1. Introduction
The number of unusable waste tires from different kinds of vehicles is rapidly growing and is in fact turning out as one of the major ecological and environmental problems of the present day. Nearly one-billion waste tires are discarded each year [
1], and are predicted to be almost 1.2 billion per year by 2030 [
2]. Nearly 8.3 million tons of waste tires are discarded per year just in Europe and United States of America (USA) [
3], some of which were probably disposed illegally, compromising human health as the aesthetics of nature. In the US, 289 million of waste tires are disposed annually [
4]. In Australia, this number is near 51 million [
5] and because of the overwhelming number of disposed tires, landfills are being cluttered with scrap tires and causing additional exposure to potential environmental threats, such as mosquitoes, mice, other insects, rats, and an increased risk of fire hazards [
4,
6].
Furthermore, common ways of disposing of the scrap tires, such as landfilling and burning, may cause grave ecological problems, either because of the fast depletion of the site or air pollution, respectively [
6,
7,
8]. According to the European Tyre and Rubber Manufacturers Association (ETRMA), the number of end of life tires (ELT) has grown from 2.48 to 2.88 million tonnes from year 2004 to year 2013 [
9]. Still, thanks to different types of associations across the world that promote a circular economy and sustainable development, recycling of waste tires and reuse of tire derived rubber has become very popular in the last few years. Recycling of waste vehicle tires has become very popular topic among scientists and engineers.
Due to the fact that the waste tire rubber, as a non-biodegradable material, has a relatively long lifetime, interest in replacing natural river aggregate in concrete mixtures with rubber derived from waste tires, i.e., rubberized concrete (RC), has attracted the attention of civil engineers and building industry to provide environmental-friendly concrete with recycled tire rubber.
The concrete industry is one of the biggest industries in the world. According to the European Ready Mixed Concrete Organization statistics (ERMCO), the average concrete production in 2015 in the European Union (EU), Russia, USA, and Japan was 344.3, 62.0, 365.0 and 138.0 million m
3, respectively [
10]. Overall, the world produces around 5 billion tonnes of concrete a year [
11]. From an ecological point of view, by implementing rubber derived from waste tires in concrete, the amount of disposed waste tires would become smaller and provide a source of eco-friendly concrete. From an engineering point of view, adding waste tire rubber into concrete could produce a material with improved dynamic and durability properties, such as ductility, damping capacity, chloride-ion penetration resistance, carbonation resistance, etc.
Similar to traditional concrete, self-compacting rubberized concrete however has lower levels of emitted radiation and thus safer to building users. Because of its high ductility, improved impact resistance, and energy dissipation properties [
12], rubberized concrete has been used in several applications so far, i.e., road barriers, sidewalks, and pavement [
13,
14,
15]. Murugan et al. [
16] concluded that the rubberized concrete could be used in sidewalks, sport courts, and traffic noise barriers on highways, i.e., nonstructural applications. Nevertheless, because of its improved impact resistance and ductility, other researchers have suggested that self-compacting rubberized concrete could be used for structural elements subjected to dynamic loads [
13]. Before this can be accomplished, it is suggested that experimental investigation on self-compacting rubberized concrete needs to be carried out.
The main objective of this review article is to provide an overview of fresh and hardened properties of self-compacting concrete with partially replaced fine and/or coarse aggregate with waste tire rubber. The fact that fine and coarse aggregate makes approximately 50% of weight of the self-compacting concrete can be used as a motivation to thoroughly study the influence of partially replacing natural aggregate with waste tire rubber, not only to provide lightweight self-compacting concrete (SCC) and to preserve natural resources, but also to maintain or even improve the mechanical properties and durability of SCC.
2. Mixing Procedure and Rubber Aggregate Properties
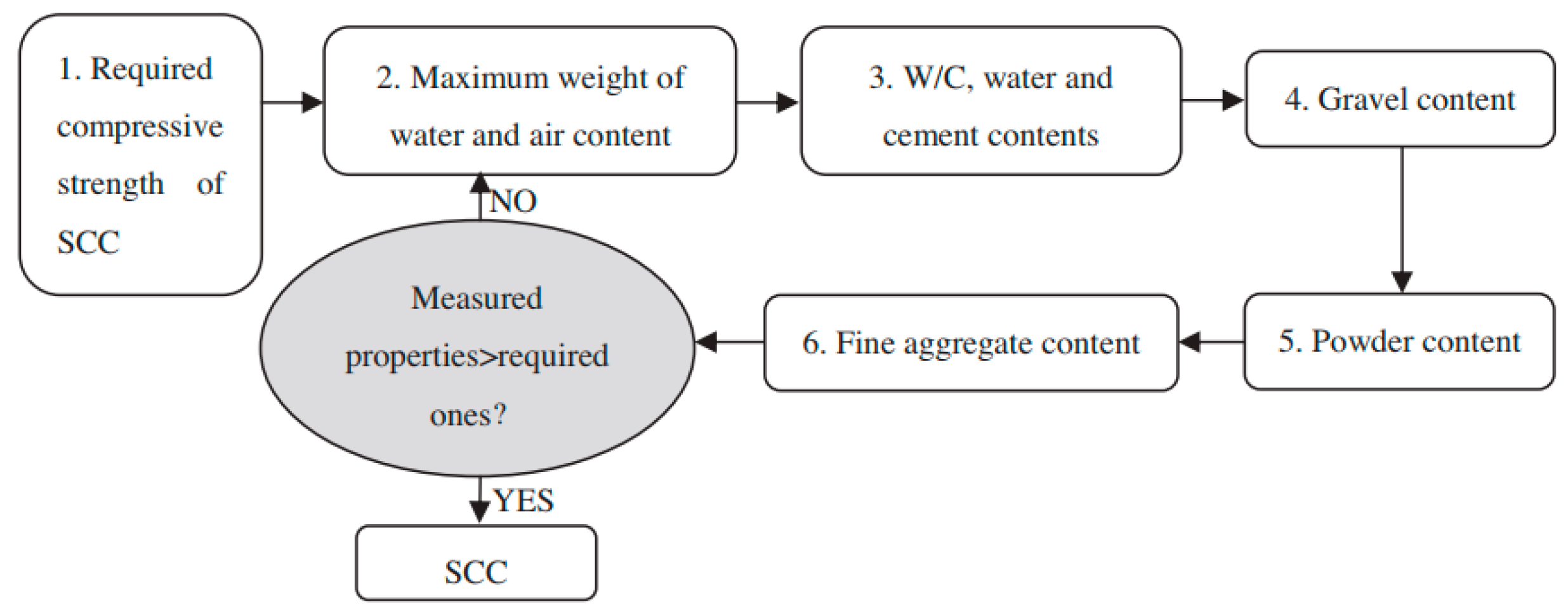
Currently, there is no standardized methodology to design mixes of self-compacting rubberized concrete [
17]. However, there are several mixture design methods for self-compacting concrete. Shi et al. [
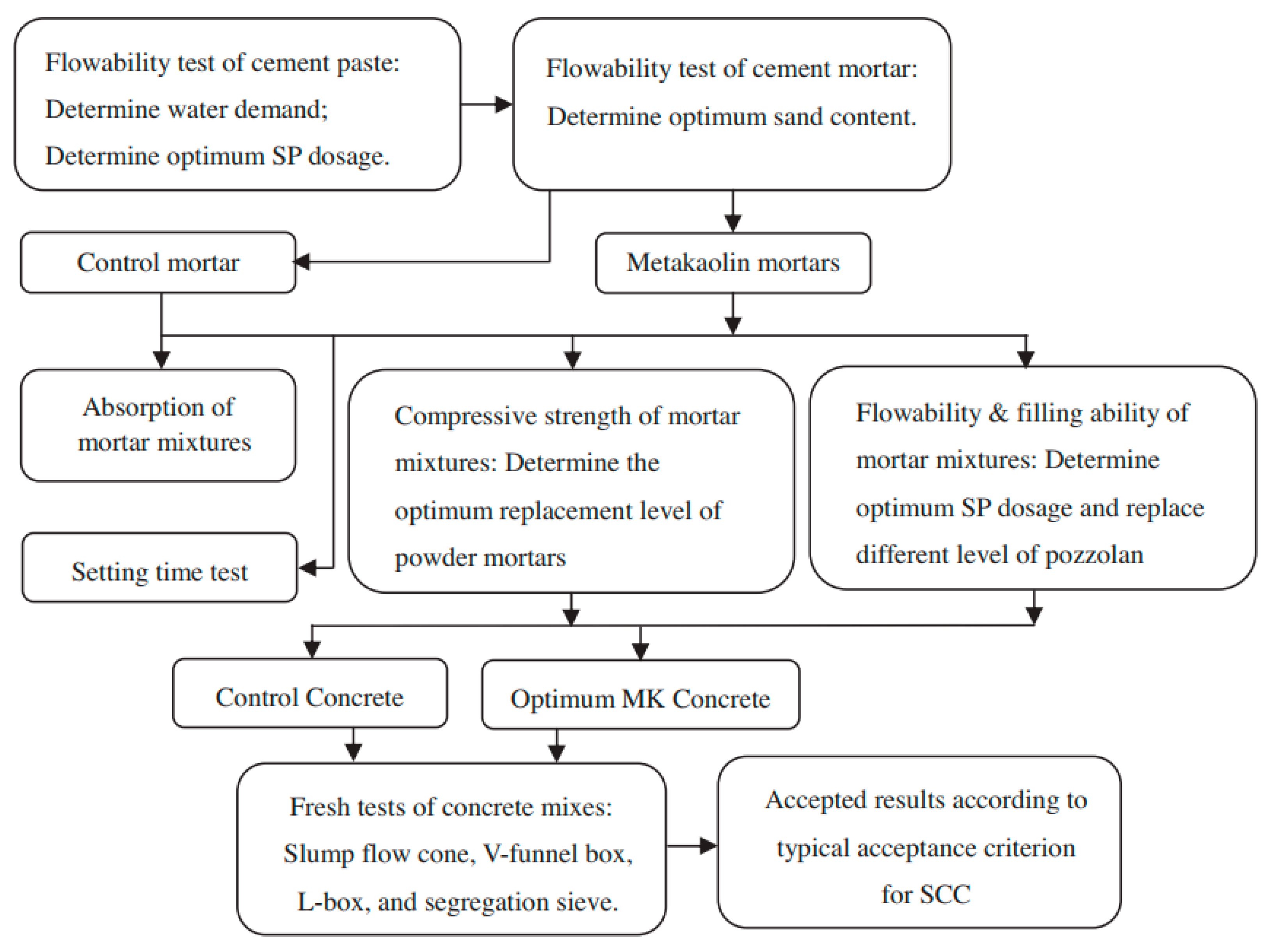
18] classified these methods in five categories: empirical design methods, compressive strength methods, close aggregate packing methods, statistical factorial models, and rheological paste models. Flow charts of two relatively new mixture design procedures published in 2014 and 2013 are given in
Figure 1 and
Figure 2, respectively.
So far, there is no mixture design method that fully meets all of the usual requirements, i.e., widely applicable, fit a variety of technical requirements, sustainability, strong robustness for variable raw materials, and cost [
18]. However, to avoid SCC fresh state problems, i.e., segregation and bleeding, Najim and Hall [
17] summarized the mixing procedures of several authors and proposed a few important mixing steps:
all dry mix components should first be mixed from 1 to 5 min before progressively adding water;
after water is added, mixing should continue for another 3 to 5 min;
satisfactory results can be obtained by mixing aggregates and powder for 30 s, without adding any water, then adding one-third of the required superplasticizer, and then mixing for an additional 90 s; and,
final step is to add the remaining amount of superplasticizer with all other admixtures and mix for an extra 210 s.
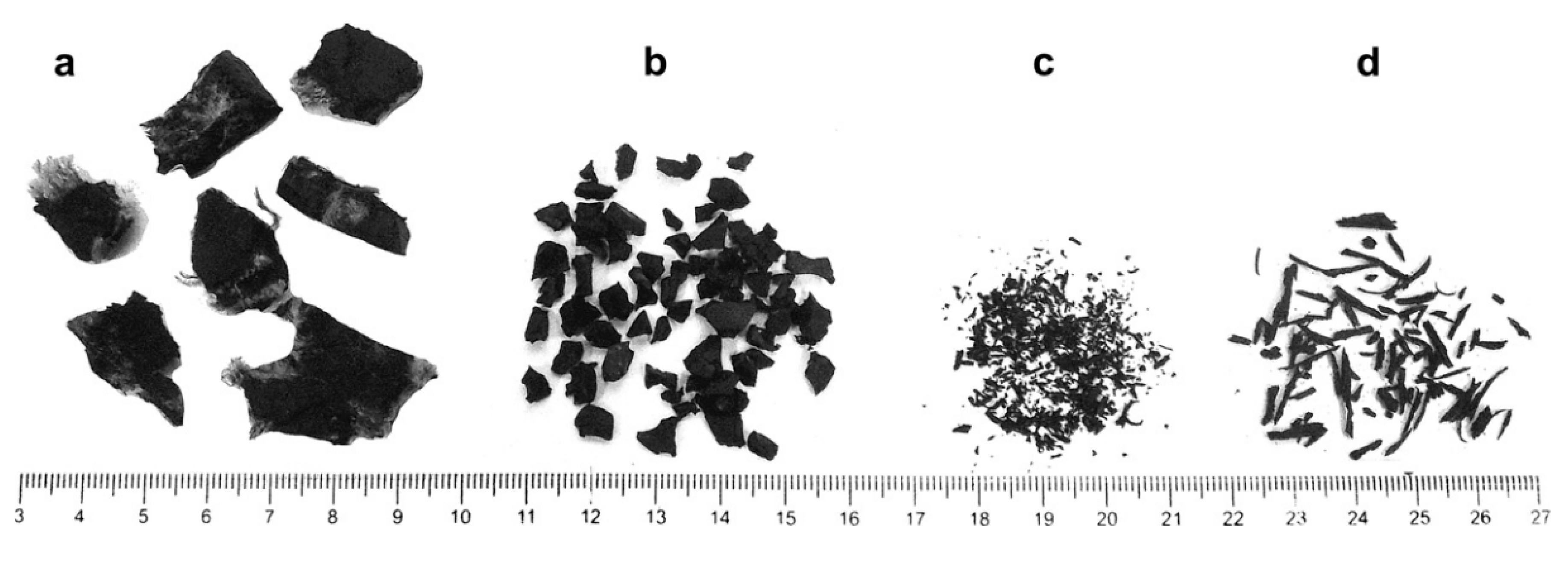
Pretreatment of rubber aggregate is also desirable to improve adhesion between waste tire rubber and cement matrix. Waste tires have been used in experimental investigations to partially replace the aggregate in traditional concrete and self-compacting concrete for two and a half decades. Mostly, fine and coarse aggregate were replaced with rubber aggregate from mechanical grinding of end-of-life tires. Rubber particles in concrete are obtained from waste tires. There is a mechanical procedure occurring either at cryogenic or ambient temperatures. As can be seen in
Figure 3, the waste tire rubber can be classified into four categories, depending on rubber size, rubber shape, and replaced material [
17]
Chipped/shredded rubber aggregate (coarse rubber), used as coarse aggregate replacement, i.e., replacement for natural gravel; rubber particles are between 13 and 76 mm.
Crumb rubber, commonly used as sand replacement; grain size is between 0.425 and 4.75 mm.
Ground rubber, used as cement replacement; grain size is less than 0.425 mm.
Fibre rubber aggregate; the shredded rubber is in the form of short fibres with an average of 12.5 mm length.
4. Hardened SCC Properties
4.1. Compressive Strength
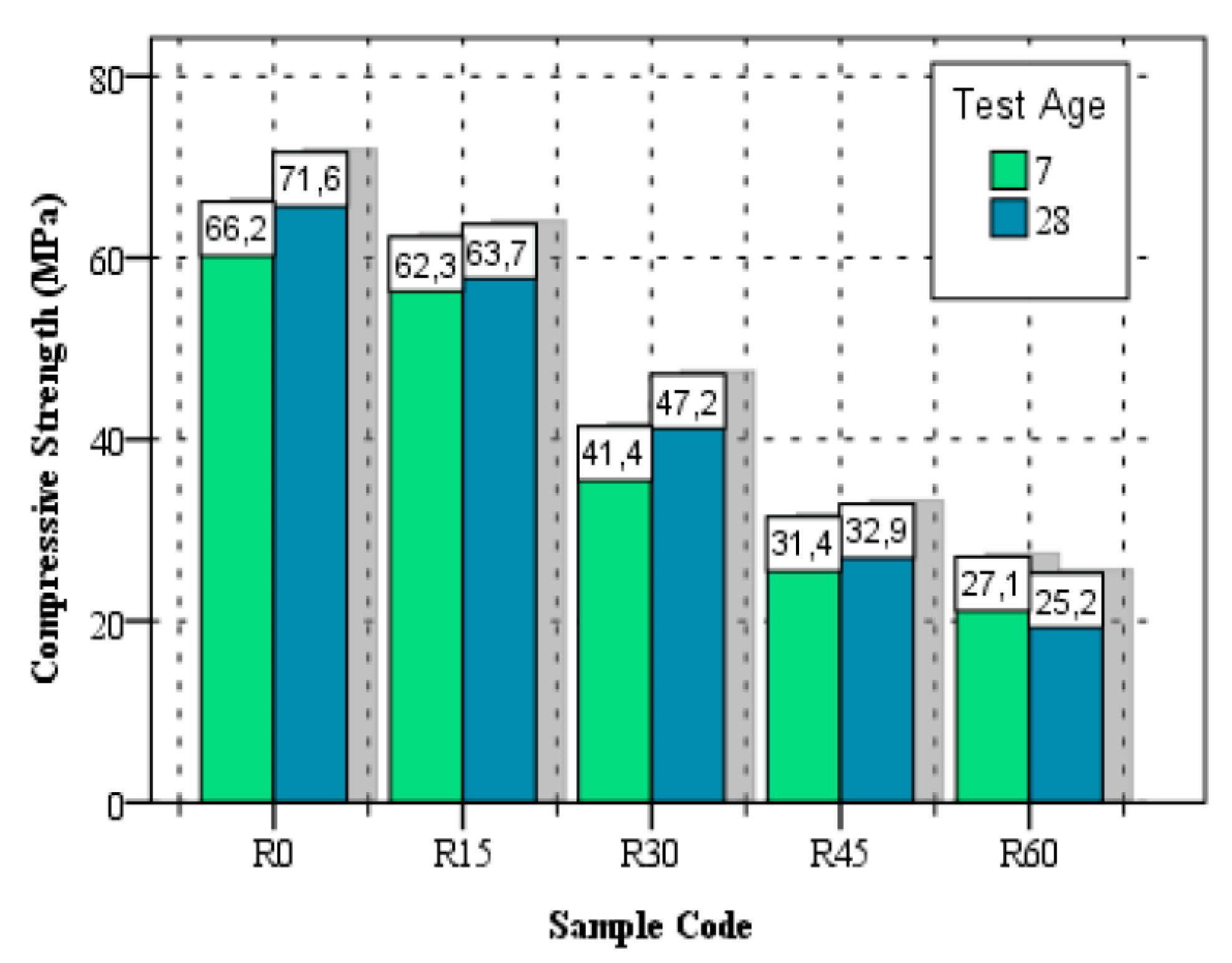
Reduction in the compressive strength of SCC is inevitable when different types of rubber aggregate were used as a partial replacement of natural aggregate, regardless of rubber particle size, rubber replacement level, or replaced type of aggregate. In all cases, a reduction in compressive strength was reported and with higher level of rubber replacement, reduction in compressive strength was more pronounced, as shown in
Table 3 and
Figure 4. This reduction effect can be attributed to poor adhesion and bond strength between rubber particles and cement paste, low rubber modulus of elasticity as compared to natural aggregates and a greater amount of air entrapped between rubber particles and cement paste [
5,
22]. According to Hilal [
36], rubber particles act like voids in the hardened concrete specimens causing a reduction in compressive strength.
However, in several experiments in which supplementary cementing materials (SCMs) were used, enhancements in SCRC compressive strength was reported. Metakaolin (MK) was found to be the best SCM in terms of improvement of SCRC compressive strength [
7,
37]. When 20% MK was added as a SCMs to SCRC mixtures, the relative increase in compressive strength was 44%, 47% and 56% with 20%, 30% and 40% rubber aggregate contents, respectively [
7]. Furthermore, Ganesan et al. [
20] observed the influence of steel fibres (SLFs) on compressive strength of an SCRC with 15% rubber content. With inclusion of 0.50% and 0.75% SLFs, a negligible reduction of 3.87% and 1.12% in 28-day compressive strength was reported. Minor relative improvement in SCC compressive strength could also be achieved with pre-treatment of rubber particles with NaOH, according to Si et al. [
14]. On the other hand, with fly ash (FA) as a partial replacement for the binder in SCRC, Güneyisi [
25] reported even greater reduction in compressive strength when compared to SCRC without FA.
According to the test results that are given in
Section 4.1, it can be concluded that it is possible to use waste tire rubber as a partial replacement for natural fine or coarse aggregate and to maintain values of compressive strength (
fc) lower than the limit for structural applications, i.e.,
fc > 17 MPa [
39], but the appropriate replacement level must be determined first.
4.2. Flexural Strength
In most cases, several authors have reported reduction in flexural strength by implementing waste tire rubber as partial replacement of natural fine or coarse aggregate in SCC. For the same rubber replacement level, flexural strength reduction was similar, irrespective of rubber particle size, as shown in
Table 4. This reduction can be explained with the same reasons given in
Section 4.1. Entrapped air between rubber particles and cement paste, which appears to be due to the rough rubber surface, has a negative impact on flexural strength [
39], just as it has a negative impact on compressive strength. However, some test specimens with rubber did not experience a rapid collapse during the test procedure, most likely due to the elastic behaviour of rubber particles [
23]. However, opposite results, an increase in flexural strength with inclusion of waste tire rubber, were also observed, due to the better load carrying capacity of the rubber aggregate [
20]. Similar to the conclusion in
Section 4.1, the enhancement of flexural strength of rubberized self-compacting concrete is possible by using different kind of supplementary cementing material, i.e., metakaolin (MK), which can improve 7-day and 28-day flexural strength of SCRC specimens, and in that way significantly mitigate the decrease of flexural strength [
37]. With 20% MK as SCMs in SCRC mixtures, the relative increase in flexural strength was 18%, 5% and 11% with inclusion of 20%, 30% and 40% CR content, respectively [
7].
4.3. Splitting Tensile Strength
From the test results of different authors, it can be undoubtedly noted that there is a reduction in the splitting tensile strength with increased amount of rubber aggregate in test specimens, regardless of rubber particle size, replacement level, or replaced material, as shown in
Table 5. The rubber replacement levels tested were up to 50% [
7], and the highest reduction in splitting tensile strength happened at this replacement level. As in
Section 4.1 and
Section 4.2, this mechanical property of SCC could be enhanced by SCM [
37] or with rubber pre-treatment methods [
14]. Najim and Hall [
34] reported increase in 28-day splitting tensile strength of SCRC specimens by 19% when the rubber aggregates were pre-treated with a mortar pre-coating method. Addition methods of enhancement in splitting tensile strength can be achieved with adding larger length fibres, which positively affected splitting tensile strength values [
28].
4.4. Modulus of Elasticity
Replacement of natural fine (FA) and coarse aggregate (CA) with rubber aggregate had a negative influence on the static and dynamic modulus of elasticity. The static and dynamic modulus were reduced with an increasing rubber replacement level. This concrete behaviour can be attributed to air entrainment caused by rubber particles and lower modulus of elasticity of rubber aggregate than natural fine or coarse aggregate modulus [
39]. Rubber particles have a poor bond with cement paste, and therefore act like voids in the concrete [
36]. Additionally, under compressive load, rubber particles are separated from the cement matrix and make failure easier [
27]. However, a relative increase in the modulus of elasticity was reported when the rubber particles were pre-treated [
34] or when metakaolin was used as supplementary cementing material [
7]. Test results from different authors of the influence of rubber aggregate on elastic modulus are given in
Table 6.
4.5. Impact Resistance
The influence of rubber aggregate on impact resistance of SCC was studied by AbdelAleem et al. [
28]. They reported that incorporating crumb rubber in SCC mixtures enhanced the impact resistance of concrete in both drop-weight impact resistance tests (number of blows) and in flexural loading impact resistance tests (impact energy). Drop-weight test results are presented in
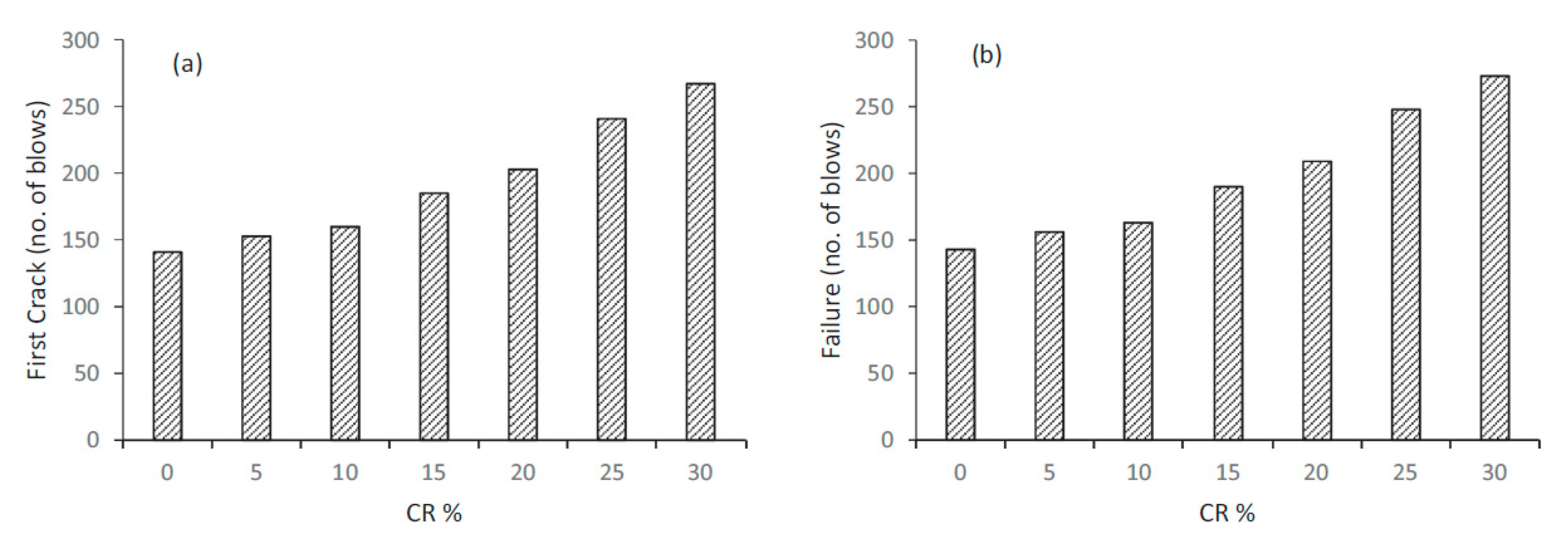
Figure 5, and they showed an increase in the number of blows for ultimate failure (N2) up to 91% and in number of blows for first crack (N1) up to 89% when the percentage of crumb rubber varied from 0% up to 30%, whilst the flexural loading test results showed an increase in ultimate impact energy of up to 2.42 times when the percentage of crumb rubber varied from 0% to 25%. Furthermore, adding fibres to SCC mixtures notably affected enhancement of impact resistance.
Khalil et al. [
29] also investigated the influence of rubber aggregate inclusion on impact resistance of SCC. Drop-weight test results showed an increase in N2 and in N1 by 2.8 and 3 times, i.e., 179% and 200%, respectively, when the percentage of crumb rubber varies from 0% to 30%. Ismail and Hassan [
33] reported improvement in impact resistance of SCC containing rubber aggregate content in drop-weight impact resistance test (number of blows) and in flexural loading impact resistance test. Flexural loading test results showed an increase in N2 by 21%, 68%, 101%, 129%, 142% and 116% with the inclusion of 5%, 10%, 15%, 20%, 25% and 30% crumb rubber, respectively. Drop-weight test results showed an increase in N2 and N1 from 143 and 141 to 273 and 267, respectively, when increasing the rubber content from 0% to 30%, respectively.
As a result of an insufficient number of experimental investigations carried out on impact resistance of SCRC, several investigations of impact resistances of rubberized concrete (RC) are given below, in order to compare the two concrete types and conclude whether similarities or between them.
Pedro et al. [
40] reported an increase in impact resistance of concrete specimens containing rubber aggregate instead of fine aggregate. They reported an increase in the height of the rupture when rubber aggregate was used as partial replacement; the dent diameter of rubberized concrete was between 1.67 and 2 times larger than in traditional concrete. Miller and Tehrani [
4] reported no significant tendency between determined maximum net impulse and rubber aggregate content. Vadivel et al. [
41] partially replaced fine aggregate, coarse aggregate, and fine-coarse aggregate with rubber crumb and rubber chips (size 0–20 mm). They reported increases and decreases in impact resistance with inclusion of rubber aggregate content. Drop-weight test results showed an increase in N1 and N2 numbers by 15% and 19% when fine and coarse aggregate were partially replaced with 6% rubber aggregate content overall (3% fine + 3% coarse). On the other hand, test results showed a reduction in the same values by 18% and 19% when fine aggregate was replaced with 6% rubber content and by 42% and 39% when coarse aggregate was replaced with 6% rubber content.
Thus, to summarize, the inclusion of rubber particles in SCC or traditional concrete appears to cause enhancement in impact resistance. This performance can be attributed to the low stiffness of rubber particles, which causes increase in post-cracking resistance and enhances the ductility of the SCC specimens [
28,
33]. However, there are still many unknowns in the behaviour of SCRC and its impact resistance, hence further experimental investigations are worthy to pursue due to the possible application of SCRC in concrete structures.
4.6. Ductility and Brittleness
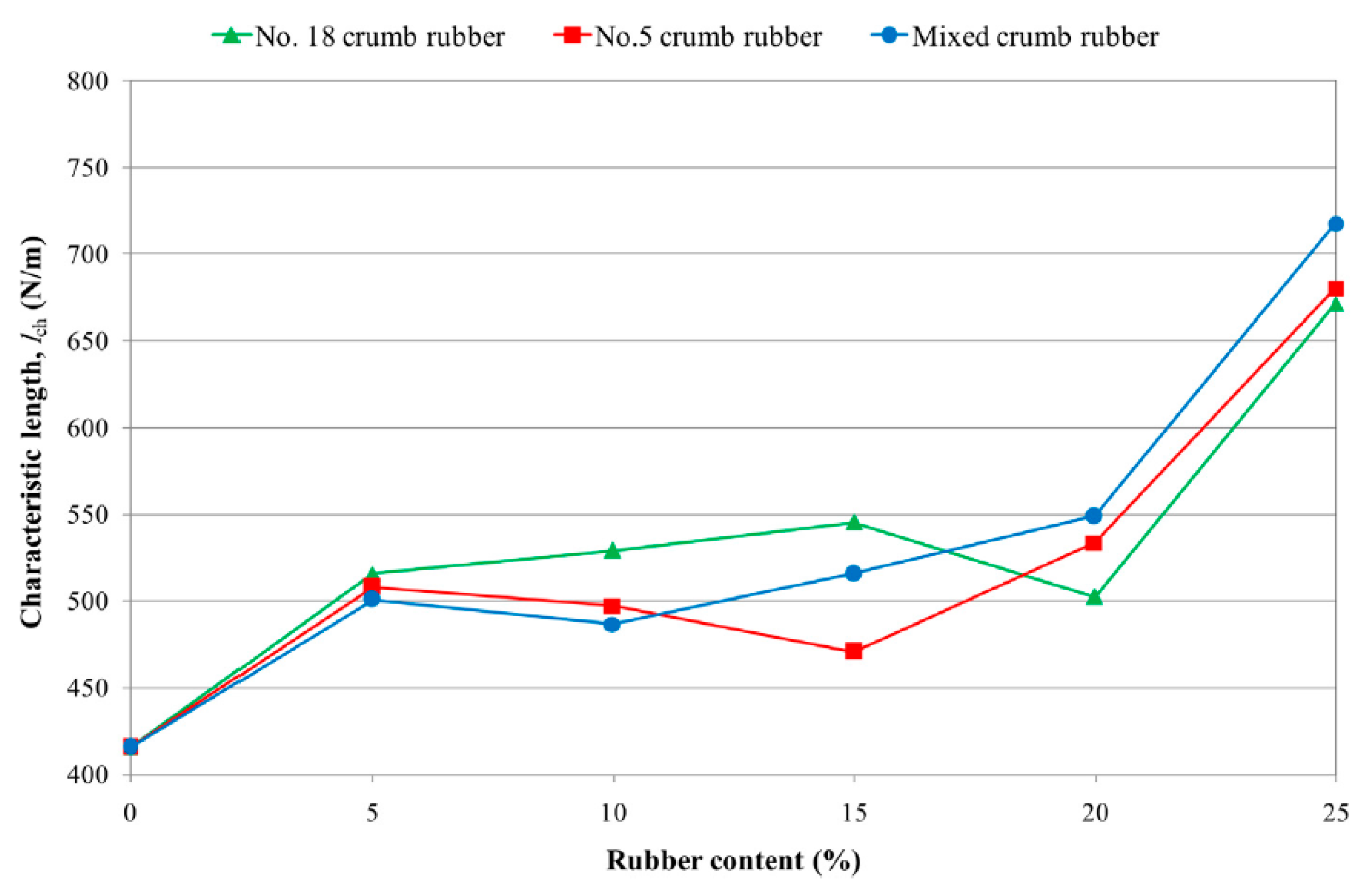
Hilal [
36] reported an increase in ductility of SCC specimens by partially replacing fine particles in SCC mixtures with rubber particles (size 0–4 mm). As can be seen in
Figure 6, their results showed an increase in characteristic length by 20.55%, 17.11%, 24.07%, 32.07% and 72.74% when fine aggregates were replaced with 5%, 10%, 15%, 20% and 25% crumb rubber (size 0–4 mm) by volume, respectively.
Due to lack of experimental results, this hardening property of SCC with waste tire rubber still needs more investigation. However, other authors also investigated the ductility of traditional concrete with waste tire rubber replacing fine or coarse aggregate and results of these authors are given below. Vadivel et al. [
41] reported an increase in ductility with inclusion of rubber aggregate content. The ductility index, i.e., the ratio of energy consumed at ultimate failure and energy consumed at first crack of drop weight test, were 6.4% and 2.7% higher when 6% of coarse and 6% of fine/coarse aggregate, respectively, were partially replaced with rubber crumb and chips. Gesoğlu et al. [
8] investigated the influence of different types and particle sizes of rubber aggregate on concrete ductility. They reported an enhancement in ductility when fine crumb rubber (1.00–4.00 mm) was used, while a reduction in ductility was reported if tire chips (size up to 10 mm) or very fine crumb rubber (size 0.1–1.00 mm) were used. The maximum enhancement in characteristic length was 168% with inclusion of 20% fine crumb rubber, while the maximum reduction was 62% with inclusion of 10% tire chips and 10% very fine crumb rubber. Youssf et al. [
42] also studied the influence of crumbed scrap tyre rubber (size 1.18, 2.36 mm, and 0.15 to 2.36 mm) in concrete with additional confinement being obtained with fibre reinforced polymer (FPR). They partially replaced fine aggregate with crumb rubber by 0% to 20% of fine aggregate volume and reported enhancement of concrete ductility with increasing rubber aggregate content by volume of fine aggregate and with an increasing confinement level. Increase in concrete ductility, which was defined as concrete ultimate strain and concrete yield strain ratio, was 42% with the inclusion of 20% well graded rubber aggregate content, with one confinement layer being used in both concrete samples.
Zheng et al. [
43] reported improvement in ductility when coarse aggregate was replaced with rubber powder or tire chips. The reduction in brittleness index, which was defined as a ratio of the reversible (elastic) to irreversible (plastic) deformations, was 45%, 52% and 54% when coarse aggregate was replaced with 15%, 30% and 45% by volume with rubber powder, respectively, and 27%, 46% and 64%, respectively, with same replacement level with tire chips. Elghazouli et al. [
12] investigated the influence of rubber content on the ductility of rubberized concrete specimens. Rubber aggregate particle size varied from 0 to 20 mm with replacement levels of 45% and 60%. Test results showed enhancement in ductility with increase of rubber aggregate content. Improvement in concrete rotational capacity was up to 50% compared to concrete without rubber aggregate, which contributed to appropriate and desirable ductile crushing behaviour of rubberized concrete under cyclic loading. Gesoğlu et al. [
44] reported improvement in concrete ductility when rubber aggregate was added as replacement for natural aggregate. With only 5% rubber aggregate, the characteristic length was approximately 1.85 times higher than the control specimen without rubber aggregate. Similar results were obtained when the replacement level was higher than 5%, except the results with a mix of crumb rubber and tire chips showed even greater enhancement in concrete ductility with increasing rubber aggregate content, approximately 3.4 times higher values with the inclusion of 20% rubber content.
The test results that are analysed above are summarized in
Table 7. In order to firmly conclude about the influence of rubber implantation in SCC, further investigation needs to be done, due to the lack of test results on the ductility of SCRC. However, results from authors listed in
Table 7 are promising, due to the fact that increase of ductility of rubberized concrete (RC) was shown in most of the experimental investigations. With appropriate replacement levels of waste tire rubber and rubber particle size, an improvement in SCC ductility could be achieved.
4.7. Fracture Energy
Hilal [
36] reported a reduction in the fracture energy (GF) of SCC specimens by partially replacing fine particles in SCC mixtures with rubber particles (size 0–4 mm). The results showed a reduction in fracture energy by 10.91%, 13.03%, 18.55%, 24.01% and 28.05% when fine aggregate was replaced with 5%, 10%, 15%, 20% and 25% crumb rubber (size 0–4 mm) by volume, respectively. The results of fracture energy testing carried out by Bideci et al. [
24] indicated that with inclusion of 10% and 15% of rubber aggregate content in SCC with length size of 50 mm, there was an increase in fracture energy of 1% and 5%; in all other cases, they reported a reduction in fracture energy by a maximum of 35%. Due to the lack of experimental results, it can be noted that detailed study of fracture energy of SCRC still needs to be done. To better understand or to predict SCRC behaviour and its fracture energy, several test results from authors who investigated the fracture energy of traditional concrete with waste tire rubber are given below.
Gesoğlu et al. [
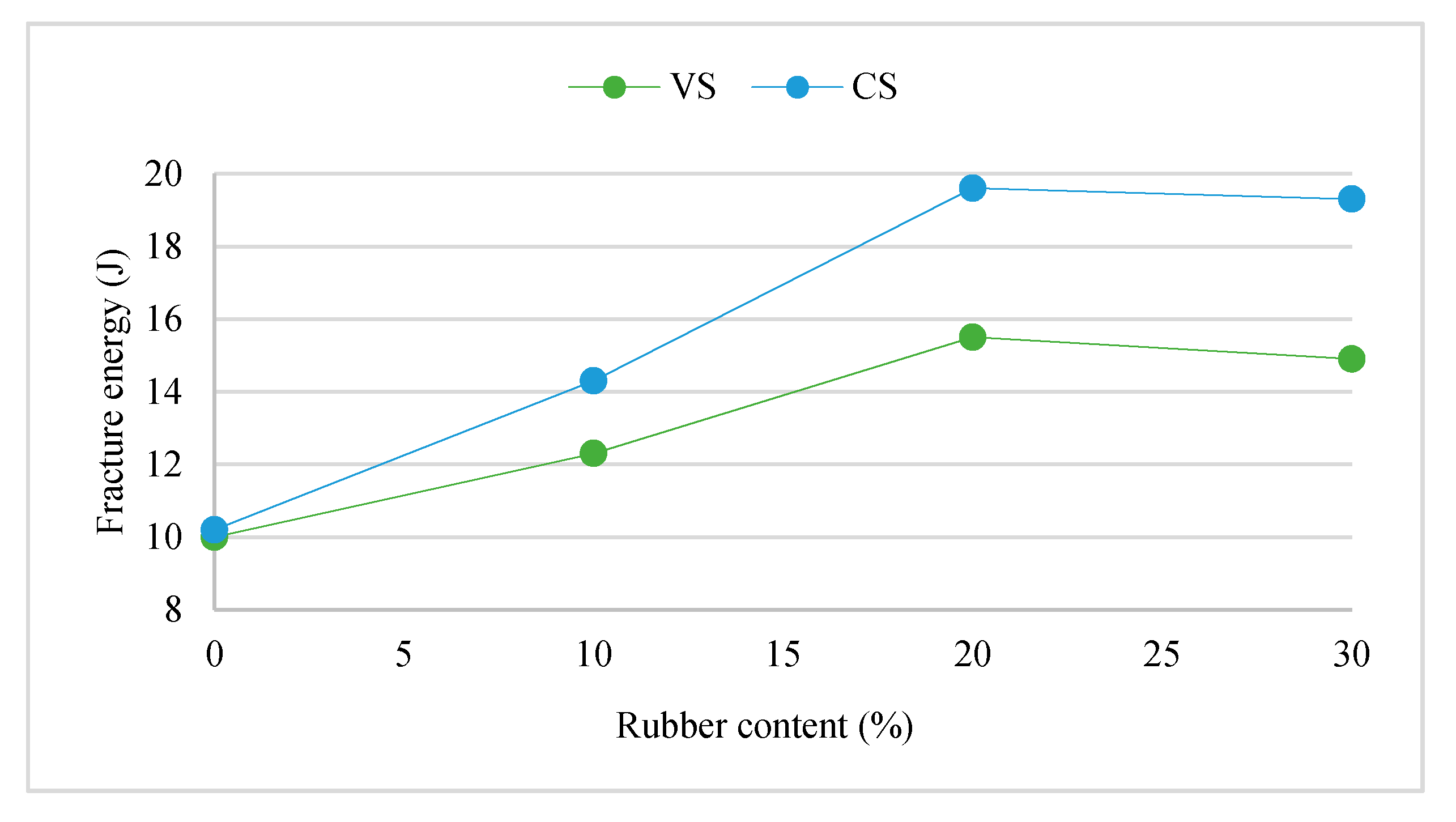
8] reported a reduction and enhancement in fracture energy of pervious concrete depending on the type and particle size of rubber aggregate. The fracture energy decreased by 25% and 74% with the inclusion of 20% very fine crumb rubber and 20% mix of tire chips and very fine crumb rubber, respectively. However, the fracture energy increased up to 42% with inclusion of 10% tire chips or 20% mix of tire chips and fine crumb rubber. Moustafa and ElGawady [
45] investigated the dynamic properties of high performance concrete with rubber aggregate. As shown in
Figure 7, they reported a decrease of concrete fracture energy with a decrease of rubber aggregate content. The increase in fracture energy of constant slump (CS) concrete mixture with 30% rubber replacement was 85.2%. Furthermore, they reported that the mid-span deflection of rubberized concrete was larger than that of traditional concrete.
Gesoğlu et al. [
44] tested two types of scrap tire rubber, crumb rubber (size 0–4 mm) and tire chips (size 10–40 mm), individually and mixed. Replacement level was 5%, 10%, 15%, 20%, 25% and 30% by volume of fine or coarse aggregates. Regardless of rubber type, an increase in fracture energy occurred up to a replacement level of 15%. The enhancement in fracture energy was up to 35% with 15% of crumb rubber. However, 20%, 25% and 30% replacement levels showed a smaller enhancement in fracture energy, approximately 26%, 21% and 20%, respectively, when crumb rubber was used.
From the above, it can be concluded that test results from both types of rubberized concrete, SCC and traditional concrete, gives scattered results. Increases and decreases in fracture energy were reported, and thus it cannot be clearly concluded whether rubber inclusion improves or reduce fracture energy. However, with a proper amount and rubber particle size, fracture energy can be improved, and because of this, further investigations on fracture energy of SCRC are promising and should be carried out.
4.8. Water Absorption and Water Sorptivity
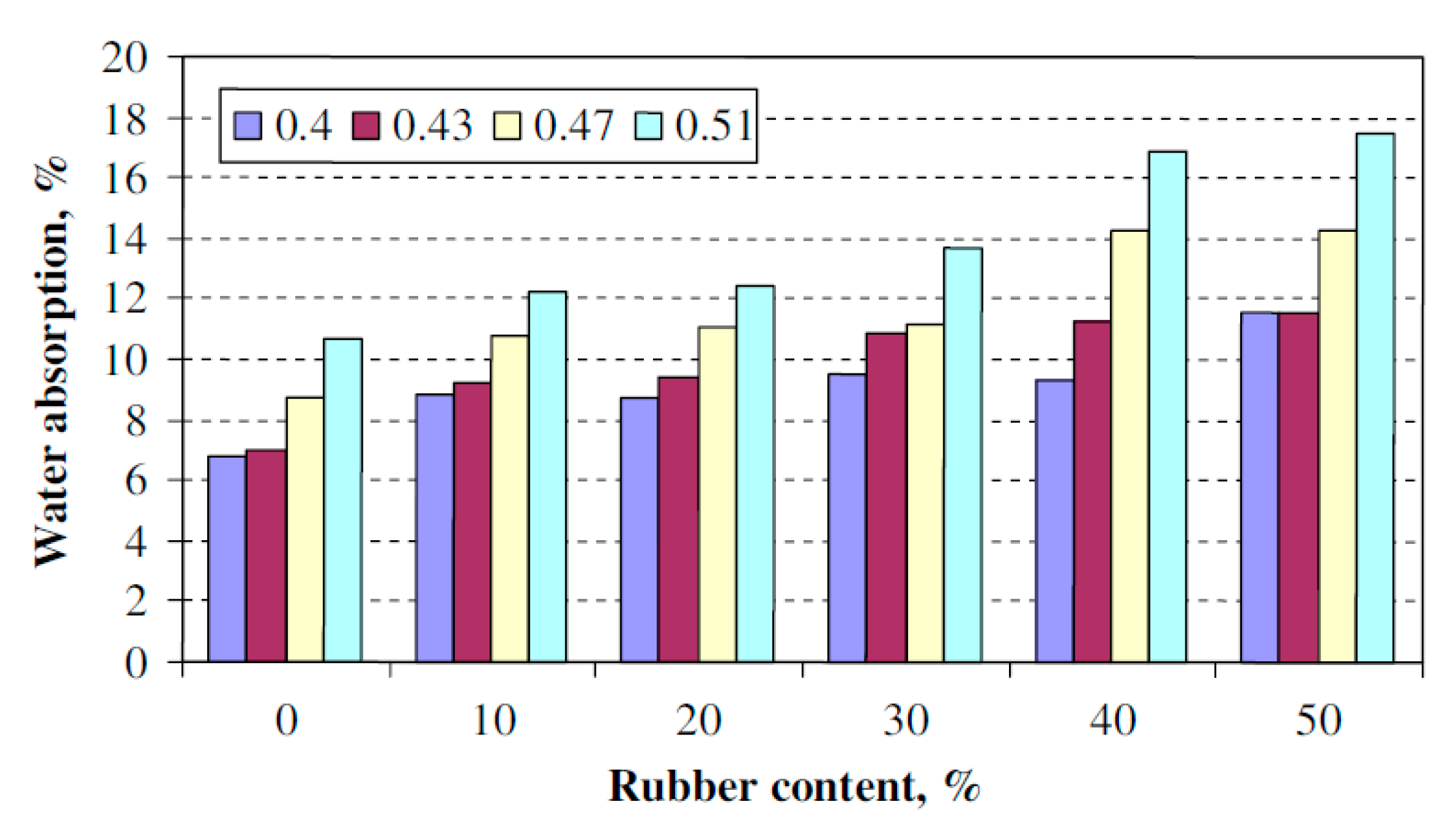
Uygunoğlu and Topçu [
23] reported an increase in water absorption (WA) of self-consolidating mortar specimens by partially replacing fine aggregate with scrap rubber particles (size 1–4 mm) by volumes of 0%, 10%, 20%, 30%, 40% and 50%. As shown in
Figure 8, four different water to powder ratios were used, 0.4, 0.43, 0.47 and 0.51. When the water to powder ratio increased, water absorption also increased. A similar behaviour occurred when rubber content increased. With w/p = 0.4, increase in water absorption was approximately 38%, 38%, 46%, 43% and 77% with inclusion of 0%, 10%, 20%, 30%, 40% and 50% rubber aggregate content, respectively.
Bideci et al. [
24] reported an increase in water absorption of SCC specimens with an increase of rubber aggregate (RA) content obtained from waste bladder tyres. With inclusion of up to 15% rubber aggregate content in SCC mixtures, the increase in water absorption was up to 88% for different rubber aggregate length sizes (25, 50 and 75 mm). Bignozzi and Sandrolini [
27] partially replaced the natural fine aggregate in SCC mixtures with untreated tyre rubber (TR) aggregates by volumes of 0%, 22.2% and 33.3%. They reported a small increase in water absorption (WA) with an increasing rubber content in SCC specimens. The enhancement in water absorption was 4% and 10% with the inclusion of 22.2% and 33.3% tyre rubber, respectively.
Gesoğlu and Güneyisi [
46] reported an increase in water absorption by partially replacing fine aggregate in SCC mixtures with crumb rubber content (size 0–4 mm) by volumes of 0%, 5%, 15% and 25%. Increase in 28-day and 90-day water absorption was approximately 3%, 11%, 34% and 3%, 8%, 29% with the inclusion of 5%, 15% and 25% rubber aggregate content, respectively. However, when greater amounts of fly ash (FA), i.e., 40% or 60%, were combined with the inclusion of crumb rubber, water absorption reduced. Furthermore, Gesoğlu and Güneyisi [
46] reported an increase in water sorptivity by partially replacing fine aggregate in SCC mixtures with crumb rubber content (size 0–4 mm) by volumes of 0%, 5%, 15% and 25%. Increase in the 28-day sorptivity coefficient was approximately 5.26%, 25%, 39.47% and the 90-day sorptivity coefficient 10%, 29%, 43% with the inclusion of 5%, 15% and 25% rubber aggregate content, respectively.
For comparison purposes, several test results from different authors of the water absorption of traditional concrete with waste tire rubber are given below. Bjegović et al. [
47] investigated the influence of partially replacing natural fine aggregate in conventional concrete with different sizes of rubber aggregate (size 2–3.5 mm, 2–4 mm, and 0.5–2 mm), by volumes of 5%, 10% and 15%. They reported reduction in water absorption by 78% with increasing rubber aggregate content from 5% to 15%. Gupta et al. [
48] partially replaced fine aggregates with rubber ash particles (size 0.15–1.9 mm) derived from a pyrolysis technique and with rubber fibres (size 2–3 mm width and maximum 20 mm length) derived from mechanical grinding. For a water to cement ratio (w/c) = 0.45, increase in water absorption was 17% and 4% with the inclusion of 20% rubber ash content and 25% rubber fibres, respectively. Kumar et al. [
49] reported an improvement in water absorption by partially replacing fine and coarse aggregate with rubber powder and chipped rubber. Increase in water absorption was 45%, 29%, 26% and 23% with the inclusion of 40%, 30%, 20% and 10% rubber aggregate content, respectively. Thomas et al. [
50] reported an increase in water absorption with increasing rubber aggregate content in concrete. When compared to control specimens (0% replacement level), water absorption was up to two times higher, with a 20% replacement level. The results of water absorption test carried out by Pedro et al. [
40] showed that with a 15% inclusion of rubber aggregate, water absorption is higher by 3.84% and 11.62% when mechanically shredded rubber and cryogenic rubber were used as substitute aggregate, respectively.
From the above, it can be remarked that the inclusion of waste tire rubber in both types of concrete, SCC and traditional concrete, causes an increase in water absorption. This behaviour can be attributed to entrapment of air of interfacial transition zone (ITZ) between rubber particles and cement paste [
23,
27], and to some deviations of rubber particles, i.e., rough surface of rubber particles [
46]. Furthermore, an increase in water absorption can be achieved by increasing the water to powder ratio [
23].
4.9. Shrinkage
Uygunoğlu and Topçu [
23] reported an increase in shrinkage of self-consolidating mortar specimens by partially replacing fine aggregate with scrap rubber particles (size 1–4 mm) by volumes of 0%, 10%, 20%, 30%, 40% and 50%. With w/p = 0.51, increase in 180-day shrinkage was approximately 1.74, 1.83, 1.96, 3 and 4 times higher with the inclusion of 0%, 10%, 20%, 30%, 40% and 50% rubber aggregate content, respectively. Furthermore, they reported increase in shrinkage by increasing the water to powder ratio. Si et al. [
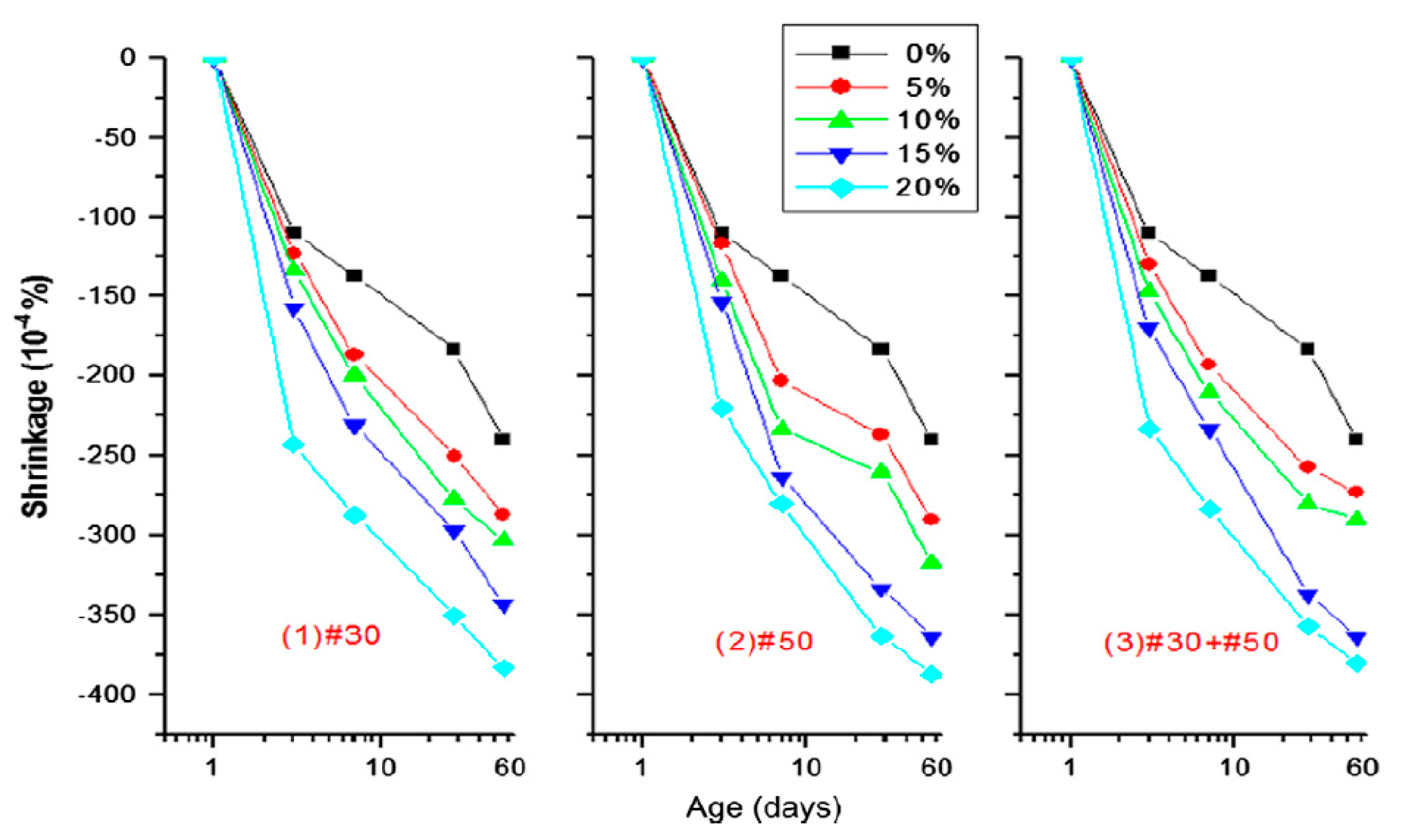
14] partially replaced fine aggregate in SCC mixtures with crumb rubber granules (size 1.44–2.83 mm). Crumb rubber replacement, as measured by replacement volume of sand, was 0%, 15% and 15% for NaOH pre-treated rubber and 25% NaOH pre-treated rubber. They reported an increase in shrinkage with increasing rubber content. The reduction alkali silica reaction (ASR) was 24% and 7% with the inclusion of 25% NaOH treated rubber content, 15% NaOH treated rubber content and 15% untreated rubber content, respectively. Yung et al. [
38] reported shrinkage increases of SCC specimens by partially replacing fine aggregate (sand) with tire rubber powder (size #30, #50), by volumes of 0%, 5%, 10%, 15% and 20%. Average length change was 35% higher than the length change of the control specimen with inclusion of 5% rubber powder content. As rubber powder content became higher, the average length change was greater. With inclusion of 20% rubber powder content, average length chance was 95% higher than length change of the control specimen (
Figure 9).
Another investigation on shrinkage of SCC with rubber aggregate was carried out by Zaoiai et al. [
21]. They partially replaced the natural fine and coarse aggregate with rubber aggregate (size 0/3 and 3/8) at different levels and reported a reduction in 28-, 90-, 200-, and 300-day shrinkage when increasing rubber aggregate content. Shrinkage reduction was most expressed after 300 days. The results showed that after 300 days, reduction in shrinkage was 16.09%, 33.30%, 19.79% and 59.47% with the inclusion of 2.5%, 5%, 10%, and 20% rubber aggregate content, respectively.
Shrinkage can be crucial factor for the design of structural members because of the length variation in time [
21], and due to this reason, in order to compare a larger number of different test results and to reliably understand the influence of rubber incorporation on concrete shrinkage, several test results from different authors of shrinkage of traditional concrete with waste tire rubber are given below.
Turatsinze et al. [
51] observed concrete shrinkage behaviour in ring testing by replacing fine aggregate with rubber. The test time was 55 days and they reported the reduction in concrete shrinkage when rubber aggregate was incorporated in concrete. With 30% of rubber aggregate inclusion, the time to first crack initiation was prolonged by 2.83 times, the number of cracks was reduced by four times, main crack length was reduced by 36%, and maximum crack opening was reduced by 90%. Another investigation on shrinkage behaviour was carried out by Pedro et al. [
40]. They reported an increase in shrinkage when the rubber aggregate replaced fine aggregate by 15% of volume. 90-days shrinkage was approximately 40% and 63% higher when mechanically shredded rubber and cryogenic rubber were used as the replacement. Bravo and de Brito [
52] replaced natural fine and coarse aggregate with tyre rubber aggregate (size less than 4 mm and less than 11.2 mm) by total volume of natural aggregate, by different replacement levels of 5%, 10% and 15%. Different types of tyre aggregate obtained by cryogenic or mechanical grinding were used as well. They reported increase in shrinkage with increasing rubber aggregate volume in the concrete mixture. Increase in 90-days shrinkage was approximately 45% higher with fine aggregate replaced with rubber aggregate at a replacement level of 15%.
From the above, it can be noted that shrinkage of SCC and traditional concrete becomes higher as more waste tire rubber was added in concrete, regardless to rubber particle size. Shrinkage is in direct link with water to powder ratio. As the water to powder ratio increases, porosity is also increasing, causing an increase in concrete shrinkage [
23]. Nevertheless, the inclusion of waste tire rubber in SCC causes increases in shrinkage, which is probably due to elasticity modulus, i.e., stiffness of rubber particles that is much lower than natural aggregate, causing larger deformation while the cement matrix shrinks [
14,
23].
4.10. Fatigue Behaviour
Ganesan et al. [
20] studied the influence of the inclusion of rubber aggregate content in SCC on the fatigue performance of SCC. Fatigue behaviour was observed, as measured by two factors, maximum stress level (
S), which ranged from 90% to 60% of the static flexural strength, and number of cycles to failure (
N). An increase in fatigue life was reported when a greater amount of rubber content was included in the SCC mixtures. At a stress level
S = 0.90,
N increased by the same value of 1.44 times for both SCRC mixtures with 15% and 20% rubber content. At a stress level
S = 0.60,
N increased by approximately the same value, 1.62 and 1.63 times for both SCRC mixtures with 15% and 20% rubber content.
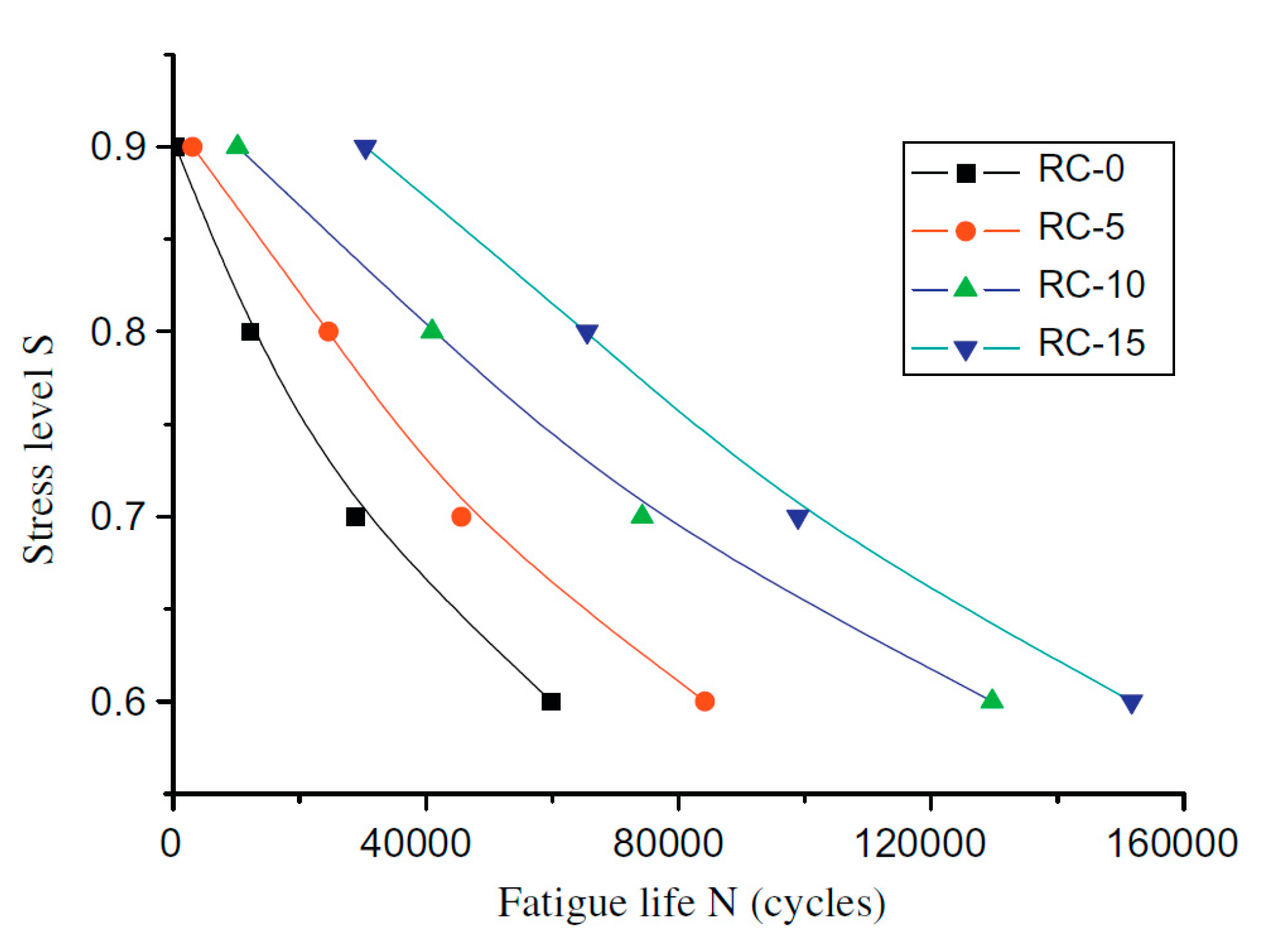
Due to a lack of experimental data of fatigue behaviour of self-compacting rubberized concrete, several test results of rubberized concrete and its fatigue resistance are given below. Liu et al. [
53] replaced fine aggregate with rubber aggregate (size 2 mm) by volumes of 0%, 5%, 10% and 15%. They reported a decrease in
N with an increase in maximum stress level (
S). However, the increase in
N was reported when rubber aggregate had been included in concrete with constant stress level (
S). At a stress level
S = 0.90,
N increased by approximately 7, 11, and 32 times with 5%, 10% and 15% rubber aggregate content, respectively. Similar results were obtained with lower level of stress (
S), i.e., 0.60, 0.70 and 0.80, as is shown in
Figure 10.
Analogous test results were reported in another experimental investigation that was carried out by Murugan et al. [
16]. They partially replaced fine aggregate with waste tire crumb rubber of volumes of 5%, 10%, 15%, 20% and 25%. Fixed water to cement ratio (0.32) and amounts of superplasticizer (SP) were used during experiments. Improvement in fatigue concrete behaviour was reported at up to 10% rubber aggregate replacement. With inclusion of 5% and 10% of crumb rubber, the increase in flexural fatigue performance was 1.46% and 1.96%, respectively. Furthermore, average
N also increased with inclusion of rubber aggregate content. At a stress ratio
S = 0.80,
N was 3.15, 2.95 and 1.62 times higher with 5%, 10%, and 15% rubber content, respectively. Mohammadi et al. [
54] investigated the influence of integrating crumb rubber in concrete on fatigue behaviour while using the cyclic loading test. With constant water to cement ratio of 0.40 and stress level 0.95,
N increased by approximately 19% when 40% of natural aggregate was replaced with crumb rubber. In all other replacement cases, with 10%, 20% and 30% inclusion of crumb rubber, they reported negative or no impact on fatigue behaviour, i.e.,
N.
From the above it can be concluded that regardless of type of concrete, replaced aggregate material or rubber particles size, enhancement in fatigue resistance of concrete and self-compacting concrete is inevitable with addition of waste tire rubber. Although, further investigation on self-compacting rubberized concrete should be carried out in order to give a better explanation of influence of rubber particle size and replacement level on fatigue behaviour.
4.11. Interfacial Transition Zone (ITZ) and Scanning Electron Microscope (SEM)
Interfacial bonding between cement matrix and rubber aggregate is one of the most important factors that affect almost every SCC hardened state property. Bignozzi and Sandrolini [
27] reported effective adhesion between tire rubber and cement matrix in cases when the rubber particles were previously pretreated and covered with cement matrix. In another investigation carried out by Emiroğlu et al. [
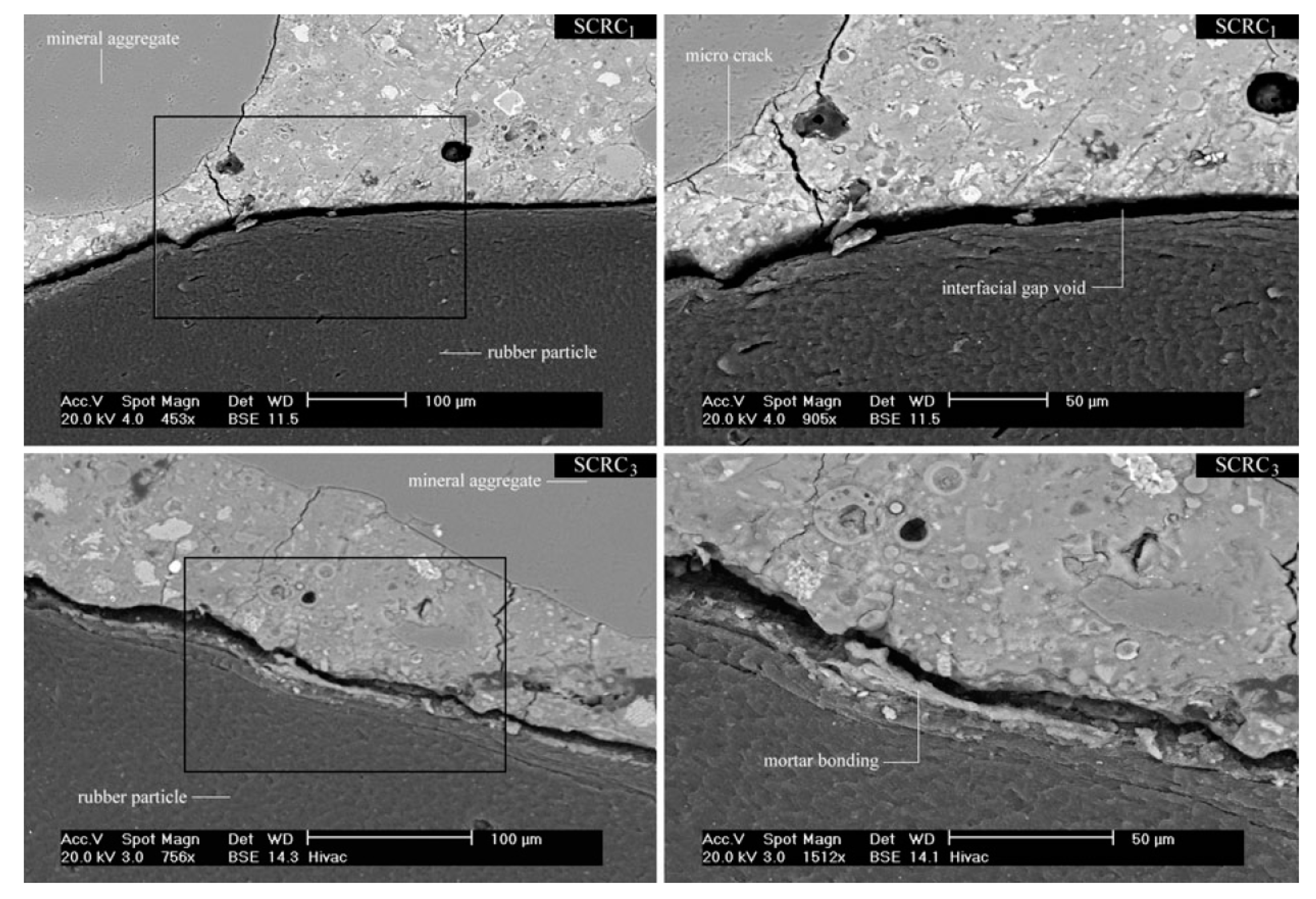
6], interfacial bonding and stress transfer between fibres and the cement matrix was explained with mechanical interlocking of two materials, due to the rough surface of rubber aggregate. Furthermore, they reported enhancement in interfacial transition zone between rubber aggregate and cement paste when higher amounts of finer materials, such as supplementary cementitious material, were used. Najim and Hall [
34] used different pre-treatment methodologies for rubber, such as NaOH pre-treatment, cement paste coating, water washing, and mortar coating. After a mixing procedure, microstructural analysis and porosity was determined by using scanning electron microscopy (
Figure 11).
When compared to untreated rubber, an increase in compressive strength and splitting tensile strength was reported by 37 and 19% respectively, when rubber particles were pre-coated with mortar, which caused a significant improvement in the interfacial bonding and hence improved the stress transformation.
Only a small number of investigations have focused on the investigation of ITZ of self-compacting rubberized concrete and on investigation of ITZ while using SEM, although it is obvious that bonding between cement paste and rubber particles is a crucial factor to develop reliable self-compacting rubberized concrete with desirable mechanical properties. Therefore, future investigations of SCRC on SEM still needs to be done, all for finding an optimal solution of bonding between rubber particles and cement matrix.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}