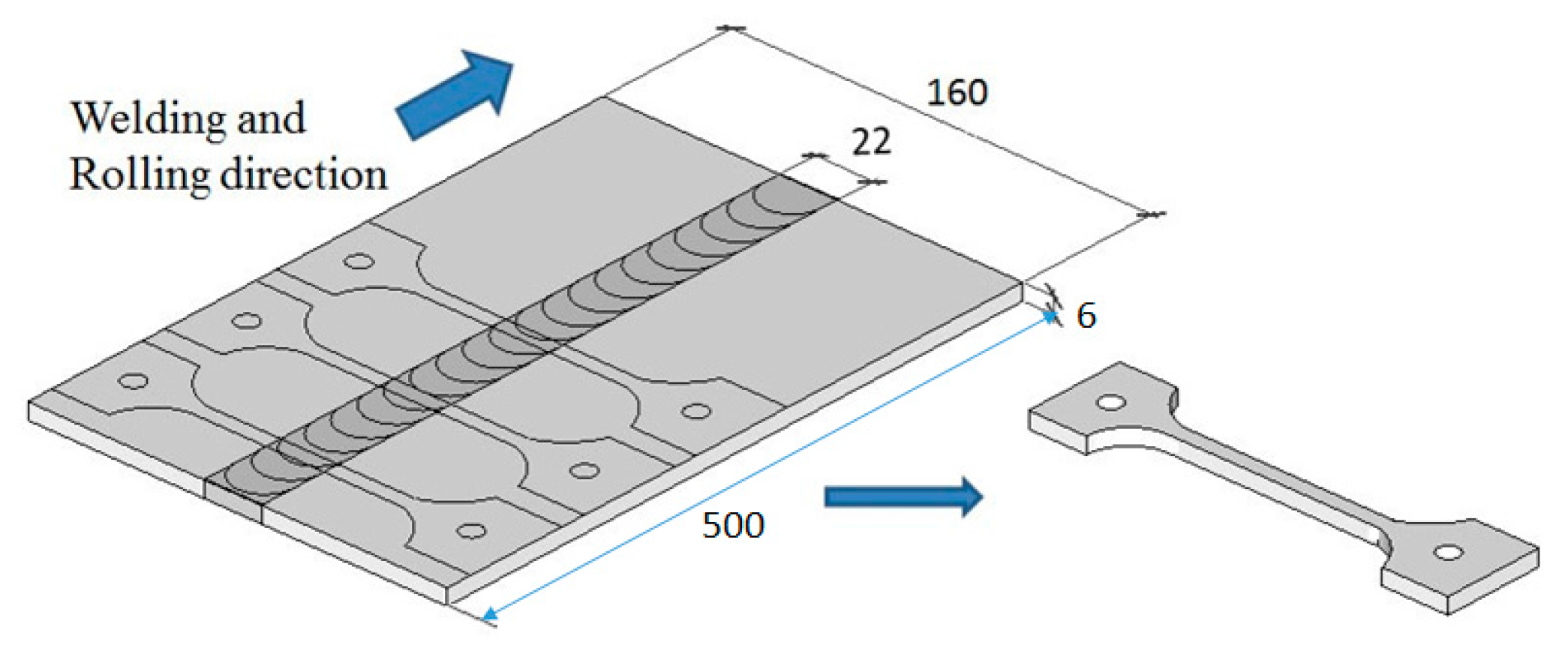
2.2. Friction Stir Welding
2.3. Microstructural Observation, Micro-Hardness Test, and Residual Stress Measurement
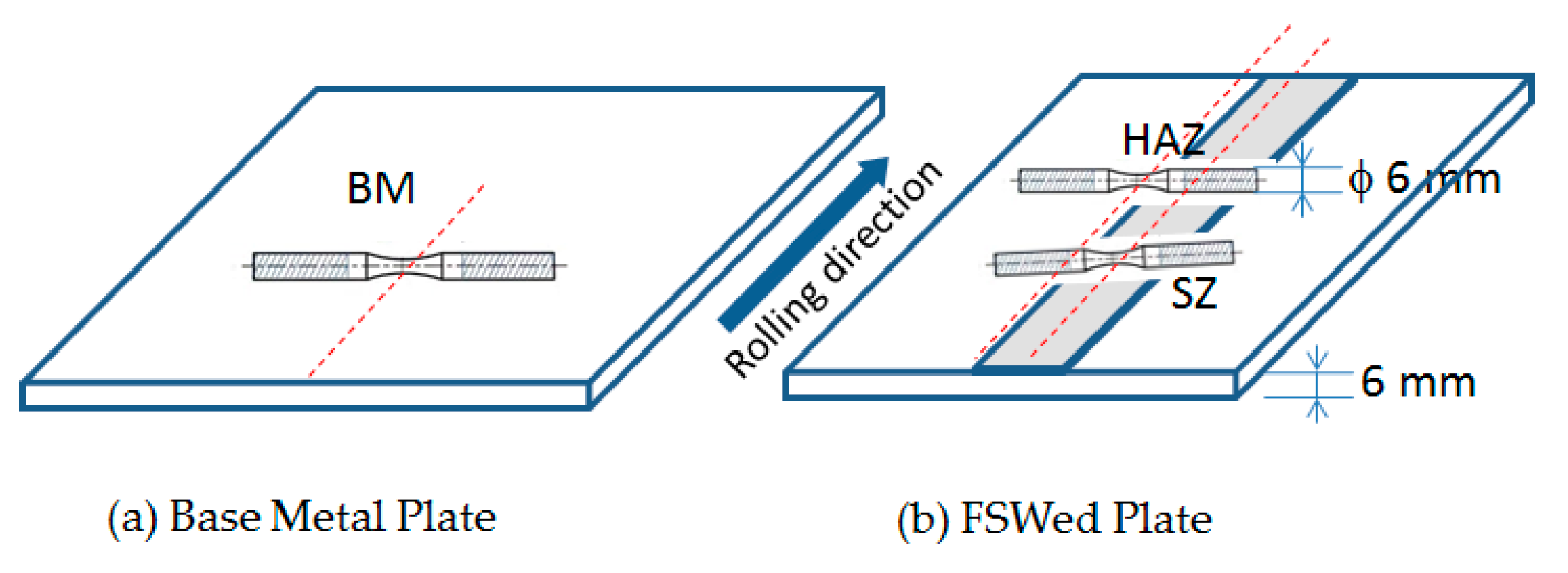
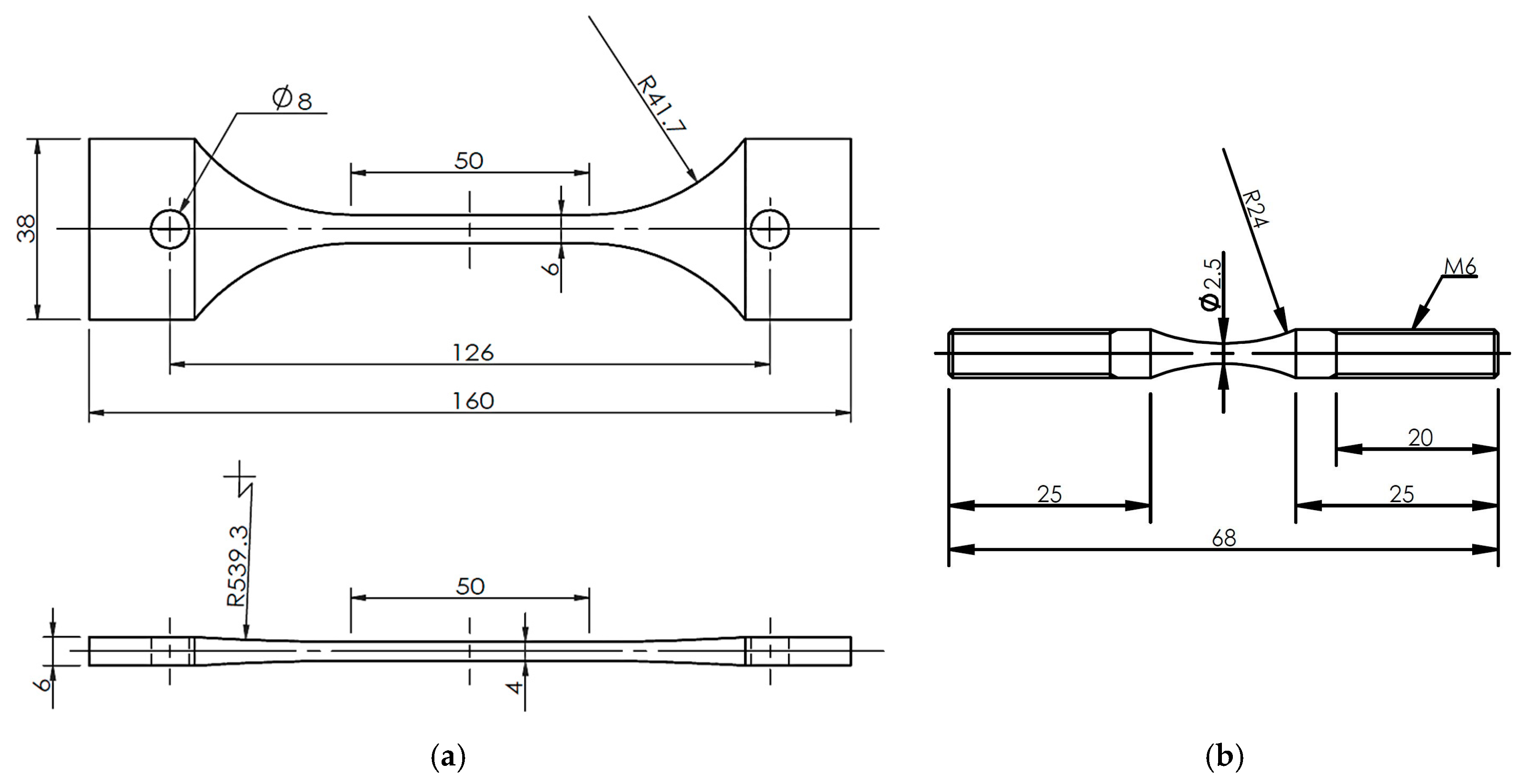
2.4. Tensile Test
2.5. Fatigue Test
3. Experimental Results
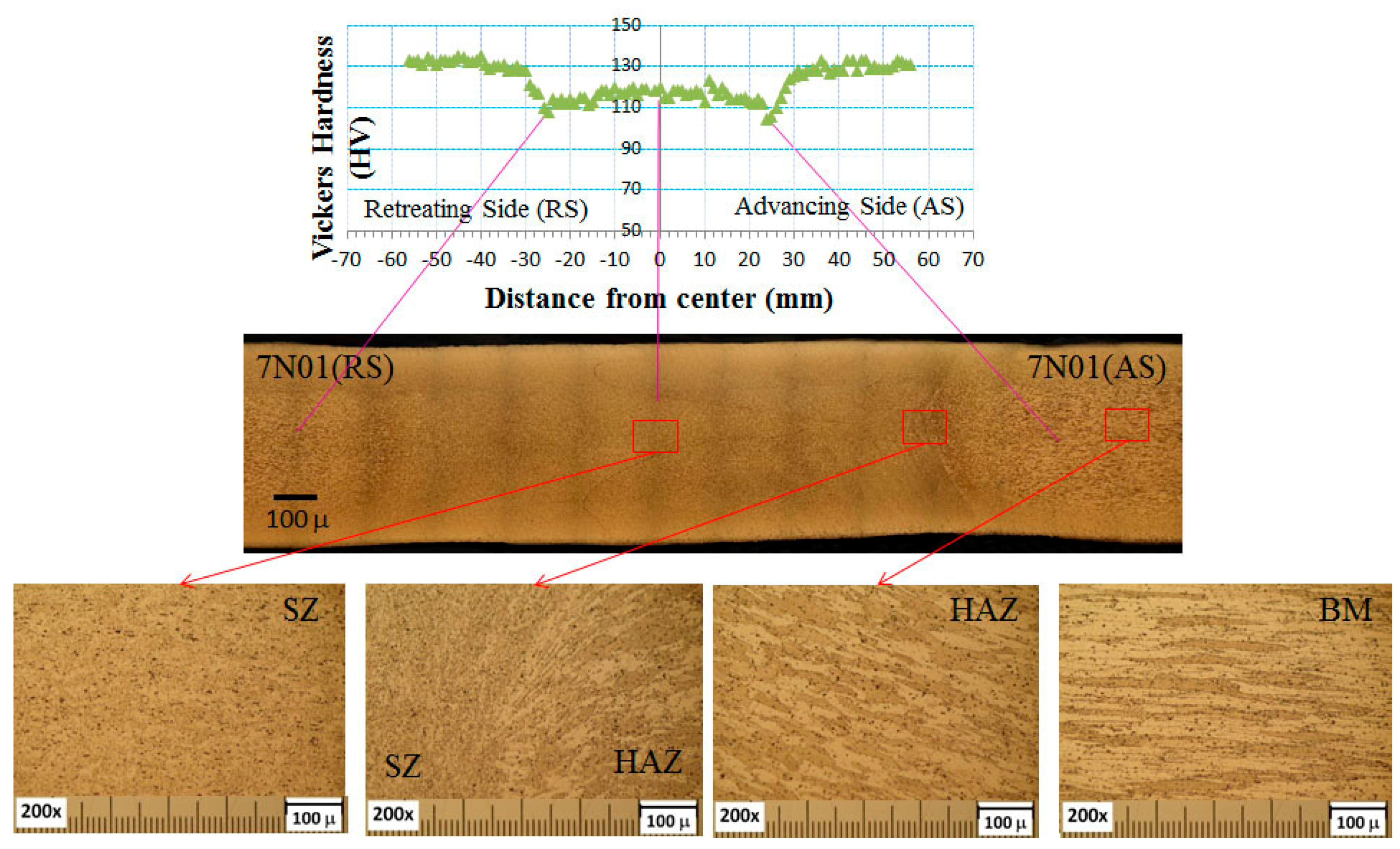
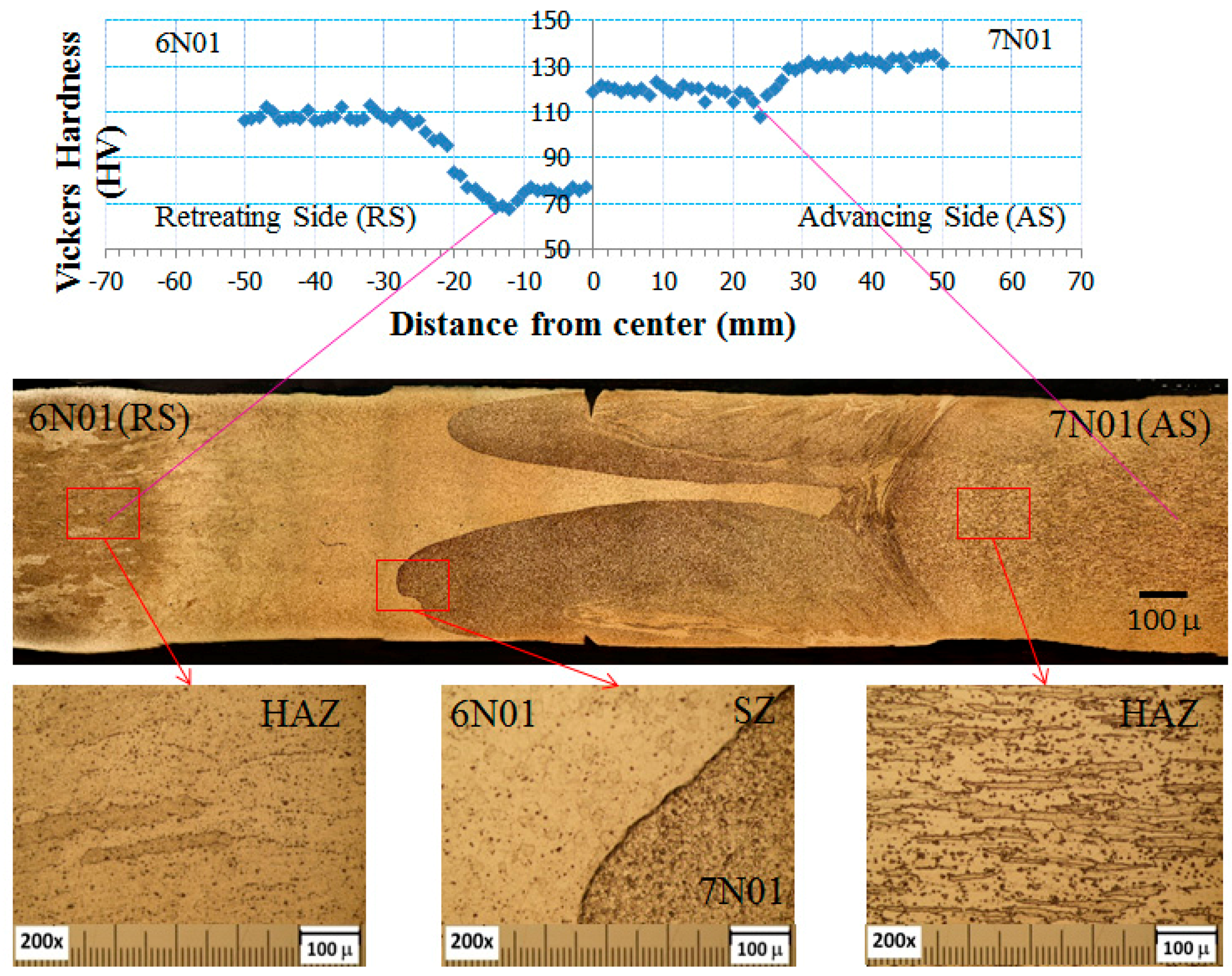
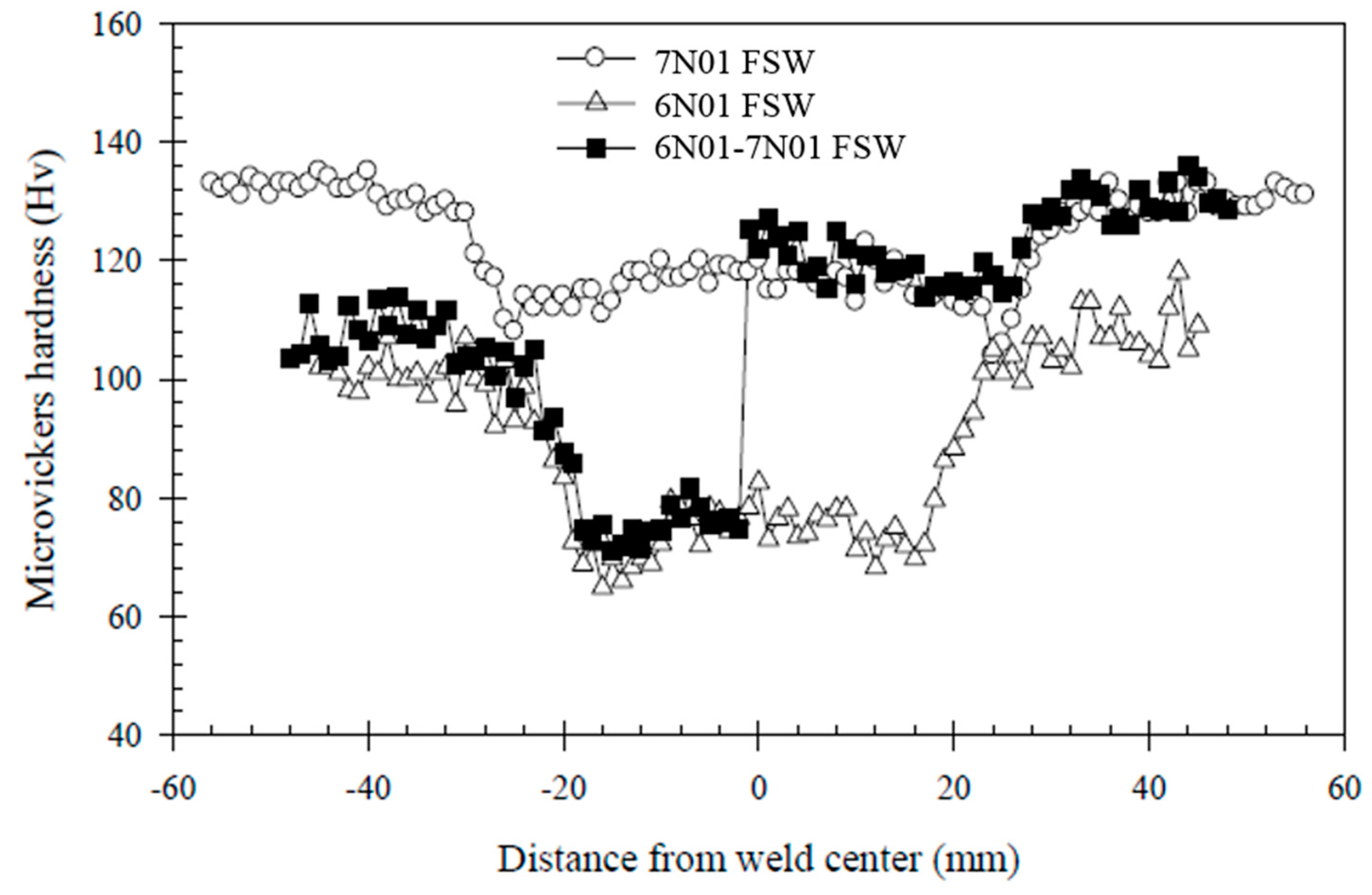
3.1. Microstructure and Micro-Hardness
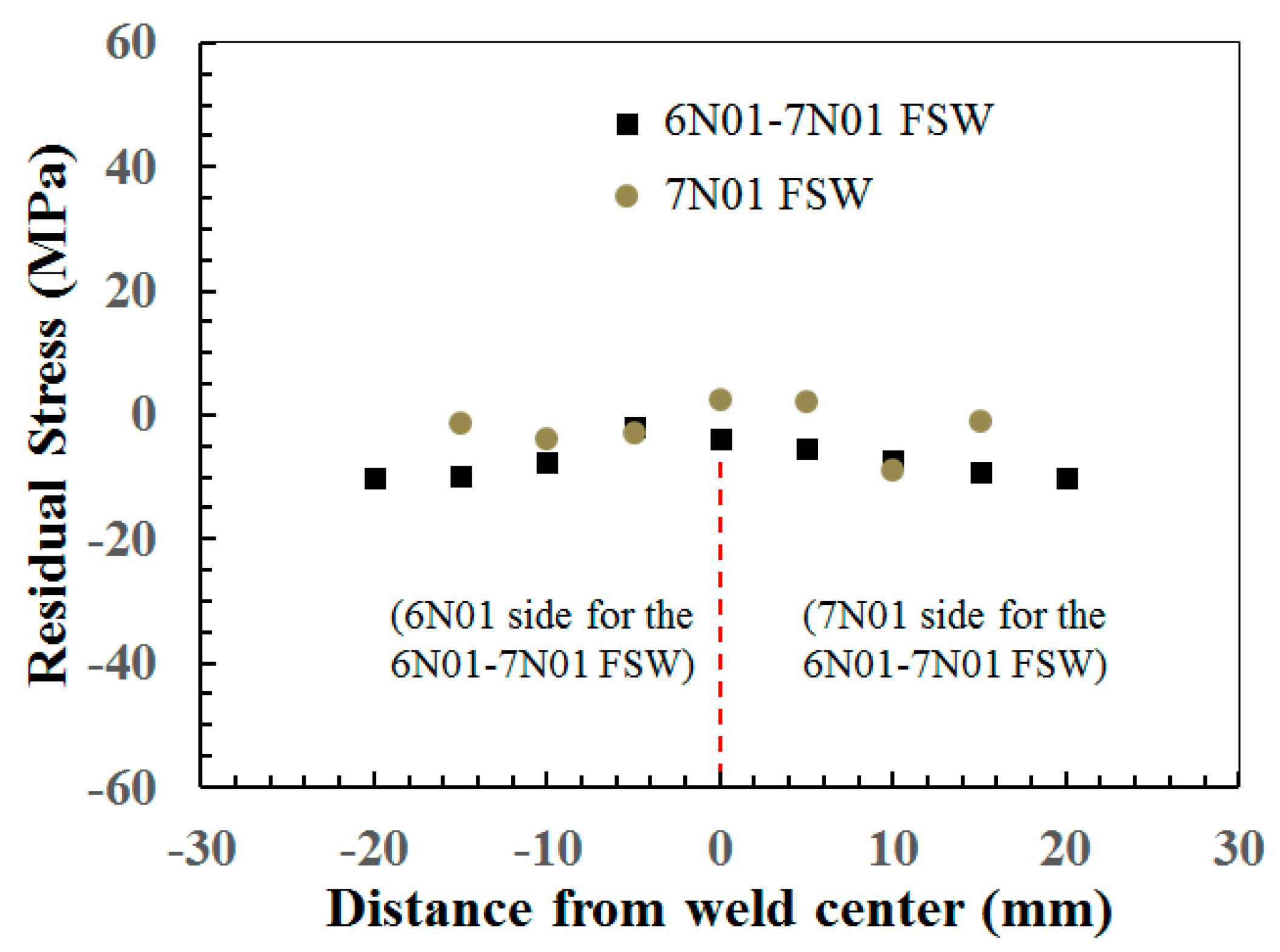
3.2. Residual Stress
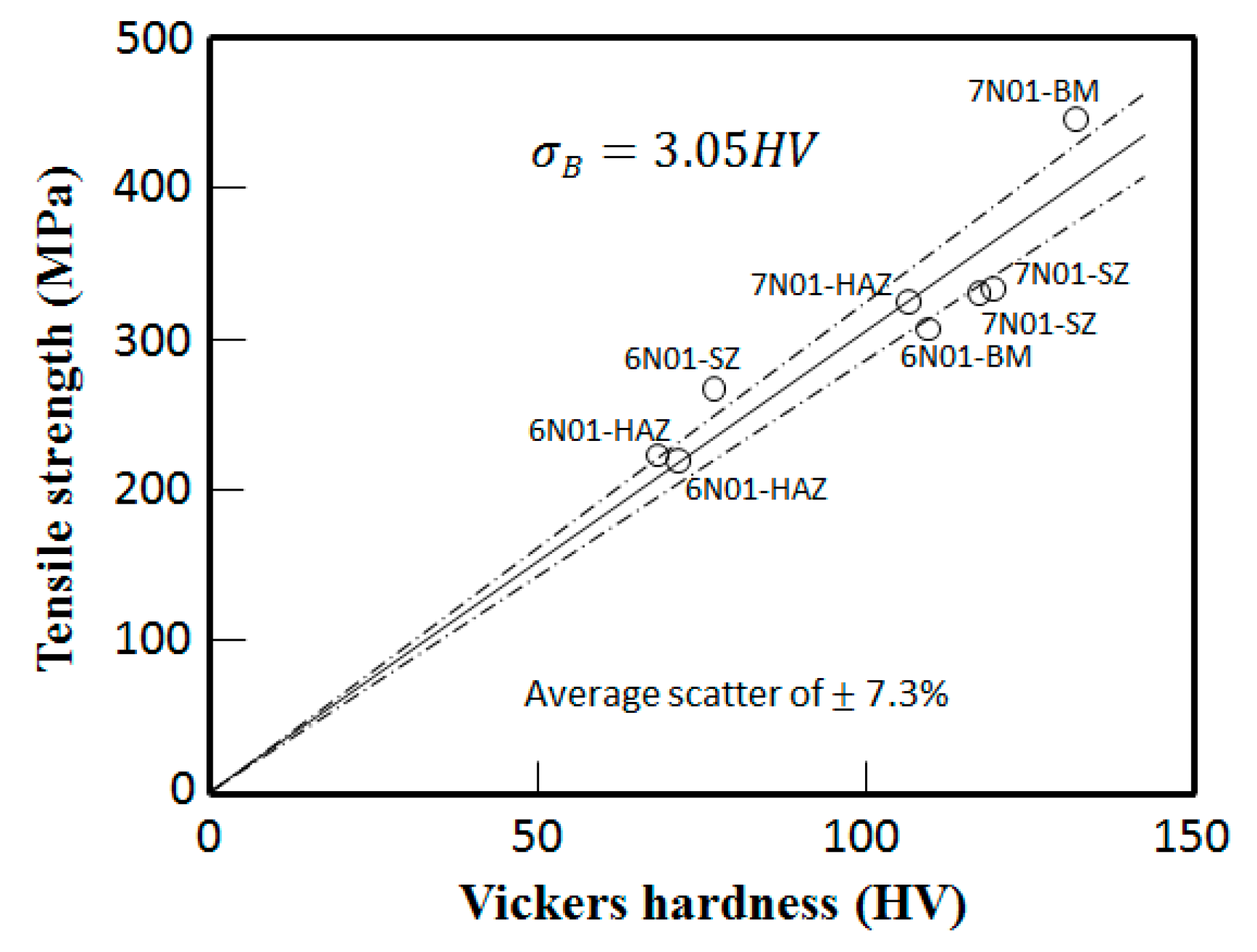
3.3. Tensile Strength
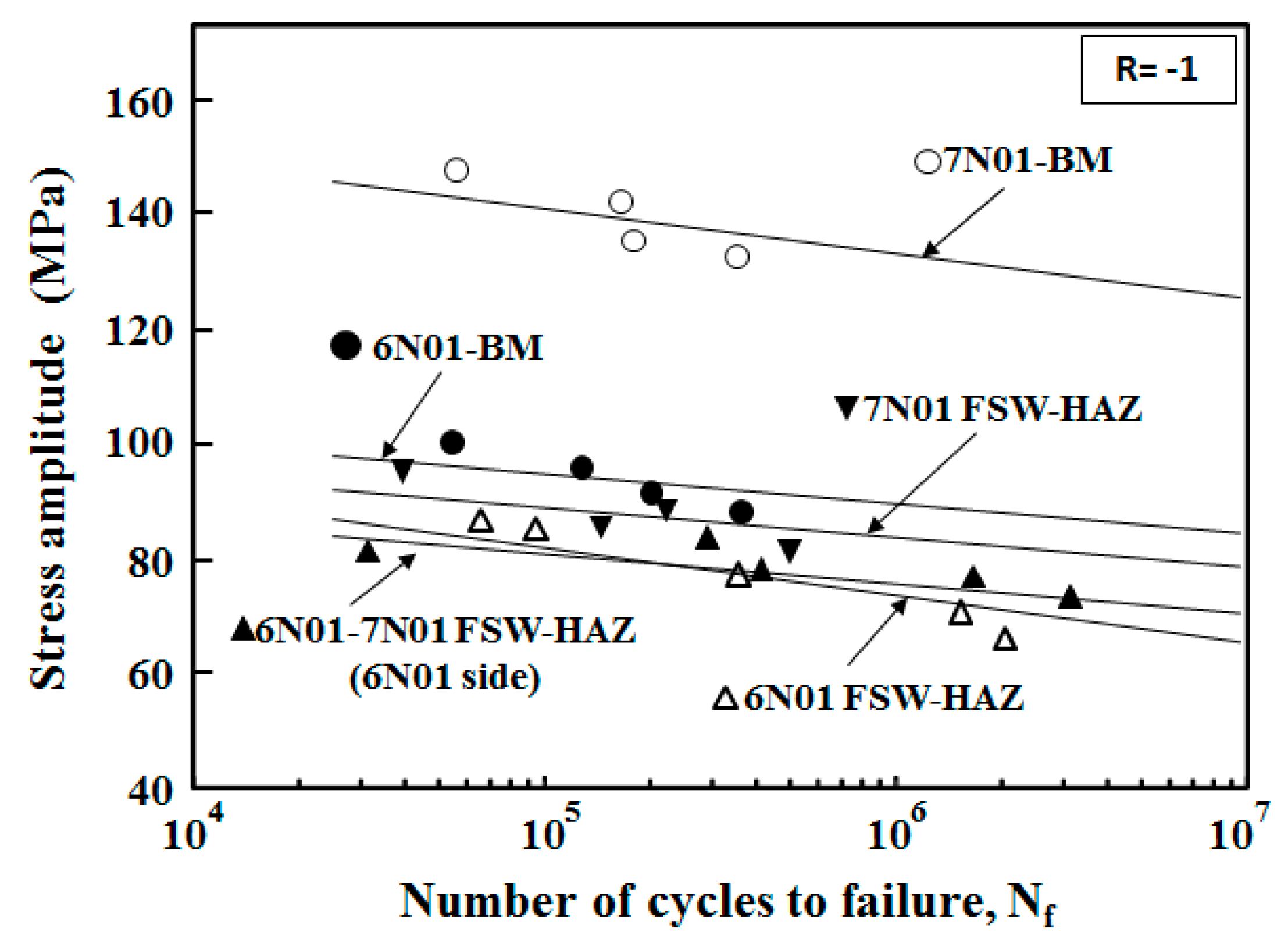
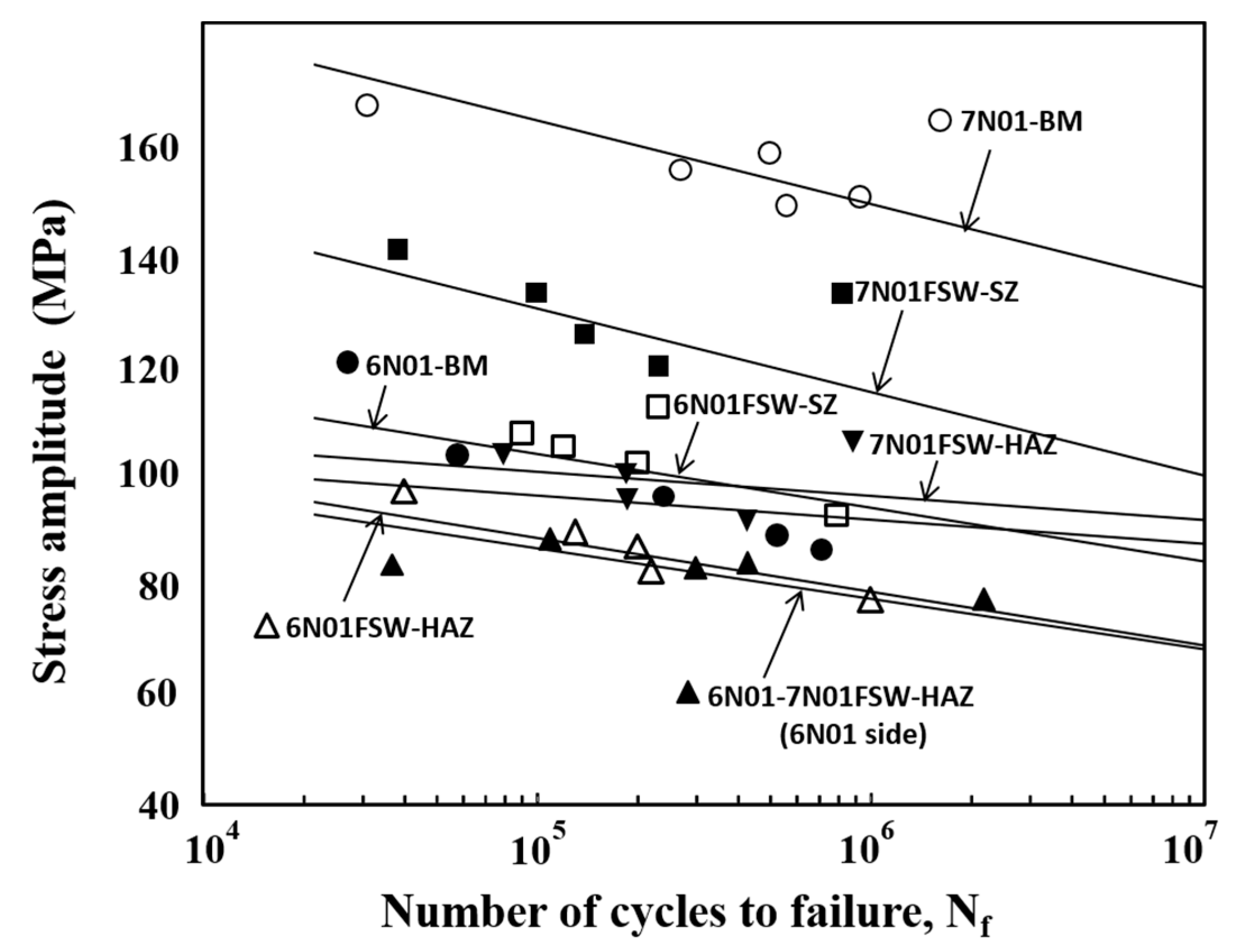
3.4. Fatigue Strength
4. Fatigue Strength Estimation Method
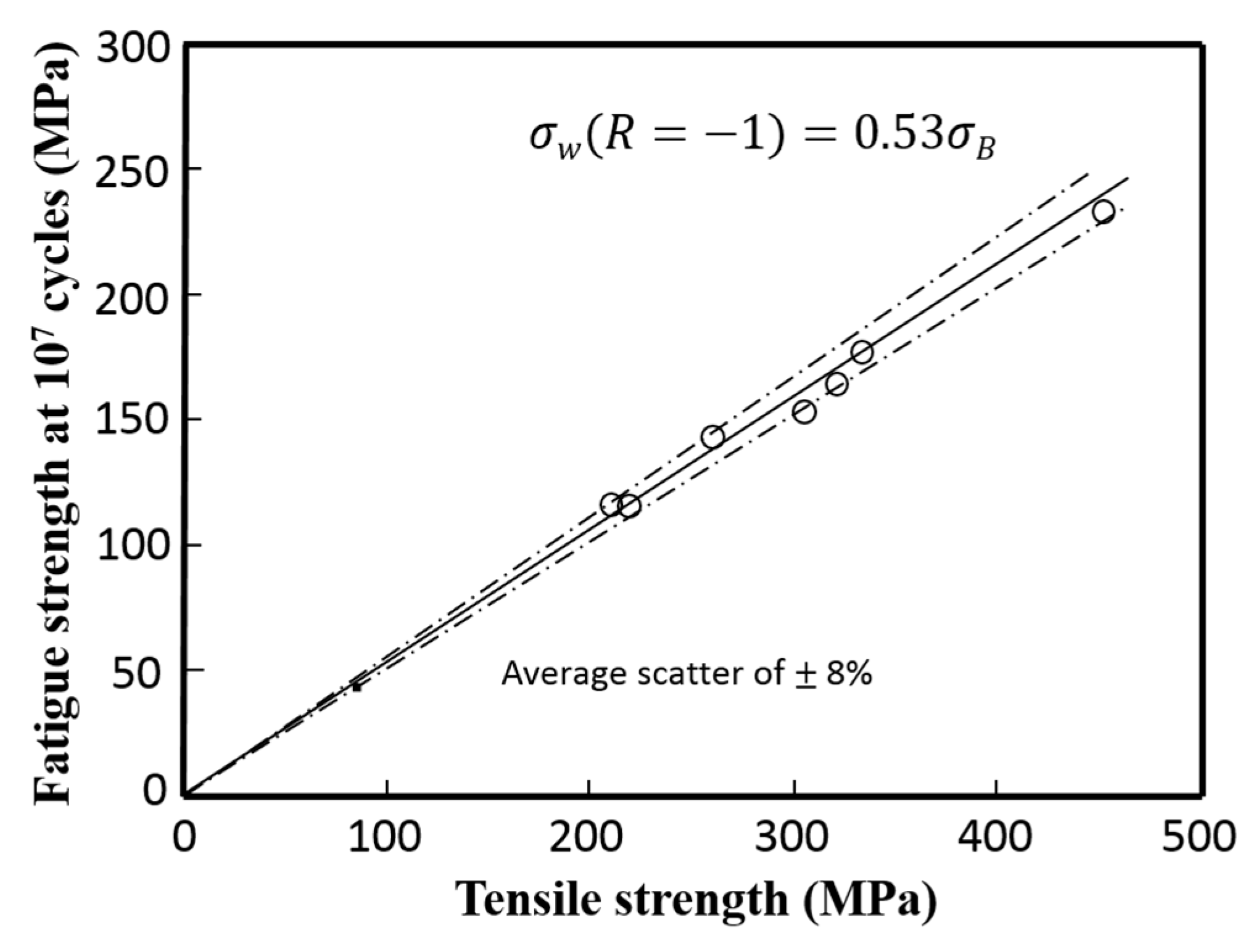
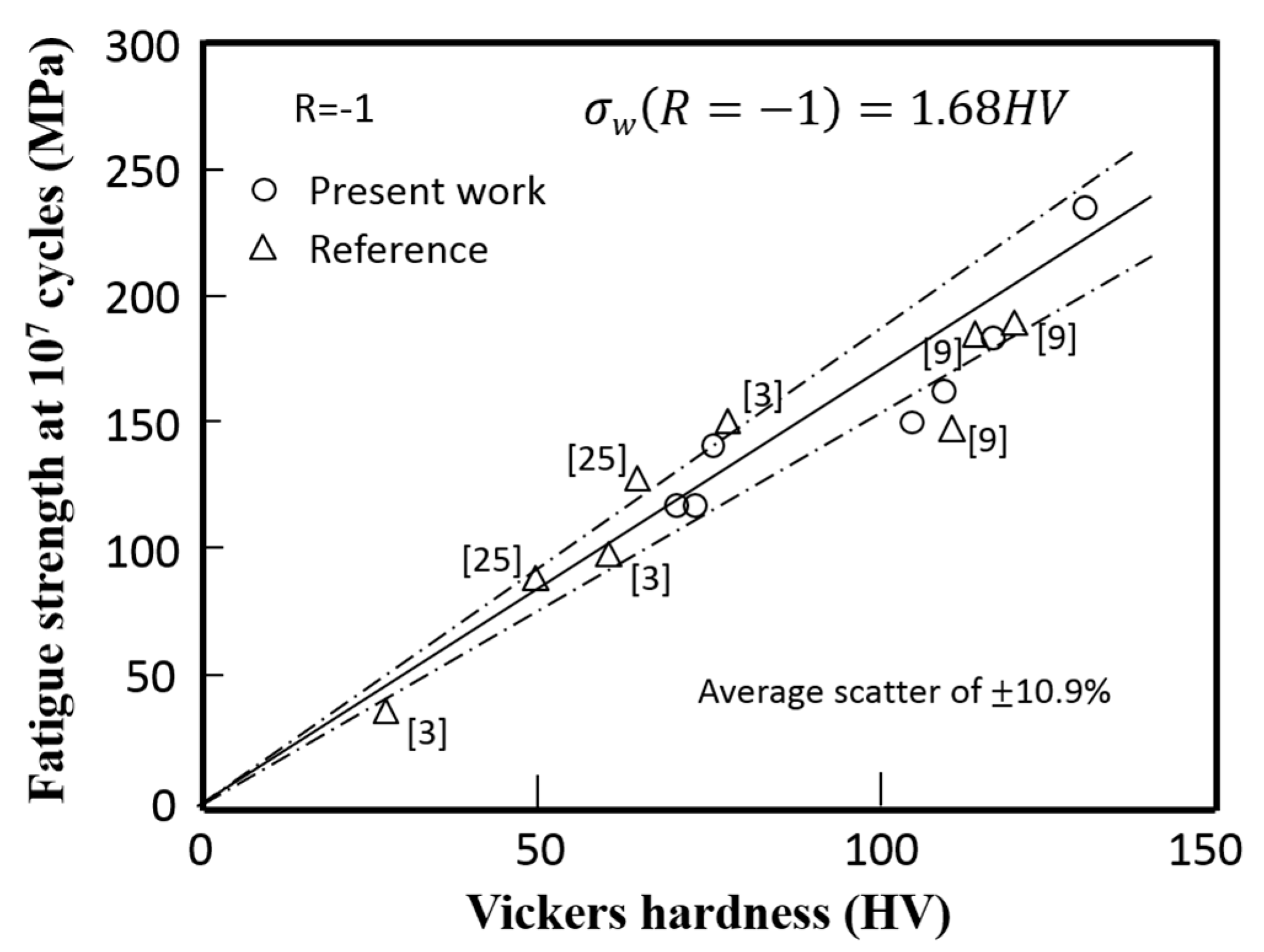
4.1. Relationship between Fatigue Strength and Micro-Hardness
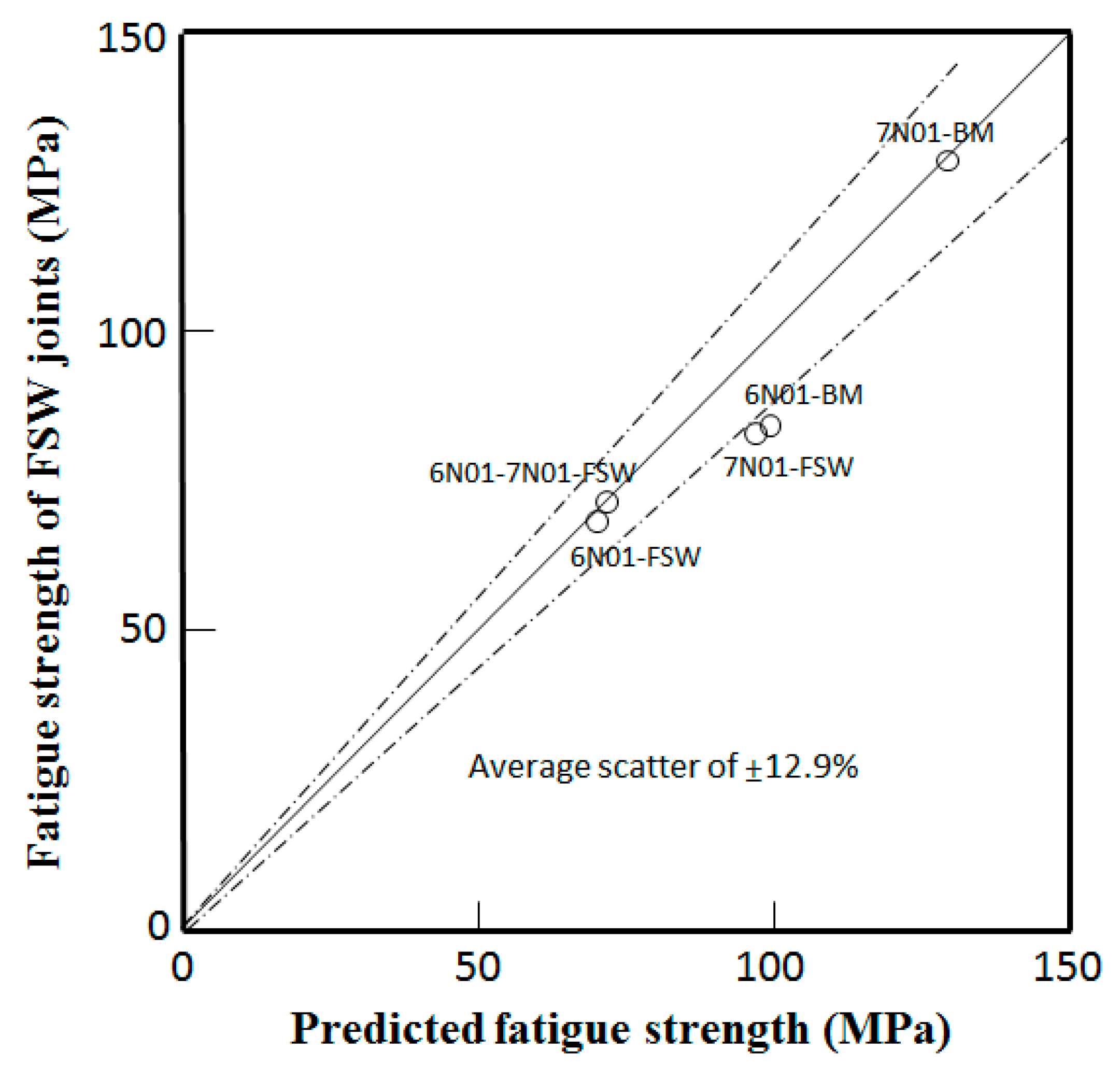
4.2. Confirmation of the Predicted Fatigue Strength
5. Conclusions
- (1)
- The microstructural morphology and micro-hardness distribution of the 6N01-7N01 FSW were found to be the same as for the 6N01 FSW in the 6N01 side of the 6N01-7N01 FSW and for the 7N01 FSW joint in the 7N01 side of the 6N01-7N01 FSW.
- (2)
- In the stir zone of the 6N01-7N01 FSW, both the 6N01 and 7N01 were recrystallized but the two materials were isolated and not homogenized due to an un-melting process of the FSW.
- (3)
- The lowest hardness and tensile strength were found at the HAZ for all three kinds of FSW joints.
- (4)
- Fatigue fracture also occurred at the HAZ with the lowest hardness and tensile strength: For the 6N01-7N01 FSW, fatigue fracture occurred at the HAZ in the 6N01 side, where the hardness and local tensile strength were the lowest.
- (5)
- Based on the present experimental results, the relationships between the tensile strength and hardness, and between the fatigue strength and hardness were approximated as:σB = 3.05 HVσw(R = −1) = 1.68 HV and σw(R = 0.1) = 1.01 HVThese relationships will be useful and will offer a cost-performance method for fatigue design of aluminum alloy FSW joints, to estimate the tensile strength and fatigue strength of FSW joints from the micro-hardness measurements.
Author Contributions
Conflicts of Interest
References
- Sutton, M.A.; Reynolds, A.P.; Wang, D.Q.; Hubbard, C.R. A study of residual stresses and microstructure in 2024-T3 aluminum friction stir butt welds. J. Eng. Mater. Technol. 2002, 124, 215–221. [Google Scholar] [CrossRef]
- Gutensohn, M.; Wagner, G.; Walther, F.; Eifler, D. The fatigue behavior of friction stir welded aluminum joints. Weld. Res. Abroad 2009, 55, 45. [Google Scholar]
- Uematsu, Y.; Tokaji, K.; Shibata, H.; Tozaki, Y.; Ohmune, T. Fatigue behavior of friction stir welds without neither welding flash nor flaw in several aluminum alloys. Int. J. Fatigue 2009, 31, 1443–1453. [Google Scholar] [CrossRef]
- De Giorgi, M.; Scilpi, A.; Panella, F.W.; De Filippis, L.A.C. Effect of shoulder geometry on residual stress and fatigue properties of AA6082 FSW joints. Mech. Sci. Technol. 2009, 23, 26–35. [Google Scholar] [CrossRef]
- Biro, A.L.; Chenelle, B.; Lados, D.A. Processing, microstructure, and residual stress effects on strength and fatigue crack growth properties in friction stir welding: A review. Metall. Mater. Trans. 2012, 43, 1622–1637. [Google Scholar] [CrossRef]
- Tra, T.H.; Okazaki, M.; Suzuki, K. Fatigue crack propagation behavior in friction stir welding of AA6063-T5: Roles of residual stress and microstructure. Int. J. Fatigue 2012, 43, 23–29. [Google Scholar] [CrossRef]
- Ericsson, M.; Sandstrom, R. Influence of welding speed on the fatigue of friction stir welds, and comparison with MIG and TIG. Int. J. Fatigue 2003, 22, 1379–1387. [Google Scholar] [CrossRef]
- Kainuma, S.; Katsuki, H.; Iwai, I.; Kumagai, M. Evaluation of fatigue strength of friction stir butt-welded aluminum alloy joints inclined to applied cyclic stress. Int. J. Fatigue 2008, 30, 870–876. [Google Scholar] [CrossRef]
- Aydin, H.; Tutar, M.; Durmus, A.; Bayram, A.; Sayaca, T. Effect of welding parameters on tensile properties and fatigue behavior of friction stir welded 2014-T6 aluminum alloy. Trans. Indian Inst. Metal 2012, 65, 21–30. [Google Scholar] [CrossRef]
- Cavaliere, P.; De Santis, A.; Panella, F.; Squillace, A. Effect of welding parameters on mechanical and microstructural properties of dissimilar AA6082-AA2024 joints produced by friction stir welding. Mater. Des. 2009, 30, 609–616. [Google Scholar] [CrossRef]
- Cavaliere, P.; Panella, F. Effect of tool position on the fatigue properties of dissimilar 2024-7075 sheets joined by friction stir welding. J. Mater. Process. Technol. 2008, 206, 249–255. [Google Scholar] [CrossRef]
- Sillapasa, K.; Surapunt, S.; Miyashita, Y.; Mutoh, Y.; Seo, N. Tensile and fatigue behavior of SZ, HAZ and BM in friction stir welded joint of rolled 6N01 aluminum alloy plate. Int. J. Fatigue 2014, 63, 162–170. [Google Scholar] [CrossRef]
- Coelho, R.S.; Kostka, A.; Pinto, H.; Rothkirch, A.; Dos Santos, J.; Pyzalla, A.R. Microstructure and residual stress formation in an AA6040 to AZ31B friction stir weld. Adv. X-ray Anal. 2009, 52, 360–367. [Google Scholar]
- Uematsu, Y.; Tozaki, Y.; Tokaji, K.; Nakamura, M. Fatigue behavior of dissimilar friction stir welds between cast and wrought aluminum alloys. Strength Mater. 2008, 40, 138–141. [Google Scholar] [CrossRef]
- Dattoma, V.; De Giorgi, M.; Nobile, R. On the residual stress field in the aluminum alloy FSW joints. Strain 2009, 45, 380–386. [Google Scholar] [CrossRef]
- Owen, R.A.; Preston, R.V.; Withers, P.J.; Shercliff, H.R.; Webster, P.J. Neutron and synchrotron measurements of residual strain in TIG welded aluminium alloy 2024. Mater. Sci. Eng. 2003, 346, 159–167. [Google Scholar] [CrossRef]
- Prime, M.B.; Gnaupel-Herold, T.; Baumann, J.A.; Lederich, R.J.; Bowden, D.M.; Sebring, R.J. Residual stress measurement in a thick, dissimilar aluminum alloy friction stir weld. Acta Mater. 2006, 54, 4013–4021. [Google Scholar] [CrossRef]
- Nishijima, S. Statistical analysis of fatigue test data. J. Soc. Mater. Sci. Jpn. 1980, 29–316, 24–29. [Google Scholar] [CrossRef]
- Pavlina, E.J.; Van Tyne, C.J. Correlation of yield strength and tensile strength with hardness for steels. J. Mater. Eng. Perform. 2008, 17, 888–893. [Google Scholar] [CrossRef]
- Bandara, C.S.; Siriwardane, S.C.; Dissanayake, U.I.; Dissanayake, R. Fatigue strength prediction formulae for steels and alloys in the gigacycle regime. Int. J. Mater. Mech. Manuf. 2013, 1, 256–260. [Google Scholar] [CrossRef]
- Sato, S.; Endo, T. Relation between tensile strength and hardness of aluminum alloys. Keikinzoku 1986, 36, 29–35. [Google Scholar] [CrossRef]
- Arptin, E.; Murphy, Z. Correlation of Vickers Hardness Number and Modulus of Elasticity and the Yield Strength for Ductile Metals, Report No: ISC-356; Ames Laboratory, US Atomic Energy Commission: Washington, DC, USA, 1953. [Google Scholar]
- Shikama, T.; Yoshihara, S.; Aiura, T.; Lee, D.S.; Noguchi, H. Fatigue limit in 5056 aluminum alloy extrusion studied by rotating-bending tests. Kobe Steel Eng. Rep. 2012, 62, 34–38. [Google Scholar]
- Forrest, P.G. Fatigue of Metals; Pergamon Press: Oxford, UK, 1962. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Si | Zn | Cu | Mn | Cr | Zr | Ti | Fe | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 6N01 | 0.60 | 0.65 | 0.25 | - | 0.50 | 0.30 | - | 0.10 | 0.35 | Bl |
| 7N01 | 1.71 | 0.12 | 4.50 | 0.15 | 0.35 | 0.16 | 0.15 | 0.05 | 0.21 | Bl |
| FSW joint | Plate Specimen | Small Round Bar Specimen | ||
|---|---|---|---|---|
| Tensile Strength (N/mm2) | Tensile Strength (N/mm2) | |||
| 6N01 | base metal (BM) | 285 | BM | 305 |
| FSW (fractured at HAZ) | 185 | stir zone (SZ) | 262 | |
| heat affected zone (HAZ) | 218 | |||
| 7N01 | BM | 431 | BM | 450 |
| FSW (fractured at SZ) | 308 | SZ | 328 | |
| HAZ | 322 | |||
| 6N01-7N01 | FSW (fractured at HAZ in 6N01 side) | 176 | SZ (in 7N01 side) | 326 |
| HAZ (in 6N01 side) | 215 | |||
| FSW Joint | Plate Specimen Fatigue Strength (N/mm2) | Small Round Bar Specimen Fatigue Strength (N/mm2) | ||
|---|---|---|---|---|
| 6N01 | BM | 86 | BM | 88 |
| FSW (fractured at HAZ) | 65 | SZ | 86 | |
| HAZ | 68 | |||
| 7N01 | BM | 126 | BM | 140 |
| FSW (fractured at SZ) | 81 | SZ | 101 | |
| HAZ | 95 | |||
| 6N01-7N01 | FSW (fractured at HAZ in 6N01 side) | 72 | HAZ (in 6N01 side) | 70 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license ( http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sillapasa, K.; Mutoh, Y.; Miyashita, Y.; Seo, N. Fatigue Strength Estimation Based on Local Mechanical Properties for Aluminum Alloy FSW Joints. Materials 2017, 10, 186. https://doi.org/10.3390/ma10020186
Sillapasa K, Mutoh Y, Miyashita Y, Seo N. Fatigue Strength Estimation Based on Local Mechanical Properties for Aluminum Alloy FSW Joints. Materials. 2017; 10(2):186. https://doi.org/10.3390/ma10020186
Chicago/Turabian StyleSillapasa, Kittima, Yoshiharu Mutoh, Yukio Miyashita, and Nobushiro Seo. 2017. "Fatigue Strength Estimation Based on Local Mechanical Properties for Aluminum Alloy FSW Joints" Materials 10, no. 2: 186. https://doi.org/10.3390/ma10020186
APA StyleSillapasa, K., Mutoh, Y., Miyashita, Y., & Seo, N. (2017). Fatigue Strength Estimation Based on Local Mechanical Properties for Aluminum Alloy FSW Joints. Materials, 10(2), 186. https://doi.org/10.3390/ma10020186