1. Introduction
The carbon fiber–reinforced polymer (CFRP) is widely known for its excellence in specific strength, specific modulus, fatigue resistance, corrosion resistance, forming process, damage safety, and functional designability [
1,
2,
3]. Since the turn of the century, the CFTP has been extensively applied in aerospace engineering, wind turbine blades, sports equipment, and auto parts, becoming the dominant material of lightweight products. More than 90% of the CFRP market is occupied by carbon fiber–reinforced thermosetting polymer (CFRTP), which has enjoyed rapid development thanks to its simple fabrication, fast processing, and high cost performance [
4,
5].
The CFRTP can be molded through compression molding, autoclaving, winding, or pultrusion [
6,
7,
8]. Compression molding stands out for its low cost, high efficiency, low internal stress, small buckling deformation, good mechanical stability, and excellent product repeatability [
9]. Unsurprisingly, this molding method boasts a strong competitive advantage in industrial mass production of parts and components, and the advantage grows with the production volume. However, the process parameters of compression molding (e.g., preheating temperature, molding temperature, molding pressure, pressure holding time, cooling rate, exhaust pressure, exhaust times, and blank holder force) directly affect the flow of the matrix material and the impregnation effect of the reinforcing fibers [
10,
11,
12,
13]. This effect, coupled with the interaction between process parameters, exerts an impact on the quality and mechanical performance of the workpiece. To optimize the mechanical performance of the workpiece, it is critical to analyze the interaction between various factors and determine the best process parameters of compression molding [
14,
15,
16].
In order to optimize the process parameters of compression molding of CFRTP, a lot of research and exploration have done around the establishment of mathematical models, finite element analysis, and experimental verification [
17,
18,
19,
20,
21,
22,
23,
24]. In the field of experimental verification especially, fruitful results have been achieved. By designing the orthogonal test, the sample space is reduced effectively and the test cost is reduced. The mapping relationship between molding process parameters and molding quality was obtained by single-factor tests, which laid a foundation for the study of the mechanism of compression molding. In this paper, the continuous carbon fiber (CCF300)–reinforced polyacrylonitrile (PAN) resin composite was taken as the object, and five process parameters were selected to characterize the compression molding, namely compression temperature, compression pressure, pressure holding time, cooling rate, and mold-opening temperature. Orthogonal tests and single-factor tests were designed to analyze the tensile strength, bending strength, and interlaminar shear strength (ILSS) of workpieces made through compression molding. In light of the test results, the author discussed how each process parameter affects the mechanical performance of the CCF300-reinforced PAN resin composite laminated board, and then optimized the process parameters of compression molding. The research findings shed new light on process optimization, quality control, and molding mechanism of the CFRTP.
2. Materials and Methods
2.1. Raw Materials
The CFRTP is the prepreg supplied from Shanghai TRONXT New Material Technology Co., Ltd. (Shanghai, China), with the carbon fiber as long fiber of Toray T300 and PAN-based carbon fiber as the matrix. The characteristic parameters of the prepreg are listed in
Table 1.
2.2. Test Equipment
2.2.1. Equipment for Compression Molding
The compression molding was conducted on a 2000 kN intelligent mechanical servo universal testing machine, custom-made by Tianjin Tianduan Press Co., Ltd (Tianjin, China). The machine (nominal force: 2000 kN; slider stroke: 600 mm; bed dimension: 1800 mm × 1300 mm) can simulate the molding process curves of many machine tools, such as crank press and hydraulic press, and collect real-time process parameters in equipment movement. In addition, the machine is supported by a handling robot system, a rapid cooling and heating machine, a conveying system, and a forming mold. The forming mold is a custom-made carbon fiber flat forming mold with a forming size of 500 mm × 500 mm. The equipment for compression molding is shown in
Figure 2.
2.2.2. Equipment for Sample Cutting
The samples were cut by a four-axis cantilever waterjet cutting machine (Shenyang HEAD Science & Technology Co., Ltd., Shenyang, China). Under the control of the computer, the machine (effective stroke: 1500 mm × 2000 mm × 150 mm) can cut the workpiece into any form and also trim the formed composite parts to the required size, without being greatly affected by the material texture. The equipment for sample cutting is shown in
Figure 3.
2.2.3. Equipment for Testing
The tests were carried out on an universal material testing machine (MTS Systems Corp, Minneapolis, America). The machine (maximum test force: 50 N~10 kN; effective space of tension: 700 mm; effective test width: 300 mm) is mainly used for testing and analysis of tensile, compressive and bending properties of nonmetallic materials. With three closed-loop control modes (i.e., stress, strain, and displacement), the machine helps to determine such parameters as the maximum force, tensile strength, bending strength, compressive strength, and elongation at break. The equipment for testing is shown in
Figure 4.
2.3. Sample Preparation
To prepare the samples, the carbon fiber prepreg was laid down and covered with a piece of release cloth on the surface to prevent adhesion after heating. Next, the prepreg was relocated to a drying oven for heating. The temperature was maintained at the pre-set value. Finally, the prepreg was taken out and quickly transferred to the mold for compression molding. The entire process was implemented on the automatic assembly line.
The compression molding process of our PAN-based CFRTP is illustrated in
Figure 5 below.
The prepreg was processed in the following steps: First, cut the carbon fiber prepreg into 495 mm × 495 mm to suit the mold size; Then, place the prepreg into an oven to dry for 4 h at 45 °C under near-vacuum conditions; after that, lay the prepreg fibers interlaced at 90° within the flat mold, followed by preheating, heating, pressurizing, pressure holding, cooling, and unloading; finally, the sample was demolded and cut into standard test samples by the four-axis cantilever waterjet cutting machine. The carbon fiber broad after compression molding is shown in
Figure 6 (non-optimal process parameters).
2.4. Characterization and Testing
According to the ASTM D3039 test standard [
25], each tensile test sample was prepared into a dumbbell-shape with a width of 25 mm and a total length of 250 mm and subjected to tensile loading at 2 mm/min with the standard strain rate of 0.01 min
−1.
According to the ASTM D790 test standard [
26], each bending test sample was prepared with a span thickness ratio of 32:1 and a width of 13 mm, prestressed to 5 N, and subjected to bending at 1 mm/min with the test length exceeding the span by 20%.
According to the ASTM D2344 test standard [
27], each ILSS test sample was prepared with a width of 25 mm and a length of 250 mm, and subjected to shearing at 2 mm/min.
The sample after cutting based on ASTM D2344 is shown in
Figure 7.
2.5. Test Orthogonal Plan
The properties of PAN-based CFRTC are influenced by many process conditions of compression molding. This paper mainly targets five process parameters, namely, compression temperature, pressure holding time, compression pressure, cooling rate, and mold-opening temperature.
Table 2 shows the levels of the five parameters in the orthogonal tests.
The orthogonal tests mainly investigate the effects of the five parameters on the mechanical performance of the CFRTP made through compression molding, without considering the interaction between the parameters. The L
16(4
5) orthogonal scheduling (
Table 3) was adopted for the tests [
28,
29].
3. Results and Discussion of Orthogonal Testing
3.1. Result of Orthogonal Test
The standard test samples were prepared according to
Table 3, and subjected to tensile strength, bending strength, and ILSS tests on the universal material testing machine. In order to test the results accurately, each molded laminate was randomly cut into 20 samples, then tensile strength, bending strength, and ILSS were tested in turn, the final measurement results were averaged. The measurement error is indicated by the standard deviation.
The test results are recorded in
Table 4.
3.2. Discussion of Orthogonal Test
The test results on the tensile strength of factor A are cited as an example to interpret the results of the orthogonal tests. As shown in
Table 3, the first level of factor A, denoted as A
1, exerted an impact on the tensile strengths measured in tests 1–4, the second level of factor A, denoted as A
2, exerted an impact on the tensile strengths measured in tests 5–8, the third level of factor A, denoted as A
3, exerted an impact on the tensile strengths measured in tests 9–12, and the fourth level of factor A, denoted as A
4, exerted an impact on the tensile strengths measured in tests 13–16.
The sum of all tensile strengths under A
1, denoted as
, can be expressed as:
The mean of all tensile strengths under A
1, denoted as
, can be expressed as:
The tensile strengths under A
2–4 and those under factors B–D were obtained similarly and recorded in
Table 5.
Different factors led to test results in varied ranges. In general, a large range means the corresponding factor has a high impact on the test results. Thus, the factor leading to the largest range must be the dominant factor [
30]. The range R can be calculated by:
where
and
are the maximum and minimum of the arithmetic mean of the test results under level k of any factor, respectively.
The test design determines that the test conditions for A
1, A
2, A
3, and A
4 have exactly the same comprehensive comparability. As a result, the ranges of the tensile strength, bending strength, and the ILSS in the orthogonal tests could be computed separately. The calculated results are listed in
Table 6 below.
As shown in
Table 6, factors A and E had greater impacts than the other three factors on tensile strength, bending strength, and the ILSS, while factor B showed relatively small impacts on the three mechanical performance. Meanwhile, the process parameters differed slightly in their effects on bending strength and the ILSS, but significantly in their effects on tensile strength. Overall, the five parameters could be ranked as compression temperature, pressure-holding time, compression pressure, cooling rate, and mold-opening temperature, in descending order of the effect on mechanical performance of the workpieces.
4. Results and Discussion of Single-Factor Tests
According to the degree of impacts of each process parameter on mechanical performance (i.e., tensile strength, bending strength, and the ILSS), the operation parameters were increased and adjusted for single-factor tests on compression temperature, pressure-holding time, compression pressure, and cooling rate, respectively. During the tests, one of the process parameters is changed, and the other process parameters are unchanged. Through the single-factor tests, the mapping relationship between the parameters and the mechanical properties as same as the influencing mechanism were analyzed. Since the ILSS is little affected by the process parameters of compression molding, the single-factor tests only consider the tensile strength and the bending strength.
4.1. Effects of Compression Temperature
Table 7 presents how compression temperature affects the mechanical performance of the CFRTC samples made through compression molding at the pressure-holding time of 20 min, the compression pressure of 50 T, the cooling rate of 3.5 °C/min, and the mold-opening temperature of 80 °C.
Based on
Table 7, the mapping relationship between compression temperature and mechanical properties is shown in
Figure 8.
It can be seen from
Figure 8 that the mechanical performance was optimized under the compression temperature of 150 °C and was not greatly affected when the compression temperature fell at 150–155 °C. These results can be explained as follows. In the molding process, if the heating temperature is too low, the resin cannot fully melt or flow, leading to high flow viscosity and insufficient impregnation; if the temperature is too high, the fibers will be ablated, and the resin will degrade, reducing the mechanical performance.
4.2. Effects of Pressure-Holding Time
Table 8 presents how pressure-holding time affects the mechanical performance of the CFRTC samples made through compression molding at the compression temperature of 150 °C, the compression pressure of 50 T, the cooling rate of 3.5 °C/min, and the mold-opening temperature of 80 °C.
Based on
Table 8, the mapping relationship between compression temperature and mechanical properties is shown in
Figure 9.
As shown in
Figure 9, the mechanical performance of the test material gradually increased with the elapse of the pressure-holding time, before the time reached a certain threshold. Any further growth in the time had a negligible effect on the mechanical performance. The mechanical performance remained constant after the threshold because the resin flow and impregnation both improve with the extension of the pressure-holding time, but the flow ceases after the resin is fully impregnated. Taking tensile strength as the main criterion, the optimal pressure-holding time was determined as 20 min for the mechanical properties of the samples.
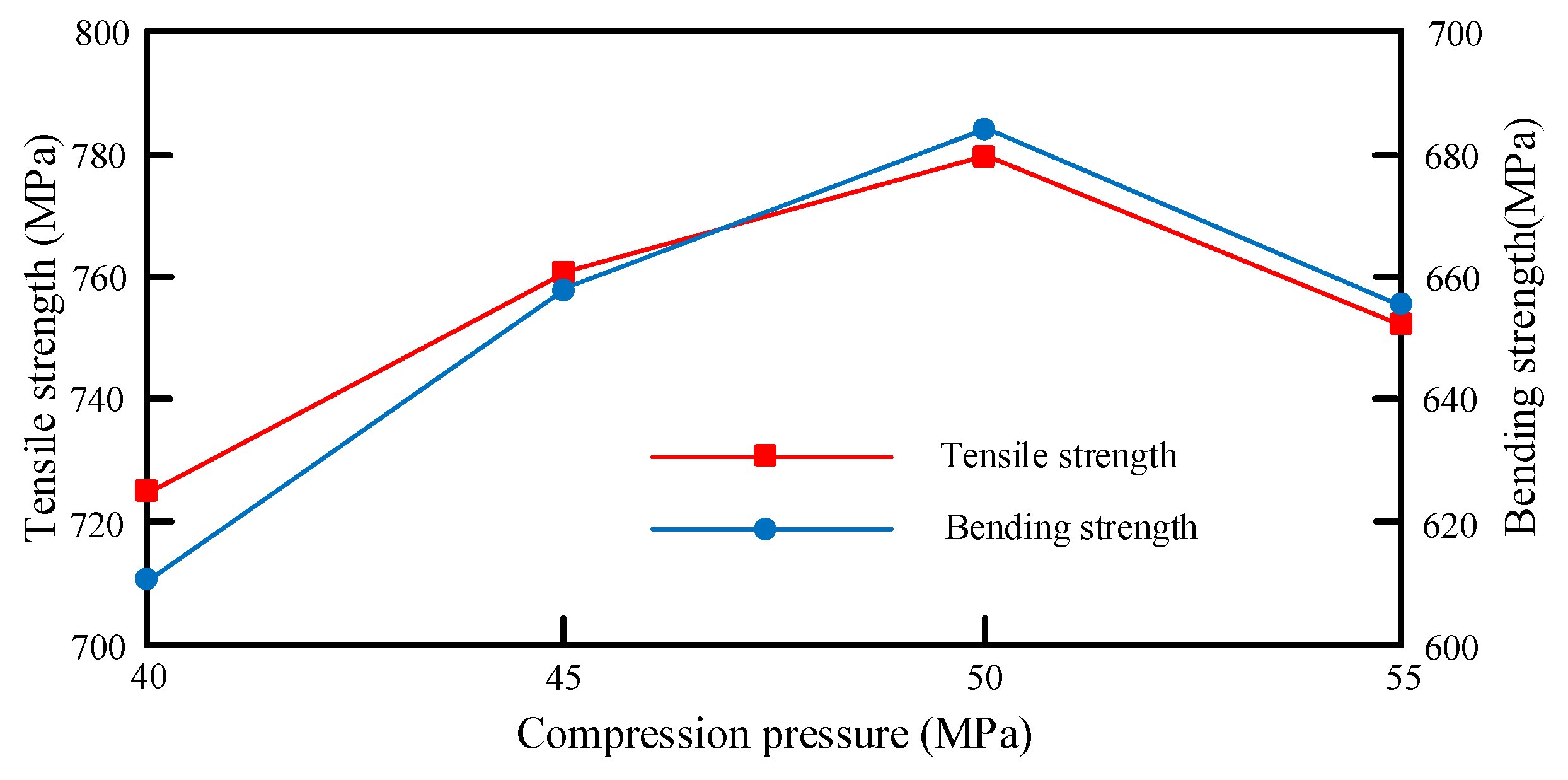
4.3. Effects of Compression Pressure
Table 9 displays how compression pressure affects the mechanical performance of the CFRTC samples made through compression molding at the compression temperature of 150 °C, the pressure-holding time of 20 min, the cooling rate of 3.5 °C/min, and the mold-opening temperature of 80 °C.
Based on
Table 9, the mapping relationship between compression pressure and mechanical properties is shown in
Figure 10.
As can be seen from
Figure 10, the mechanical performance of the samples improved and then declined with the continuous growth in compression pressure. A possible reason is that: The growing pressure provides a greater driving force to resin flow, thus increasing the impregnation rate and permeability of the resin. In this case, the porosity is reduced, and the PAN matrix and the fiber cross-section are bonded tighter than before. If the pressure is too high, the molten resin may overflow and damage the structure, resulting in a decrease in mechanical performance.
4.4. Effects of Cooling Rate
Table 10 showcases how cooling rate affects the mechanical performance of the CFRTC samples made through compression molding at the compression temperature of 150 °C, the pressure-holding time of 20 min, the compression pressure of 50 T, and the mold-opening temperature of 80 °C.
Based on
Table 10, the mapping relationship between cooling rate and mechanical properties is shown in
Figure 11.
Theoretically, the faster the cooling rate, the shorter the cooling time, the greater the residual stress inside the samples, the lower the geometric stability, and the more unstable the mechanical performance. In our test, however, the best mechanical performance was observed at the cooling rate of 3.5 °C/min, under the joint effect of multiple factors.
To sum up, our PAN-based CFRTP achieved the optimal mechanical performance under the following combination of process parameters: A compression temperature of 150 °C, the pressure-holding time of 20 min, a compression pressure of 50 T, a cooling rate of 3.5 °C/min, and a mold-opening temperature of 80 °C. Under this parameter combination, the tensile strength, bending strength, and the ILSS of the samples were respectively 785.28, 680.36, and 66.15 MPa. However, the optimum process parameters are the best parameters in the test state. Through the test, it is difficult to obtain the optimal process parameters of carbon fiber compression molding, and the interaction between theory and finite element analysis is needed.
5. Conclusions
The following conclusions were drawn from the study on the process parameters in the compression molding of PAN-based CFRTC: (i) During compression molding, the mechanical performance of the workpiece increased and then decreased with the growth in such process parameters as compression temperature, pressure-holding time, and compression pressure. Therefore, the mechanical performance of the CFRTC should be maximized by selecting the proper values of the process parameters for compression molding. (ii) During compression molding, the process parameters can be ranked as compression temperature, pressure-holding time, compression pressure, cooling rate, and mold-opening temperature in descending order of their impact on the tensile strength; as pressure-holding time, compression temperature, compression pressure, cooling rate, and mold-opening temperature in descending order of their impact on the bending strength; and as compression temperature, pressure-holding time, cooling rate, mold-opening temperature, and compression pressure in descending order of their impact on the ILSS. (iii) The PAN-based CFRTC achieved the optimal mechanical performance under the compression temperature of 150 °C, the pressure-holding time of 20 min, the compression pressure of 50 T, the cooling rate of 3.5 °C/min, and the mold-opening temperature of 80 °C. Under this parameter combination, the tensile strength, bending strength and the ILSS of the samples were respectively 785.28, 680.36, and 66.15 MPa. (iv) The optimal process curve was plotted according to the results of the orthogonal tests and the single-factor tests, laying a solid basis for intelligent forming and constitutive model.
Author Contributions
Methodology and formal analysis, J.X.; methodology, S.W.; data curation, Z.C.; writing-original draft preparation, J.W.
Funding
This research received no external funding.
Acknowledgments
The research of this paper is made possible by the generous support from Tianjin Sino-German University of Applied Sciences.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Dong, G.Y.; Ding, Y.M.; Yang, W.M.; Xie, P.C. Optimization on Hot Pressing Process Condition for Continuous Carbon Fiber Composite. New Chem. Mater. 2018, 46, 71–74. [Google Scholar]
- Tang, R.H.; Yang, X.J.; Zhang, J. Research of Hot Molding Press on Long Glass Fiber Reinforced Polypropylene Composite. Fiber Reinforced Plast./Compos. 2016, 8, 62–67. [Google Scholar]
- Ding, A.X.; Li, S.X.; Ni, A.Q.; Wang, J.H. A review of numerical simulation of cure-induced distortions and residual stresses in thermoset composites. Acta Mater. Compos. Sinica 2017, 34, 471–485. [Google Scholar]
- Xie, H.Q.; Chen, H.; Fang, S.Q. Numerical Simulation of Curing Degree and Unstable Temperature Field During Modeling Process of Polymer Composite Materials. Acta Mater. Compos. Sin. 2003, 20, 73–76. [Google Scholar]
- Zhang, J.T.; Shang, Y.D.; Zhang, M.; Liu, L.S.; Zhai, P.C.; Li, S.X. Analysis on the Process Dependent Viscoelastic Properties and Residual Stresses of Composites During Cure. Mater. Compos. Sin. 2017, 34, 979–986. [Google Scholar]
- Massarwa, E.; Aboudi, J.; Haj-Ali, R. A Multiscale Progressive Damage Analysis for Laminated Composite Structures using the Parametric HFGMC Micromechanics. Compos. Struct. 2018, 26, 1730–1742. [Google Scholar] [CrossRef]
- Song, Y.; Gandhi, U.; Sekito, T.; Vaidya, U.K.; Vallury, S.; Yang, A.; Osswald, T. CAE Method for Compression Molding of Carbon Fiber-Reinforced Thermoplastic Composite Using Bulk Materials. Compos. A. Appl. Sci. Manuf. 2018, 114, 388–397. [Google Scholar] [CrossRef]
- Vinová, L.; Urban, T. Testing of mechanical properties of thick-walled carbon fiber composite for FEM simulations. Mater. Today Proc. 2017, 4, 5989–5994. [Google Scholar] [CrossRef]
- Corbridge, D.M.; Harper, L.T.; De Focatiis, D.S.A.; Warrior, N.A. Compression moulding of composites with hybrid fibre architectures. Compos. A Appl. Sci. Manuf. 2017, 95, 87–99. [Google Scholar] [CrossRef]
- Ding, A.; Li, S.; Wang, J.; Ni, A.; Zu, L. A new path-dependent constitutive model predicting cure-induced distortions in composite structures. Compos. A Appl. Sci. Manuf. 2017, 95, 183–196. [Google Scholar] [CrossRef]
- Roze, A.V.; Zhigun, I.G. Three-dimensional reinforced fabric materials. Mech. Compos. Mater. 1970, 6, 272–278. [Google Scholar] [CrossRef]
- Dixit, A.; Mali, H.S.; Misra, R.K. Investigation of the Thermomechanical Behavior of a 2 × 2 TWILL Weave Fabric Advanced Textile Composite. Mech. Compos. Mater. 2015, 51, 253–264. [Google Scholar] [CrossRef]
- Gabrion, X.; Placet, V.; Frédérique, T.; Lamine, B. About the thermomechanical behaviour of a carbon fibre reinforced high-temperature thermoplastic composite. Compos. B. Eng. 2016, 95, 386–394. [Google Scholar] [CrossRef] [Green Version]
- Molchanov, E.S.; Yudin, V.E.; Kydralieva, K.A.; Elokhovskii, V.Y. Comparison of the thermomechanical characteristics of porcher carbon fabric-based composites for orthopaedic applications. Mech. Compos. Mater. 2012, 48, 343–350. [Google Scholar] [CrossRef]
- Maligno, A.R.; Warrior, N.A.; Long, A.C. Effects of interphase material properties in unidirectional fibre reinforced composites. Compos. Sci. Technol. 2010, 70, 36–44. [Google Scholar] [CrossRef]
- Haider, A.Z.; Zhao, X.L.; Riadh, A.M. Mechanical characterisation of the dynamic tensile properties of CFRP sheet and adhesive at medium strain rates. Compos. Struct. 2013, 96, 153–164. [Google Scholar]
- Tzounis, L.; Zappalorto, M.; Panozzo, F.; Tsirka, K.; Maragoni, L.; Paipetis, A.; Quaresimin, M. Highly conductive ultra-sensitive SWCNT-coated glass fiber reinforcements for laminate composites structural health monitoring. Compos. B. Eng. 2019, 169, 37–44. [Google Scholar] [CrossRef]
- Tzounis, L.; Debnath, S.; Rooj, S.; Fischer, D.; Mäder, E. High performance natural rubber composites with a hierarchical reinforcement structure of carbon nanotube modified natural fibers. Mater. Des. 2014, 58, 1–11. [Google Scholar] [CrossRef]
- Zhang, Y.; Choi, J.R.; Park, S.J. Enhancing the heat and load transfer efficiency by optimizing the interface of hexagonal boron nitride/elastomer nanocomposites for thermal management applications. Polymer 2018, 143, 1–9. [Google Scholar] [CrossRef]
- Zhang, Y.; Rak, C.J.; Park, S.J. Interlayer polymerization in amine-terminated macromolecular chain-grafted expanded graphite for fabricating highly thermal conductive and physically strong thermoset composites for thermal management applications. Compos. A Appl. Sci. Manuf. 2018, 109, 498–506. [Google Scholar] [CrossRef]
- Tsirka, K.; Foteinidis, G.; Dimos, K.; Tzounis, L.; Gournis, D.; Paipetis, A.S. Production of hierarchical all graphitic structures: A systematic study. J. Colloid. Interface Sci. 2017, 487, 444–457. [Google Scholar] [CrossRef] [PubMed]
- Felisberto, M.; Tzounis, L.; Sacco, L.; Stamm, M.; Candal, R.; Rubiolo, G.H.; Goyanes, S. Carbon nanotubes grown on carbon fiber yarns by a low temperature CVD method: A significant enhancement of the interfacial adhesion between carbon fiber/epoxy matrix hierarchical composites. Compos. Commun. 2017, 3, 33–37. [Google Scholar] [CrossRef]
- Kyriaki, T.; Lazaros, T.; Apostolos, A.; Marco, L.; Viktor, M.; Alkiviadis, S.P. Optimal synergy between micro and nano scale: Hierarchical all carbon composite fibers for enhanced stiffness, interfacial shear strength and Raman strain sensing. Compos. Sci. Technol. 2018, 165, 240–249. [Google Scholar]
- Tzounis, L.; Kirsten, M.; Simon, F.; Mader, E.; Stamm, M. The interphase microstructure and electrical properties of glass fibers covalently and non-covalently bonded with multiwall carbon nanotubes. Carbon 2014, 73, 310–324. [Google Scholar] [CrossRef]
- ASTM D3039-8: Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM Committee D30, Los Angeles, America, 2005. Available online: http://www.doc88.com/p-0317203080665.html (accessed on 12 March 2015).
- ASTM D790-03: Standard Test Method for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. ASTM Committee D20, Los Angeles, America, 2003. Available online: https://wenku.baidu.com/view/42b33baad1f34693daef3e58.html (accessed on 25 September 2010).
- ASTM D2344-13: Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates. ASTM Committee D20, Los Angeles, America, 2002. Available online: http://www.doc88.com/p-7714490602595.html (accessed on 3 November 2015).
- Ha, S.K.; Huang, Y.C.; Han, H.H.; Jin, K.K. Micromechanics of Failure for Ultimate Strength Predictions of Composite Laminates. J. Compos. Mater. 2010, 44, 2347–2361. [Google Scholar]
- He, Q.; Yang, W.F.; Tang, Q.R. Research on mould pressing forming for composites component. Manuf. Autom. 2015, 37, 7–9. [Google Scholar]
- Wu, Y.Q. Effect of Molding Process on Properties of Medium Temperature Curing Epoxy Carbon Fiber Composites. Hi-Tech. Fiber. Appl. 2018, 43, 45–50. [Google Scholar]
Figure 2.
Equipment for compression molding.
Figure 2.
Equipment for compression molding.
Figure 3.
Equipment for sample cutting.
Figure 3.
Equipment for sample cutting.
Figure 4.
Equipment for testing.
Figure 4.
Equipment for testing.
Figure 5.
The compression molding process.
Figure 5.
The compression molding process.
Figure 6.
The carbon fiber broad after compression molding.
Figure 6.
The carbon fiber broad after compression molding.
Figure 7.
The sample after cutting based on ASTM D2344.
Figure 7.
The sample after cutting based on ASTM D2344.
Figure 8.
Mapping relationship between compression temperature and mechanical properties.
Figure 8.
Mapping relationship between compression temperature and mechanical properties.
Figure 9.
Mapping relationship between pressure-holding time and mechanical properties.
Figure 9.
Mapping relationship between pressure-holding time and mechanical properties.
Figure 10.
Mapping relationship between compression pressure and mechanical properties.
Figure 10.
Mapping relationship between compression pressure and mechanical properties.
Figure 11.
Mapping relationship between cooling rate and mechanical properties.
Figure 11.
Mapping relationship between cooling rate and mechanical properties.
Table 1.
The characteristic parameters of the prepreg.
Table 1.
The characteristic parameters of the prepreg.
| Index | Value |
|---|
| Form | 12 K; 2 × 2 Twill |
| Width (mm) | 1,000 ± 10 |
| Fabric surface density (g/m2) | 400 ± 10 |
| Prepreg surface density (g/m2) | 727 ± 28 |
| Resin content (%) | 40 ± 2 |
| Prepreg thickness (mm) | 0.44 ± 0.02 |
Table 2.
The levels of the five parameters in the orthogonal tests.
Table 2.
The levels of the five parameters in the orthogonal tests.
| Level | A | B | C | D | E |
|---|
| Compression Temperature (°C) | Mold-Opening Temperature (°C) | Cooling Rate
(°C/min) | Compression Pressure
(MPa) | Pressure-Holding Time (min) |
|---|
| 1 | 140 | 70 | 3 | 40 | 10 |
| 2 | 150 | 80 | 3.5 | 45 | 15 |
| 3 | 160 | 90 | 4 | 50 | 20 |
| 4 | 170 | 100 | 4.5 | 55 | 25 |
Table 3.
Orthogonal test schedule.
Table 3.
Orthogonal test schedule.
| Test No. | Influencing Factors |
|---|
| A | B | C | D | E |
|---|
| 1 | 140 | 70 | 3 | 40 | 10 |
| 2 | 140 | 80 | 3.5 | 45 | 15 |
| 3 | 140 | 90 | 4 | 50 | 20 |
| 4 | 140 | 100 | 4.5 | 55 | 25 |
| 5 | 150 | 80 | 4 | 55 | 10 |
| 6 | 150 | 90 | 4.5 | 40 | 15 |
| 7 | 150 | 100 | 3 | 45 | 20 |
| 8 | 150 | 70 | 3.5 | 50 | 25 |
| 9 | 160 | 90 | 3 | 45 | 25 |
| 10 | 160 | 100 | 3.5 | 50 | 10 |
| 11 | 160 | 70 | 4 | 55 | 15 |
| 12 | 160 | 80 | 4.5 | 40 | 20 |
| 13 | 170 | 100 | 4 | 40 | 15 |
| 14 | 170 | 70 | 4.5 | 45 | 20 |
| 15 | 170 | 80 | 3 | 50 | 25 |
| 16 | 170 | 90 | 3.5 | 55 | 10 |
Table 4.
The results of L16(45) orthogonal tests.
Table 4.
The results of L16(45) orthogonal tests.
| Test No. | Tensile Strength | Bending Strength | ILSS |
|---|
| Test Results (MPa) | Error | Test Results (MPa) | Error | Test Results (MPa) | Error |
|---|
| 1 | 742.16 | 11.05 | 627.93 | 10.15 | 50.57 | 3.96 |
| 2 | 753.45 | 12.47 | 615.56 | 9.87 | 58.71 | 4.13 |
| 3 | 712.26 | 11.46 | 638.37 | 9.62 | 54.35 | 4.64 |
| 4 | 724.13 | 12.78 | 620.03 | 10.58 | 62.19 | 4.29 |
| 5 | 698.72 | 14.21 | 668.40 | 11.02 | 57.08 | 3.89 |
| 6 | 733.38 | 13.52 | 642.66 | 10.84 | 72.74 | 3.78 |
| 7 | 719.75 | 12.89 | 628.41 | 9.81 | 60.48 | 5.06 |
| 8 | 688.96 | 13.46 | 557.83 | 15.42 | 66.36 | 5.22 |
| 9 | 661.37 | 10.99 | 604.07 | 10.35 | 59.94 | 5.48 |
| 10 | 692.62 | 11.47 | 626.93 | 12.77 | 51.23 | 3.72 |
| 11 | 723.58 | 14.23 | 647.45 | 12.93 | 60.90 | 3.90 |
| 12 | 722.21 | 13.74 | 585.28 | 9.84 | 56.65 | 4.27 |
| 13 | 672.49 | 11.67 | 572.74 | 9.21 | 61.97 | 4.02 |
| 14 | 663.85 | 12.10 | 590.26 | 10.86 | 64.04 | 4.45 |
| 15 | 658.27 | 12.79 | 601.82 | 10.93 | 63.29 | 4.67 |
| 16 | 704.32 | 13.62 | 610.19 | 10.83 | 65.22 | 3.92 |
Table 5.
The results on tensile strengths of the orthogonal tests.
Table 5.
The results on tensile strengths of the orthogonal tests.
Tensile Strength
(MPa) | Influencing Factors |
|---|
| A | B | C | D | E |
|---|
| 2932.00 | 2818.55 | 2781.55 | 2870.25 | 2837.82 |
| 2840.81 | 2832.65 | 2839.35 | 2798.42 | 2882.90 |
| 2799.78 | 2811.33 | 2807.05 | 2752.11 | 2818.07 |
| 2698.93 | 2808.99 | 2843.57 | 2850.75 | 2732.73 |
| 733.00 | 704.64 | 695.39 | 717.56 | 709.46 |
| 710.20 | 708.16 | 709.84 | 699.61 | 720.73 |
| 699.95 | 702.83 | 701.76 | 688.03 | 704.52 |
| 674.73 | 702.24 | 710.89 | 712.69 | 683.18 |
Table 6.
The ranges of mechanical performance in the orthogonal tests.
Table 6.
The ranges of mechanical performance in the orthogonal tests.
| Mechanical Performance | A | B | C | D | E | Ranking |
|---|
| Tensile strength (MPa) | 58.27 | 5.92 | 15.51 | 29.53 | 37.54 | A > E > D > C > B |
| Bending strength (MPa) | 31.72 | 17.96 | 29.11 | 30.28 | 37.43 | E > A > D > C > B |
| ILSS (MPa) | 7.71 | 4.13 | 5.34 | 2.54 | 7.56 | A > E > C > B > D |
Table 7.
Effects of compression temperature on mechanical performance.
Table 7.
Effects of compression temperature on mechanical performance.
| Compression Temperature (°C) | 140 | 145 | 150 | 155 | 160 | 165 | 170 |
| Tensile Strength (MPa) | 701.74 | 762.90 | 785.28 | 778.42 | 749.16 | 712.55 | 660.43 |
| Bending Strength (MPa) | 632.62 | 663.81 | 680.36 | 654.74 | 632.53 | 608.72 | 582.67 |
Table 8.
Effects of pressure-holding time on mechanical performance.
Table 8.
Effects of pressure-holding time on mechanical performance.
| Pressure-Holding Time (min) | 10 | 15 | 20 | 25 |
| Tensile Strength (MPa) | 712.39 | 768.90 | 785.28 | 776.64 |
| Bending Strength (MPa) | 640.27 | 656.43 | 680.36 | 681.76 |
Table 9.
Effects of compression pressure on mechanical performance.
Table 9.
Effects of compression pressure on mechanical performance.
| Compression Pressure (MPa) | 40 | 45 | 50 | 55 |
| Tensile Strength (MPa) | 710.39 | 758.91 | 785.28 | 755.35 |
| Bending Strength (MPa) | 624.83 | 661.32 | 680.36 | 652.47 |
Table 10.
Effects of cooling rate on mechanical performance.
Table 10.
Effects of cooling rate on mechanical performance.
| Cooling Rate (°C/min) | 3 | 3.5 | 4 | 4.5 |
| Tensile Strength (MPa) | 760.14 | 785.28 | 780.17 | 778.42 |
| Bending Strength (MPa) | 653.37 | 680.36 | 669.45 | 672.60 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}