Wastes as Aggregates, Binders or Additions in Mortars: Selecting Their Role Based on Characterization

 ,
,  ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction
2. Literature Review
3. Materials
4. Test Methods
4.1. Chemical Tests
4.2. Physical Tests
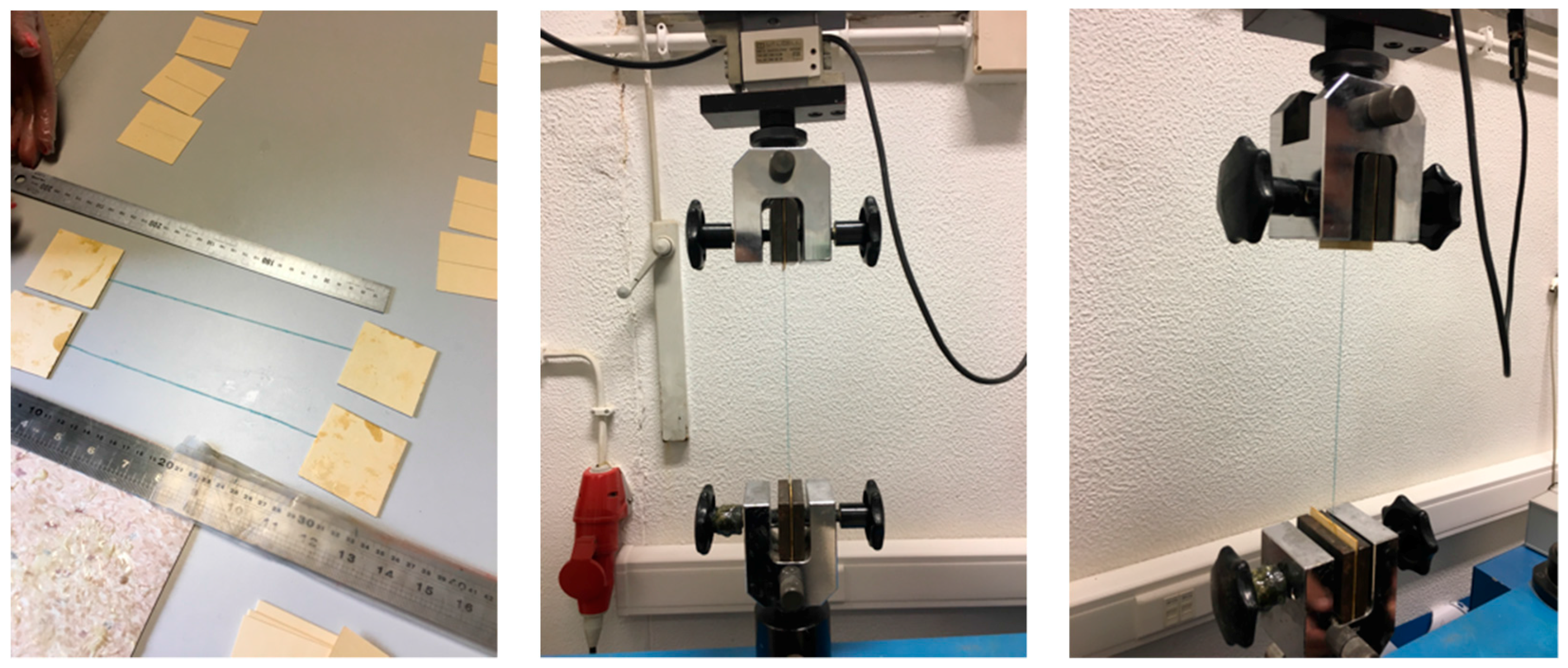
4.3. Mechanical Tests
5. Test Results
5.1. Chemical Tests
5.1.1. Electron Microprobe Technique
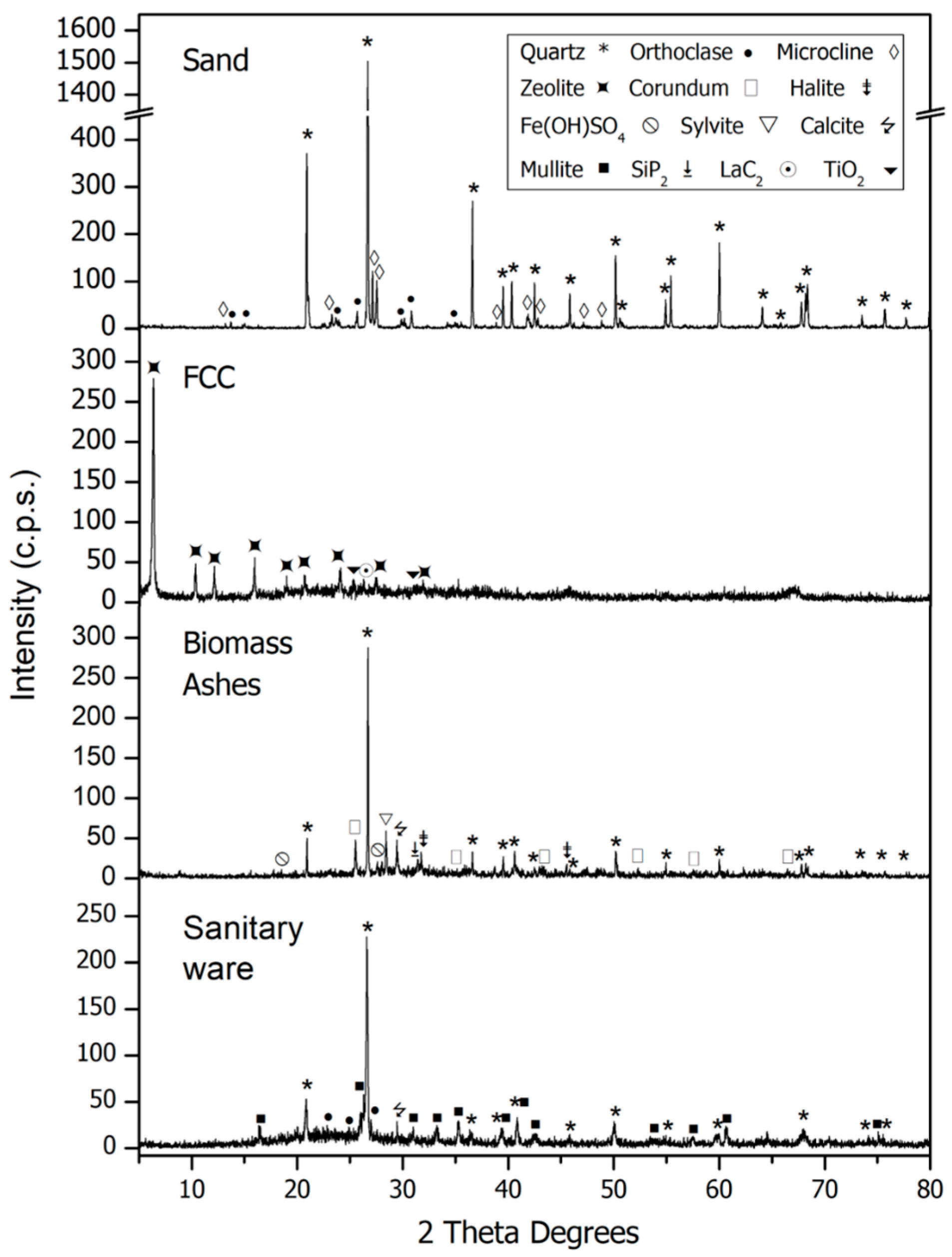
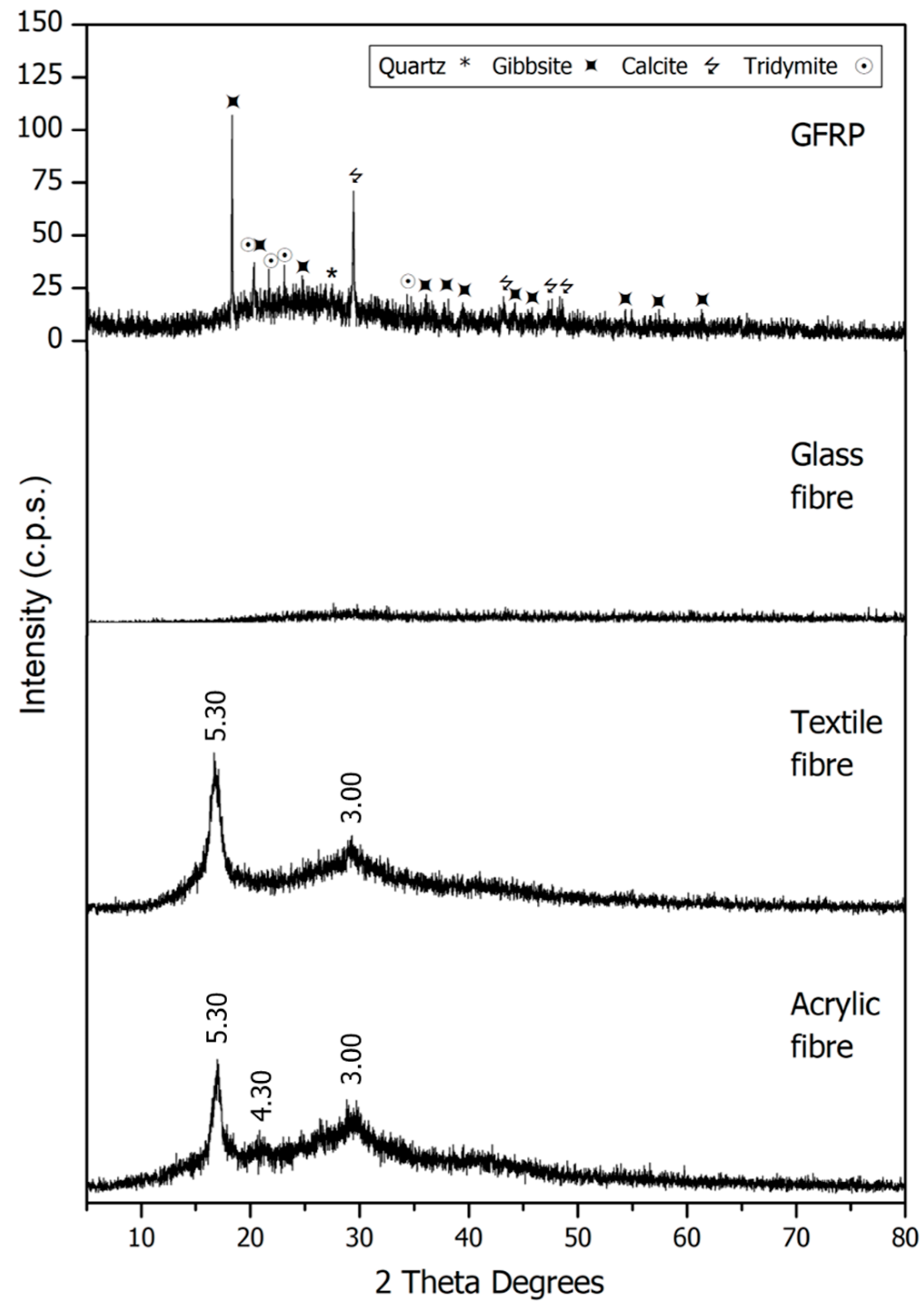
5.1.2. X-ray Diffraction Analysis
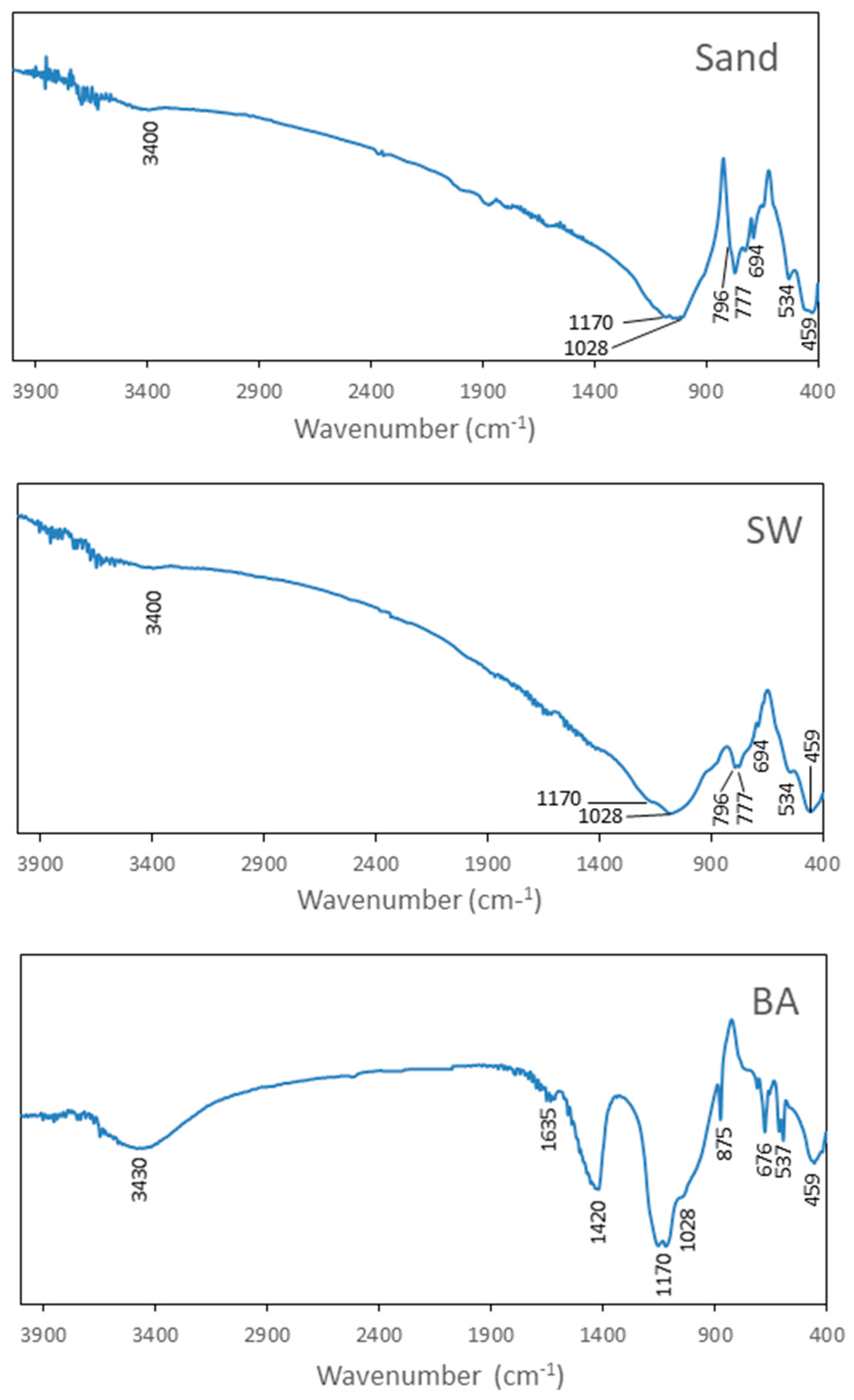
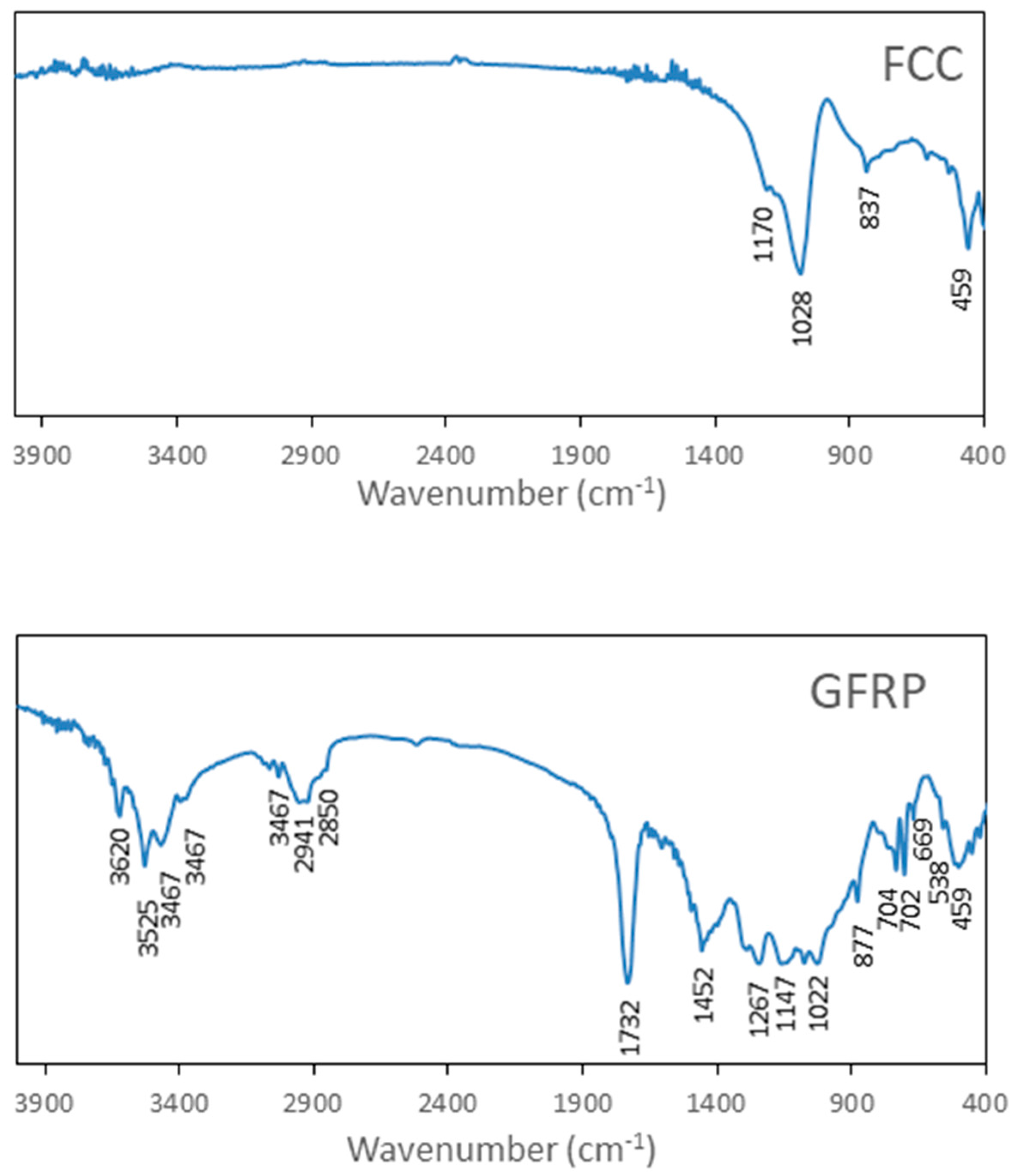
5.1.3. Fourier Transform Infrared Spectra Test
5.1.4. Organic Matter Content
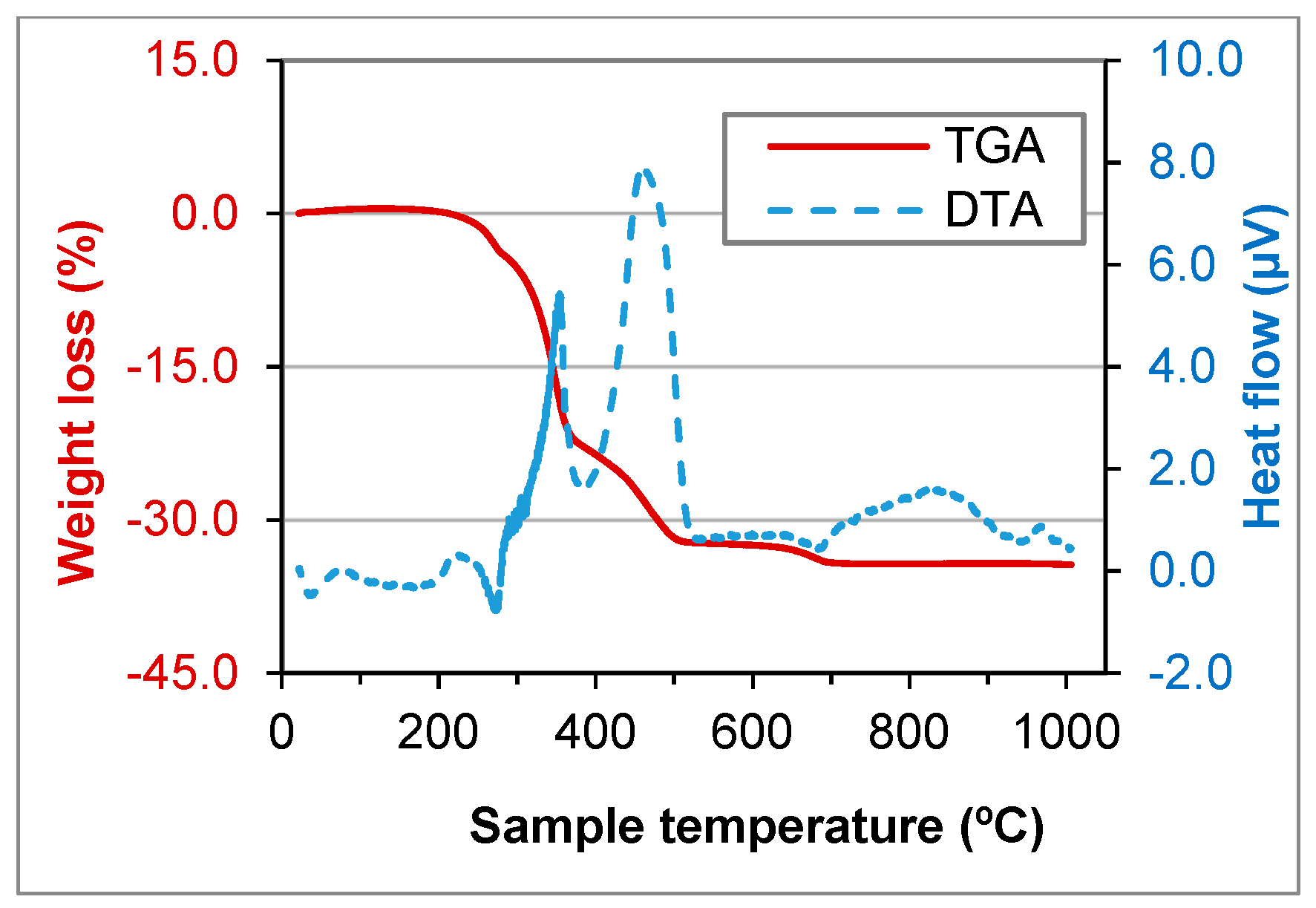
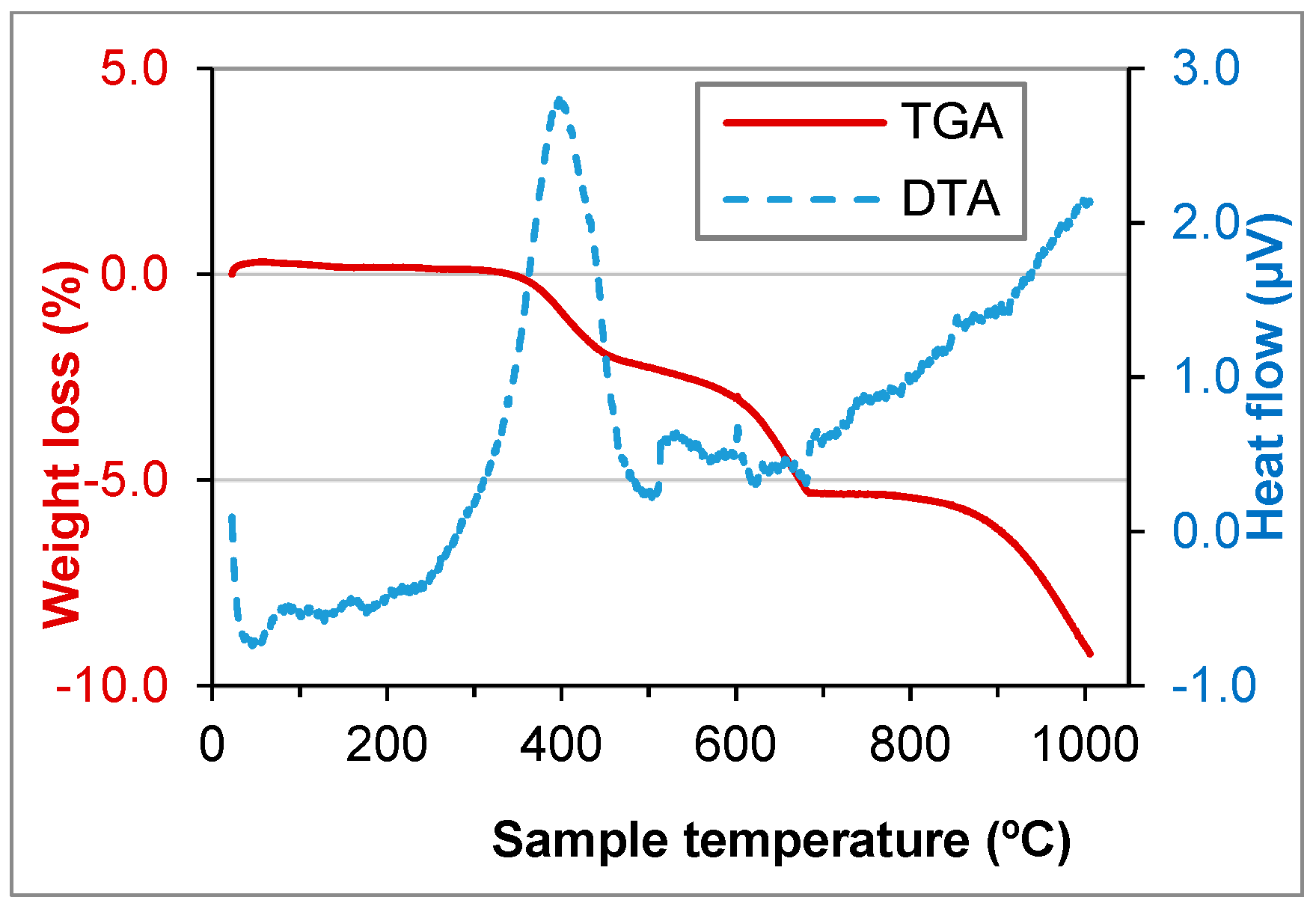
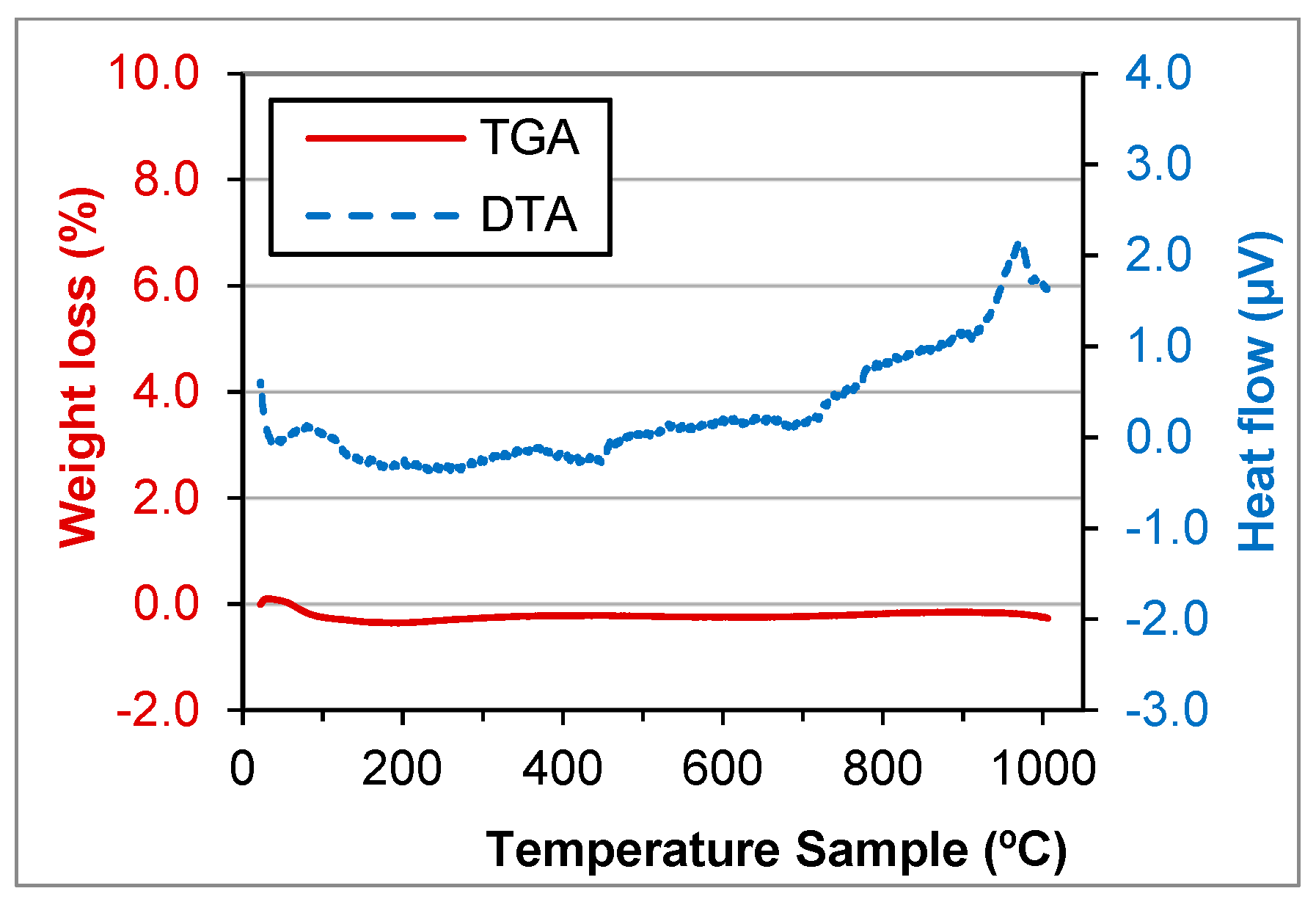
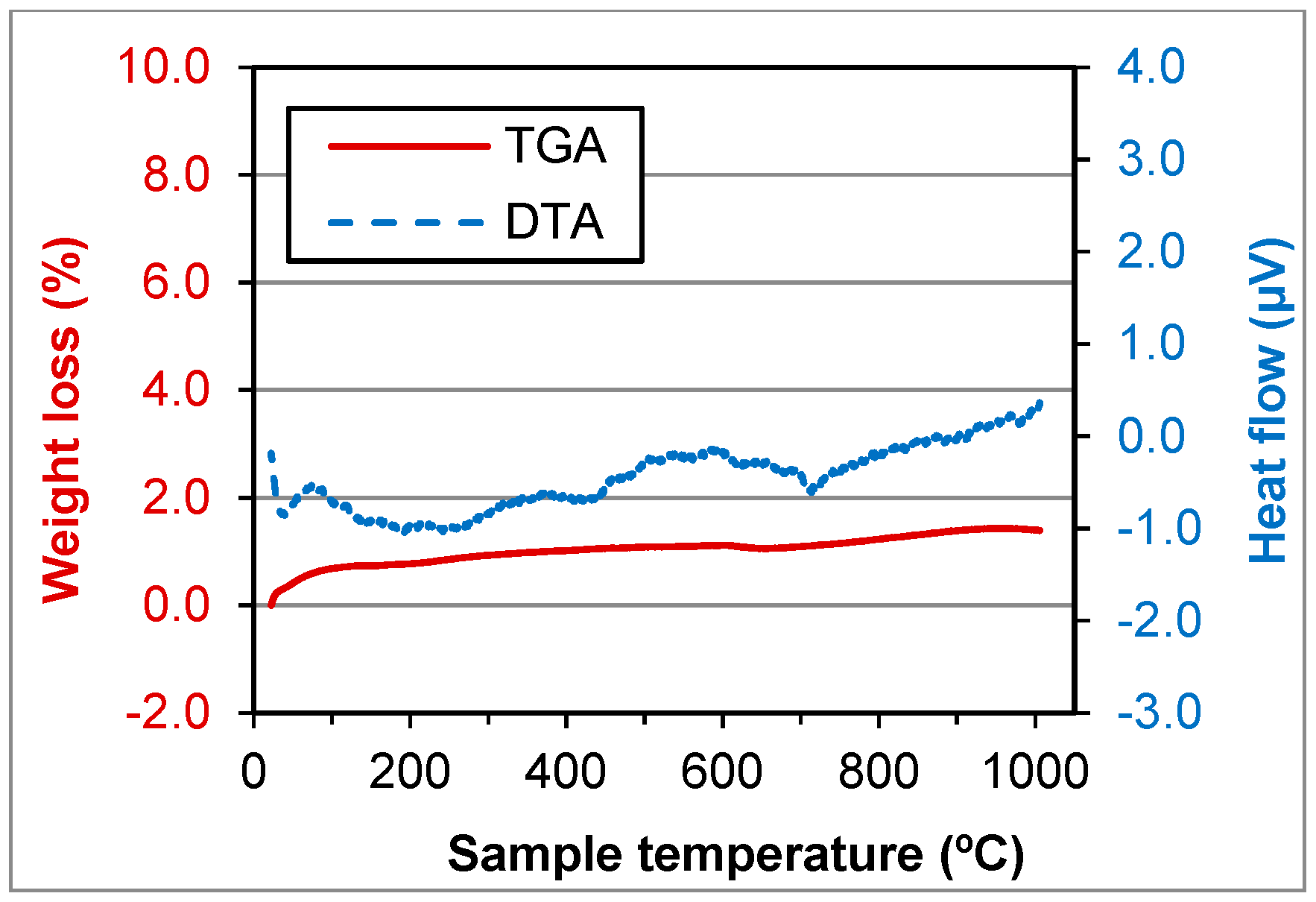
5.1.5. Thermogravimetric Analysis and Differential Thermal Analysis (TGA/DTA)
5.2. Physical Tests
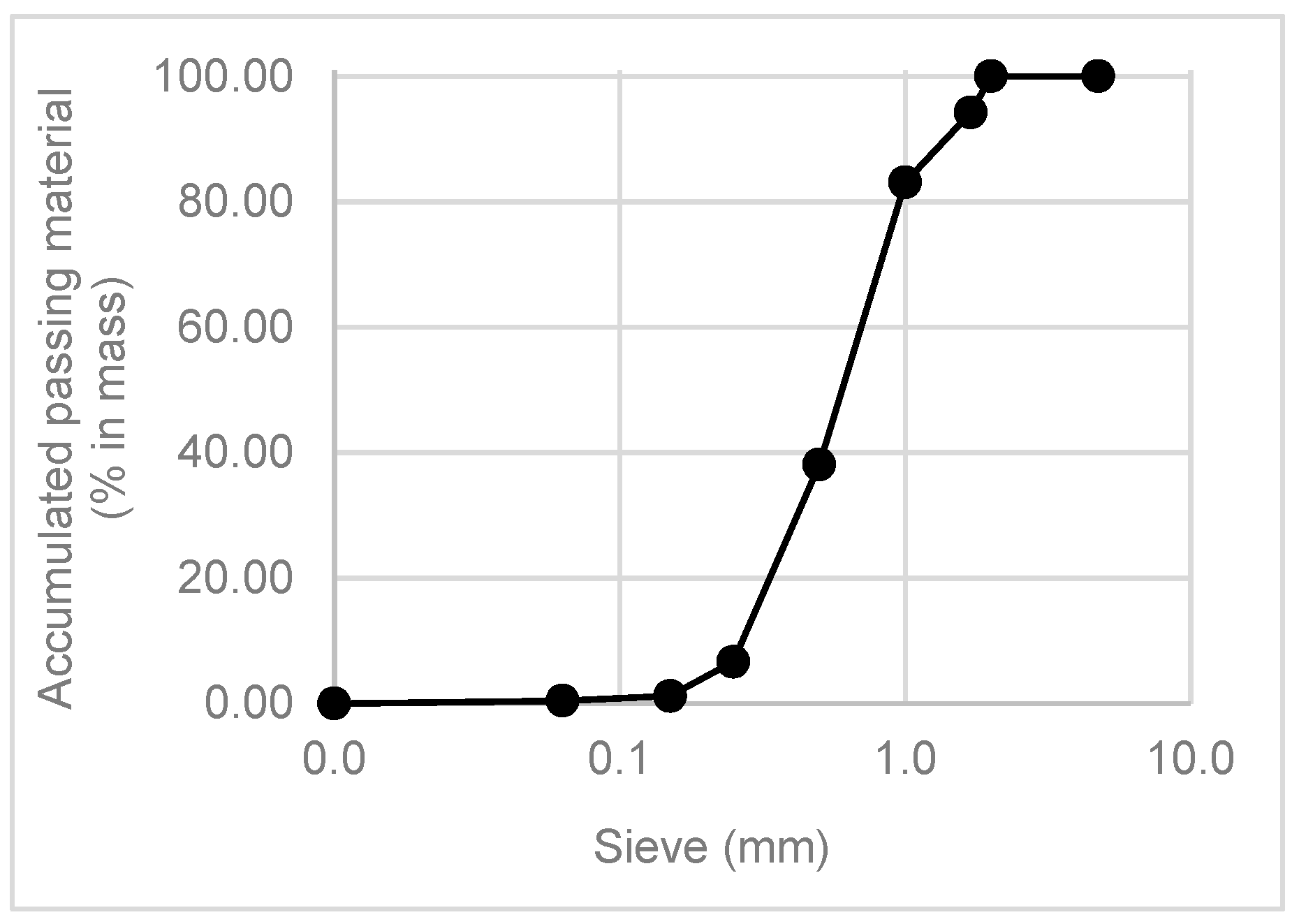
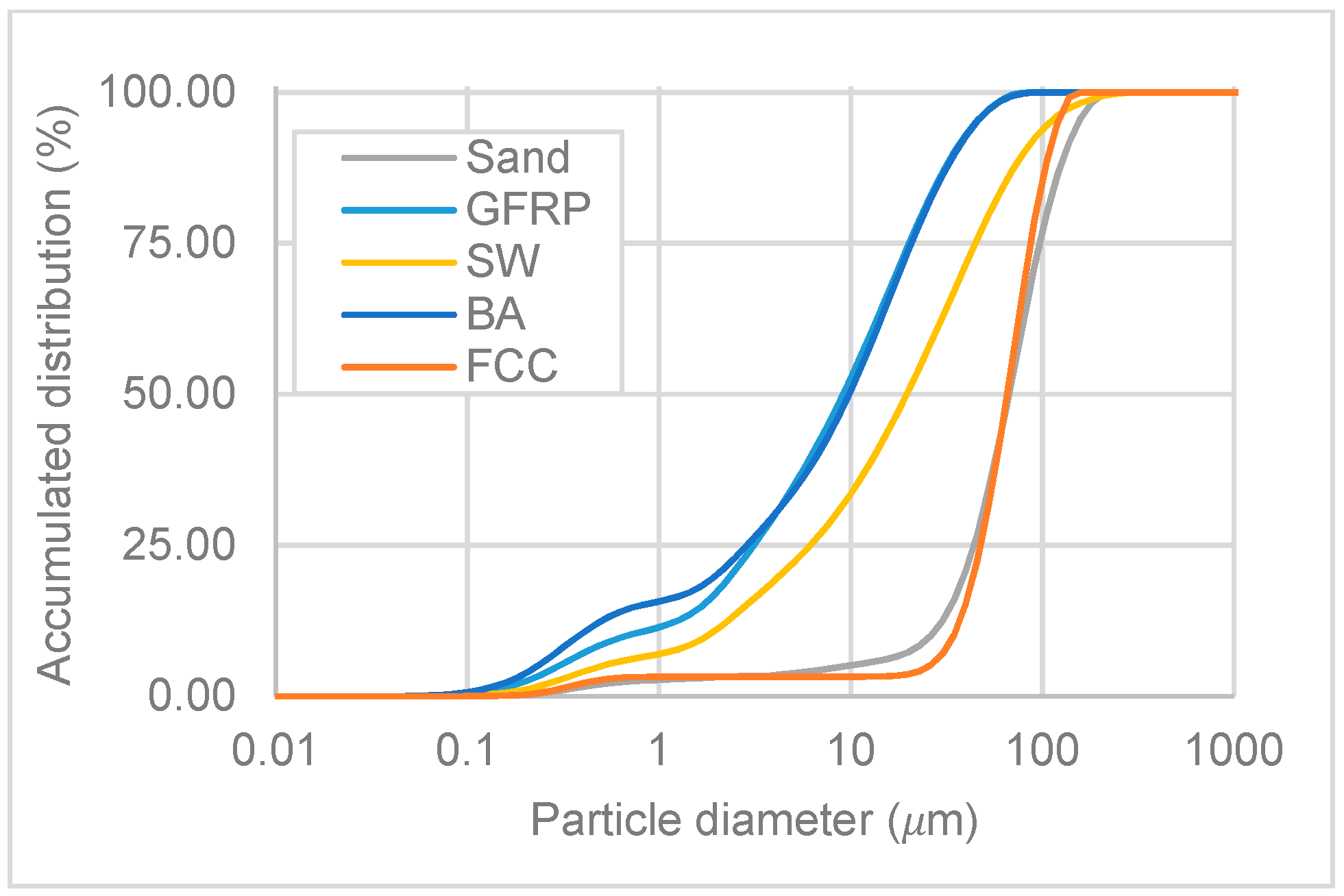
5.2.1. Particle Size Distribution by Sieve Analysis and by Laser
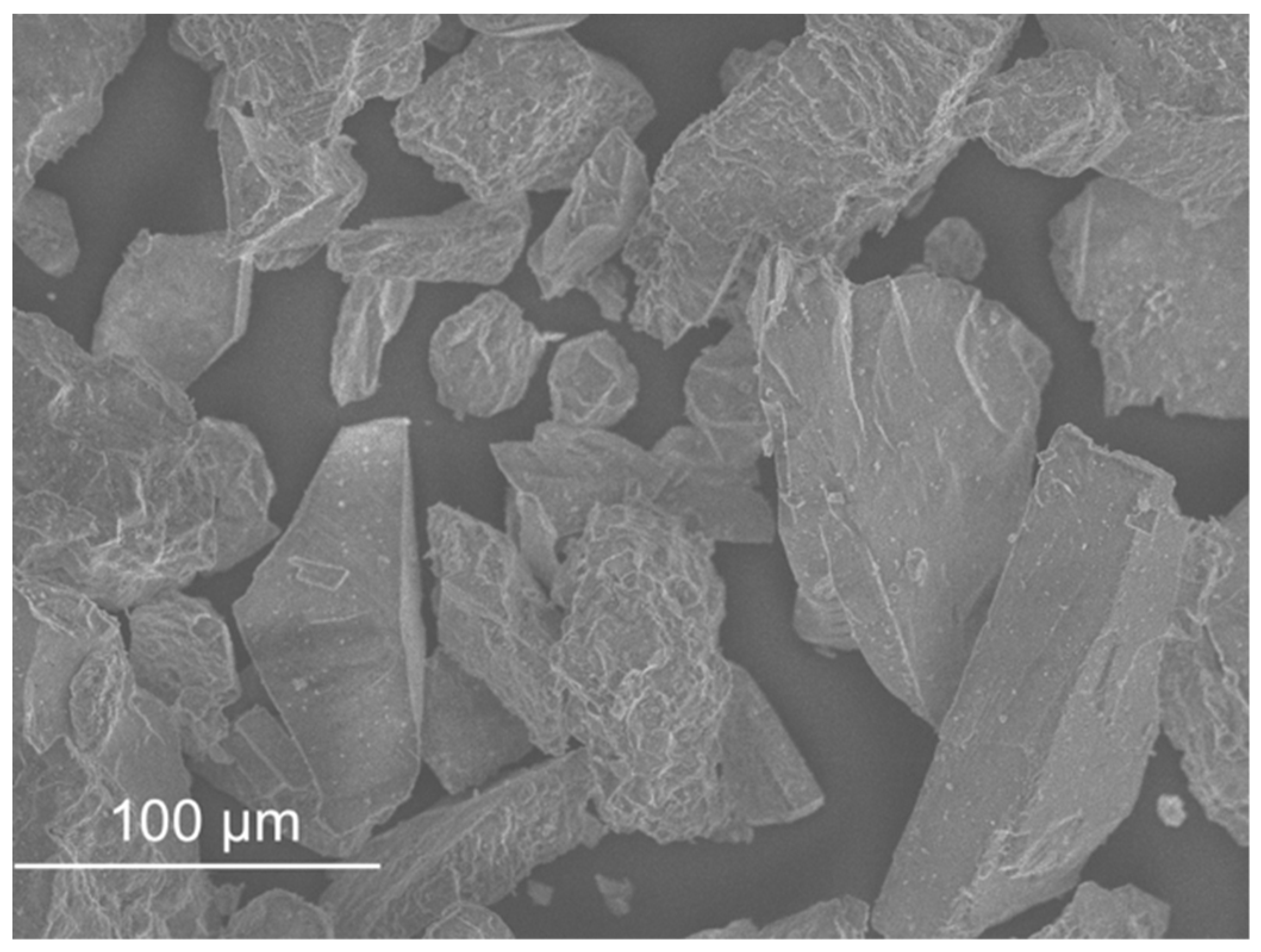
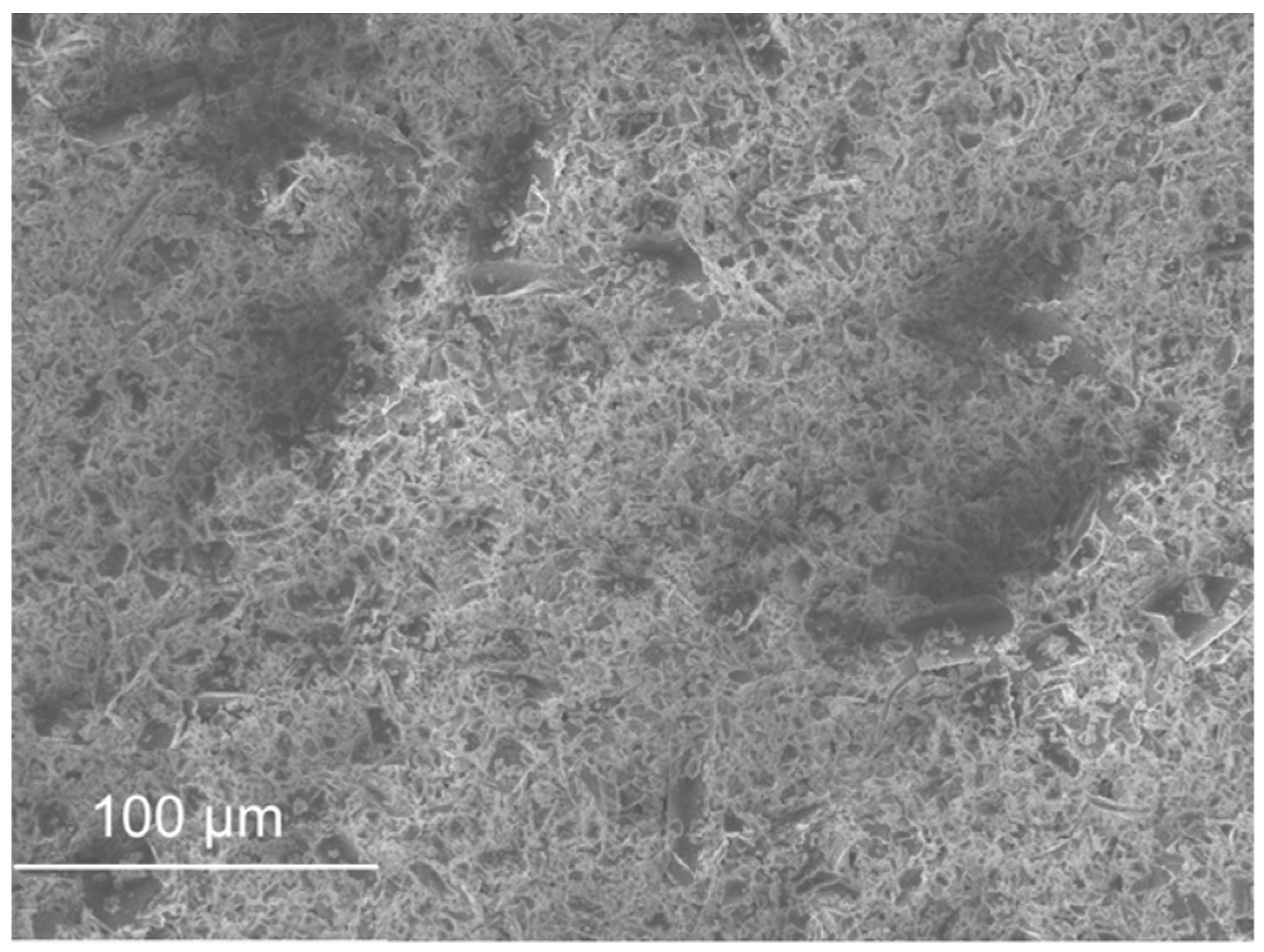
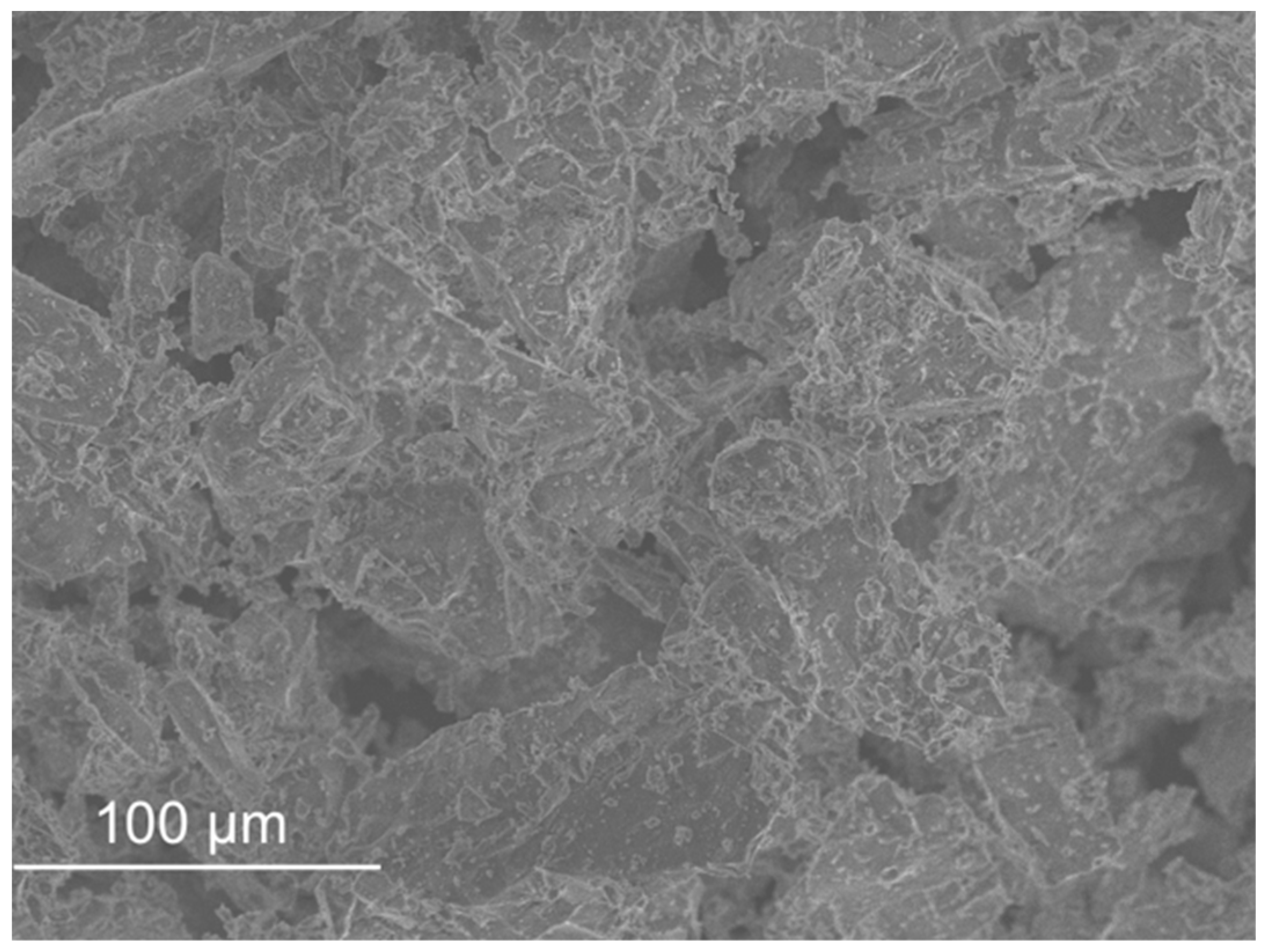
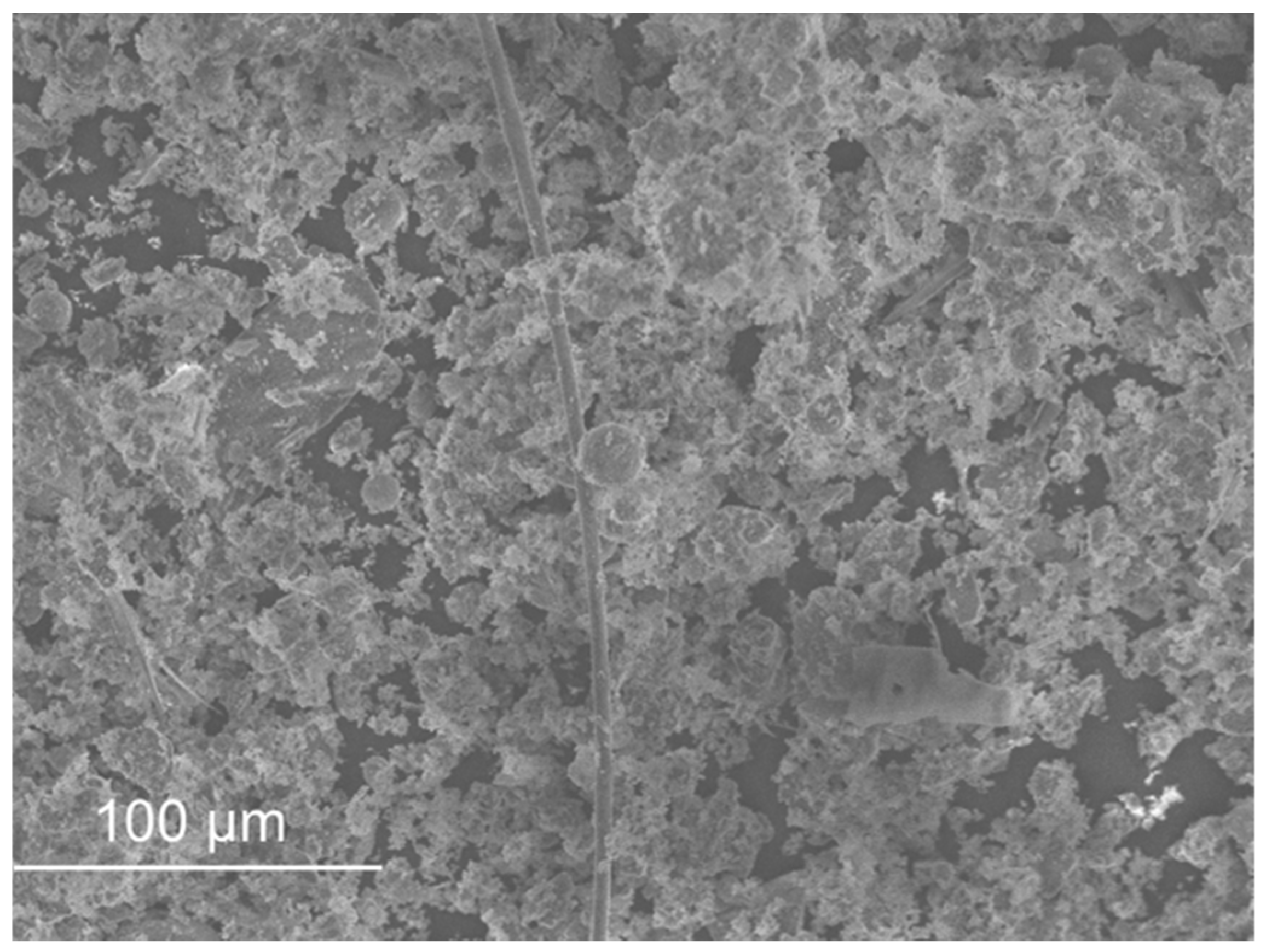
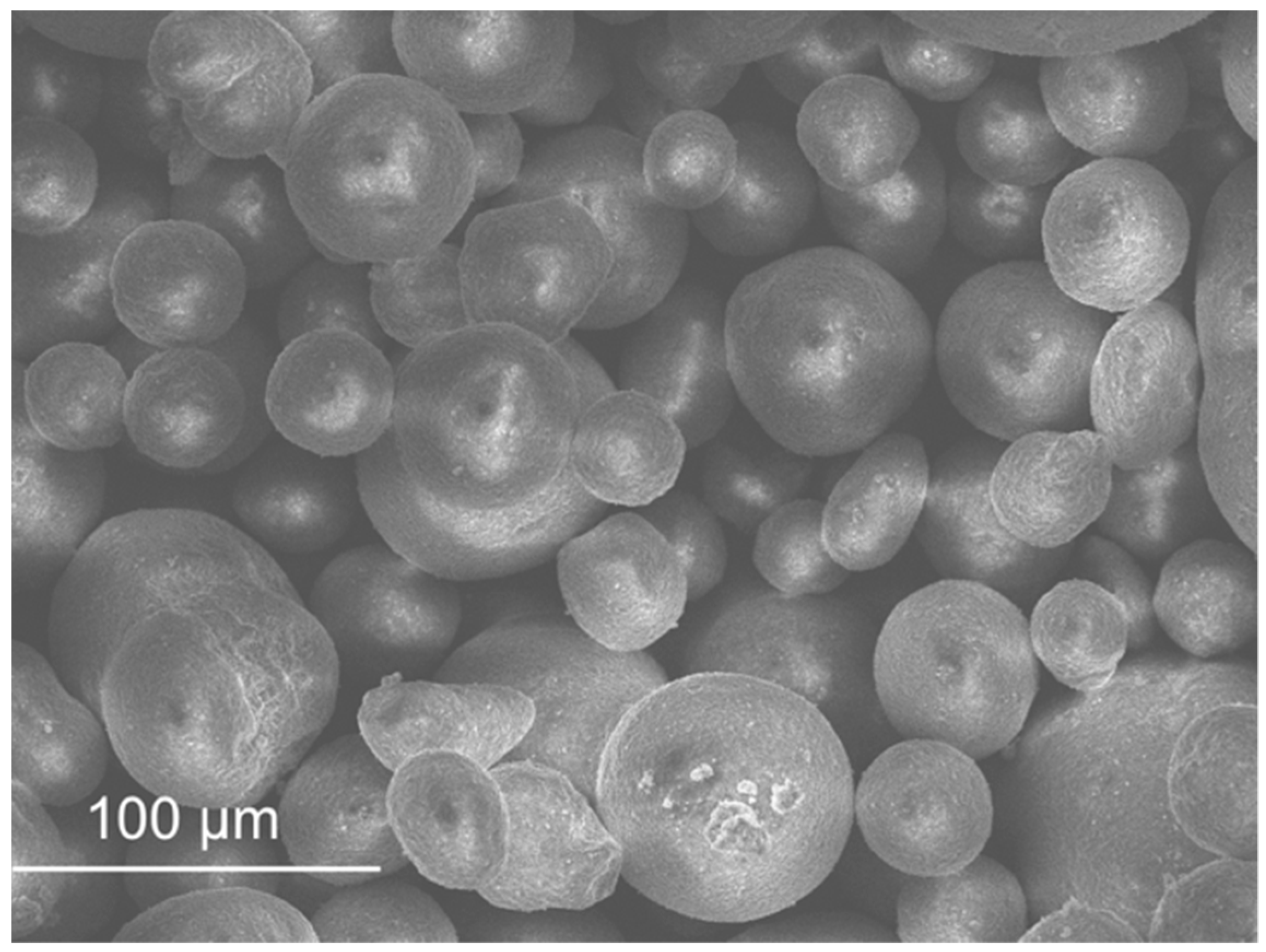
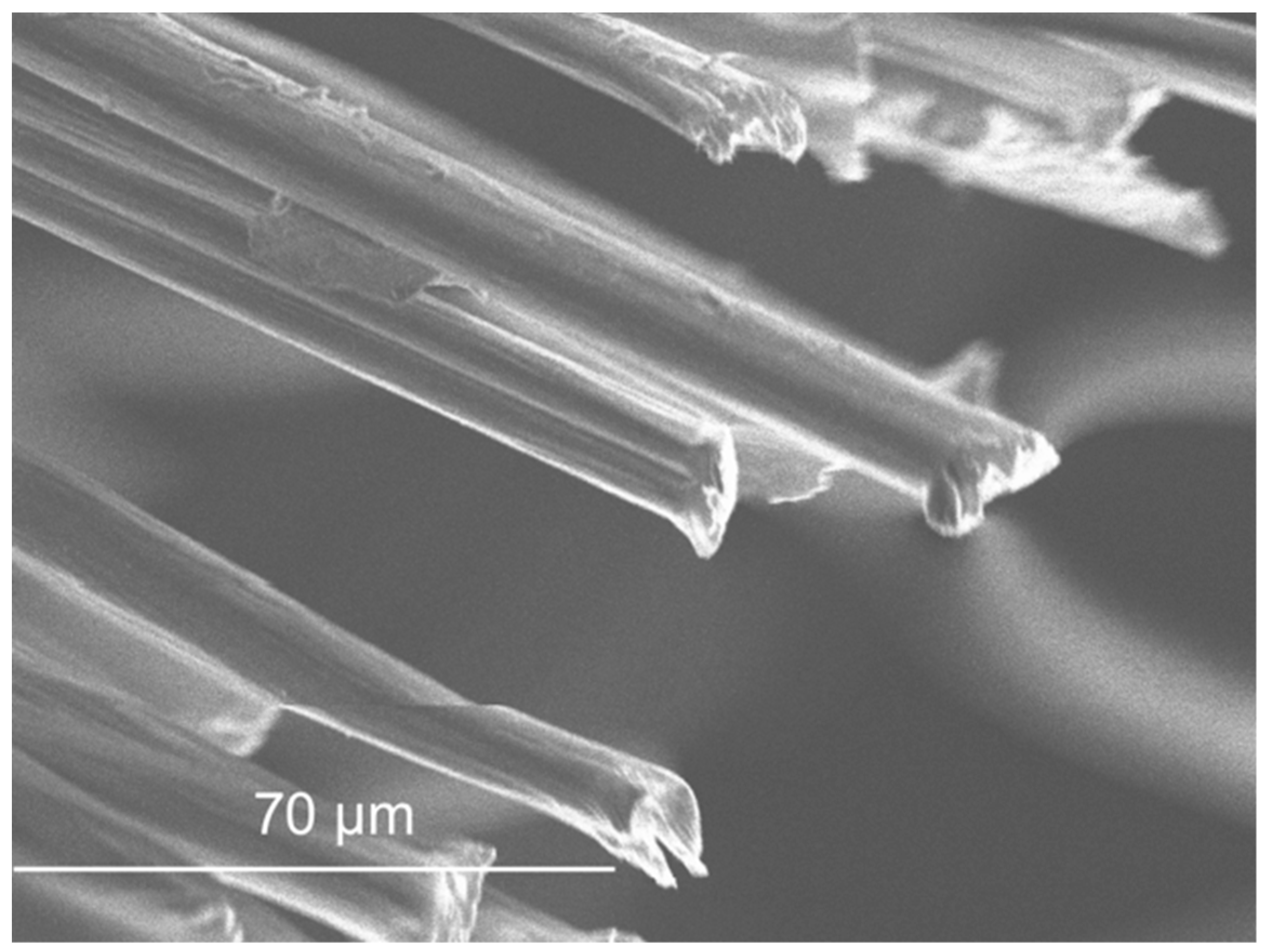
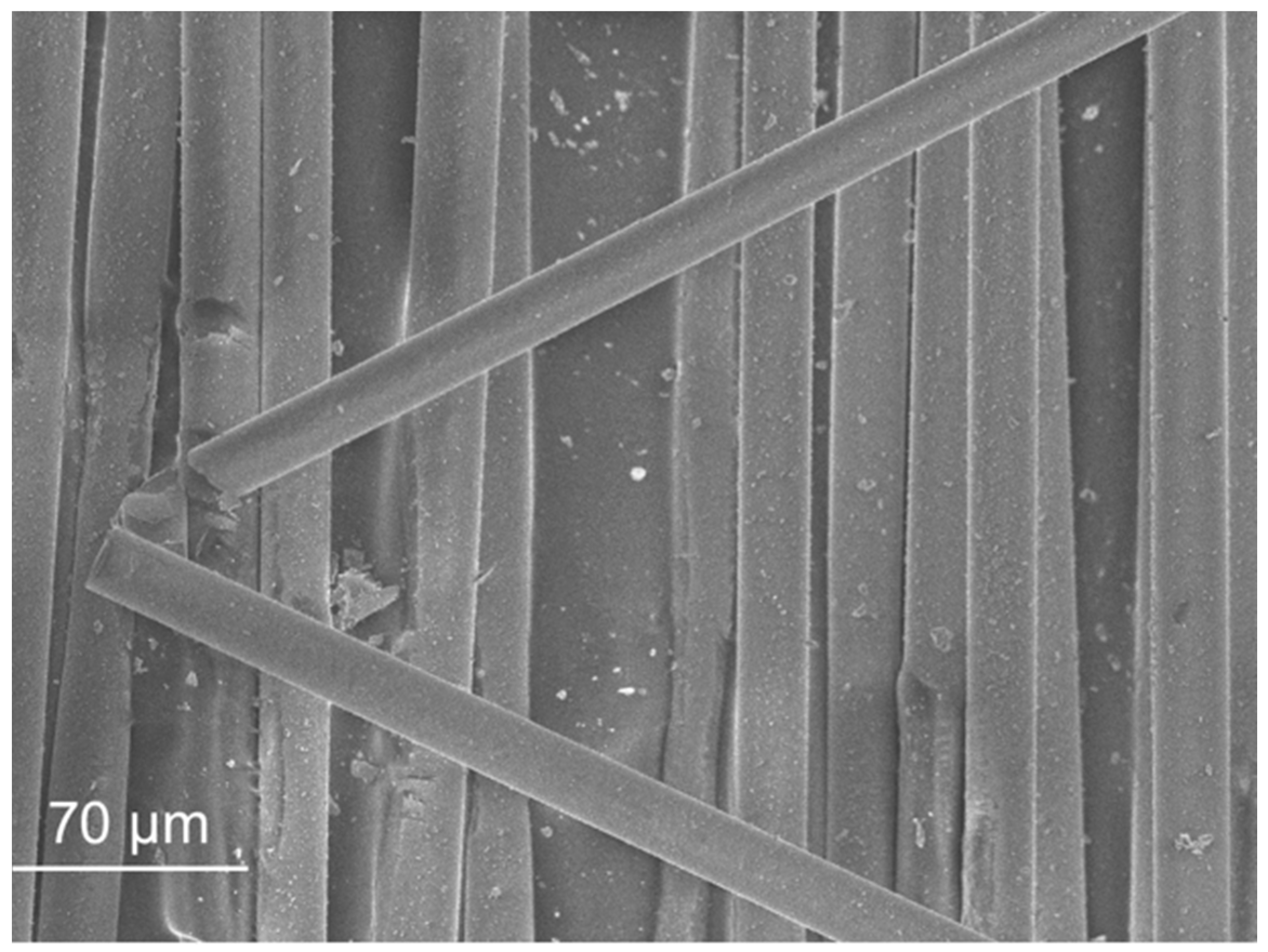
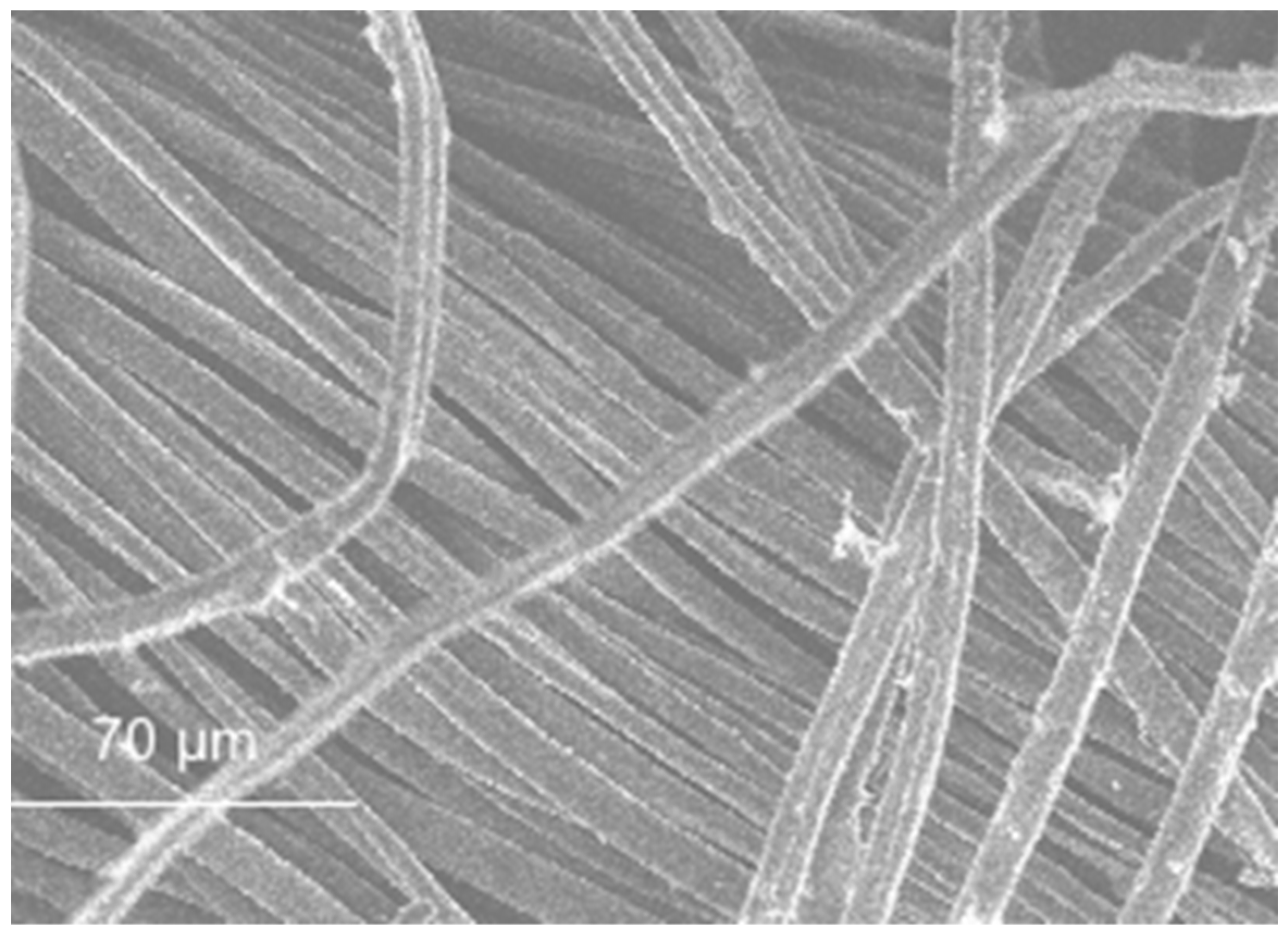
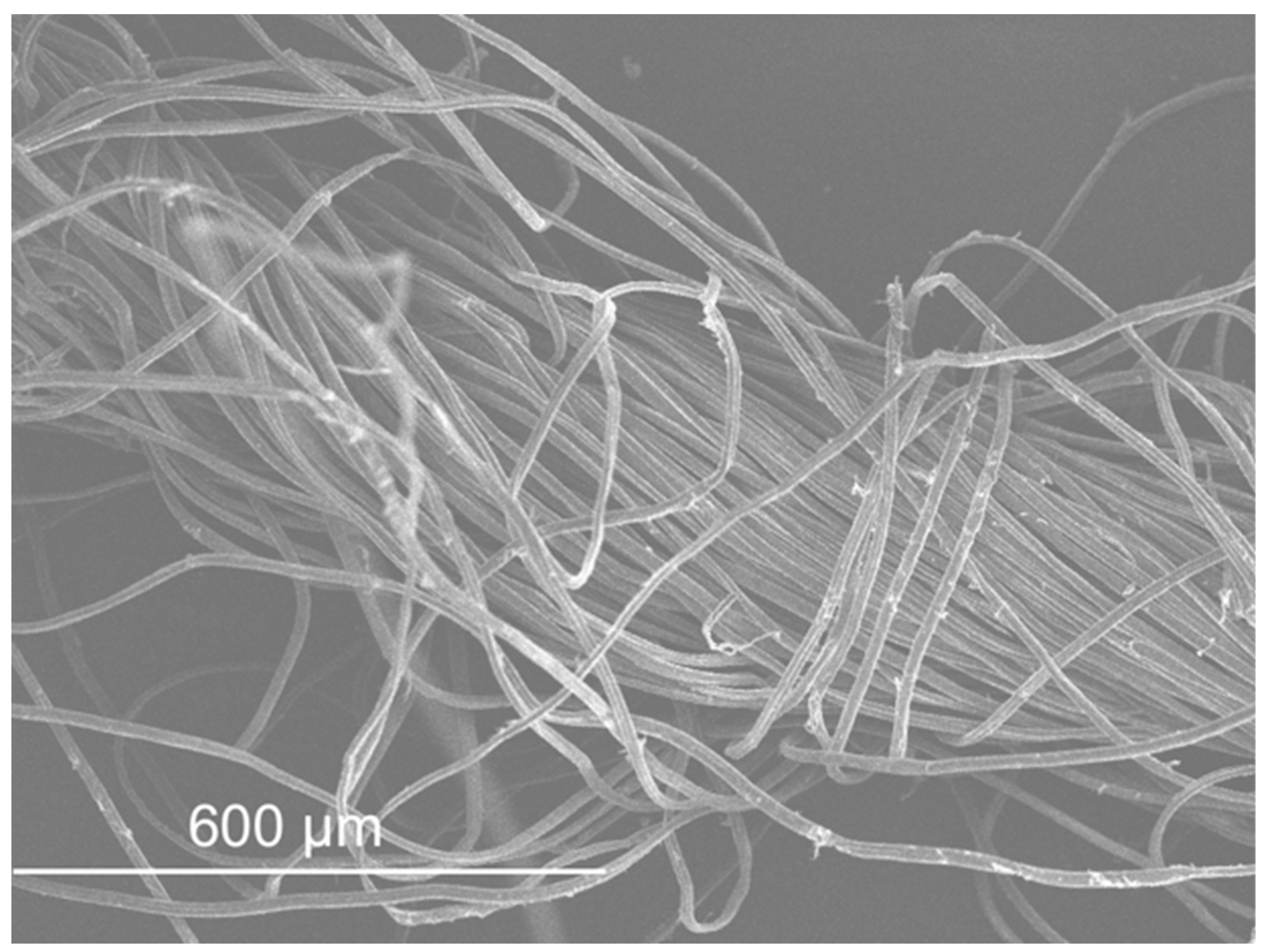
5.2.2. SEM Micrographs Analysis and Aggregate Shape
5.2.3. Specific Surface Area (SSA)
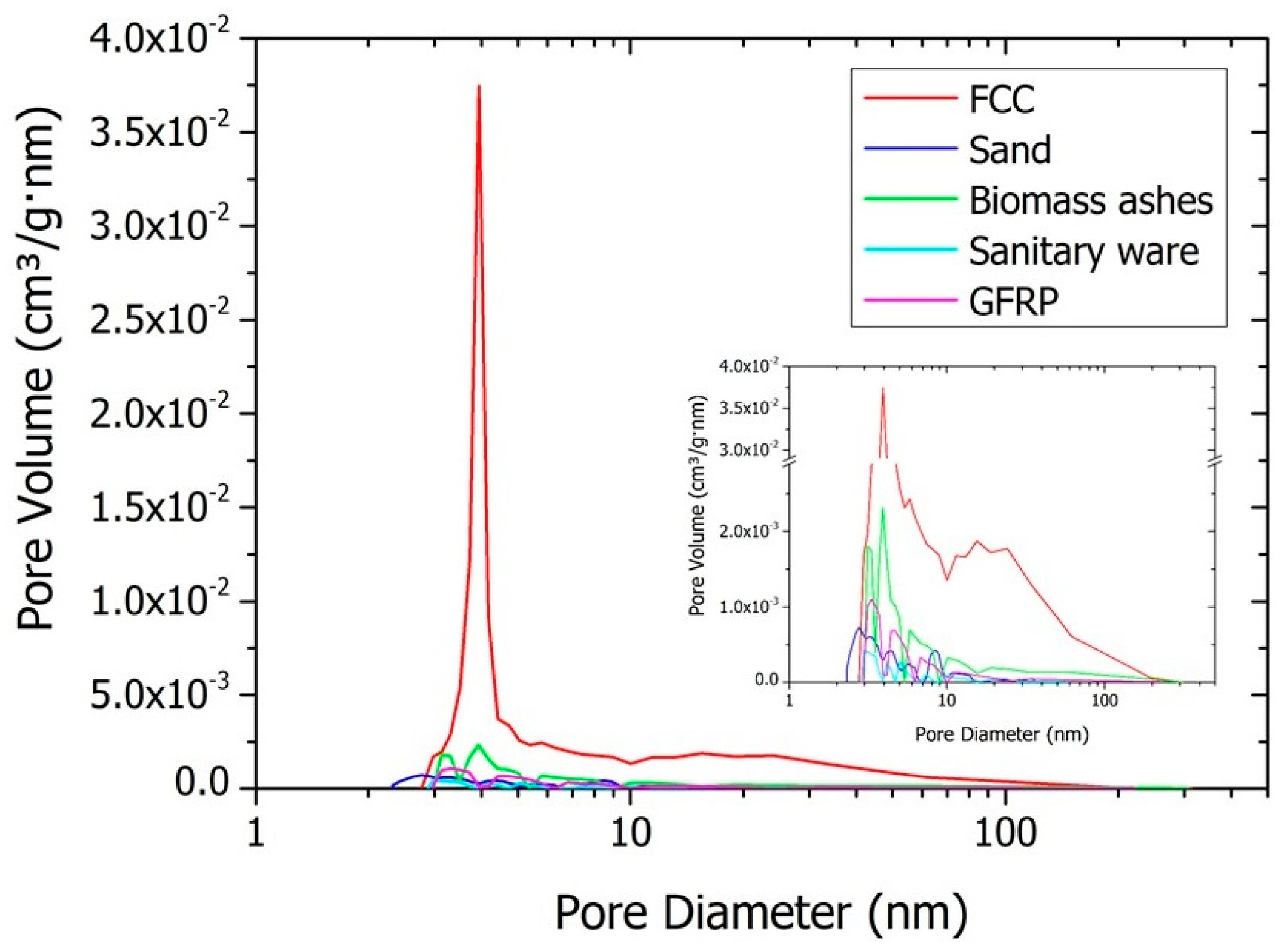
5.2.4. Pore Size Distribution Test
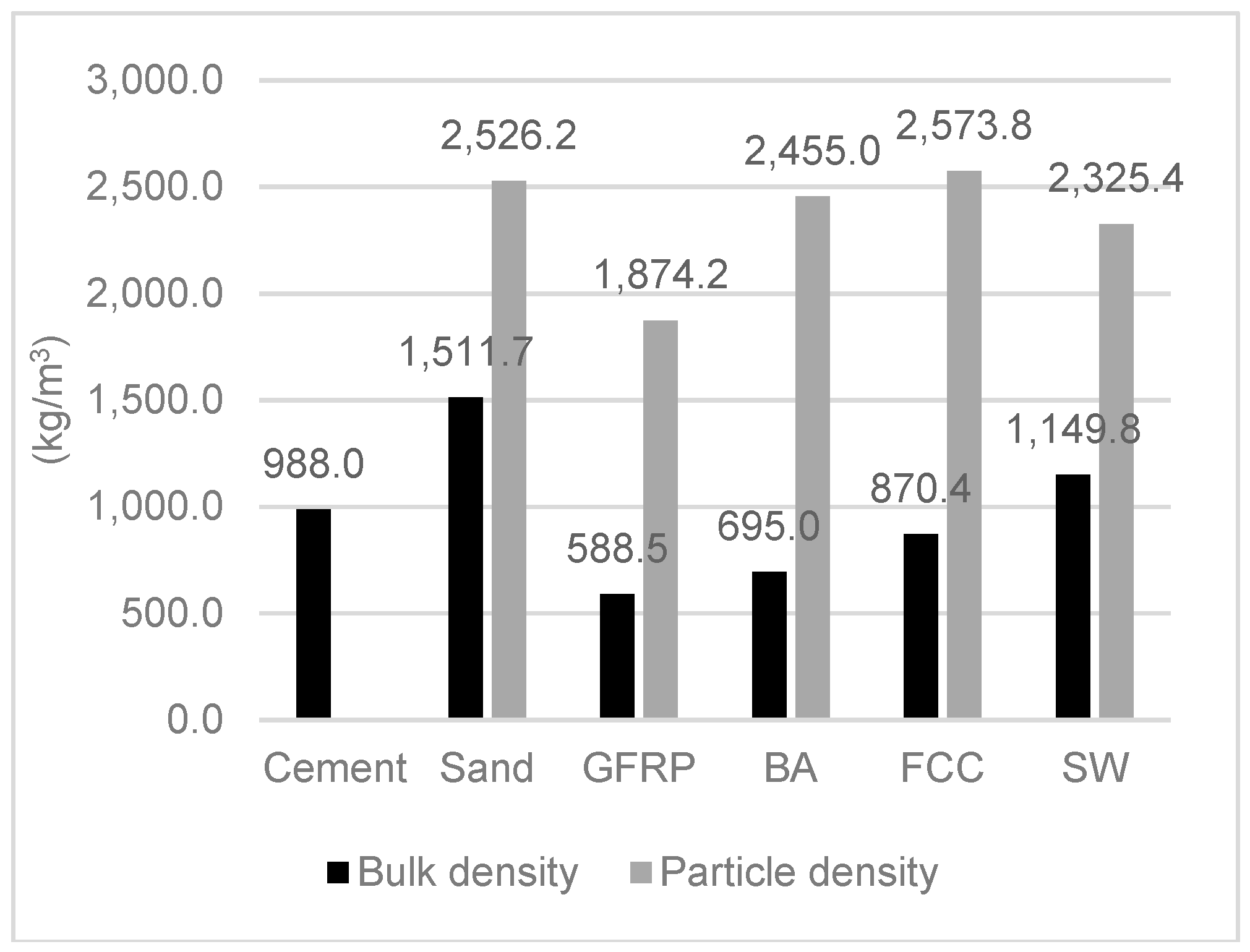
5.2.5. Bulk and Particle Density
5.2.6. Water Retention
5.3. Mechanical Tests
5.3.1. Tensile Strength
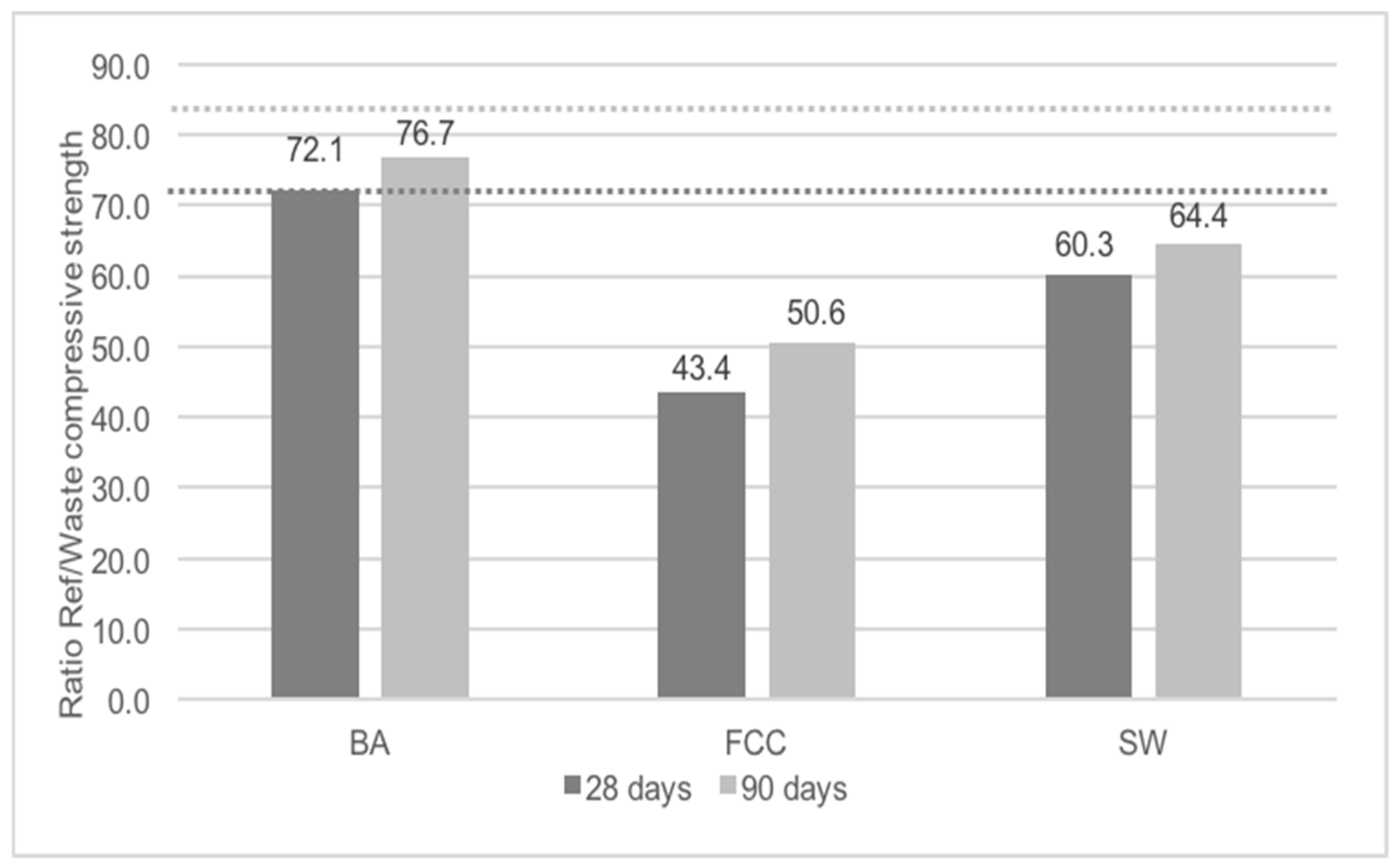
5.3.2. Activity Index
6. Choosing the Wastes’ Most Appropriate Use
6.1. Biomass Ashes Waste
- Low organic matter content;
- Particle sizes lower than 63 µm (by sieving method);
- Particle size distribution with a large size distribution of particles;
- Irregular shape and rough surface;
- Particles with a specific surface area of 8.63 m2/g;
- Low porosity;
- Low bulk density;
- Less water absorption than sand;
- Some pozzolanic activity.
6.2. Glass Reinforced Polymer Waste
- Amorphous material;
- Particles lower than 63 µm (by sieving method);
- Particle size distribution with a large size distribution of particles;
- Irregular shape and rough surface;
- Presence of fibres in the mixture;
- Particles with a specific surface area of 4.12 m2/g;
- Low porosity;
- Low bulk density;
- Less water absorption than sand;
- High organic matter content.
6.3. Sanitary Ware Waste
- Chemical composition similar to sand;
- Particles lower than 2 mm;
- Irregular shape and rough surface;
- The thinnest particles (less than 149 µm) had a specific surface area of 1.35 m2/g;
- Low porosity;
- Bulk density similar to sand’s;
- Higher water absorption than sand;
- No pozzolanic activity.
6.4. Fluid Catalytic Cracking Waste
- Some Si and Al on its composition;
- Presence of some uncrystallised Si;
- Particle distribution with a narrow size distribution of particles;
- Spherical shape and a smooth surface;
- Particles with a specific surface area of 93.62 m2/g;
- High porosity;
- Low bulk density;
- Higher water absorption than sand;
- No pozzolanic activity.
6.5. Textile Fibre, Acrylic Fibre and Glass Fibre
- Amorphous waste;
- Smooth surface (textile and acrylic fibres) or rough surface (glass fibre);
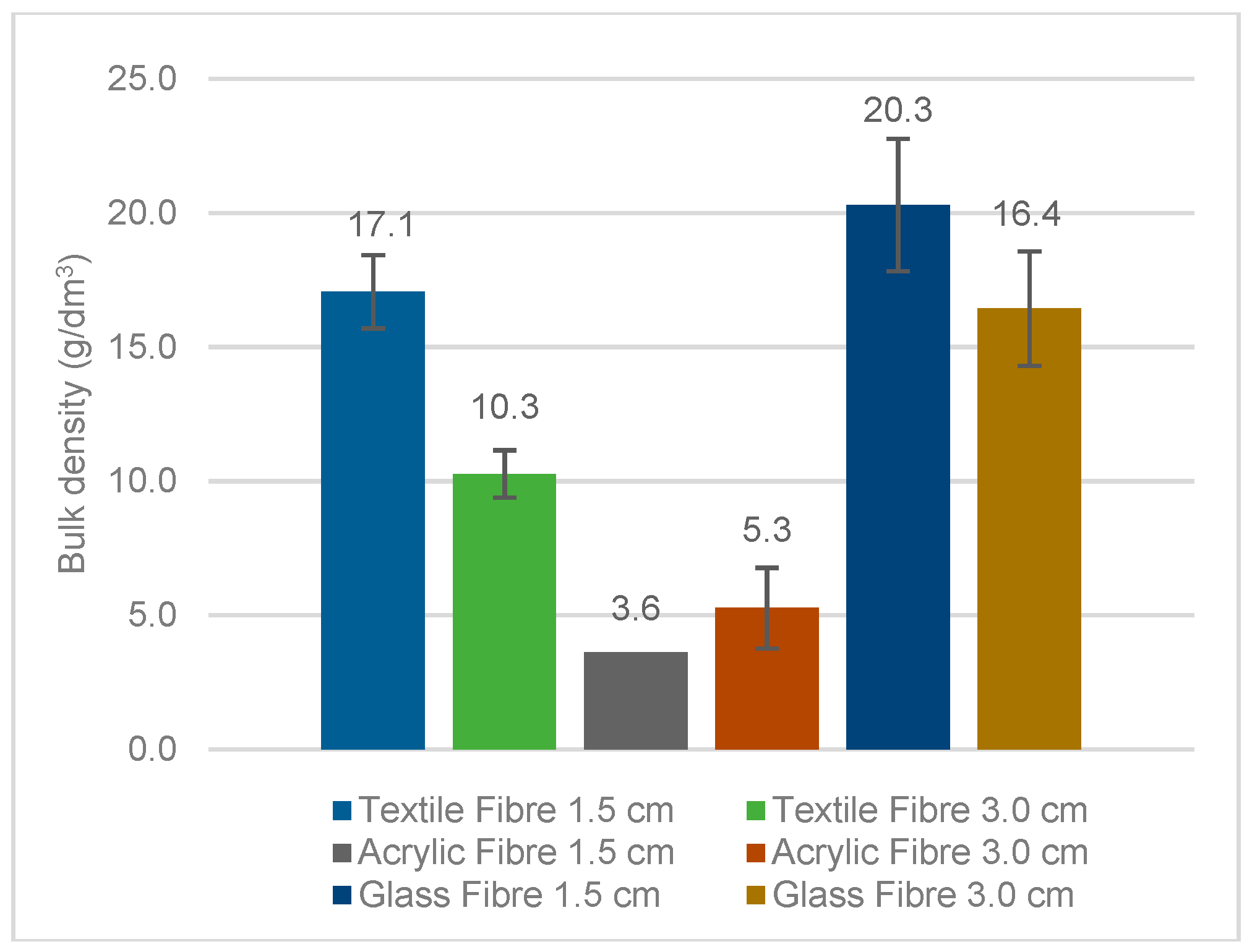
- Low bulk density;
- High water absorption;
- High tensile strength;
- Textile fibre and glass fibre: low modulus of elasticity;
- Acrylic fibre and glass fibre and: medium to high modulus of elasticity.
- Fibres can be incorporated in renders as an addition.
7. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- European Commission. Generation of Waste by Waste Category, Hazardousness and NACE Rev. 2 Activity. August 2017. Available online: http://ec.europa.eu/eurostat/en/web/products-datasets/-/ENV_WASGEN (accessed on 9 October 2017).
- European Directive 2008/98/EC: On Waste and Repealing Certain Directives (Text with EEA Relevance); European Parliament and of the Council: Strasbourg, France, 19 November 2008.
- Braga, M.; De Brito, J.; Veiga, R. Incorporation of fine concrete aggregates in mortars. Constr. Build. Mater. 2012, 36, 960–968. [Google Scholar] [CrossRef]
- Halicka, A.; Ogrodnik, P.; Zegardlo, B. Using ceramic sanitary ware waste as concrete aggregate. Constr. Build. Mater. 2013, 48, 295–305. [Google Scholar] [CrossRef]
- Naceri, A.; Hamina, M.C. Use of waste brick as a partial replacement of cement in mortar. Waste Manag. 2009, 29, 2378–2384. [Google Scholar] [CrossRef] [PubMed]
- Higashiyama, H.; Yagishita, F.; Sano, M.; Takahashi, O. Compressive strength and resistance to chloride penetration of mortars using ceramic waste as fine aggregate. Constr. Build. Mater. 2012, 26, 96–101. [Google Scholar] [CrossRef]
- Higashiyama, H.; Yamauchi, K.; Sappakittipakorn, M.; Sano, M.; Takahashi, O. A visual investigation on chloride ingress into ceramic waste aggregate mortars having different water to cement ratios. Constr. Build. Mater. 2013, 40, 1021–1028. [Google Scholar] [CrossRef]
- Farinha, C.; de Brito, J.; Veiga, R. Incorporation of fine sanitary ware aggregates in coating mortars. Constr. Build. Mater. 2015, 83, 194–206. [Google Scholar] [CrossRef]
- Lucas, J.; de Brito, J.; Veiga, R.; Farinha, C. The effect of using sanitary ware as aggregates on rendering mortars’ performance. J. Clean. Prod. 2016, 91, 155–164. [Google Scholar] [CrossRef]
- Oliveira, R.; De Brito, J.; Veiga, R. Incorporation of fine glass aggregates in renderings. Constr. Build. Mater. 2013, 44, 329–341. [Google Scholar] [CrossRef]
- Castro, A.M.; Ribeiro, M.C.; Santos, J.; Meixedo, J.P.; Silva, F.J.; Fiúza, A.; Dinis, M.L.; Alvim, M.R. Sustainable waste recycling solution for the glass fibre reinforced polymer composite materials industry. Constr. Build. Mater. 2013, 45, 87–94. [Google Scholar] [CrossRef]
- Jamkar, S.S.; Rao, C.B.K. Index of aggregate particle shape and texture of coarse aggregate as a parameter for concrete mix proportioning. Cem. Concr. Compos. 2004, 34, 2021–2027. [Google Scholar] [CrossRef]
- Cortes, D.D.; Kim, H.K.; Palomino, A.M.; Santamarina, J.C. Rheological and mechanical properties of mortars prepared with natural and manufactured sands. Cem. Concr. Res. 2008, 38, 1142–1147. [Google Scholar] [CrossRef]
- Quiroga, P.; Fowler, D. The Effects of Aggregates Characteristics on the Performance of Portland Cement Concrete; Report ICAR 104-1F; International Centre for Aggregates Research: Austin, TX, USA, 2004. [Google Scholar]
- Barbosa, R.; Lapa, N.; Dias, D.; Mendes, B. Concretes containing biomass ashes: Mechanical, chemical, and ecotoxic performances. Constr. Build. Mater. 2013, 48, 457–463. [Google Scholar] [CrossRef]
- Demis, S.; Tapali, J.G.; Papadakis, V.G. An investigation of the effectiveness of the utilization of biomass ashes as pozzolanic materials. Constr. Build. Mater. 2014, 68, 291–300. [Google Scholar] [CrossRef]
- De Sousa Coutinho, A. Production and Properties of Concrete; LNEC: Lisboa, Portugal, 1988; Volume I. (In Portuguese) [Google Scholar]
- Cuenca, J.; Rodríguez, J.; Martín-Morales, M.; Sánchez-Roldán, Z.; Zamorano, M. Effects of olive residue biomass fly ash as filler in self-compacting concrete. Constr. Build. Mater. 2013, 40, 702–709. [Google Scholar] [CrossRef]
- Tittarelli, F.; Shah, S.P. Effect of low dosages of waste GRP dust on fresh and hardened properties of mortars: Part 1. Constr. Build. Mater. 2013, 47, 1532–1538. [Google Scholar] [CrossRef]
- Dehghan, A.; Peterson, K.; Shvarzman, A. Recycled glass fiber reinforced polymer additions to Portland cement concrete. Constr. Build. Mater. 2017, 146, 238–250. [Google Scholar] [CrossRef]
- Ribeiro, M.C.; Meira-Castro, A.C.; Silva, F.G.; Santos, J.; Meixedo, J.P.; Fiúza, A.; Dinis, M.L.; Alvim, M.R. Re-use assessment of thermoset composite wastes as aggregate and filler replacement for concrete-polymer composite materials: A case study regarding GFRP pultrusion wastes. Resour. Conserv. Recycl. 2015, 104, 417–426. [Google Scholar] [CrossRef]
- Ribeiro, M.C.; Fiúza, A.; Castro, A.C.; Silva, F.G.; Dinis, M.L.; Meixedo, J.P.; Alvim, M.R. Mix design process of polyester polymer mortars modified with recycled GFRP waste materials. Compos. Struct. 2013, 105, 300–310. [Google Scholar] [CrossRef]
- Neves, R.; Vicente, C.; Castela, A.; Montemor, M.F. Durability performance of concrete incorporating spent fluid cracking catalyst. Cem. Concr. Compos. 2015, 55, 308–314. [Google Scholar] [CrossRef]
- Morozov, Y.; Castela, A.S.; Dias, A.P.; Montemor, M.F. Chloride-induced corrosion behavior of reinforcing steel in spent fluid cracking catalyst modified mortars. Cem. Compos. 2013, 47, 1–7. [Google Scholar] [CrossRef]
- Pinto, J.; Peixoto, A.; Vieira, J.; Fernandes, L.; Morais, J.; Cunha, V.M.; Varum, H. Render reinforced with textile threads. Constr. Build. Mater. 2013, 30, 26–32. [Google Scholar] [CrossRef]
- Spadea, S.; Farina, I.; Carrafiello, A.; Fraternali, F. Recycled nylon fibers as cement mortar reinforcement. Constr. Build. Mater. 2015, 80, 200–209. [Google Scholar] [CrossRef]
- Gonilho-Pereira, C.; Faria, P.; Fangueiro, R.; Martins, A.; Vinagre, P.; Ratão, S. Performance assessment of waste fiber-reinforced mortar. Mater. Sci. Forum 2013, 730–732, 617–622. [Google Scholar] [CrossRef]
- EN 13820, European Standard. Thermal Insulating Materials for Building Applications—Determination of Organic Content; European Committee for Standardization (CEN): Brussels, Belgium, 2003.
- EN 1015-1, European Standard, Methods of Test for Mortar for Masonry—Part 1: Determination of Particle Size Distribution (by Sieve Analysis); European Committee for Standardization (CEN): Brussels, Belgium, October 1998.
- CAHIER 2669-4, Certification CSTB des Enduits Monocouches d’Imperméabilisation; Modalités d ́essais; Centre Scientifique et Technique du Bâtiment: Marne-la-Vallée, French, July–August 1993.
- EN 1097-6, European Standard. Tests for Mechanical and Physical Properties of Aggregates—Part 6: Determination of Particle Density and Water Absorption; European Committee for Standardization (CEN): Brussels, Belgium, 2013.
- EN 1097-7, European Standard. Tests for Mechanical and Physical Properties of Aggregates—Part 7: Determination of the Particle Density of Filer—Pycnometer Method; European Committee for Standardization (CEN): Brussels, Belgium, 2008.
- EN 196-1, European Standard. Methods of Testing Cement—Part 1: Determination of Strength; European Committee for Standardization (CEN): Brussels, Belgium, 2016.
- EN 450-1, European Standard. Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria; European Committee for Standardization (CEN): Brussels, Belgium, 2012.
- Sugrañez, R.; Álvarez, J.I.; Cruz-Yusta, M.; Mármol, I.; Morales, J.; Sánchez, L. Controlling microstructure in cement based mortars by adjusting the particle size distribution of the raw materials. Constr. Build. Mater. 2013, 41, 139–145. [Google Scholar] [CrossRef]
- Swarthmore, P. Joint Committee on Power Diffraction Standard; International Centre for Diffraction Data: Newtown Square, PA, USA, 1995. [Google Scholar]
- Calvo, J.L.; Moreno, M.S.; Alonso, M.C.; López, A.H.; Olmo, J.G. Study of the microstructure evolution of low-pH cements based on Ordinary Portland Cement (OPC) by mid-and near-infrared spectroscopy, and their influence on corrosion of steel reinforcement. Materials 2013, 6, 2508–2521. [Google Scholar] [CrossRef] [PubMed]
- Hidalgo López, A.; García Calvo, J.L.; García Olmo, J.; Petit, S.; Alonso, M.C. Microstructural Evolution of Calcium Aluminate Cements Hydration with Silica Fume and Fly Ash Additions by Scanning Electron Microscopy, and Mid and Near-Infrared Spectroscopy. J. Am. Ceram. Soc. 2008, 91, 1258–1265. [Google Scholar] [CrossRef]
- Yun, Y.M.; Seo, M.W.; Koo, G.H.; Ra, H.W.; Yoon, S.J.; Kim, Y.K.; Lee, J.G.; Kim, J.H. Pyrolysis characteristics of GFRP (Glass Fiber Reinforced Plastic) under non-isothermal conditions. Fuel 2014, 137, 321–327. [Google Scholar] [CrossRef]
- Bentz, D.P.; Haecker, C.J. An argument for using coarse cements in high-performance concretes. Cem. Concr. Res. 1999, 29, 615–618. [Google Scholar] [CrossRef]
- Pommersheim, J.M. Effect of particle size distribution on hydration kinetics. In MRS Proceedings; Cambridge University Press: Cambridge, UK, 1986; p. 301. [Google Scholar]
- Tsivilis, S.; Tsimas, S.; Benetatou, A.; Haniotakis, E. Study on the Contribution of the Fineness on Cement Strength; Bauverlag GmbH: Gütersloh, Germany, 1990; Volume 43, pp. 26–29. [Google Scholar]
- Isaia, G.C.; GASTALDInI, A.L.; Moraes, R. Physical and pozzolanic action of mineral additions on the mechanical strength of high-performance concrete. Cem. Concr. Compos. 2003, 25, 69–76. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Latifi, M.; Jamshidi, M. Hybrid short fiber reinforcement system in concrete: A review. Constr. Build. Mater. 2017, 142, 280–294. [Google Scholar] [CrossRef]

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tests | Aggregates | Standards | |
|---|---|---|---|
| Chemical tests | Electron microprobe technique | Sand, biomass ashes, GFRP, sanitary ware, FCC, acrylic fibre, textile fibre and glass fibre | - |
| X-ray diffraction analysis | Sand, biomass ashes, GFRP, sanitary ware, FCC, acrylic fibre, textile fibre and glass fibre | - | |
| Fourier Transform Infrared Spectra | Sand, biomass ashes, GFRP, sanitary ware, FCC, acrylic fibre, textile fibre and glass fibre | - | |
| Organic matter content | GFRP and FCC | EN 13820 [28] | |
| Thermogravimetric analysis and differential thermal analysis | Sand, biomass ashes, GFRP, sanitary ware and FCC | - | |
| Physical tests | Particle distribution by sieving | Sand, sanitary ware | EN 1015-1 [29] |
| Particle distribution by laser | Sand, biomass ashes, GFRP, Sanitary Ware and FCC | - | |
| SEM micrographs | Sand, biomass ashes, GFRP, sanitary ware, FCC, acrylic fibre, textile fibre and glass fibre | ||
| Aggregate shape and texture | Sand, biomass ashes, GFRP, sanitary ware, FCC, acrylic fibre, textile fibre and glass fibre | - | |
| Specific surface area | Sand, biomass ashes, GFRP, sanitary ware and FCC | - | |
| Pore size distribution | Sand, biomass ashes, GFRP, sanitary ware and FCC | - | |
| Bulk density | Sand, biomass ashes, GFRP, sanitary ware, FCC, acrylic fibre, textile fibre and glass fibre | Cahier 2669-4 [30] | |
| Particle density | Sand, biomass ashes, GFRP, sanitary ware and FCC | EN 1097-6 [31]; EN 1097-7 [32] | |
| Water retention | Sand, biomass ashes, GFRP, sanitary ware and FCC | EN 1097-7 [32] | |
| Mechanical tests | Tensile strength | Acrylic fibre, textile fibre and glass fibre | - |
| Activity index | Biomass ashes, sanitary ware and FCC | EN 196-1 [33]; EN 450-1 [34] | |
| Elements | Sand | GFRP | FCC | Biomass Ashes | Sanitary Ware | Textile Fibre | Acrylic Fibre | Glass Fibre |
|---|---|---|---|---|---|---|---|---|
| C | 4.02 | 52.68 | 4.61 | 12.53 | 6.61 | 82.16 | 78.51 | 9.95 |
| N | - | - | - | - | - | 12.66 | 16.27 | - |
| O | 46.96 | 30.90 | 45.34 | 32.57 | 44.95 | 4.97 | 4.92 | 46.16 |
| Na | 0.30 | 0.03 | 0.25 | 1.79 | 1.41 | - | - | 0.41 |
| Mg | - | 0.24 | - | 2.12 | 0.08 | - | - | 0.77 |
| Al | 3.91 | 3.57 | 25.08 | 4.32 | 10.48 | - | - | 5.99 |
| Si | 37.91 | 5.49 | 19.94 | 8.19 | 30.41 | 0.06 | - | 22.17 |
| P | - | - | - | 0.82 | - | - | 0.21 | - |
| S | - | - | - | 4.17 | - | 0.12 | 0.09 | - |
| Cl | - | 0.39 | - | 6.54 | - | - | - | - |
| K | 5.61 | 0.02 | - | 8.77 | 2.23 | - | - | - |
| Ca | - | 6.23 | - | 14.15 | 2.27 | - | - | 14.38 |
| Mn | - | - | - | 0.62 | - | - | - | - |
| Ti | 0.15 | 0.44 | 0.54 | 0.09 | - | - | - | 0.18 |
| Fe | 1.15 | - | 1.01 | 3.39 | 0.97 | - | - | - |
| La | - | - | 3.23 | - | - | - | - | - |
| Kr | - | - | - | - | 0.58 | - | - | - |
| Elements | Organic Matter Content (%) |
|---|---|
| GFRP | 29.84 ± 1.20 |
| Biomass ashes | 3.23 ± 0.21 |
| Fibre | Length (cm) | Diameter (µm) | Ratio Length/Diameter (mm/mm) |
|---|---|---|---|
| Textile | 1.5 | 500 | 30 |
| 3.0 | 60 | ||
| Acrylic | 1.5 | 10 | 1500 |
| 3.0 | 3000 | ||
| Glass | 1.5 | 20 | 750 |
| 3.0 | 1500 |
| Elements | Water Retention (%) |
|---|---|
| Sand | 0.72 ± 0.10 |
| GFRP | 0.66 1 ± 0.15 |
| Biomass ashes | 0.67 1 ± 0.09 |
| FCC | 0.81 1 ± 0.02 |
| Sanitary ware | 1.32 ± 0.22 |
| Textile fibre | 160.21 ± 11.18 |
| Acrylic fibre | 116.92 ± 12.36 |
| Glass fibre | 39.40 ± 10.05 |
| Fibre | Diameter (µm) | Tensile Strength (N/mm2) | Modulus of Elasticity (MPa) | Elongation (%) |
|---|---|---|---|---|
| Textile | 500 | 34.6 ± 0.8 | 261 ± 27 | 20.1 ± 0.3 |
| Acrylic | 10 | 41.4 ± 1.8 | 5,241 ± 209 | 11.6 ± 2.1 |
| Glass | 20 | 14.3 ± 2.0 | 10,128 ± 1546 | 3.0 ± 0.4 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Farinha, C.B.; De Brito, J.; Veiga, R.; Fernández, J.M.; Jiménez, J.R.; Esquinas, A.R. Wastes as Aggregates, Binders or Additions in Mortars: Selecting Their Role Based on Characterization. Materials 2018, 11, 453. https://doi.org/10.3390/ma11030453
Farinha CB, De Brito J, Veiga R, Fernández JM, Jiménez JR, Esquinas AR. Wastes as Aggregates, Binders or Additions in Mortars: Selecting Their Role Based on Characterization. Materials. 2018; 11(3):453. https://doi.org/10.3390/ma11030453
Chicago/Turabian StyleFarinha, Catarina Brazão, Jorge De Brito, Rosário Veiga, J. M. Fernández, J. R. Jiménez, and A. R. Esquinas. 2018. "Wastes as Aggregates, Binders or Additions in Mortars: Selecting Their Role Based on Characterization" Materials 11, no. 3: 453. https://doi.org/10.3390/ma11030453
APA StyleFarinha, C. B., De Brito, J., Veiga, R., Fernández, J. M., Jiménez, J. R., & Esquinas, A. R. (2018). Wastes as Aggregates, Binders or Additions in Mortars: Selecting Their Role Based on Characterization. Materials, 11(3), 453. https://doi.org/10.3390/ma11030453