1. Introduction and Background
Light Weight Aggregates (LWAs) are granular materials characterized by high porosity and low density. The European Standard EN 13055-1 [
1] refers to LWAs as construction materials which present bulk density values lower than 1.2 Mg/m
3 and particle density values lower than 2.0 Mg/m
3. When used in the construction industry, LWAs offer functional and economic advantages. The pores of these materials determine favorable thermal and acoustical insulation properties and permit an overall reduction of the self-weight of the final products. LWAs can be found in nature, but most commonly they are artificially produced, either from natural raw materials or from industrial by-products [
2]. In the latter case, source materials are subjected to specific treatments, which can be set to control the physical and microstructural properties of the resulting artificial LWA. The most widely used artificial LWAs are based on the processing of clay, slate, perlite, vermiculite, waste glass and ash. Among these, the use of Lightweight Expanded Clay Aggregate (LECA) is probably the most popular. LECA is a widely available and normed material that can be used in various applications including civil engineering projects. The production process of clay LWA comprises the pre-treatment of the raw dried clay and its consequent firing inside a rotary kiln. During the first stages of the process, the raw clay is finely grouted and formed in granules through the addition of water. The pelletized clay consequently undergoes drying and sintering at temperatures typically between 1050 °C and 1250 °C. The heating and rotating action of the rotary kiln leads to decomposition processes and the generation of gases. These are mainly released by the decomposition and reduction of ferric oxides, by the combustion of organic particles, the blowing of entrapped water molecules and the decomposition of carbonates [
3]. The formed gases act like blowing agents and expand the clay matter, which swells forming granules with volumes up to five times the initial pellets’ dimensions. The granules are characterized by a porous inner structure and an outer hardened shell and result in an optimized weight-to-strength relationship. The physical and mechanical characteristics of LECA vary depending on the raw materials’ composition, the firing temperature, and the rotation speed. Materials used in construction industry can present a compressive strength up to 4.5 N/mm
2 and a density of approximately 0.6 Mg/m
3, with figures varying slightly according to the different producers.
In recent years, increasing effort has been invested into finding new ways to reuse waste materials [
4,
5,
6] to produce LWAs. The main benefits are represented by the reduction of the production impacts, due to the replacement of natural raw materials, and by the reuse of considerable volumes of wastes. LWAs produced from industrial by-products, such as fly-ash, sludge, and other more unconventional raw materials, can be obtained from similar production processes that are fundamentally based on the sintering of materials at high temperatures between 1000 °C and 1200 °C. Despite the beneficial incorporation and reuse of waste materials in LWAs, the energy demand of traditional production processes still represents a detrimental fact. To meet the deeper ecological goals, the cold-bonding agglomeration process is a valuable technique to produce artificial LWAs without the need of high-temperature sintering. The process is based on the use of a sloping rotary disc, where the wetting agent is added by drops and the material is pelletized by the action of scrapping blades [
7,
8].
In the context of an increasing sustainability, the possibilities offered by alkali-activation (AA) are gaining relevance. Alkali-activated materials (AAMs) are alternative cementitious materials that result from the chemical reaction between silica and alumina-rich sources and strong alkali solutions [
9,
10,
11,
12]. The alkali solutions are composed of hydroxides or silicates, or by a combination of both. The most commonly used activators are potassium or sodium hydroxide and sodium silicate. The reaction can conceptually be split into three main steps, which take place almost contemporarily: dissolution, condensation and reorganization [
13,
14]. During the first stage, the alkali media induces the leaching of the aluminum and silicon ions contained in the precursors. These ions then interact and condensate resulting in the formation of an intermediate complex, which is often defined as a gel. Finally, with the increase in connectivity of the gel, a condensed reorganized structure is formed, typically composed of highly connected silica and alumina tetrahedra [
15]. The reaction products are mainly amorphous binders, which show remarkable features in terms of mechanical strength, chemical stability, and fire resistance. A crucial fact in the reaction kinetics is determined by the precursors’ composition, and secondarily, by the type and concentration of the alkali-activators. It is proved that a higher alkali content leads to a higher reactivity of the compounds. Nonetheless, strict control needs to be exercised on the liquid to solid ratio (L/S) of the mixture, to prevent the formation of a weak structure. A reasonably low L/S ratio, combined with a curing treatment at temperatures lower than 100 °C, is likely to give the most favorable results [
16,
17]. AA is quite a recent research field and because many industrial by-products present chemical compositions that match the requirements of AA, a wide range of materials are currently investigated as possible precursors.
The development of lightweight AAMs is drawn from the knowledge of cellular cement. Voids inside the cementitious binder can either be produced by adding a pre-foamed foam to the paste or by using chemical blowing agents, which release gas during the mixing phase. The addition of reactive metal powders, such as aluminum powder, liberates hydrogen gas, while a blowing agent such as hydrogen peroxide exhibits the expansion through the release of oxygen gas. The foaming technique and the mixture composition, as well as the curing conditions, differently influence the porosity and strength of the foamed materials. The combination of the alkali concentration and the L/S ratio determine both the reaction rate and the viscosity of the AA paste, which are fundamental for a stable foaming. Experience on the expansion through hydrogen peroxide showed that a correct manipulation of the AA mix permits the generation of a controlled and stable foaming. Attempts in the production of AA LWAs comprise techniques such as the granulation of hardened AAMs [
18] or the cold-bonding pelletization process [
19]. More recently, favorable results were achieved using a high-shear granulator, where the AA mass is mixed inside the rotating device resulting in porous granules of different grain sizes [
20,
21].
In this study, hydrogen peroxide is used to produce AA LWAs, which are obtained from the alkali-activation of two different waste powders, originated from different industrial processes, combined to a certain amount of metakaolin. The activator is a specific solution of sodium hydroxide and sodium silicate.
Furthermore, and likely for the first time, LWAs materials were also studied with the Time Domain (TD) Nuclear Magnetic Resonance (NMR) Relaxometry of protons (
1H TD-MRR). This technique is an important non-destructive and non-invasive tool for analyzing the structure of porous media, ranging from biological systems [
22] to cement [
23]. TD-MRR is characterized by two relaxation parameters, the longitudinal relaxation time (T
1), the transverse relaxation time (T
2) and by a magnetization vector (the sum of the polarized nuclear magnetic moment associated to the
1H spins). Since a permeable porous medium is made of a network of interconnected pores of different shapes and sizes, when the TD-MRR experiment is performed on porous media fully saturated with water (or other fluid containing
1H as for example oil) the relaxation times will be influenced by the presence of the pore walls. Because of the auto-diffusion, a molecule of the saturating fluid continuously moves in the pore network and hits the pore walls, and so the NMR magnetization intensity relaxes back to the equilibrium over a region that is larger than a single pore (the so-called diffusion cell) [
24]. TD-MRR data will therefore be averaged over the diffusion cell giving a local average information on pores. If the molecular diffusion is fast enough to maintain the magnetization uniform within the diffusion cell, then T
1 and T
2 show distributions of relaxation times that could be related to the distribution of pore sizes (PSD).
To obtain the PSD of a sample via TD-MRR, the surface relaxivity of the sample should be known. Many techniques can be used to obtain it, each one with its own advantages and disadvantages. Here we used the comparison with the porosity analysis carried out with the classical Mercury Intrusion Porosimetry (MIP) method. Numerous experiments have shown that in many cases the T
1 or T
2 relaxation time distribution curves could be very similar to the pore size distribution curves obtained by MIP [
25].
Results demonstrate a significant correlation between the data obtained with NMR and the outcomes from MIP analysis.
This study proposes a new procedure to produce LWAs by AA of two different waste powders. An in-depth analysis on LWAs’ air voids content and porosity was also carried out by the means of MIP and NMR, providing practitioners and researchers with an alternative methodology to assess these characteristics.
2. Materials and Experimental Program
The AA process involves specific precursors and activators in a chemical reaction that leads to the development of cementing materials. In the present work, two different waste materials were used as precursors: a digested spent bentonite clay (named Ud) and a basalt powder (named B). These waste compounds were mixed with metakaolin (M) to ensure adequate chemical properties and mechanical performances to the final mix. The liquid compounds needed for the AA process were sodium silicate (SS) and sodium hydroxide (SH), according to a specific mix-design. A commercial LWA (named LECA) was used as reference material through the research.
2.1. Precursors
2.1.1. Digested Spent Bentonite Clay
Ud used in the presented research is a waste from the food industry. The original material is a bleaching clay, which, thanks to its properties of capturing impurities from oils, is normally used for the decoloring process of oils. As a result of anaerobic digestion for biogas production, the waste materials is disposed of in a dump, with a residual oil content up to 1% by the weight of particles. After some preliminary experimental applications made by the authors for the production of AAMs with Ud, it was found that initial calcination was helping the AA reactions. In fact, the heat treatment allows the material to better interact with the activators for the AA process.
2.1.2. Basalt Powder
The basalt powder is a residual from the extractions and productions processes in basalt quarries. Basalt deposits are present in almost every country and this material is widely used in the constructions field for its mineralogical, chemical, and physical properties. The extensive use of this material for bituminous mixtures and concretes leads to the production of huge quantities of powder during the preparation of aggregates. Different studies and researches have been done for the recycling and reuse of this waste powder in replacement of raw aggregates for the production of construction materials [
26]. Some researchers have also verified the AA of the basalt powder, with positive outcomes [
27].
2.1.3. Metakaolin
The use of metakaolin (MK) to produce AAMs is common. The chemical properties of this material makes it extremely suitable for the alkali reaction process, as verified by several applications. Metakaolin is a dehydroxylated form of the clay mineral kaolinite and it is obtained by heat treatment (around 700 °C) of a natural kaolin [
28].
Table 2 summarizes the precursors’ physical properties, while
Table 3 shows their chemical composition.
According to scientific bibliography, the chemical composition of basalt powder is particularly suitable for its alkali-activation, as verified during the mechanical characterization of the AAMs.
2.2. Activators
2.2.1. Sodium Silicate
SS (Na2SiO3) also commonly named as waterglass, is an aqueous solution of sodium oxide (Na2O) and silicon dioxide (SiO2) mixed according to specific proportions. Modifying the ratio between SiO2 and Na2O one can obtain a solution with different properties, which is suitable for several applications, from the construction to the food field. The SS employed in this experimentation is a commercial product, with a SiO2/Na2O ratio of 1.99 and a viscosity of 150–250 MPa·s at 20 °C.
2.2.2. Sodium Hydroxide
SH (NaOH) is a solution employed to dissolve aluminosilicate, increase the pH and to compensate the electric charge of the aluminates in the mixture. It is an inorganic compound that is a highly caustic base and highly soluble in water. A 10 M SH was used in the present work. According to scientific bibliography, the SH suggested molarity for AAMs, ranges between 8 and 12 M [
29,
30].
2.3. Foaming Agent
Hydrogen peroxide (HP) was used as chemical foaming agent in this research. The HP reacts to produce oxygen gas, and the expansion process of the AAMs’ paste is due to the bubbles of O2 that are trapped into the mixture. It can be directly added to the AA mixture before curing, immediately developing the foaming process due to its sudden decomposition into water and oxygen gas. In this research, an HP solution 30% w/w (110 vol.) was adopted.
2.4. Experimental Program and Methods
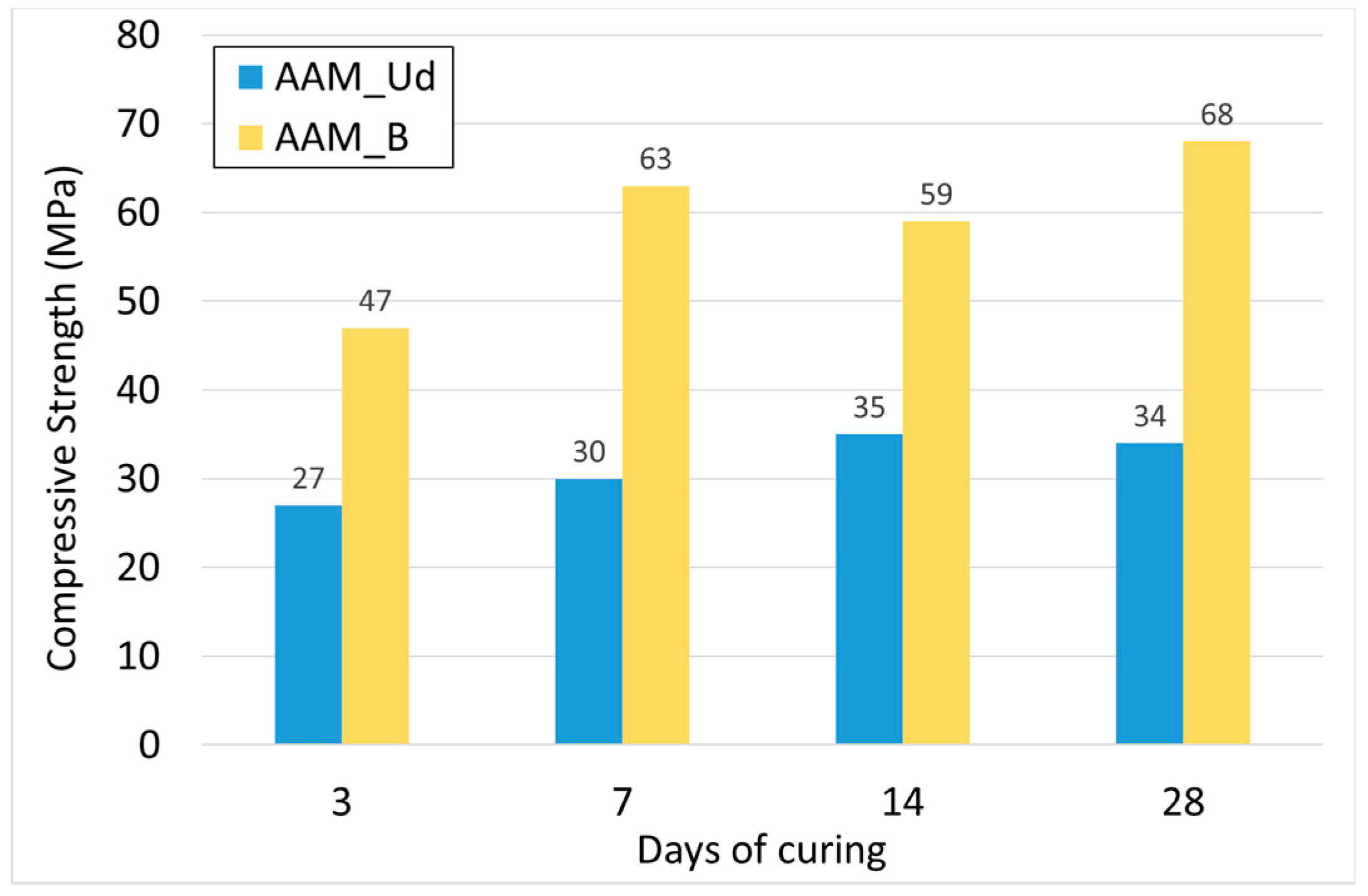
The experimental program was divided into three main steps. The first one was related to the alkali-activation synthesis and to the mechanical characterization of the AAMs. In this step, no foaming agent was added to the mixtures, which were characterized by their workability and compressive strength resistance [
31]. The second phase of the research program was related to the production of LWAs. The correct amount of HP needed for the expansion process was evaluated and at the same time the mixing, casting, and curing procedures of the LWAs were defined. The third step focused on the LWAs characterization. The EN 13055-1 standard [
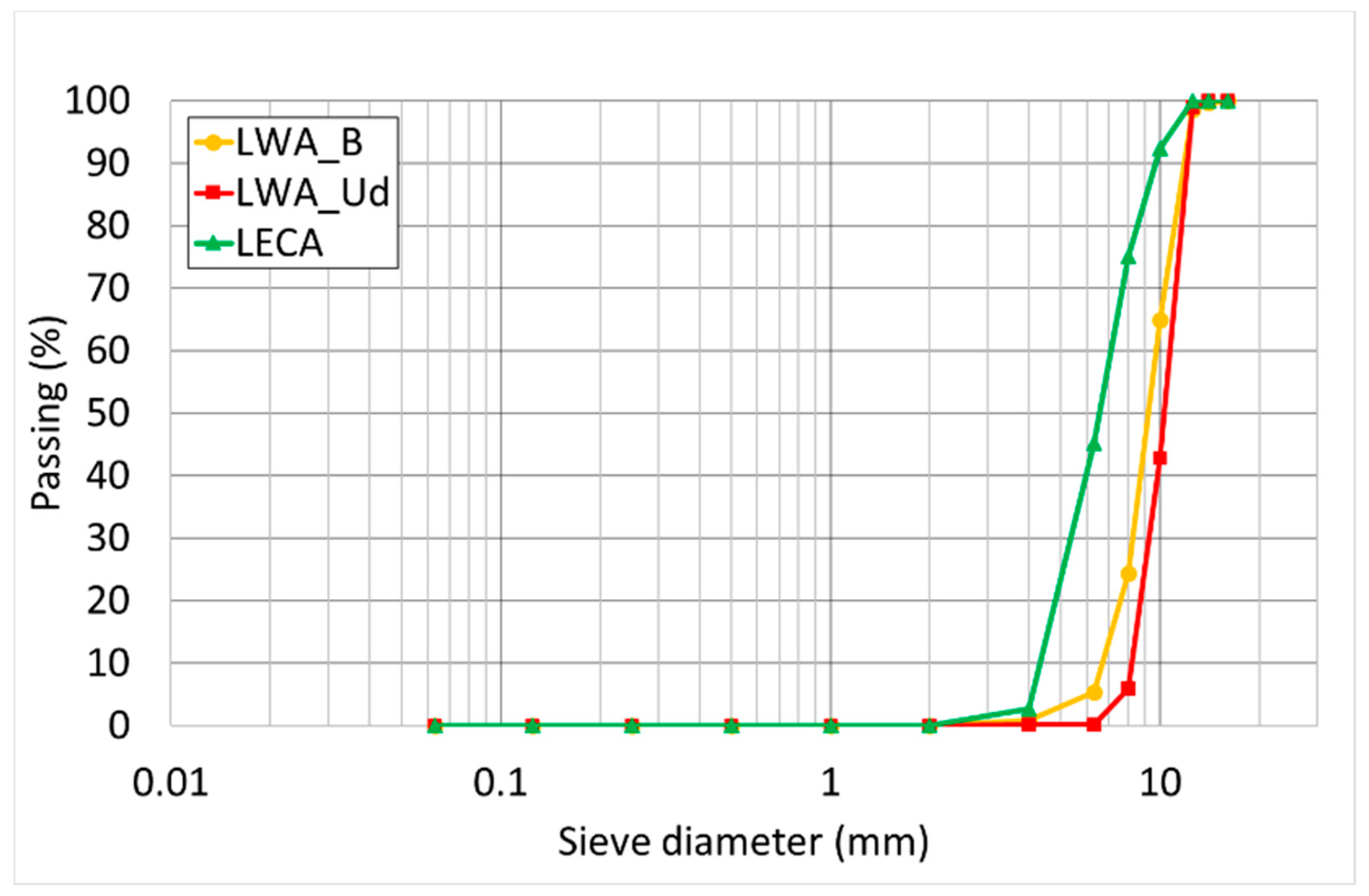
1] specifies the properties of light aggregates either obtained through natural processes or artificially produced from natural or recycled materials, used in concrete, mortar and grout in buildings, roads, and other civil engineering applications. A set of tests was selected to investigate the most relevant properties of the LWAs, with the aim of evaluating their suitability to be used as construction materials. Different tests were carried out to characterize the alkali-activated LWAs. The geometrical properties were assessed based on the particle size distribution [
32]. The physical characteristics were evaluated according to the loose bulk density [
33], the water content [
34] and the particle density and water absorption tests [
35]. According to each reference standard, a specific number of samples was tested to have significant results.
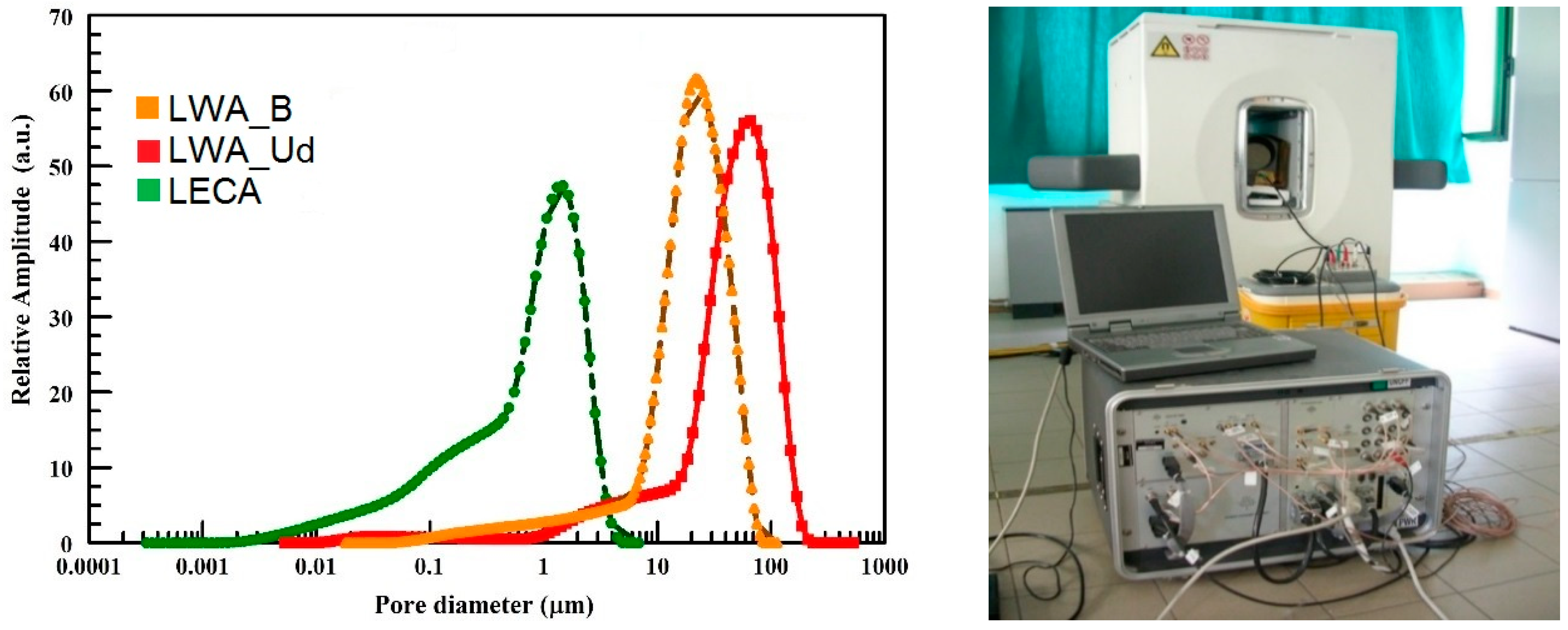
A detailed analysis of porosity and pore size distribution of LWAs were also conducted by means of both MIP and NMR techniques.
The preparation of samples measured with TD-MRR was conducted as follows. The LWAs were dried in an oven at 60 °C for 8 h and weighted (dry weight). Then the dried samples were saturated under vacuum with fresh water and weighted (saturated weight). To remove liquid from the outer surface of the aggregates (extrapellet liquid), shortly before TD-MRR analysis the LWA were removed from the liquid and rolled over a pre-soaked filter paper that ensures the liquid is not removed from the pores during the process. With the saturated and dry weights, it is possible to classically evaluate the quantity of absorbed water and therefore roughly check the quality of TD-NMR analysis. In fact, the intensity of the acquired TD-MRR signal is proportional to the amount of saturating water.
A few 20 mm internal-diameter test tubes were filled to a height of 30 mm (sensitive volume of the NMR probe) with the saturated LWAs and sealed with parafilm. TD-MRR relaxation signal curves were acquired with a console and a probe (equipped with a 25 mm internal-diameter coil) both manufactured by Stelar (Mede, PV, Italy), and using a permanent 0.18 T magnet (ESAOTE SpA, Genova, Italy).
Standard Inversion-Recovery (IR) and Carl-Purcell-Meiboom-Gill (CPMG) sequences [
36] were used to acquire the T
1 and T
2 relaxation decay curves, respectively.
T
1 and T
2 relaxation decay curves were inverted to produce quasi-continuous relaxation time distributions by means of UpenWin (
http://software.dicam.unibo.it/upenwin) a software that implements the 1D version of the inversion algorithm Upen [
37]. Upen was specifically designed not to provide distribution details that are not supported by data, which might be misinterpreted, for example, as physically meaningful resolved pore compartments. To synthesize a complex distribution of values with only one single more manageable value, various scalar parameters (as for example, different kind of averages) could be computed from the relaxation time distribution itself. Distribution peaks position (T
(1,2)pk) and geometric weighted average (T
(1,2)g) are among these.
MIP experiments were performed by means of the mercury porosimeters PASCAL 140, measuring range 3.8 µm–116 µm, and PASCAL 240, measuring range 7.4 nm–15 µm (ThermoFisher Scientific, Waltham, Massachusetts, USA), where 5 g of the samples were measured using a mercury pressure range from 0 to 200 bar. The MIP data were analyzed by means of the SOL.I.D software (1.3.3, ThermoFisher Scientific, Waltham, Massachusetts, USA).
The results obtained during the characterization of the experimental aggregates, were always compared to values refer to traditional LECA.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}