For the process optimization, the effect of five parameters (H
2SO
4 concertation, solid content, microwave power, oxidizing agent concertation and process time) and their interactions have been investigated by using CCD of RSM. Responses of various microwave-leaching conditions based on CCD have been shown in
Table 5.
3.2.1. Copper Extraction
The copper recovery rate in function of five mentioned parameters have been modeled and expressed in Equation (2). The variance analysis (ANOVA) carried out to determine the model accuracy (
Table 6). ANOVA is a statistical tool to specify the significance of data based on Fisher ratio of variances [
26,
36] by calculation of
F and
p values [
37]. The
F-value should be maximized and
p-value should be minimized to achieve a significant statistical model. The suggested model (Equation (2)) is completely significant with high
F-value (26.15) and low
p-value (less than 0.0001) which means that there is only 0.01% chance that model responses occur due to the noise [
38]. The model coefficient of determination (R
2) is 0.9150 which shows well agreement between predicted and actual data. Adequate precision shows a signal-to-noise ratio of 18.784.
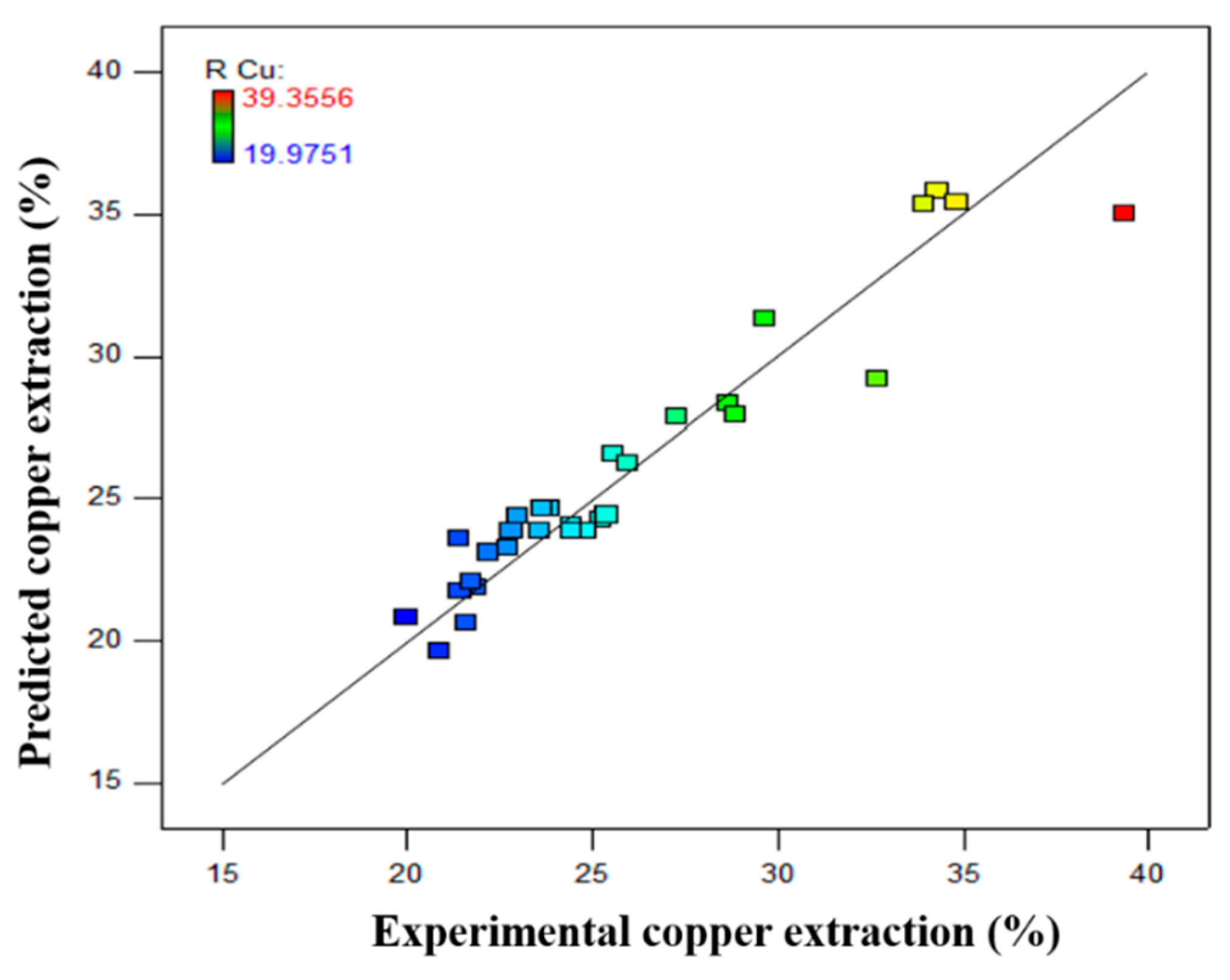
The predicted data generated from Equation (2) versus the data achieved from experiments (actual data) have been shown in
Figure 4. The accuracy of the correlation between predicted and actual data confirms due to the position of the points on both sides of the 45° line [
39]. As mentioned, the center point test repeated six times to calculate the error and determined the tests repeatability. The calculated pure error was 9.987 × 10
−6 which shows a negligible error in the experiments. Lack of fit is an index to compare the residual and pure error from the replicated design points. The higher level of the
p-value for lack of fit indicates higher tests repeatability and should be not-significate (higher than 0.005). The lack of fit for the suggested model (Equation (2)) is 0.1324 which is “not-significant”. Therefore, experiments have a high repeatability rate.
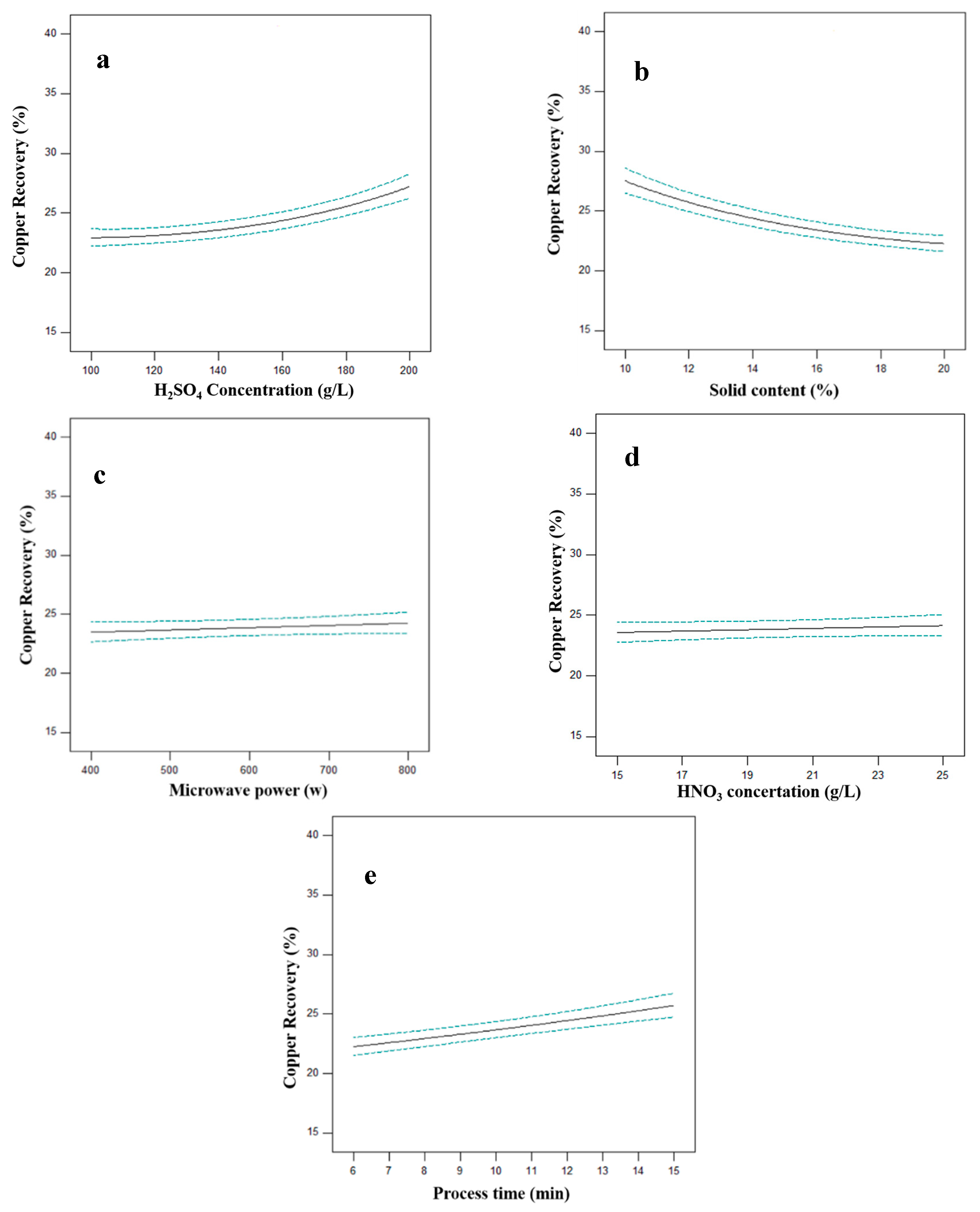
The effects of parameters on copper recovery were depicted in
Figure 5. In this diagram, a parameter changed while all other parameters held at their center levels. In general, the effect of each parameter can increase by increasing in diagram slope. According to
Figure 5c,d, microwave power and oxidizing agent concentration have a negligible effect on copper recovery, at the selected interval. This means that by increasing in these parameters the energy and chemicals consumption will increase without any significant improvement in the extraction of Cu from CSD. On the other hand, sulfuric acid concertation, solid content and processing time have a meaningful influence on copper dissolution. The acid concertation and leaching time have a direct effect on process efficiency which means their increase can improve the Cu recovery (
Figure 5a,e). While increasing solid content, the copper recovery shows a decrease (
Figure 5b). In fact, by increasing the pulp density (in constant leaching reagent concentration) the acid diffusion to particles surface will decrease which cause a decline in metals dissolution.
The ANOVA also can be used to determine the importance of parameters. The parameters with higher
F-value and lower
p-value have a more significant effect on a model [
40]. With a
p-value lower than 0.0001, acid sulfuric concentration, solid content and process time have a more significant effect on copper recovery.
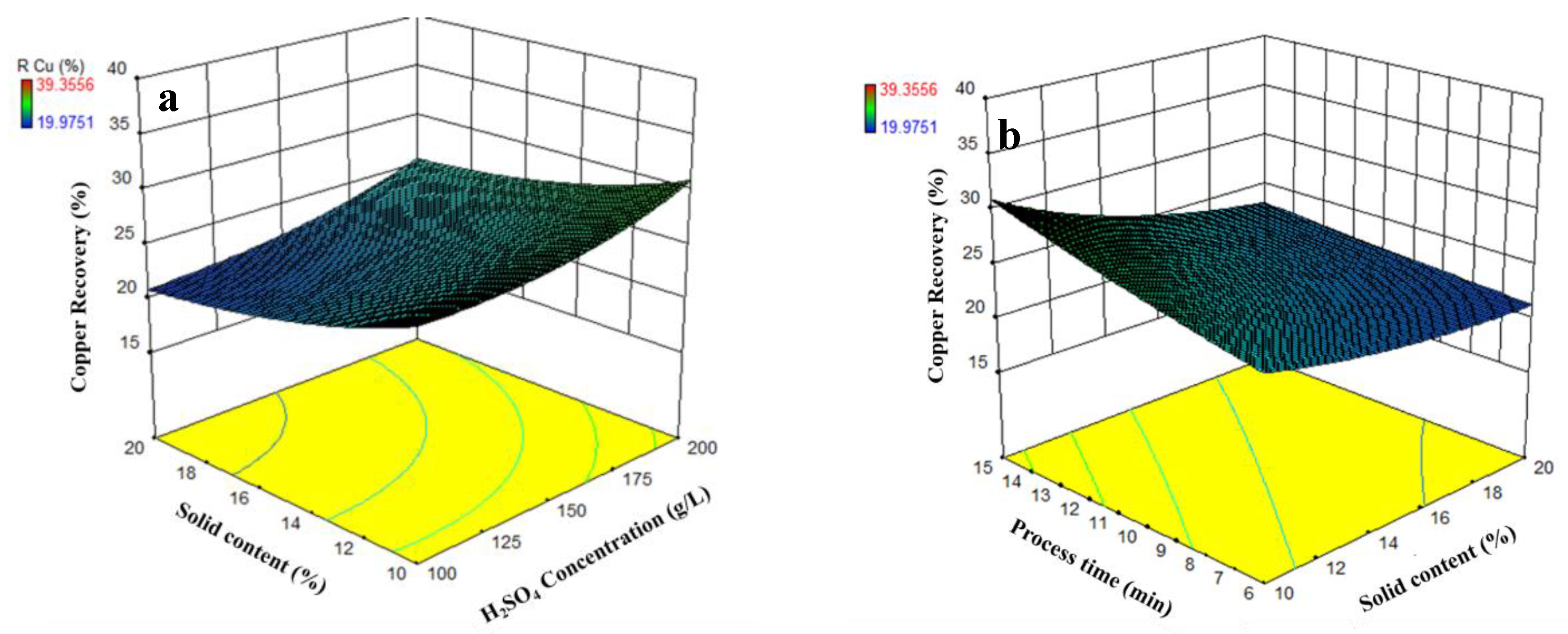
According to Equation (2) and
Table 6, there are sulfuric acid concentration-solid content and solid content-process time interactions. The interactions between parameters are shown in
Figure 6. These results indicate that increasing the H
2SO
4 concentration and decreasing solid content simultaneously lead to a higher copper recovery. In addition, the highest Cu recovery occurs by increasing the leaching time and decreasing solid content. During the leaching process, the chemical reagent should diffuse to the particles surface and react to dissolve the metals. This means that metals recovery is dependent on reagent concentration and particles surface (which is a function of solid content) [
41]. By increasing the H
2SO
4 concentration and decreasing copper smelting dust in leaching environment a higher amount of acid can diffuse to the unit of CSD surface, which improve the leaching efficiency. This reason also can be used to explain the interaction of time and solid content. The specific surface area will increase by increasing in solid content and this cause an increase in reaction time. Therefore, higher time requires for reaction in higher pulp density.
Based on Equation (2), the optimum condition to achieve the highest Cu recovery is H2SO4 250 (g/L), solid content 5 (%), microwave power 1000 (W), HNO3 10 (g/L) and leaching time 10 (min). It should be noted that nitric acid concertation has no effect on Cu recovery in the selected intervals. Therefore, its optimum condition selected in its lowest concertation (10 g/L) to decrease the chemical consumption and corrosion.
3.2.2. Zinc Extraction
The effects of five mentioned parameters also have been investigated in zinc dissolution. Equation (3) has been suggested to predict Zn recovery. The analysis of variance for the suggested model is reported in
Table 7. This model is significant with
p-value = 0.001. The adequate precision for this model is 7.772. The adequate precision for the model is higher than 4 (the minimum required amount). The lack of fit for this model is not-significant which shows that repeatability of experiments for zinc extraction.
The effects of each parameter on Zn recovery are shown in
Figure 7. As mentioned, the effect of parameters also can be determined by ANOVA. According to
Table 3 and
Figure 7, the HNO
3 concentration has the highest effect on zinc dissolution. The nitric acid concentration has a higher effect on Zn recovery compare to sulfuric acid concentration. It should be noted that nitric acid does not act as an oxidizing agent for ZnO because zincite is an oxide component and does not need any oxidizer for dissolution. This means that HNO
3 act as a leaching agent for ZnO. With
F-value 0.32 microwave power has a negligible effect on zinc leaching. Therefore, ZnO dissolution is chemical leaching rather than microwave leaching. The extending leaching time also has no influence on zinc leaching improvement. Despite the copper composition, the zinc present in the sample in the form of oxide component which is highly soluble in acid [
42] with high leaching kinetics. In fact, almost all ZnO dissolved in the first minute of the process.
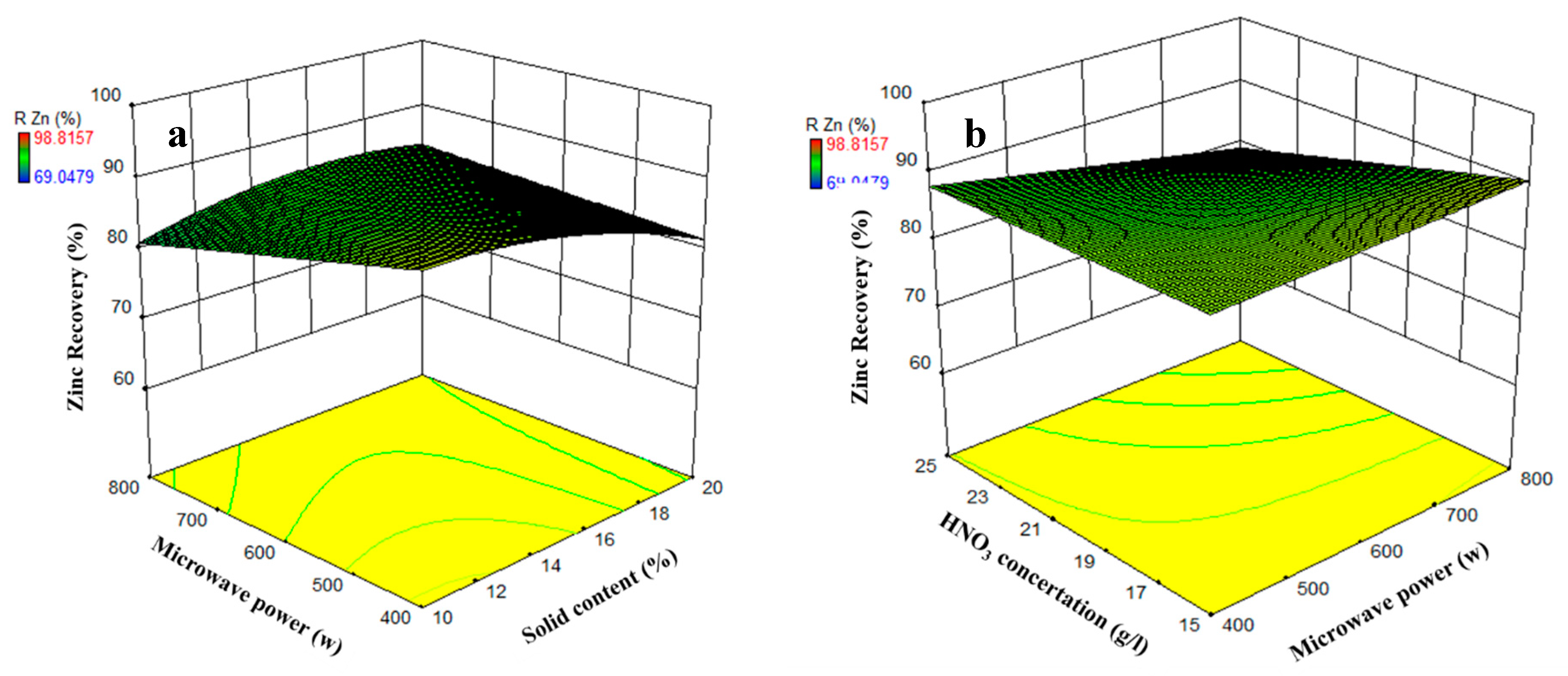
Among all interactions between parameters, just microwave power-solid content and microwave power-HNO
3 concertation interactions are meaningful (with a
p-value lower than 0.05). The effects of these interactions on Zn recovery are shown in
Figure 8. The zinc recovery becomes its maximum amount by minimizing microwave power and solid content, simultaneously (
Figure 8a). On the other hand, the Zn recovery will be minimized by maximizing the microwave power and minimizing nitric acid concertation (
Figure 8b). The drawn surfaces (
Figure 8b) have a slight curve that shows the minor effect of detected interactions.
The optimum H2SO4 and HNO3 concentrations for Zn dissolution is 150 g/L and 10 g/L, respectively. The microwave power and pulp density should fix on 1000 W and 25% to achieve the highest Zn recovery in the highest capacity (due to high solid content). The time also has no effect on Zn leaching process in the selected period, which means that optimum leaching time can be selected at 6 min. As mentioned, ZnO dissolves in acid with high kinetics due to its oxide composition.

 ,
, 















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}