Very High Cycle Fatigue Behavior of a Directionally Solidified Ni-Base Superalloy DZ4

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Surface Treatment
2.3. Ultrasonic Fatigue Test
3. Results
3.1. VHCF Properties
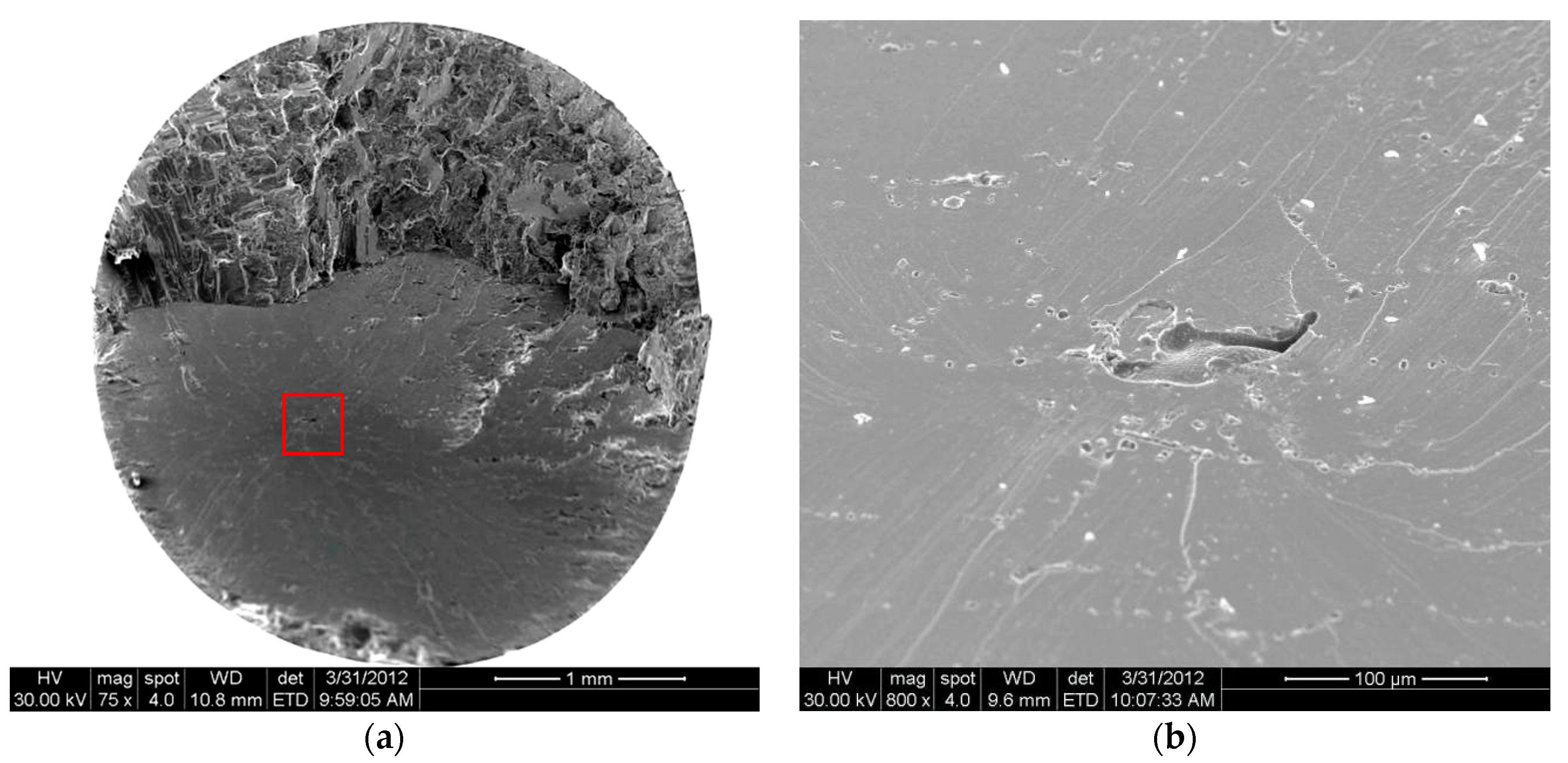
3.2. Fractograph
4. Discussion
4.1. Effect of Casting Pore on Fracture Mechanism
4.2. Effect of Casting Pore on Fatigue Limits
4.3. Effect of Casting Pore on Fatigue Life
5. Conclusions
- (1)
- The continuously descending S-N curves are exhibited in both the casting and the HIP specimens Fatigue fracture still occurs in both of the specimens when the number of cycles is beyond 107 cycles. HIP treatment improves the fatigue properties when compared with the casting condition.
- (2)
- The subsurface crack initiated from the casting pore in the casting specimens at low stress amplitudes, whereas fatigue crack initiated from the crystallographic facet decohesion for the HIP specimens. Considering the casting pores as initial cracks, there exists a critical stress intensity threshold ranged from 1.1 to 1.3 , below which fatigue crack may not initiate from the casting pores.
- (3)
- Fatigue limit of the casting specimens is estimated based on a modified El Haddad model, which is well agreed with the experimental results. Fatigue life of DZ4 alloy is well predicted using the FIP model. Fatigue properties can be improved by the HIP treatment due to the elimination of casting defects.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Carter, T.J. Common failures in gas turbine blades. Eng. Fail. Anal. 2005, 12, 237–247. [Google Scholar] [CrossRef]
- Brien, V.; Décamps, B. Low cycle fatigue of a nickel based superalloy at high temperature: Deformation microstructures. Mater. Sci. Eng. A 2001, 316, 18–31. [Google Scholar] [CrossRef]
- Cervellon, A.; Cormier, J.; Mauget, F.; Hervier, Z. VHCF life evolution after microstructure degradation of a Ni-based single crystal superalloy. In. J. Fatigue 2017, 104, 251–262. [Google Scholar] [CrossRef]
- Lukáš, P.; Kunz, L.; Svoboda, M. High-temperature ultra-high cycle fatigue damage of notch single crystal superalloys at high mean stresses. Int. J. Fatigue 2005, 27, 1535–1540. [Google Scholar] [CrossRef]
- Kunz, L.; Lukáš, P.; Konečná, R. High-cycle fatigue of Ni-base superalloy Inconel 713LC. Int. J. Fatigue 2010, 32, 908–913. [Google Scholar] [CrossRef]
- Kitagawa, H.; Takahashi, S. Applicability of fracture mechanics to very small cracks or cracks in the early stage. In Proceedings of the Second International Conference on Mechanical Behavior of Materials, Boston, MA, USA, 16–20 August 1976; pp. 627–631. [Google Scholar]
- El Haddad, M.H.; Smith, K.N.; Topper, T.H. Fatigue Crack Propagation of Short Cracks. J. Eng. Mater. Technol. 1979, 101, 42–46. [Google Scholar] [CrossRef]
- Morrissey, R.J.; Golden, P.; Nicholas, T. The Effect of Stress Transients on the HCF Endurance Limit in Ti-6Al-4V. Int. J. Fatigue 2003, 25, 1125–1133. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of defects, inclusion and inhomogeneities on fatigue strength. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]
- Beretta, S.; Carboni, M.; Madia, M. Modelling of fatigue thresholds for small cracks in a mild steel by “Strip-Yield” model. Eng. Fract. Mech. 2009, 76, 1548–1561. [Google Scholar] [CrossRef]
- Zerbst, U.; Vormwarld, M.; Pippan, R.; Ganser, H.P.; Sarrazin-Baudoux, C.; Madia, M. About the fatigue crack propagation threshold of metals as a design criterion—A review. Eng. Fract. Mech. 2016, 153, 190–243. [Google Scholar] [CrossRef]
- Kunz, L.; Lukáš, P.; Konečná, R.; Fintová, S. Casting defects and high temperature fatigue life of IN 713LC superalloy. Int. J. Fatigue 2012, 41, 47–51. [Google Scholar] [CrossRef]
- Bathias, C. Piezoelectric fatigue testing machines and devices. Int. J. Fatigue 2006, 28, 1438–1445. [Google Scholar] [CrossRef]
- Yang, K.; He, C.; Huang, Q. Very high cycle fatigue behaviors of a turbine engine blade alloy at various stress ratios. Int. J. Fatigue 2017, 99, 35–43. [Google Scholar] [CrossRef]
- Bathias, C.; Paris, P.C. Gigacycle Fatigue in Mechanical Practice; Marcel Dekker: New York, NY, USA, 2005. [Google Scholar]
- Mayer, H.; Papakyriacou, M.; Zettl, B.; Stanzl-Tschegg, S.E. Influence of porosity on the fatigue limit of die cast magnesium and aluminium alloys. Int. J. Fatigue 2003, 25, 245–256. [Google Scholar] [CrossRef]
- Wang, Q.G.; Apelian, D.; Lados, D.A. Fatigue behavior of A356-T6 aluminum cast alloys. Part I. Effect of casting defects. J. Light Met. 2001, 1, 73–84. [Google Scholar] [CrossRef]
- Hertzberg, R.W. On the calculation of closure-free fatigue crack propagation data in monolithic metal alloys. Mater. Sci. Eng. A 1995, 190, 25–32. [Google Scholar] [CrossRef]
- Lin, J.Z.; Liu, S.H.; Song, Z.L.; Guo, L.Y.; Zhou, D.Q. Metal Defects, Loading and Fatigue; Chinese Railway Press: Beijing, China, 1993. [Google Scholar]
- Steuer, S.; Villechaise, P.; Pollock, T.M.; Cormier, J. Benefits of high gradient solidification for creep and low cycle fatigue of AM1 single crystal superalloy. Mater. Sci. Eng. A 2015, 645, 109–115. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Co | Al | W | Mo | Ti | Ni |
|---|---|---|---|---|---|---|---|
| 0.12 | 11.21 | 6.80 | 3.91 | 6.36 | 4.45 | 1.94 | Bal. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, B.; Zhao, Z.; Liu, S.; Chen, D.; Ouyang, Y.; Hu, Z.; Fan, T.; Sun, H. Very High Cycle Fatigue Behavior of a Directionally Solidified Ni-Base Superalloy DZ4. Materials 2018, 11, 98. https://doi.org/10.3390/ma11010098
Nie B, Zhao Z, Liu S, Chen D, Ouyang Y, Hu Z, Fan T, Sun H. Very High Cycle Fatigue Behavior of a Directionally Solidified Ni-Base Superalloy DZ4. Materials. 2018; 11(1):98. https://doi.org/10.3390/ma11010098
Chicago/Turabian StyleNie, Baohua, Zihua Zhao, Shu Liu, Dongchu Chen, Yongzhong Ouyang, Zhudong Hu, Touwen Fan, and Haibo Sun. 2018. "Very High Cycle Fatigue Behavior of a Directionally Solidified Ni-Base Superalloy DZ4" Materials 11, no. 1: 98. https://doi.org/10.3390/ma11010098
APA StyleNie, B., Zhao, Z., Liu, S., Chen, D., Ouyang, Y., Hu, Z., Fan, T., & Sun, H. (2018). Very High Cycle Fatigue Behavior of a Directionally Solidified Ni-Base Superalloy DZ4. Materials, 11(1), 98. https://doi.org/10.3390/ma11010098