Simulating Porous Magnetite Layer Deposited on Alloy 690TT Steam Generator Tubes




Abstract
:1. Introduction
2. Materials and Methods
3. Results
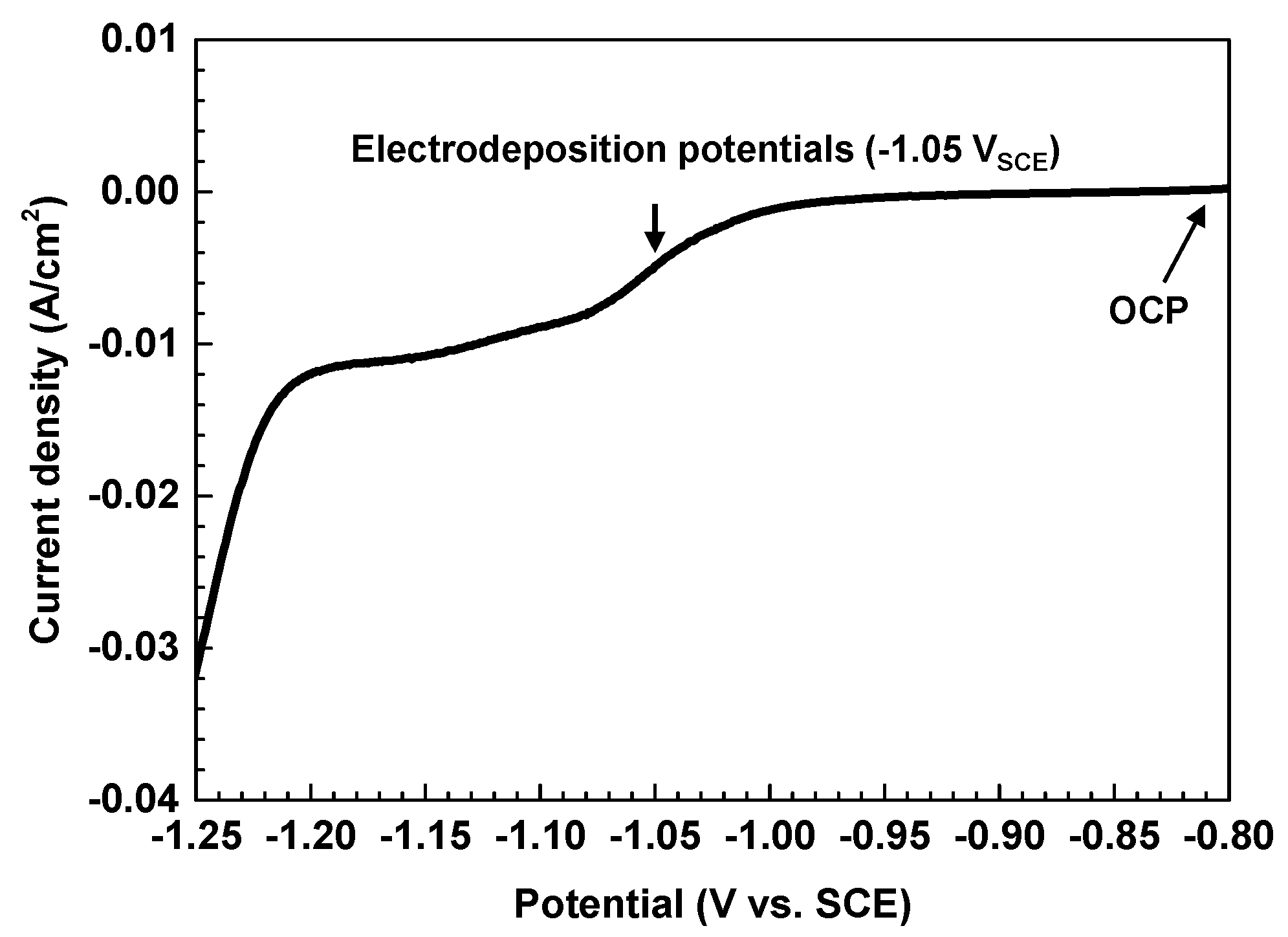
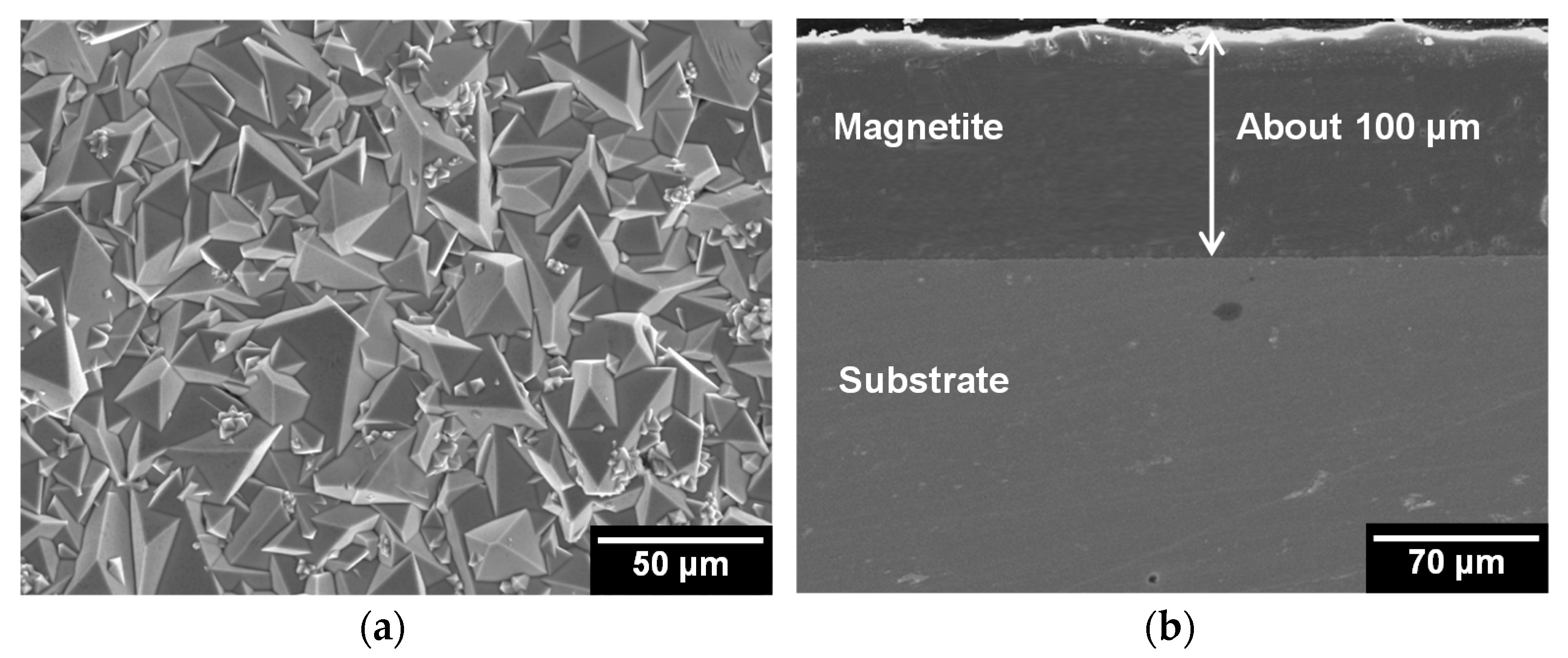
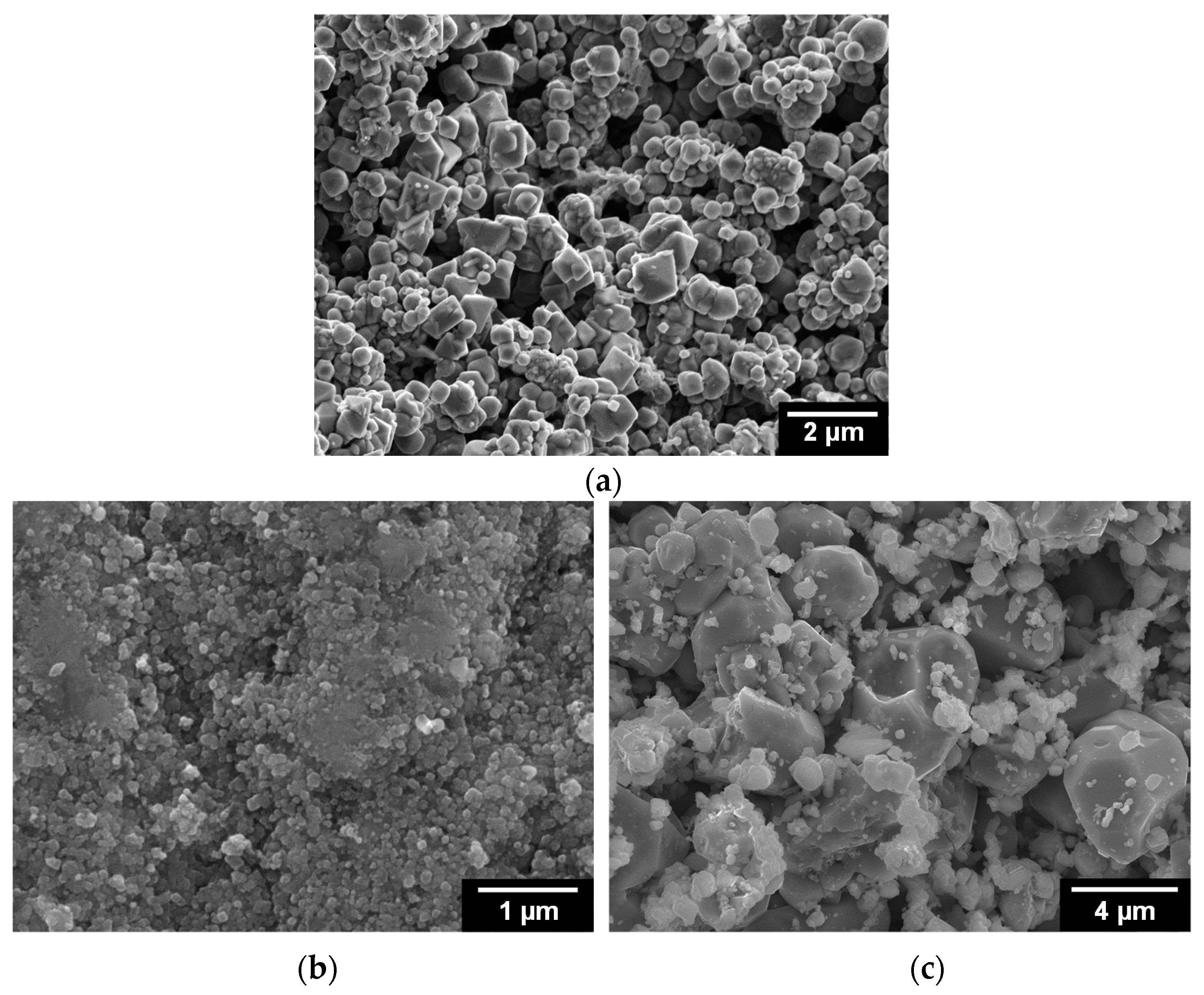
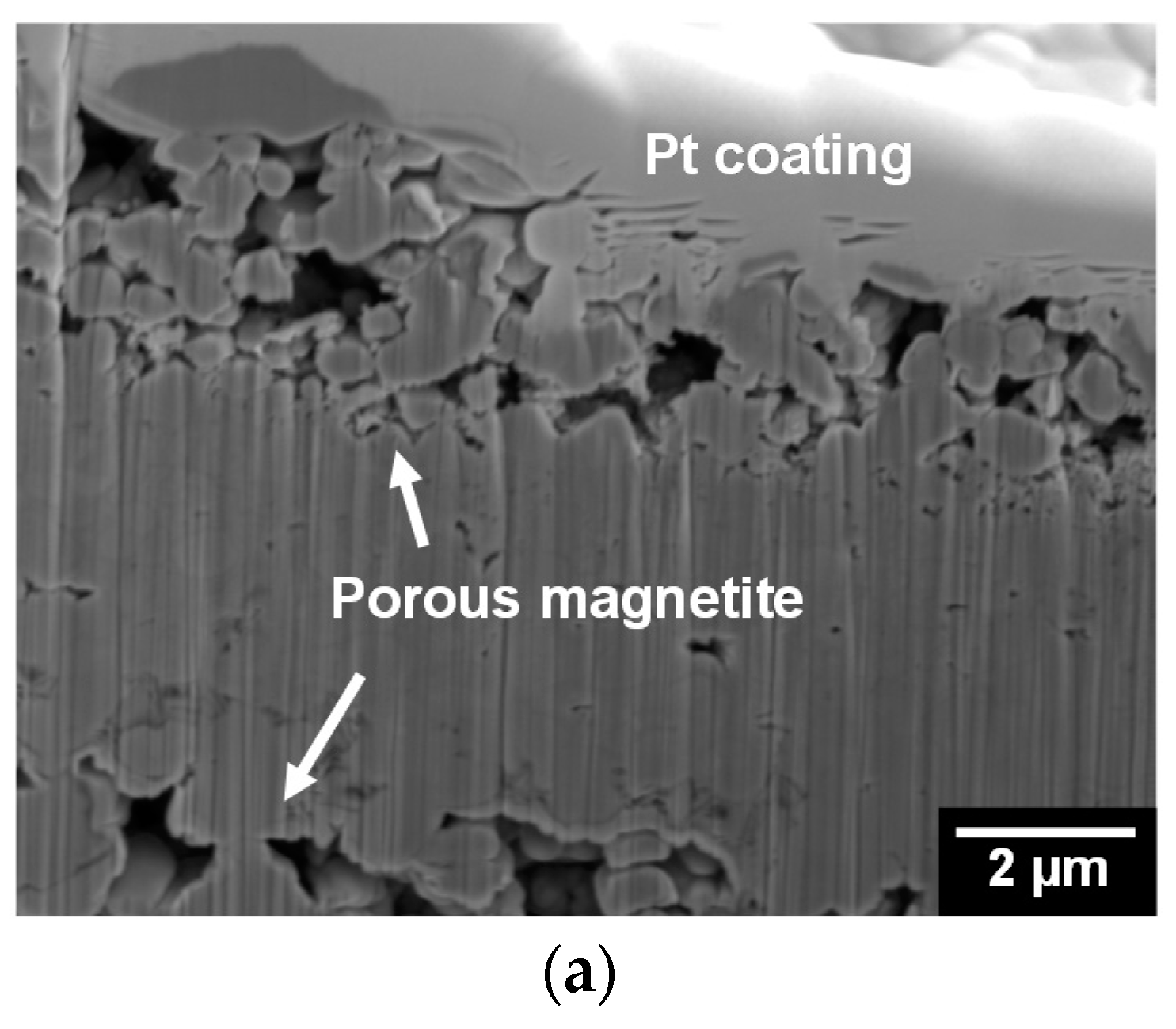
3.1. Electrodeposition of the Magnetite Layers
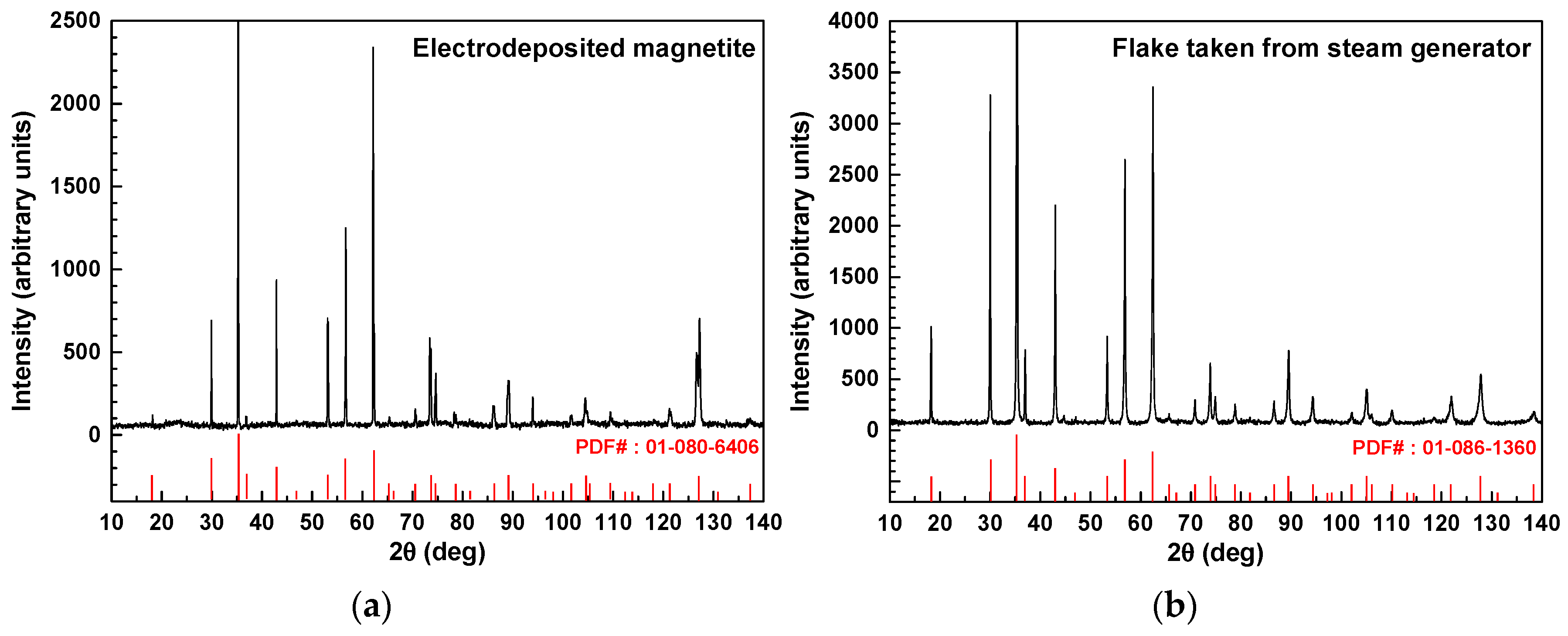
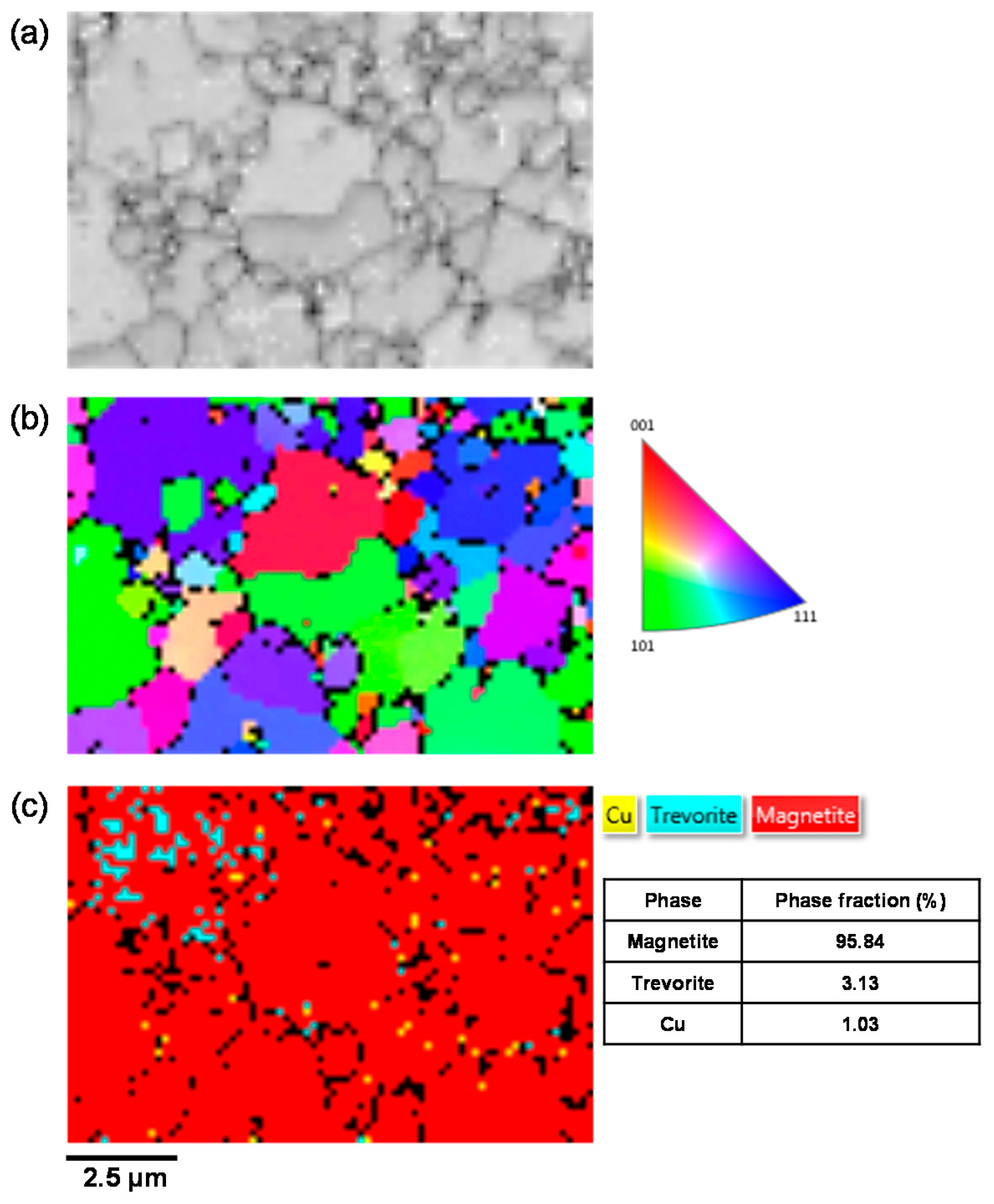
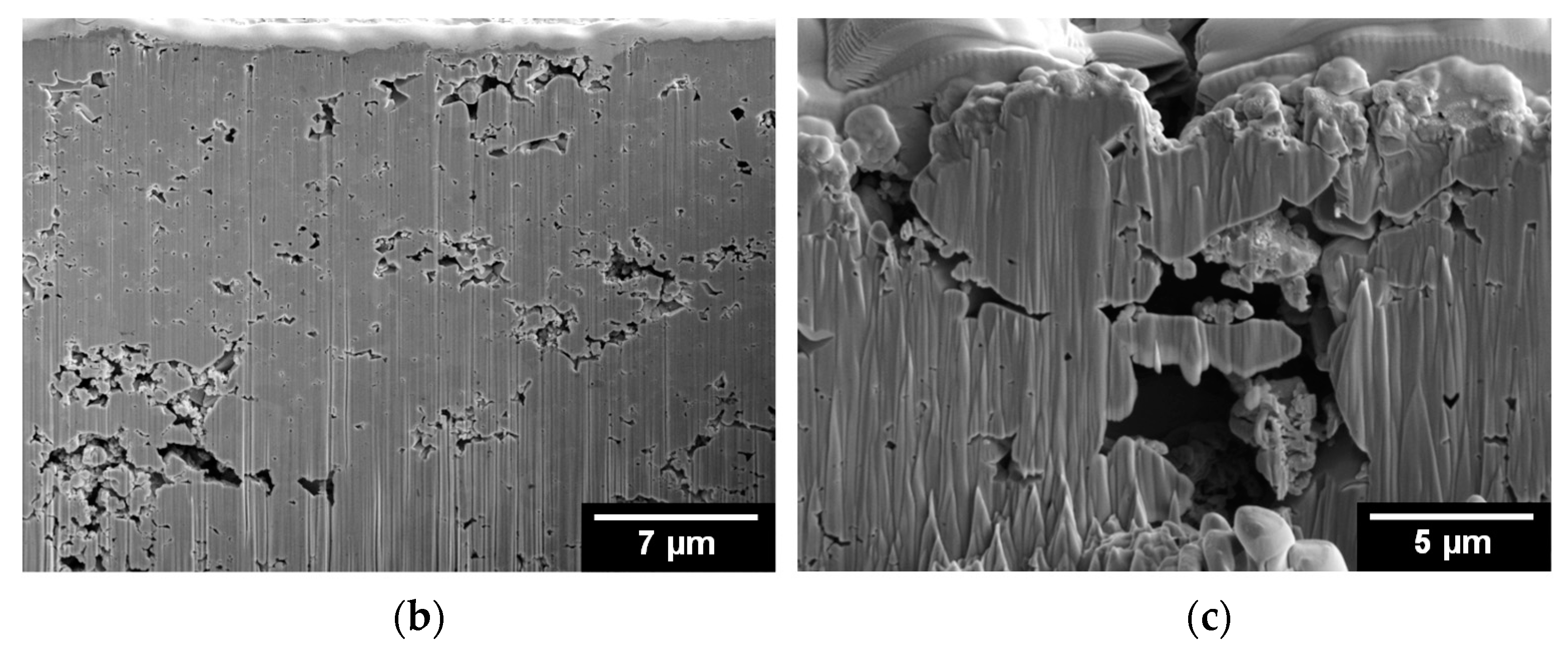
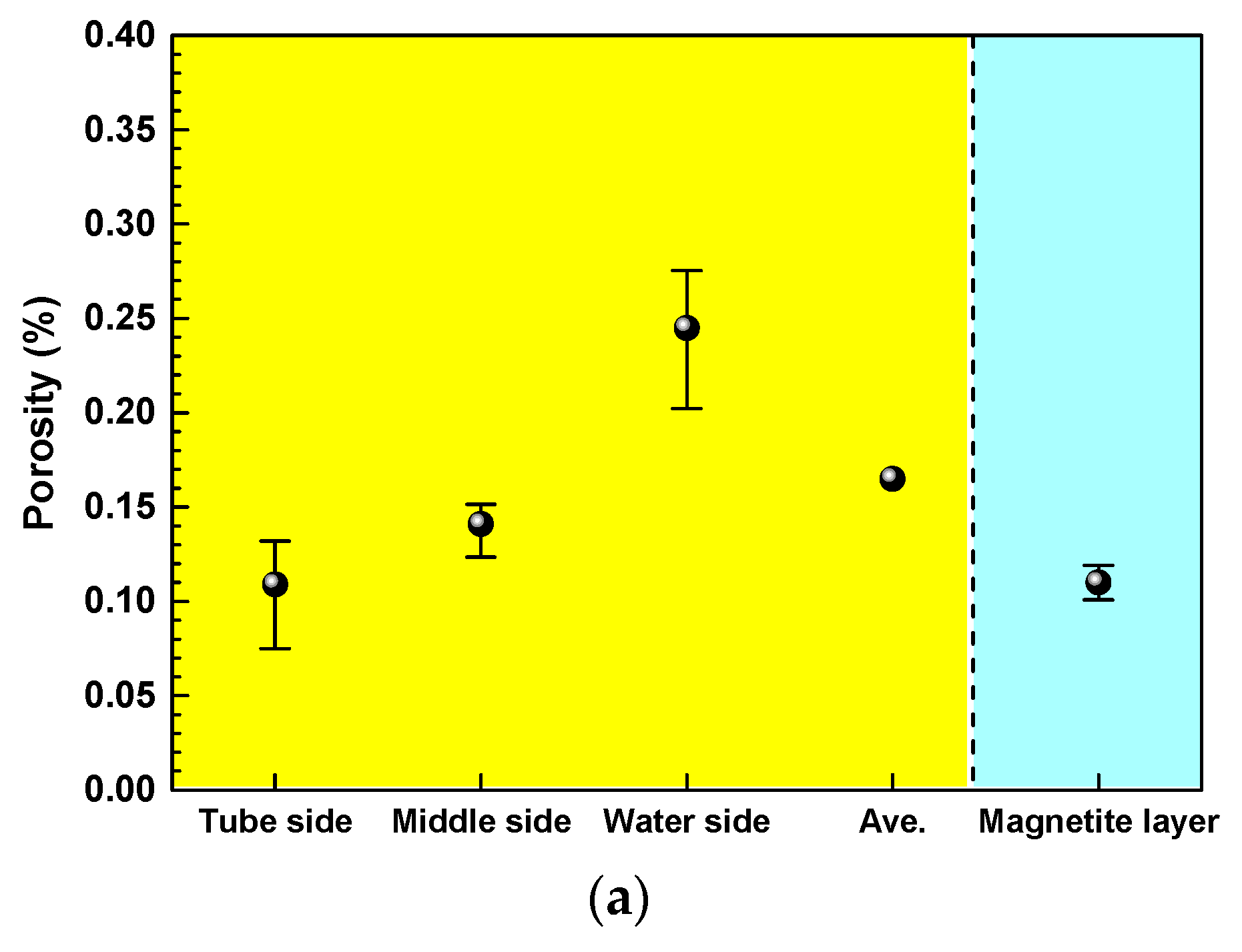
3.2. Comparison the Porous Magnetite Layers with Flakes Taken from an SG Tube
3.3. Consideration of Applications in Nuclear Research Using Porous Magnetite Layers
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ramesh, C.; Murugesan, N.; Prince, A.A.M.; Velmurugan, S.; Narasimhan, S.V.; Ganesan, V. Applied of polymer electrolyte based hydrogen sensor to study corrosion of carbon steel in acid medium. Corros. Sci. 2001, 43, 1865–1875. [Google Scholar] [CrossRef]
- Prince, A.A.M.; Velmurugan, S.; Narasimhan, S.V.; Ramesh, C.; Murugesan, N.; Raghavan, P.S.; Gopalan, R.J. Dissolution behaviour of magnetite film formed over carbon steel in dilute organic acid media. J. Nucl. Mater. 2001, 289, 281–290. [Google Scholar] [CrossRef]
- Paine, J.P.N.; Hobart, S.A.; Sawochka, S.G. Predicting steam generator crevice chemistry. In Proceedings of the 5th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Monterey, CA, USA, 25–29 August 1991; pp. 739–744. [Google Scholar]
- Millet, P.J.; Fenton, J.M. A detailed model of localized concentration processes in porous deposits of SGs. In Proceedings of the 5th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Monterey, CA, USA, 25–29 August 1991; pp. 745–751. [Google Scholar]
- Sakai, T.; Senjuh, T.; Aoki, K.; Shigemitsu, T.; Kishi, Y. Lead induced stress corrosion cracking of Alloy 600 and 690 in high temperature water. In Proceedings of the 5th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Monterey, CA, USA, 25–29 August 1991; pp. 764–772. [Google Scholar]
- Yonezawa, T.; Onimura, K.; Sasaguri, N.; Kusakabe, T.; Nagano, H.; Yamanaka, K.; Minami, T.; Inoue, M. Effect of heat treatment on corrosion resistance of Alloy 690. In Proceedings of the 2nd International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Monterey, CA, USA, 9–12 September 1985; pp. 593–600. [Google Scholar]
- Paine, J.P.N.; Pathania, R.S.; Shoemaker, C.E. Effect of caustic environment on intergranular attack and stress corrosion cracking of Alloy 600. In Proceedings of the 3th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Traverse City, MI, USA, 30 August–3 September 1987; pp. 501–509. [Google Scholar]
- Gonzalez, F.; Spekkens, P. Corrosion of Inconel 600 under steam generator sludge piles. In Proceedings of the 4th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Jekyll Island, GA, USA, 6–10 August 1989; pp. 7-108–7-120. [Google Scholar]
- Saint, P.; Slama, G. Steam generator materials degradation. In Proceedings of the 5th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Monterey, CA, USA, 25–29 August 1991; pp. 39–49. [Google Scholar]
- Kawamura, H.; Hirano, H. Intergranular attack and stress corrosion cracking propagation behavior of Inconel 600 in high temperature water. In Proceedings of the 6th International Symposium on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, San Diego, CA, USA, 1–5 August 1993; pp. 71–78. [Google Scholar]
- Sapieszko, R.S.; Matijevic, E. Preparation of well-defined colloidal particles by thermal decomposition of metal chelates. I. Iron oxides. J. Colloid Interface Sci. 1980, 74, 405–422. [Google Scholar] [CrossRef]
- Kothari, H.M.; Kulp, E.A.; Limmer, S.J.; Poizot, P.; Bohannan, E.W.; Switzer, J.A. Electrochemical deposition and characterization of Fe3O4 films produced by the reduction of Fe(III)-triethanolamine. J. Mater. Res. 2006, 21, 293–301. [Google Scholar] [CrossRef]
- Kulp, E.A.; Kothari, H.M.; Limmer, S.J.; Yang, J.; Gudavarthy, R.V.; Bohannan, E.W.; Switzer, J.A. Electrodeposition of epitaxial magnetite films and ferrihydrite nanoribbons on single-crystal gold. Chem. Mater. 2009, 21, 5022–5031. [Google Scholar] [CrossRef]
- Gudavarthy, R.V.; Gorantla, S.; Mu, G.; Kulp, E.A.; Gemming, T.; Eckert, J.; Switzer, J.A. Epitaxial electrodeposition of Fe3O4 on single-crystal Ni(111). Chem. Mater. 2011, 23, 2017–2019. [Google Scholar] [CrossRef]
- Goujon, C.; Pauporté, T.; Mansour, C.; Delaunary, S.; Bretelle, J.L. Fouling of steam generator tubes in nuclear power plants: Laboratory tests to reproduce oxides deposition. In Proceedings of the International Conference on Heat Exchanger Fouling and Cleaning, Budapest, Hungary, 9–14 June 2013; pp. 101–107. [Google Scholar]
- Goujon, C.; Pauporté, T.; Mansour, C.; Delaunary, S.; Bretelle, J.L. Electrochemical deposition of thick iron oxide films on nickel based superalloy substrates. Electrochim. Acta 2015, 176, 230–239. [Google Scholar] [CrossRef]
- Duan, H.; Chen, X.; Li, B.; Liang, J. Growth morphology study of cathodically electrodeposited Fe3O4 thin films at elevated temperatures. Mater. Res. Bull. 2010, 45, 1696–1702. [Google Scholar] [CrossRef]
- Manahan, M.P. Mechanical behaviour of magnetite from the Oconee-2 and TMI-1 steam generators using miniaturized specimen technology. J. Mater. Sci. 1990, 25, 3415–3423. [Google Scholar] [CrossRef]
- Cullity, B.D. Elements of X-ray Diffraction; Addision-Wesley: Reading, MA, USA, 1978. [Google Scholar]
- Jeon, S.H.; Song, G.D.; Hur, D.H. Effects of deposition potentials on the morphology and structure of iron-based films on carbon steel substrate in an alkaline solution. Adv. Mater. Sci. Eng. 2016, 2016, 9038478. [Google Scholar] [CrossRef]
- Laronge, T.M.; Ward, M.A. The Basics and Not So Basics of Water Corrosion Processed Altered by Flow Changes. In Proceedings of the Corrosion 1999 conference, San Antonio, TX, USA, 25–30 April 1999; NACE International: Houston, TX, USA, 1999. Paper No. 345. [Google Scholar]
- Bobinson, J.O.; Drews, T. Resolving Flow-Accelerated Corrosion Problems in the Industrial Steam Plant. In Proceedings of the Corrosion 1999 Conference, San Antonio, TX, USA, 25–30 April 1999; NACE International: Houston, TX, USA, 1999. Paper No. 346. [Google Scholar]
- Vepsäläinen, M.; Saario, T. Magnetite Dissolution and Deposition in NPP Secondary Circuit; VTT-R-09735-10; VTT Technical Research Centre of Finland: Espoo, Finland, 2010. [Google Scholar]
- Lister, D.H.; Lang, L. A Mechanistic Model for Predicting Flow-Assisted and General Corrosion of Carbon Steel in Reactor Primary Coolant. In Proceedings of the CHIMIE 2002 International Conference Water Chemistry in Nuclear Reactor Systems, Operation Optimum and New Developments, Avignon, France, 22–26 April 2002. [Google Scholar]
- Jung, K.S.; Sung, K.W. Magnetite: Structure, Properties and Applications; Nova Science Publishers: New York, NY, USA, 2010; pp. 261–298. [Google Scholar]
- Lemos, V.P.; Costa, M.L.D.; Lemos, R.L.; Faria, M.S.G.D. Vivianite and siderite in lateritic iron crust: An example of bioreduction. Quim. Nova 2007, 30, 36–40. [Google Scholar] [CrossRef]
- Al-Mayouf, A.M. Electrochemical Investigation of Magnetite Reductive Dissolution in Aqueous Solutions. Corrosion 2002, 58, 519–525. [Google Scholar] [CrossRef]
- Mclean, V. Characterization of PWR Steam Generator Deposits; EPRI TR-106048; Electric Power Research Institute: Palo Alto, CA, USA, 1996. [Google Scholar]
- Schneidmiller, D.; Stiteler, D. Steam Generator Chemical Cleaning Process Development; EPRI Report NP-3009; Electric Power Research Institute: Palo Alto, CA, USA, 1983. [Google Scholar]
- Jevec, J.M.; Leedy, W.S. Chemical Cleaning Solvents and Process Testing; EPRI Report NP-2976; Electric Power Research Institute: Palo Alto, CA, USA, 1983. [Google Scholar]
- Helyer, M.H.; Glaves, C.L. Chemical Cleaning of PWR Steam Generator Sludge Piles; EPRI Report NP-4708; Electric Power Research Institute: Palo Alto, CA, USA, 1986. [Google Scholar]
- Hur, D.H.; Chung, H.S.; Kim, U.C. Corrosion behaviors during the iron removal process for chemical cleaning of nuclear steam generators. J. Nucl. Mater. 1995, 224, 179–186. [Google Scholar]
- Dooley, R.B. Flow-accelerated corrosion in fossil and combined cycle/HRSG plants. Power Plant Chem. 2008, 10, 68–89. [Google Scholar]
- Steahle, R.W.; Gorman, J.A. Quantitative assessment of submodes of stress corrosion cracking on the secondary side of steam generator tubing in pressurized water reactors: Part. 1. Corrosion 2003, 59, 931–994. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Fe | C | Si | Mn | Ti | Al |
|---|---|---|---|---|---|---|---|
| Bal. | 28.0 | 10.2 | 0.02 | 0.1 | 0.3 | 0.1 | 0.1 |
| Elements | Sample 1 | Sample 2 |
|---|---|---|
| Fe | 92.7 | 93.9 |
| Mn | 2.32 | 2.77 |
| Ni | 2.92 | 2.05 |
| Cr | 0.68 | 0.41 |
| Cu | 0.45 | 0.43 |
| Zn | 0.59 | 0.37 |
| Ti | 0.23 | 0.40 |
| Al | 0.10 | 0.28 |
| Phase | Space Group | Lattice Constant (Å) | PDF Number |
|---|---|---|---|
| Magnetite Layers | Fd-3m (227) | 8.402–8.419 | 01-080-6406 |
| Flakes | Fd-3m (227) | 8.407–8.411 | 01-086-1360 |
| Magnetite (Fe3O4) | Fd-3m (227) | 8.394 | 01-076-4112 |
| 8.399 | 01-079-0418 | ||
| 8.400 | 01-076-1849 | ||
| 8.405 | 01-080-7683 | ||
| 8.419 | 01-080-6405 | ||
| 8.432 | 01-080-6406 | ||
| Trevorite (NiFe2O4) | Fd-3m (227) | 8.308 | 01-082-8442 |
| 8.337 | 01-089-4927 | ||
| 8.338 | 01-074-2081 | ||
| 8.339 | 01-078-6781 | ||
| 8.351 | 01-081-8428 | ||
| 8.357 | 01-071-3850 | ||
| Chromite (FeCr2O4) | Fd-3m (227) | 8.377 | 01-075-3312 |
| 8.378 | 01-089-2618 | ||
| 8.383 | 01-080-6393 | ||
| 8.390 | 01-089-3855 |
| Peaks | Magnetite Layer | Flake Samples | ||
|---|---|---|---|---|
| FWHM (°) | Crystallite Size (nm) | FWHM (°) | Crystallite Size (nm) | |
| D220 | 0.097 | 84.7 | 0.147 | 55.9 |
| D311 | 0.118 | 70.8 | 0.158 | 52.7 |
| D400 | 0.109 | 78.0 | 0.172 | 49.8 |
| D422 | 0.101 | 88.3 | 0.191 | 46.5 |
| D511 | 0.123 | 73.2 | 0.210 | 43.0 |
| D440 | 0.111 | 84.0 | 0.227 | 40.9 |
| Average | 0.110 | 79.8 | 0.184 | 48.1 |
| Samples | Point | Chemical Composition | Structure | |||
|---|---|---|---|---|---|---|
| Fe | Ni | Cu | O | |||
| Electrodeposited Magnetite | 1 | 42.5 | - | - | 57.5 | Magnetite |
| 2 | 43.1 | - | - | 56.9 | ||
| Flakes | 3 | 40.3 | - | - | 59.7 | Magnetite |
| 4 | 37.1 | 17.9 | - | 45.0 | Trevorite | |
| 5 | 5.7 | 2.1 | 86.4 | 5.8 | Metallic Cu | |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeon, S.-H.; Son, Y.-H.; Choi, W.-I.; Song, G.D.; Hur, D.H. Simulating Porous Magnetite Layer Deposited on Alloy 690TT Steam Generator Tubes. Materials 2018, 11, 62. https://doi.org/10.3390/ma11010062
Jeon S-H, Son Y-H, Choi W-I, Song GD, Hur DH. Simulating Porous Magnetite Layer Deposited on Alloy 690TT Steam Generator Tubes. Materials. 2018; 11(1):62. https://doi.org/10.3390/ma11010062
Chicago/Turabian StyleJeon, Soon-Hyeok, Yeong-Ho Son, Won-Ik Choi, Geun Dong Song, and Do Haeng Hur. 2018. "Simulating Porous Magnetite Layer Deposited on Alloy 690TT Steam Generator Tubes" Materials 11, no. 1: 62. https://doi.org/10.3390/ma11010062
APA StyleJeon, S.-H., Son, Y.-H., Choi, W.-I., Song, G. D., & Hur, D. H. (2018). Simulating Porous Magnetite Layer Deposited on Alloy 690TT Steam Generator Tubes. Materials, 11(1), 62. https://doi.org/10.3390/ma11010062