Research on Microscopic Properties of TiBw/TC4 Composites for Drilling Process


Abstract
:1. Introduction
2. Finite Element Analysis of TiBw/TC4 Composites
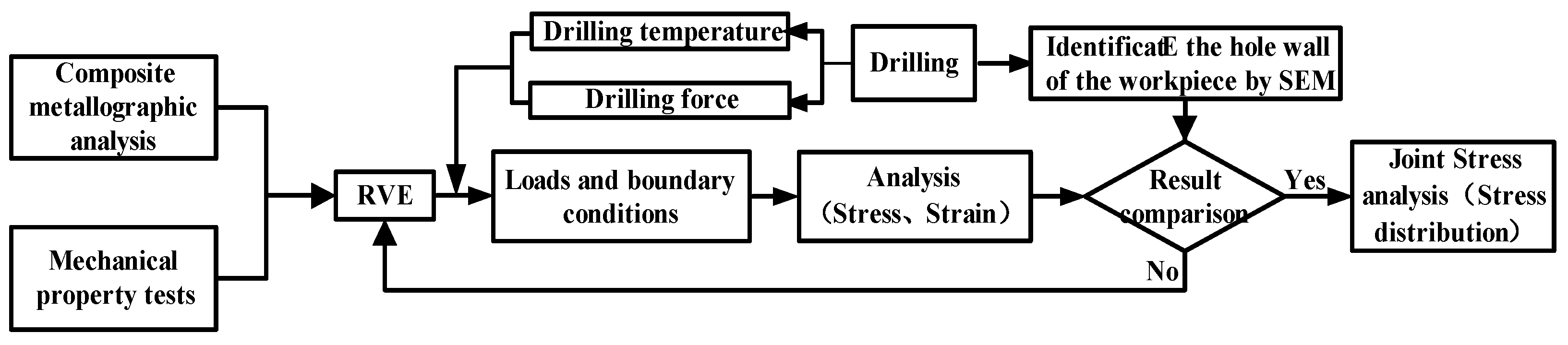
2.1. Research Scheme
2.2. Modeling Parameters of the Model
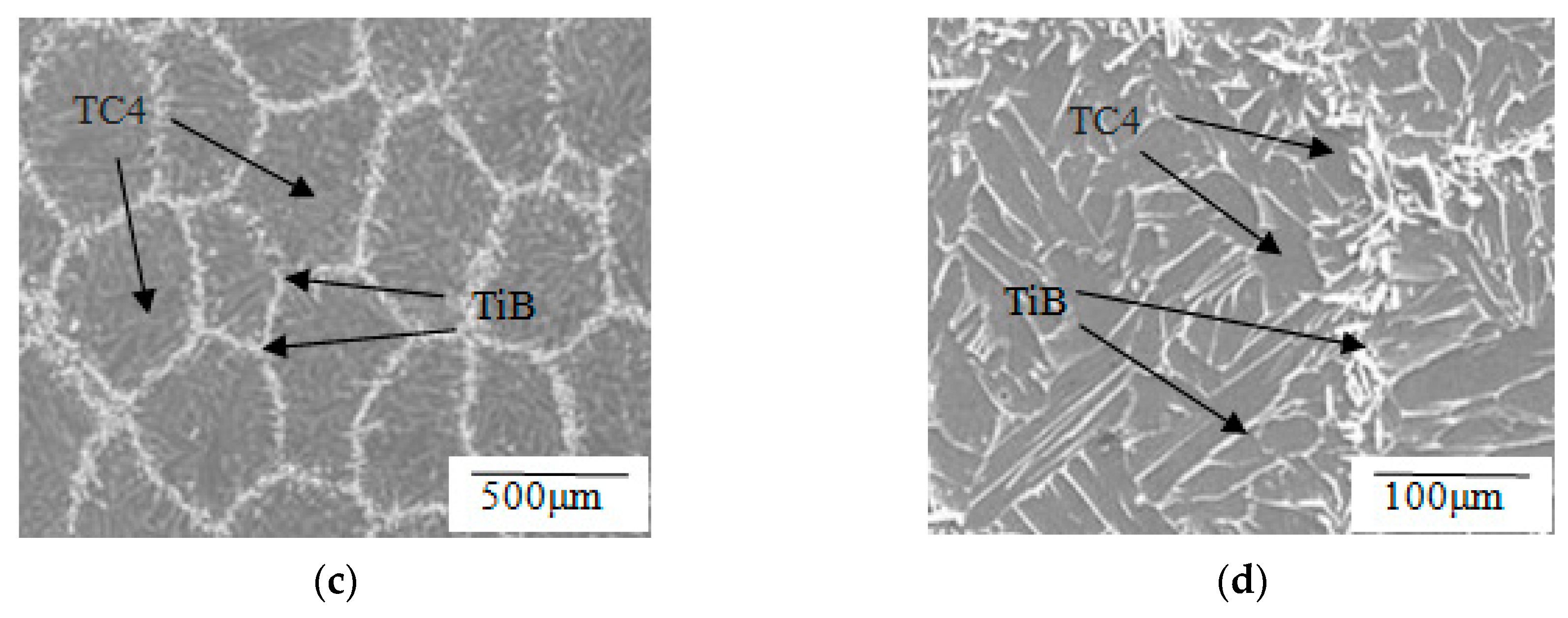
2.2.1. Micro Structure of TiBw/TC4 Composites
2.2.2. Performance and Damage Evolution Parameters of TiBw/TC4 Composites
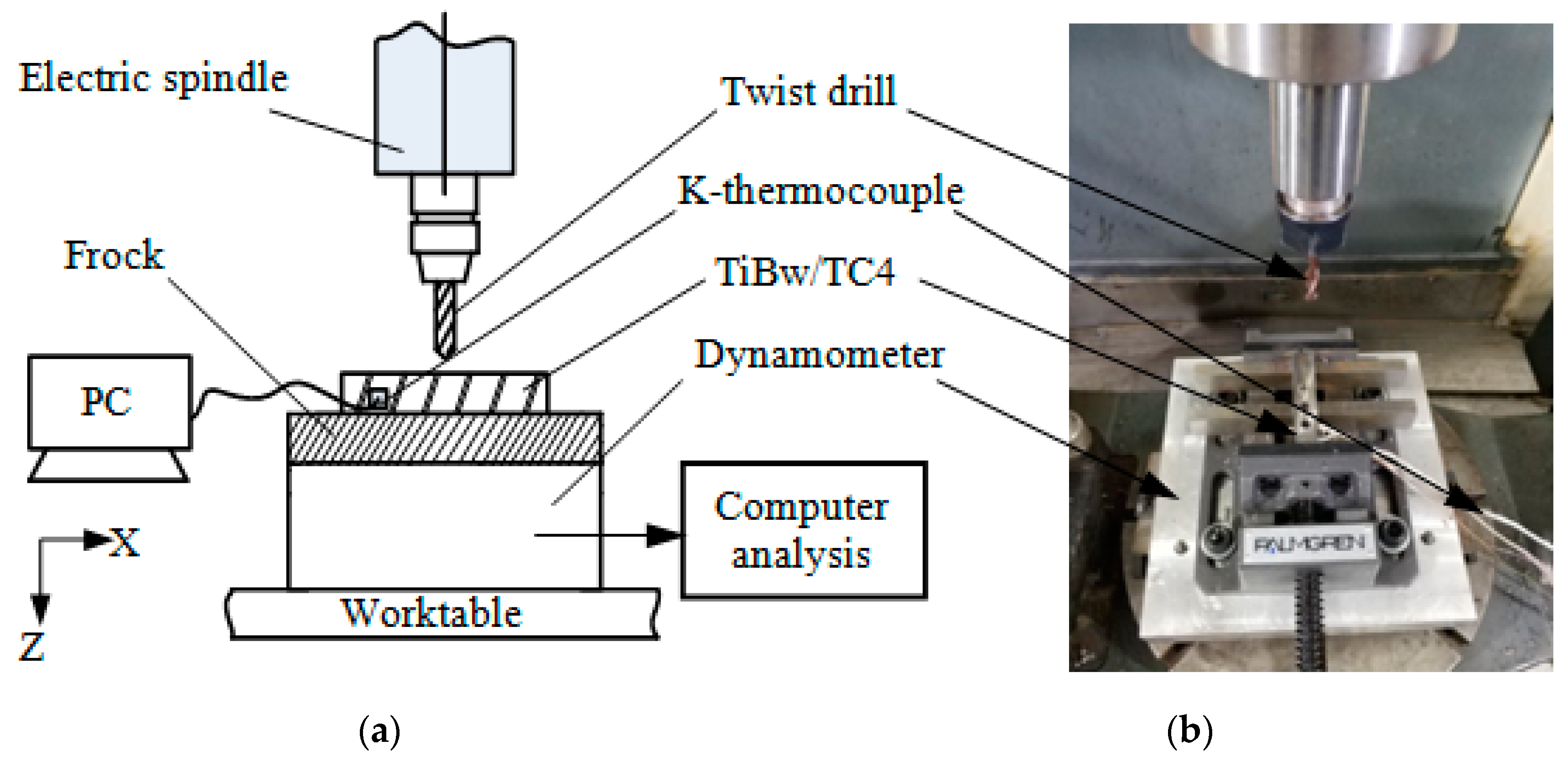
2.2.3. Simulation Loads of TiBw/TC4 Composites
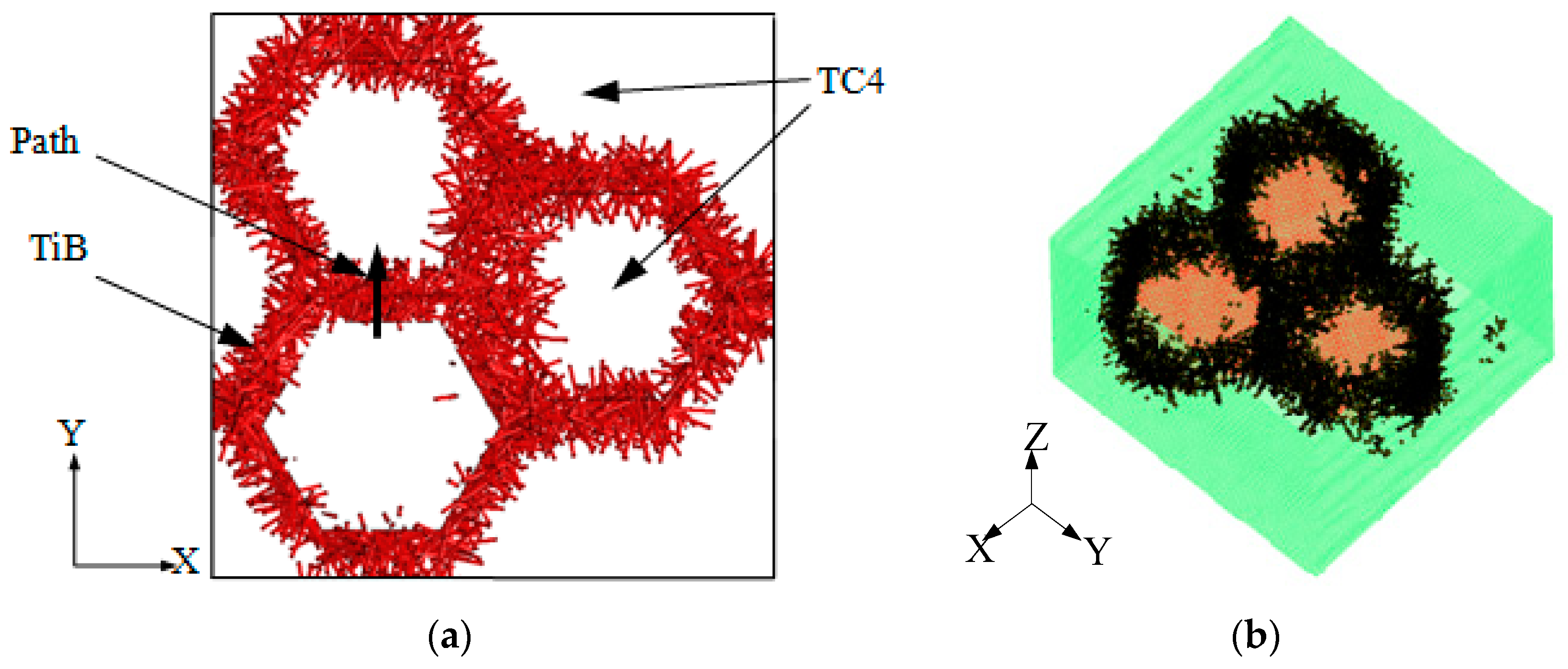
2.3. Establishment of the Simulation Model
3. Simulation Results Experimental Verification
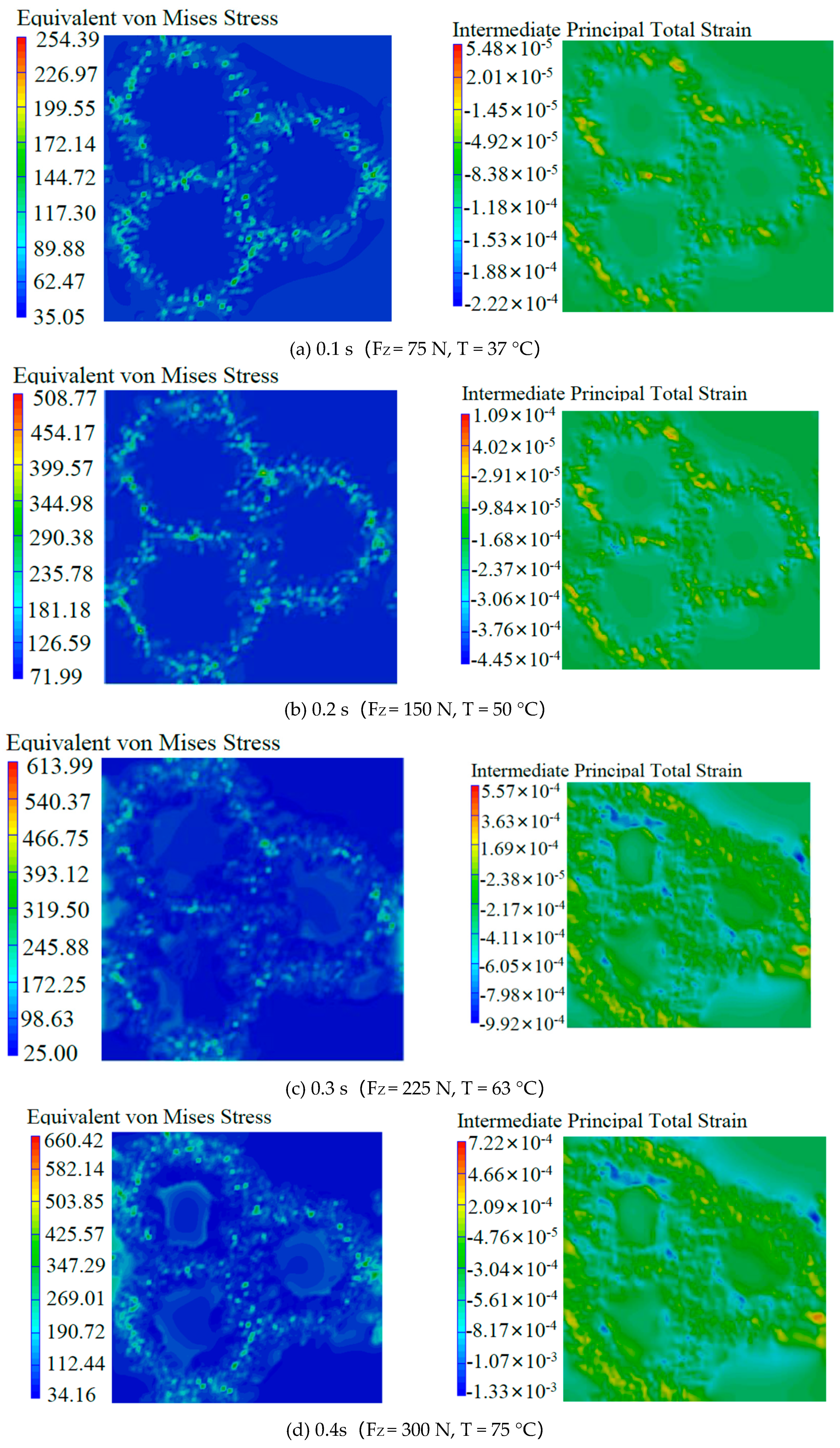
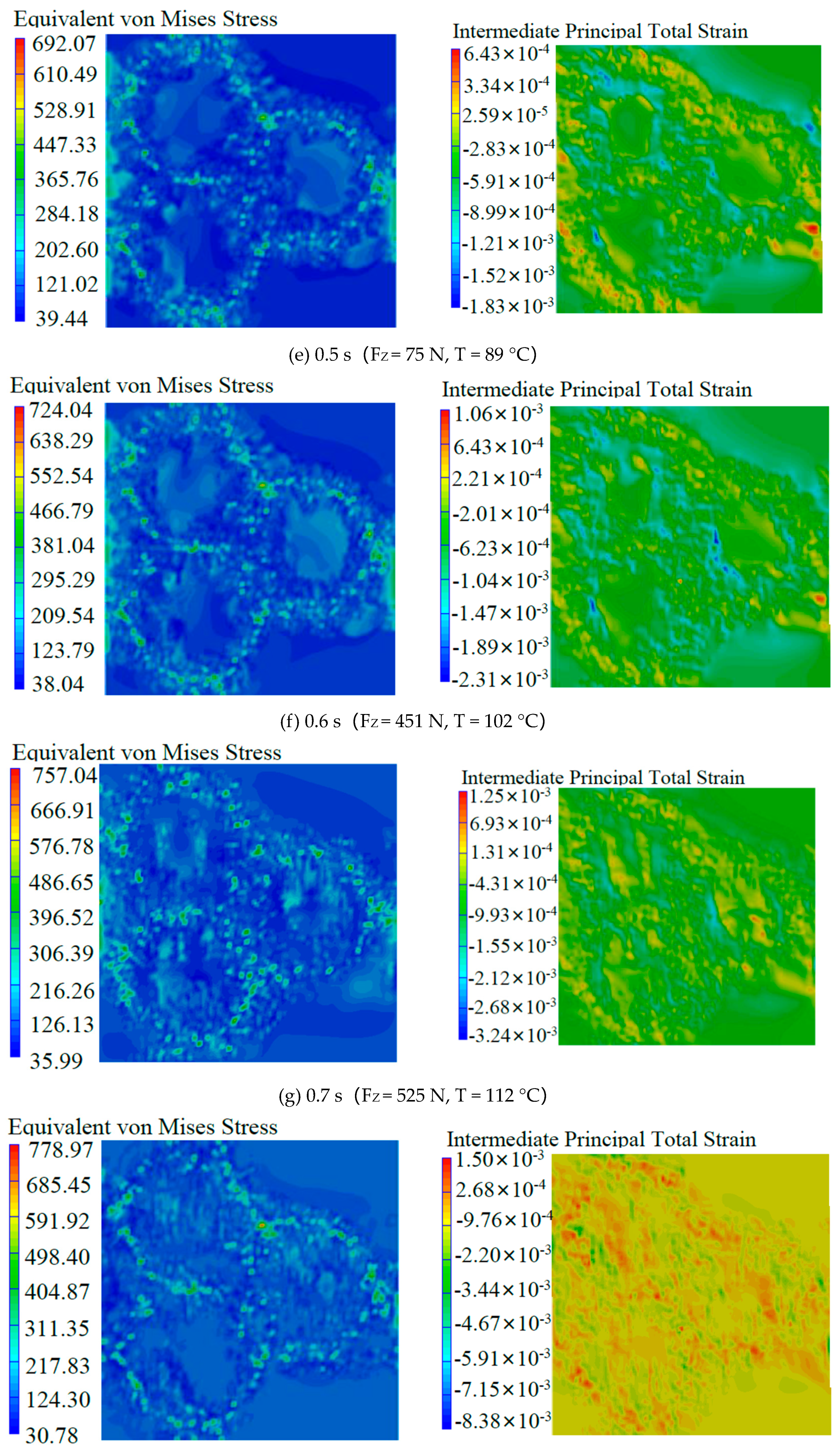
3.1. Analysis of Microscopic Properties
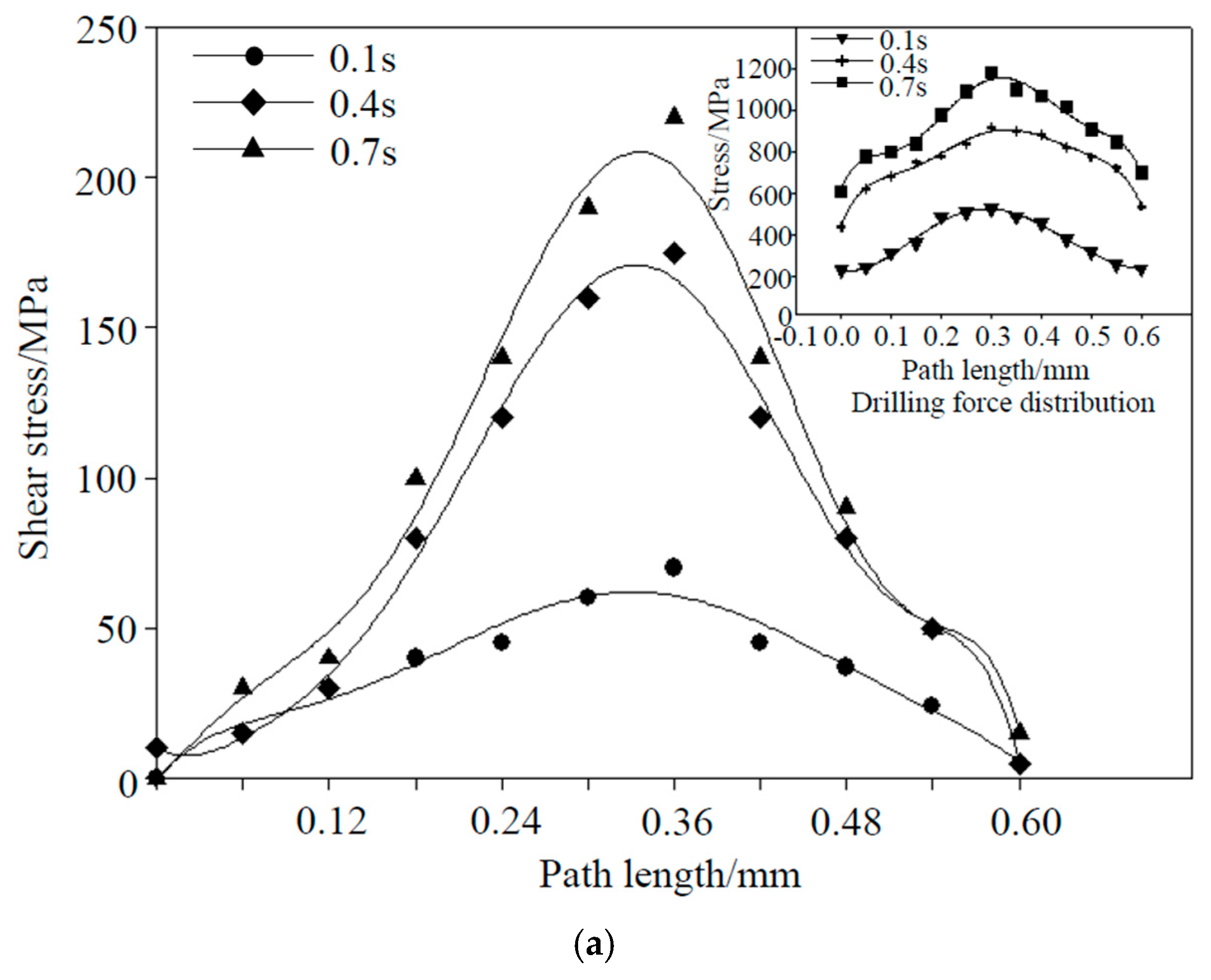
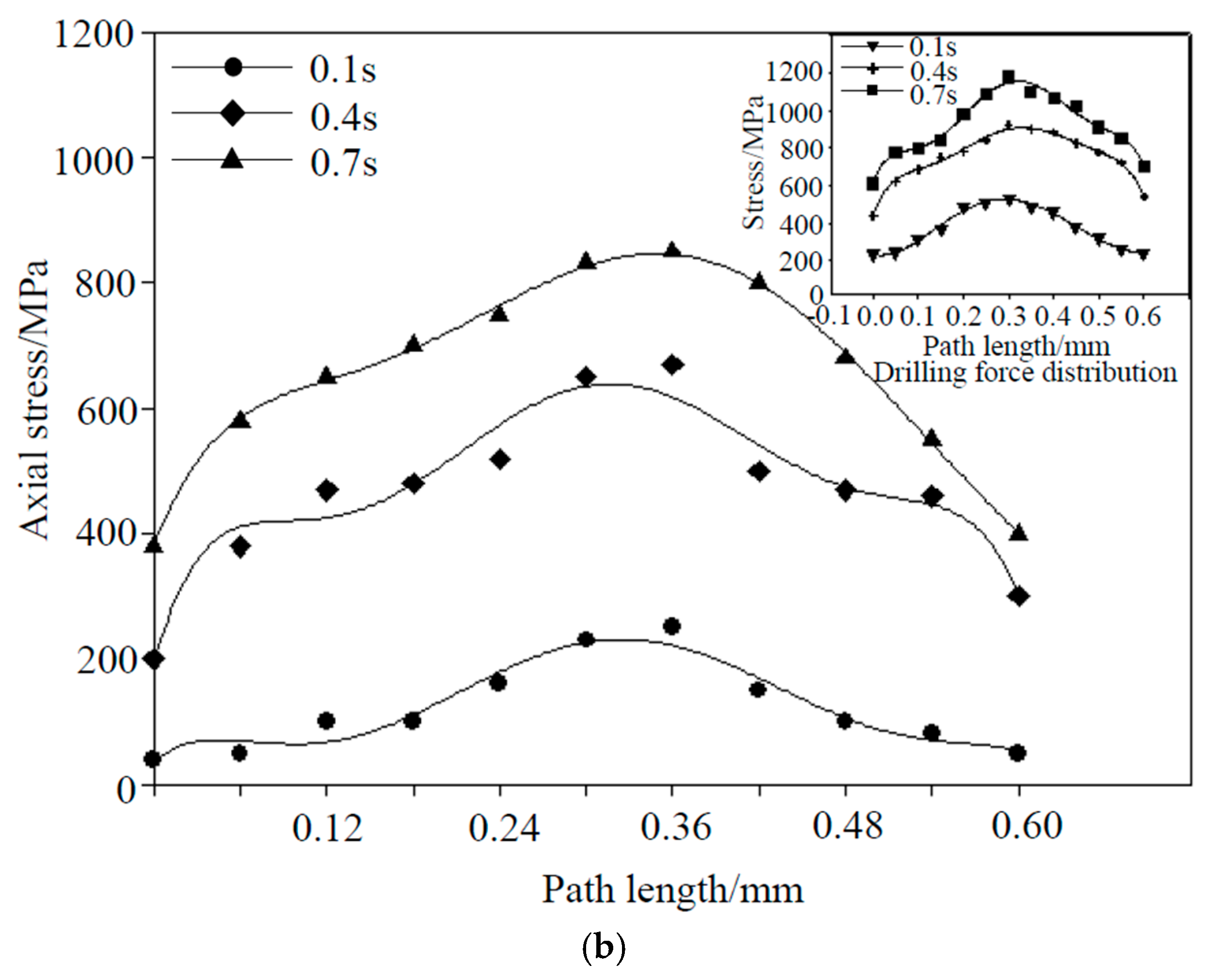
3.2. Stress Analysis of the Junction between Whiskers and Matrix
4. Experimental Verification
5. Study of Whisker Motion
6. Conclusions
- (1)
- The whiskers always bore the maximum stress of the TiBw/TC4 composite during drilling, but the matrix strain was higher than the whisker strain. The junction between the matrix and the whiskers failed first (F = 300 N, T = 75 °C), then the matrix failed (F = 525 N, T = 112 °C) and, finally, the whiskers failed (F = 675 N, T = 138 °C).
- (2)
- The junction between the matrix and the whiskers was mainly affected by the axial stress. The cause of the failure of the junction was due to the shear failure, and the axial stress accelerated the complete failure of the junction.
- (3)
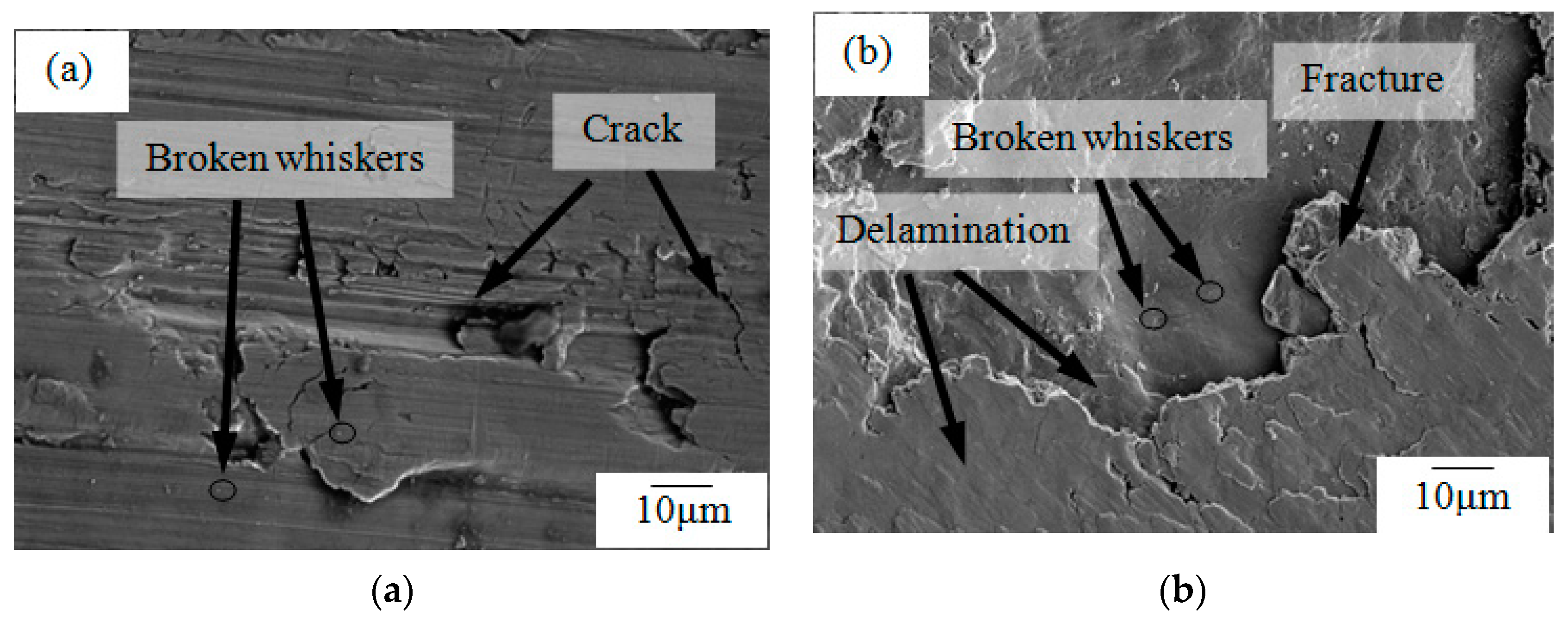
- The material structure was damaged by cracks, delamination, whiskers cutting, etc., which indicated that the FEM was consistent with experiment. It proved the accuracy and feasibility of the simulation model. Therefore, the model and the simulation method were experimentally processed. It had practical significance.
- (4)
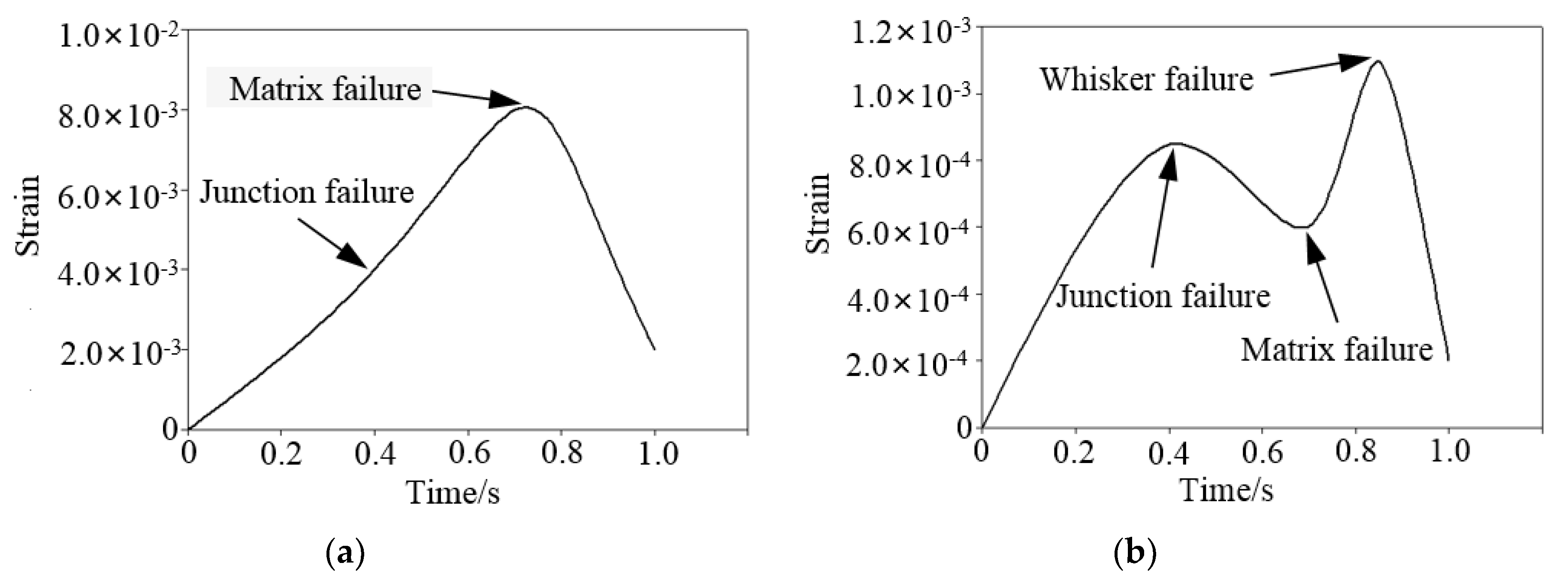
- During the drilling process, stress at the interface between the whiskers and matrix increases. When the stress becomes too large, the interface fails and induces whisker rotation. Subsequently, the strain in the matrix increases and the matrix fails when it reaches the peak value. At this time, the strain in the whiskers rapidly increases. After the strain in the whiskers reaches a peak value, the whiskers fail and the whiskers also reach a maximum length.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shishkovsky, I.; Kakovkina, N.; Sherbakov, V. Graded layered titanium composite structures with TiB2 inclusions fabricated by selective laser melting. Compos. Struct. 2017, 169, 90–96. [Google Scholar] [CrossRef]
- Namini, A.S.; Azadbeh, M. Microstructural characterisation and mechanical properties of spark plasma-sintered TiB2-reinforced titanium matrix composite. Powder Metall. 2017, 60, 22–32. [Google Scholar] [CrossRef]
- Liu, C.; Ding, W.; Li, Z.; Yang, C. Prediction of high-speed grinding temperature of titanium matrix composites using BP neural network based on PSO algorithm. Int. J. Adv. Manuf. Technol. 2016, 89, 1–9. [Google Scholar] [CrossRef]
- Yang, D.; Liu, Z. Quantification of Microstructural Features and Prediction of Mechanical Properties of a Dual-Phase Ti-6Al-4V Alloy. Materials 2016, 9, 628. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.Y.; Li, L.; Bai, P.K.; Jin, Y.; Wu, L.Y.; Li, J.; Guan, R.G.; Qu, H.Q. The Heat Treatment Influence on the Microstructure and Hardness of TC4 Titanium Alloy Manufactured via Selective Laser Melting. Materials 2018, 11, 1318. [Google Scholar] [CrossRef] [PubMed]
- Kuang, W.; Wang, M.M.; Li, J.-X.; Han, Y.F.; Huang, G.F.; Wei-Jie, L.; Zhang, D. Microstructure and Mechanical Properties of In-situ Synthesized(TiB+La2O3)/TC4 Titanium Matrix Composite. Mater. Mech. Eng. 2015, 2, 67–72. (In Chinese) [Google Scholar]
- Zhao, Y.; Chen, W.; Ouyang, Z.; Li, Z.; Liu, G.; An, Q. Surface Morphology Simulation and Experimental Study of Grinding for Ceramic Particles Reinforced Titanium Matrix Composite. Aerosp. Manuf. Technol. 2017, 5, 9–14. [Google Scholar] [CrossRef]
- Hong, C. The progress in research of the plasticity and superplasticity of aluminum and titanium matrix composites. J. Plast. Eng. 2004, 11, 57–63. [Google Scholar]
- Wang, T.; Xie, L.; Wang, X. Simulation study on defect formation mechanism of the machined surface in milling of high volume fraction SiCp/Al composite. Int. J. Adv. Manuf. Technol. 2015, 79, 1185–1194. [Google Scholar] [CrossRef]
- Fernandes, M.G.; Natal, R.; Fonseca, E.M.M. Analysis of Stresses in Drilled Composite Materials. In Proceedings of the 2015 IEEE 4th Portuguese Meeting on Bioengineering, Porto, Portugal, 26–28 February 2015; pp. 1–4. [Google Scholar]
- Wang, B.; Xie, L.; Chen, X.; Wang, X. The milling simulation and experimental research on high volume fraction of SiC p/Al. Int. J. Adv. Manuf. Technol. 2016, 82, 809–816. [Google Scholar] [CrossRef]
- Isbilir, O.; Ghassemieh, E. Numerical investigation of the effects of drill geometry on drilling induced delamination of carbon fiber reinforced composites. Compos. Struct. 2013, 105, 126–133. [Google Scholar] [CrossRef]
- Xin, G.; Wang, H.; Kang, X.; Jiang, L. Analytic solutions to crack tip plastic zone under various loading conditions. Eur. J. Mech. 2010, 29, 738–745. [Google Scholar] [CrossRef]
- Zitoune, R.; Collombet, F. Numerical prediction of the thrust force responsible of delamination during the drilling of the long-fibre composite structures. Compos. Part A Appl. Sci. Manuf. 2007, 38, 858–866. [Google Scholar] [CrossRef]
- Sun, Y.; Zhang, J.; Luo, G.; Shen, Q.; Zhang, L. Microstructure and Mechanical Behaviors of Titanium Matrix Composites Containing In Situ Whiskers Synthesized via Plasma Activated Sintering. Materials 2018, 11, 544. [Google Scholar] [CrossRef] [PubMed]
- Gomes, G.F.; Diniz, C.A.; Cunha, S.S.D.; Ancelotti, A.C. Design Optimization of Composite Prosthetic Tubes Using GA-ANN Algorithm Considering Tsai-Wu Failure Criteria. J. Fail. Anal. Prev. 2017, 17, 1–10. [Google Scholar] [CrossRef]
- Feng, Y.; Li, B.; Cui, G.; Zhang, W. Effects of Hot-Hydrostatic Canned Extrusion on the Stock Utilization, Microstructure and Mechanical Properties of TiBw/TC4 Composites with Quasi-Continuous Network. Materials 2017, 10, 1227. [Google Scholar] [CrossRef] [PubMed]
- Zhou, G.; Chen, L.; Liu, L.; Liu, H.; Peng, H.; Zhong, Y. Low-Temperature Superplasticity and Deformation Mechanism of Ti-6Al-4V Alloy. Materials 2018, 11, 1212. [Google Scholar] [CrossRef] [PubMed]
- Roy, S.; Suwas, S. The influence of temperature and strain rate on the deformation response and microstructural evolution during hot compression of a titanium alloy Ti–6Al–4V–0.1B. J. Alloy Compd. 2013, 548, 110–125. [Google Scholar] [CrossRef]
- Li, S.; Kondoh, K.; Imai, H.; Chen, B.; Lei, J.; Umeda, J.; Fu, Y. Strengthening behavior of in situ -synthesized (TiC–TiB)/Ti composites by powder metallurgy and hot extrusion. Mater. Des. 2016, 95, 127–132. [Google Scholar] [CrossRef]
- Peron, M.; Torgersen, J.; Berto, F. Rupture Predictions of Notched Ti-6Al-4V Using Local Approaches. Materials 2018, 11, 663. [Google Scholar] [CrossRef]
- Aghdam, M.M.; Shahbaz, M. Effects of Interphase Damage and Residual Stresses on Mechanical Behavior of Particle Reinforced Metal-Matrix Composites. Appl. Compos. Mater. 2014, 21, 429–440. [Google Scholar] [CrossRef]
- Ge, Y.; Xu, J.; Huan, H. Effects of temperature and strain rate on dynamic compressive property and failure mechanism of in-situ synthesized titanium matrix composites. Acta Mater. Compos. Sin. 2016, 33, 2277–2289. [Google Scholar]
- Xin, G.; Kang, X.W.; Wang, H.G. Solutions to the crack tip plastic zone of orthotropic unidirectional composites. J. Solid Rocket Technol. 2009, 32, 554–558, 564. [Google Scholar]
- Jiang, X. Study on Ultrasonic Vibrational Combined Cutting of SiCp/Al Composites. Spacecr. Recovery Remote Sens. 2012, 33, 74–81. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name of Parameter | TC4 | TiB |
|---|---|---|
| Density (T/mm3) | 4.50 × 10−9 | 4.52 × 10−9 |
| Young modulus (MPa) | 6.8 × 104 | 5.65 × 105 |
| Poisson ratio | 0.33 | 0.19 |
| Thermal expansivity (°C−1) | 7.89 × 10−6 | 8.10 × 10−6 |
| Yield strength (MPa) | 700 | 1100 |
| Strength of extension Xt (MPa) | 855 | 1300 |
| Strength of compression Xc (MPa) | 17.81 | 305 |
| Strength of extension Zt (MPa) | 860 | 1300 |
| Strength of compression Zc (MPa) | 967 | 1100 |
| Shear strength S (MPa) | 770 | 1170 |
| Residual stiffness coefficient | 0.4 | 0.07 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, Y.; Jia, B.; Wang, X.; Zhang, M.; Zhu, Z. Research on Microscopic Properties of TiBw/TC4 Composites for Drilling Process. Materials 2019, 12, 2112. https://doi.org/10.3390/ma12132112
Feng Y, Jia B, Wang X, Zhang M, Zhu Z. Research on Microscopic Properties of TiBw/TC4 Composites for Drilling Process. Materials. 2019; 12(13):2112. https://doi.org/10.3390/ma12132112
Chicago/Turabian StyleFeng, Yong, Binghui Jia, Xiaoyu Wang, Min Zhang, and Zihao Zhu. 2019. "Research on Microscopic Properties of TiBw/TC4 Composites for Drilling Process" Materials 12, no. 13: 2112. https://doi.org/10.3390/ma12132112