Wear Mechanisms and Wear Model of Carbide Tools during Dry Drilling of CFRP/TiAl6V4 Stacks

 ,
,  ,
, 
Abstract
:1. Introduction
1.1. Importance of Tool Wear in Aerostructure Drilling: Material Damages and Tooling Costs
1.2. Wear Mechanisms in CFRP, Ti Alloys and CFRP/Ti Alloys Stacks
1.3. Wear Models for Prediction of Tool Life
1.4. Work Developed
2. Methodology
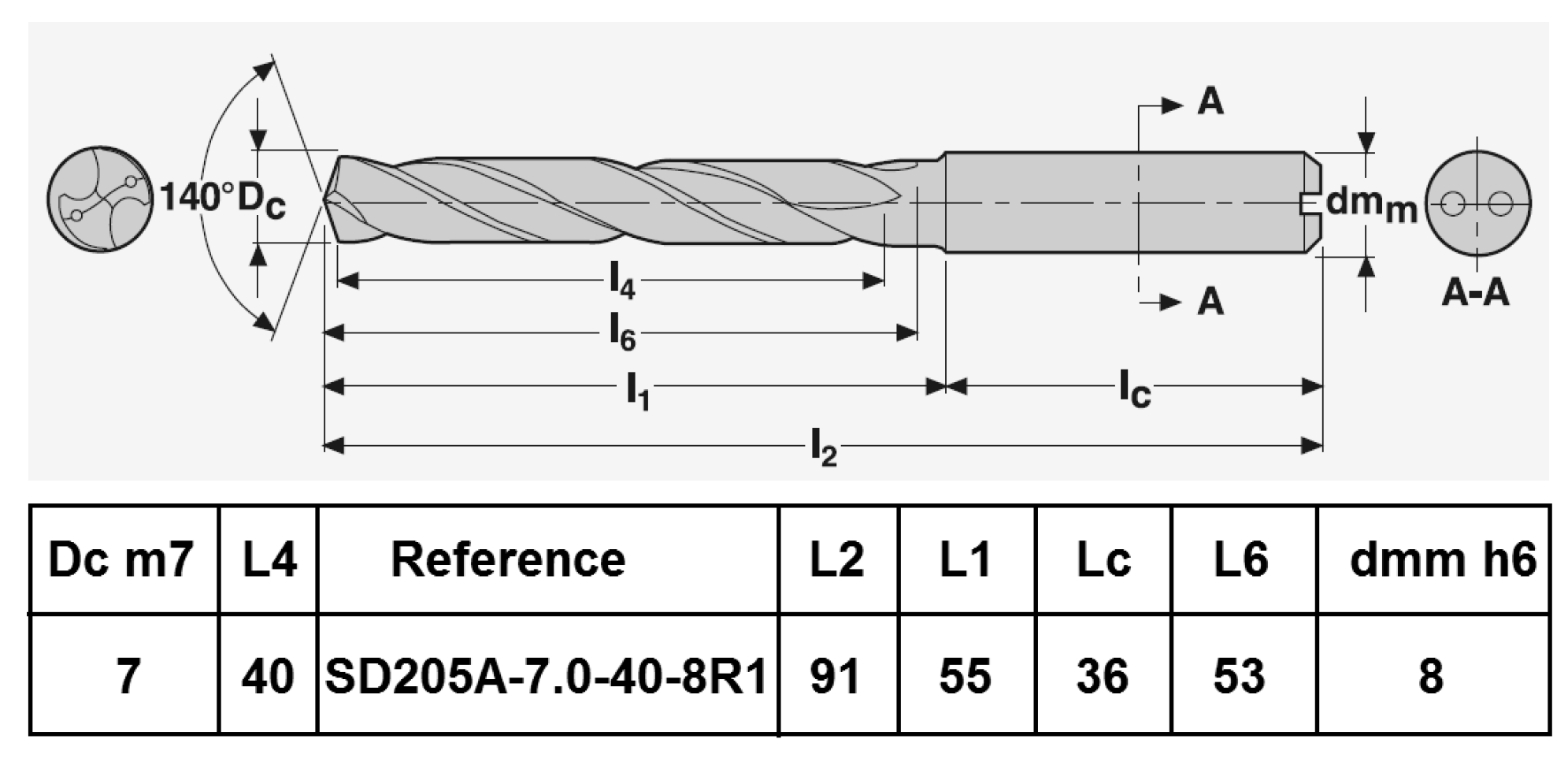
2.1. Drill Selection
2.2. CFRP, Ti and CFRP/Ti6Al4V Materials
2.3. Drilling Procedure and Equipment Used
2.4. Data Recorded (Axial Load, Torque, Temperature, Wear)
3. Experimental Results
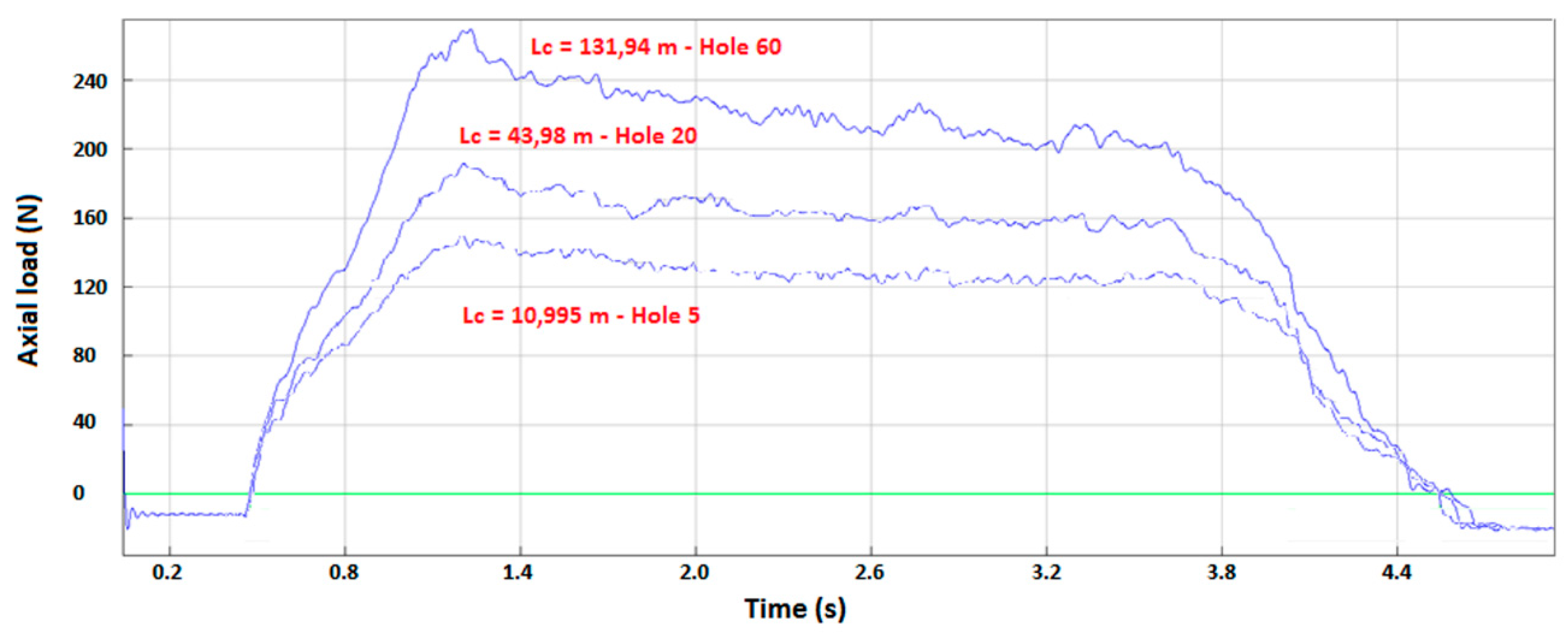
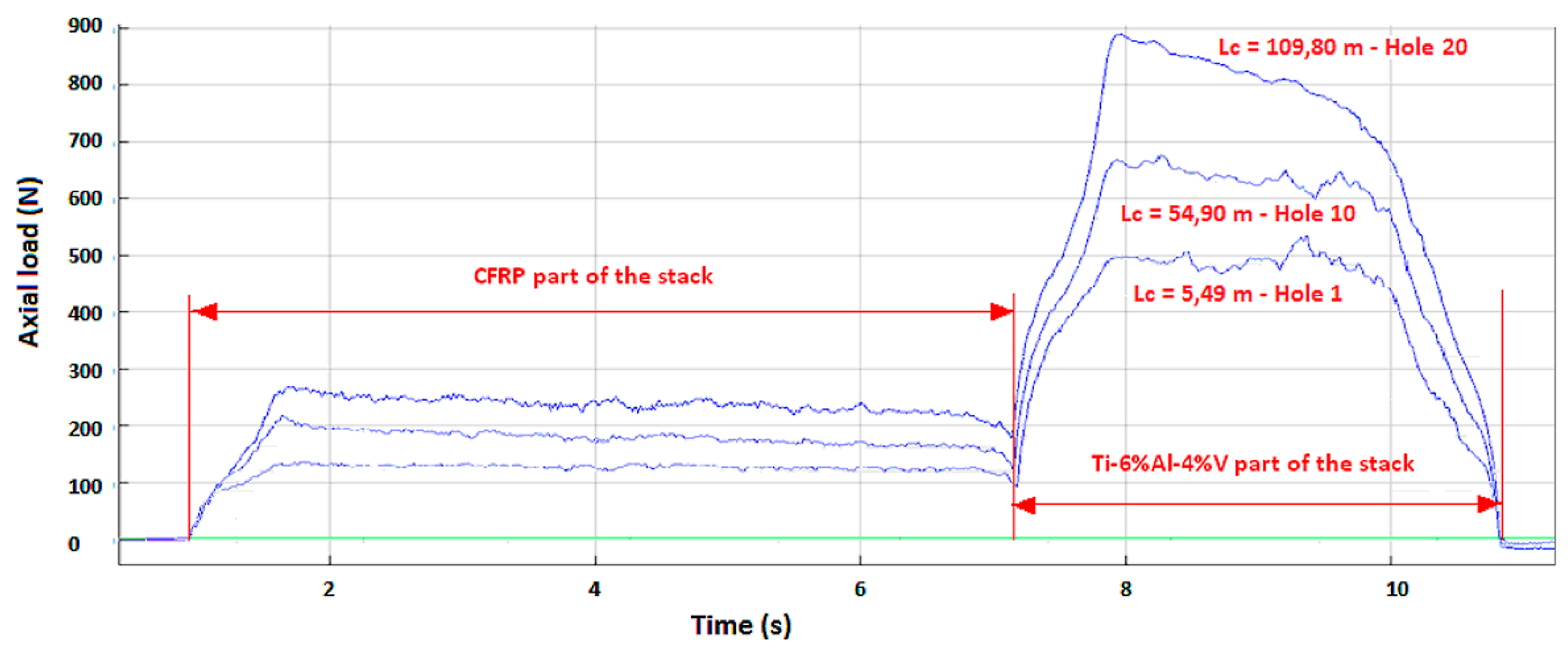
3.1. Axial Load in CFRP, Ti6Al4V and CFRP/Ti6Al4V Stacks
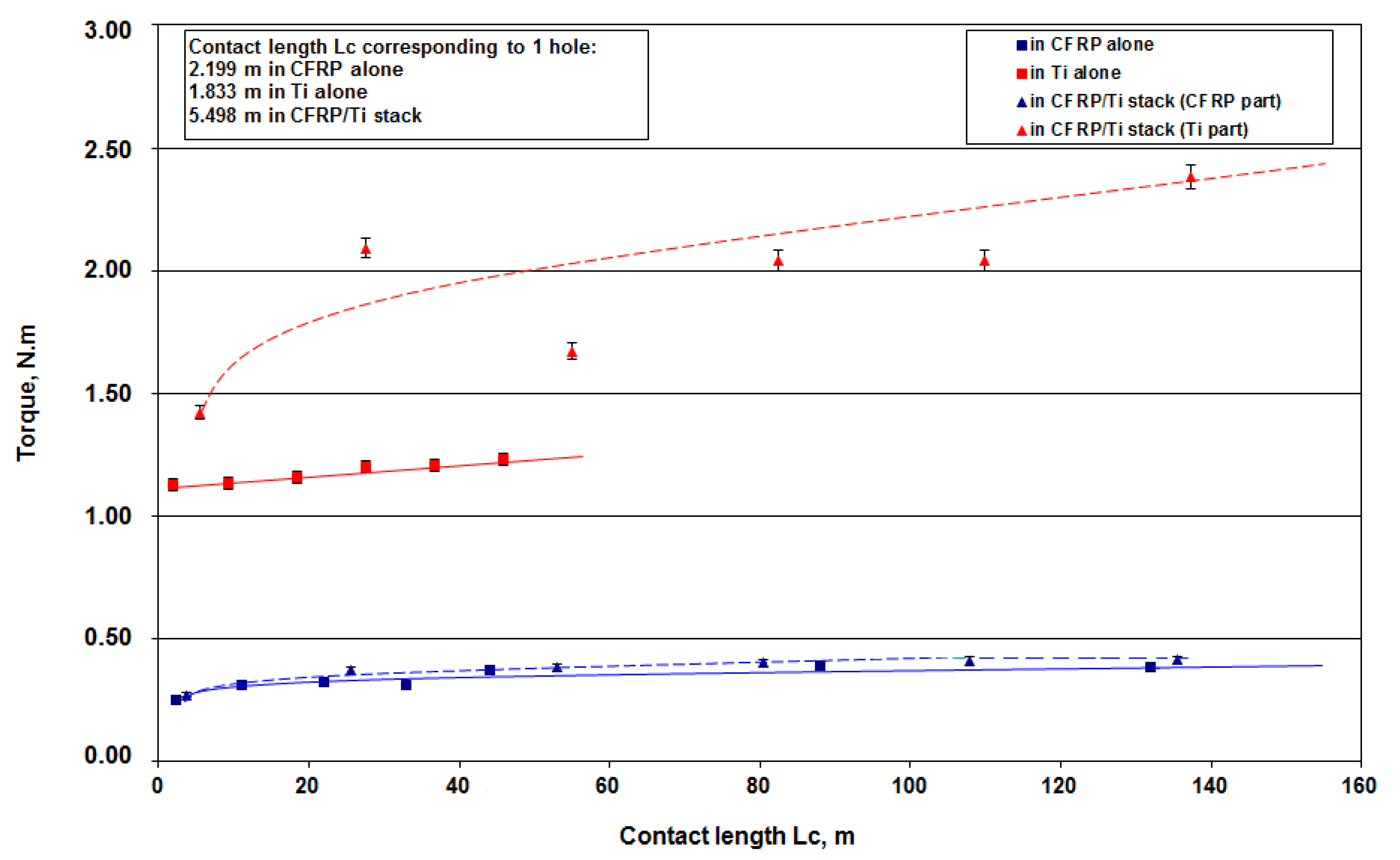
3.2. Torque in CFRP, Ti6Al4V and CFRP/Ti6Al4V Stacks
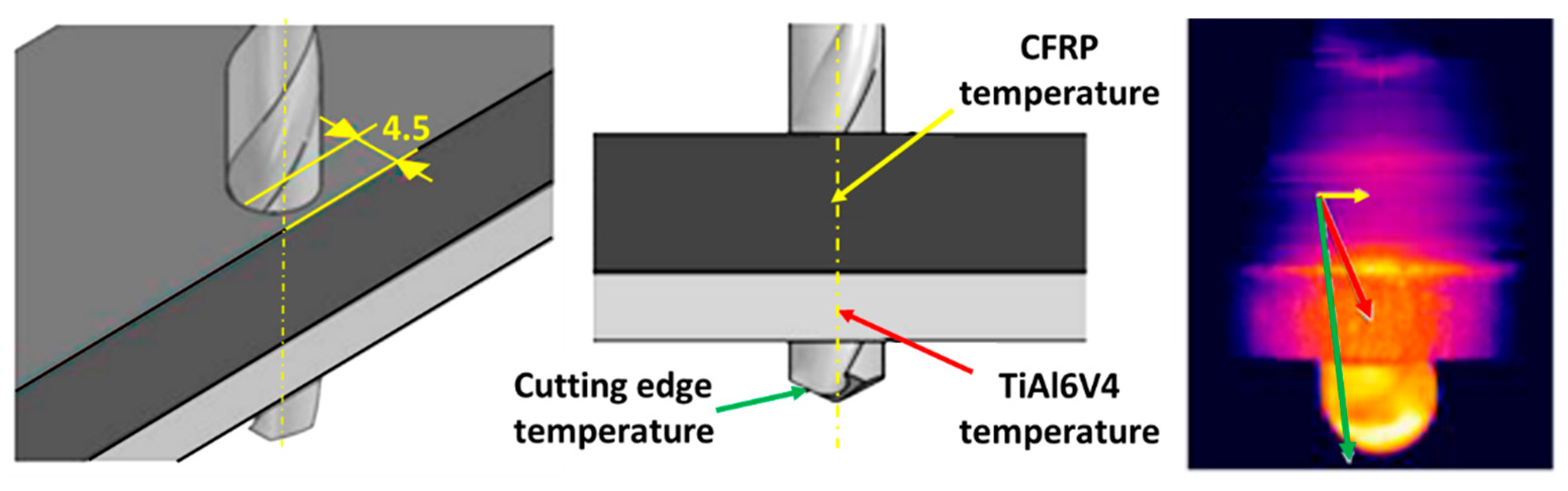
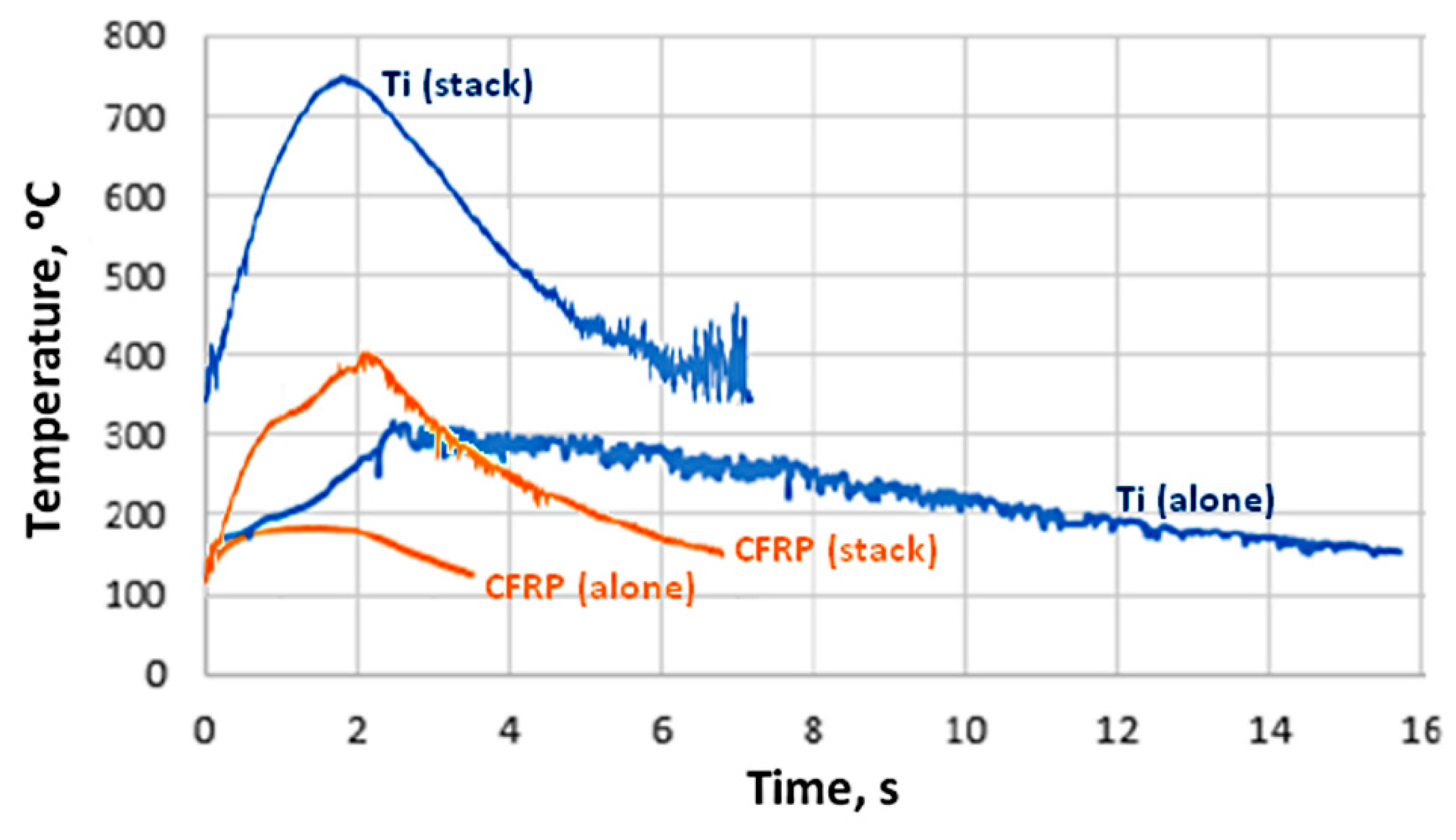
3.3. Temperature in CFRP, Ti6Al4V and CFRP/Ti6Al4V Stacks
4. Tool Wear in CFRP, Ti6Al4V and CFRP/Ti6Al4V Stacks
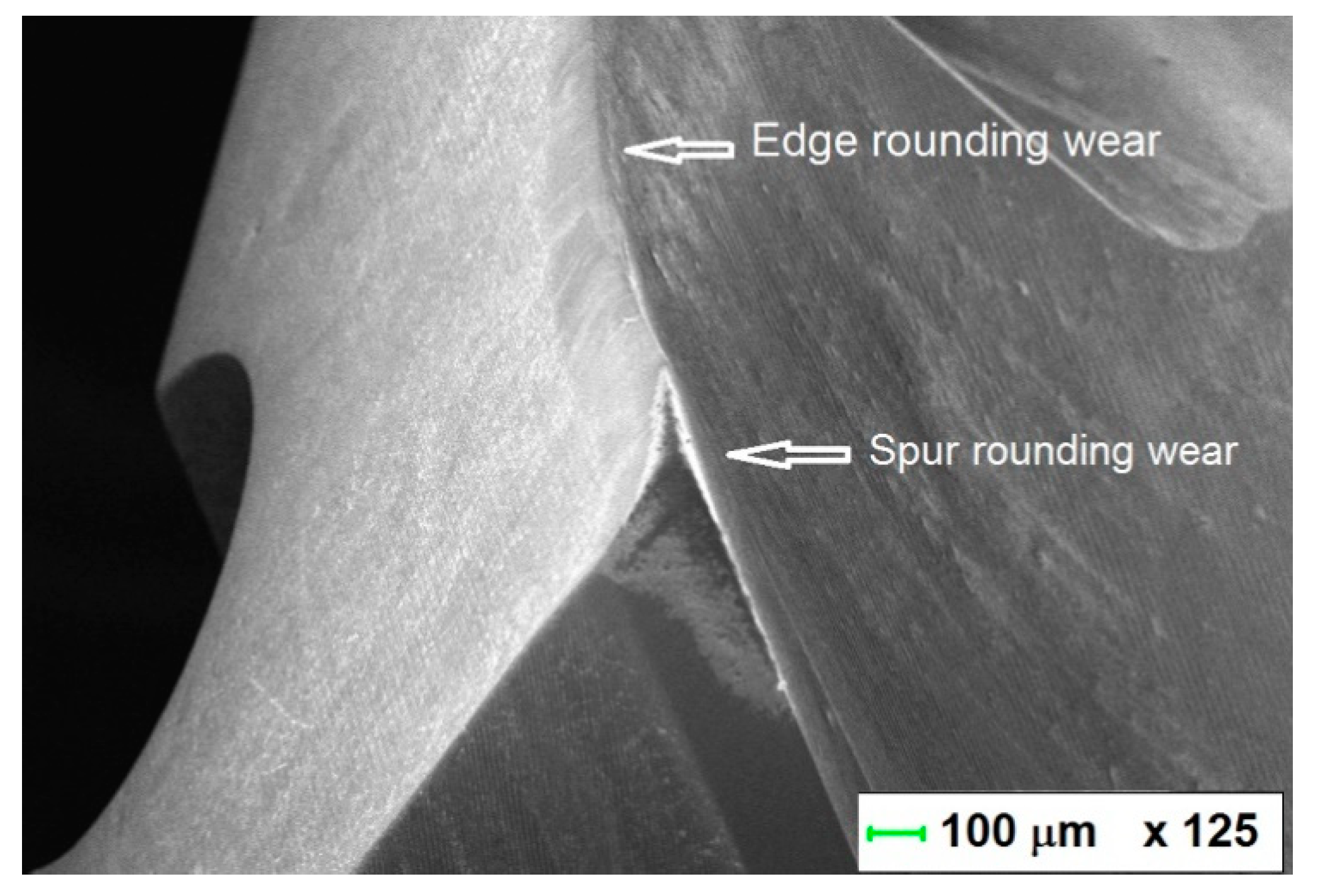
4.1. CFRP Alone
4.2. Ti-6%Al-4%V Alone
4.3. CFRP/Ti-6%Al-4%V Stacks
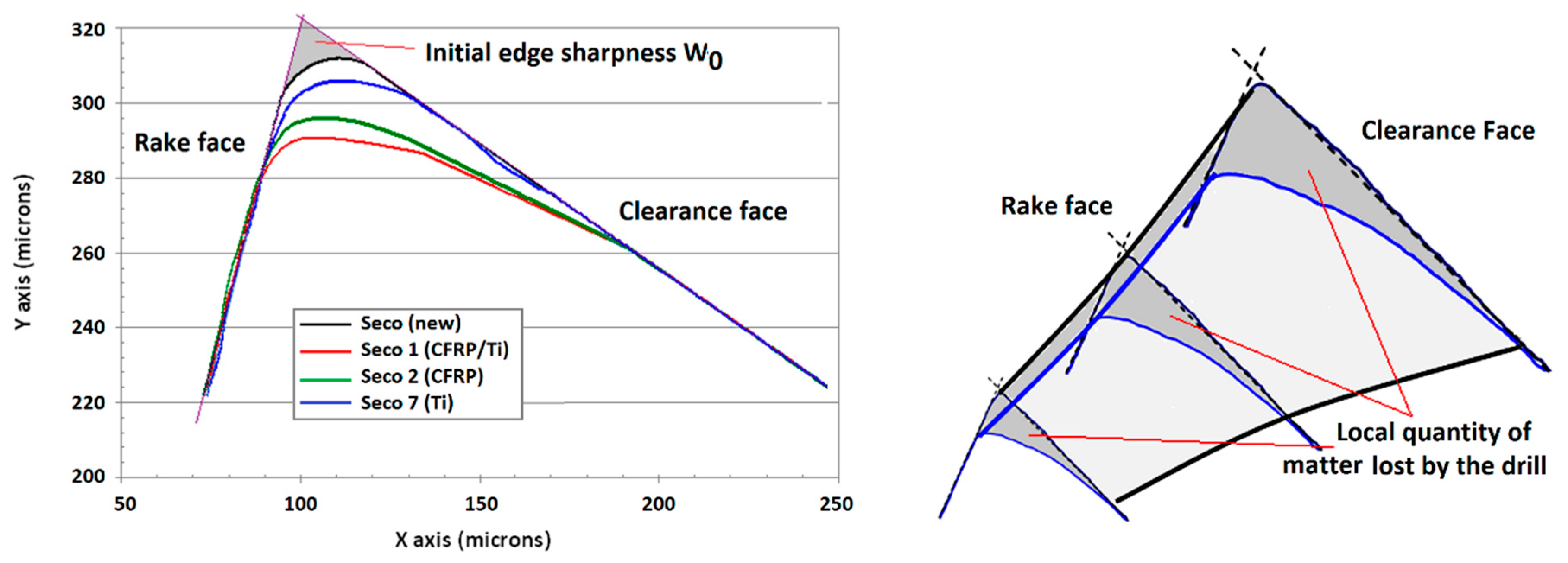
4.4. Tool Wear Measurements
5. Tool Wear Analysis
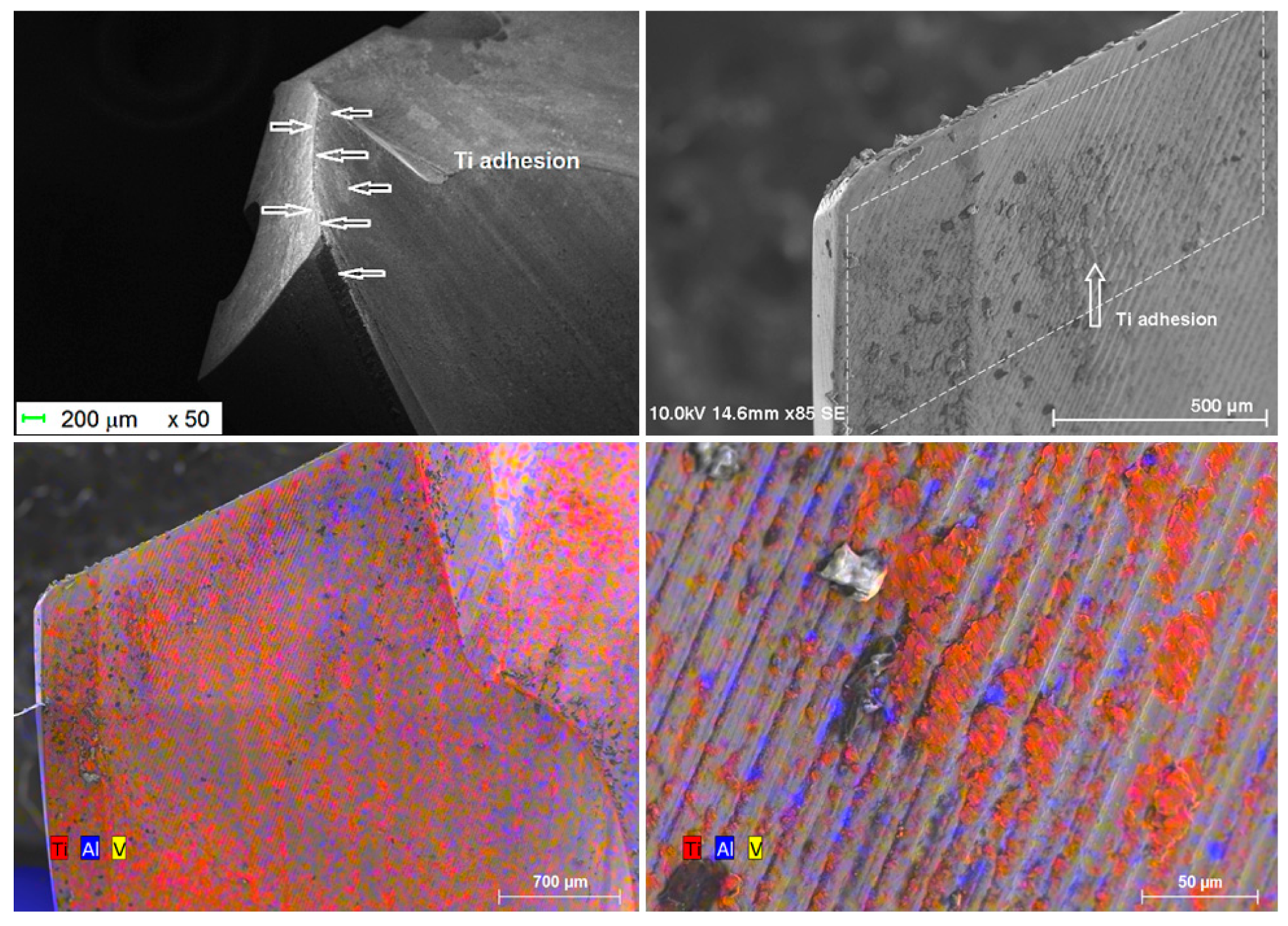
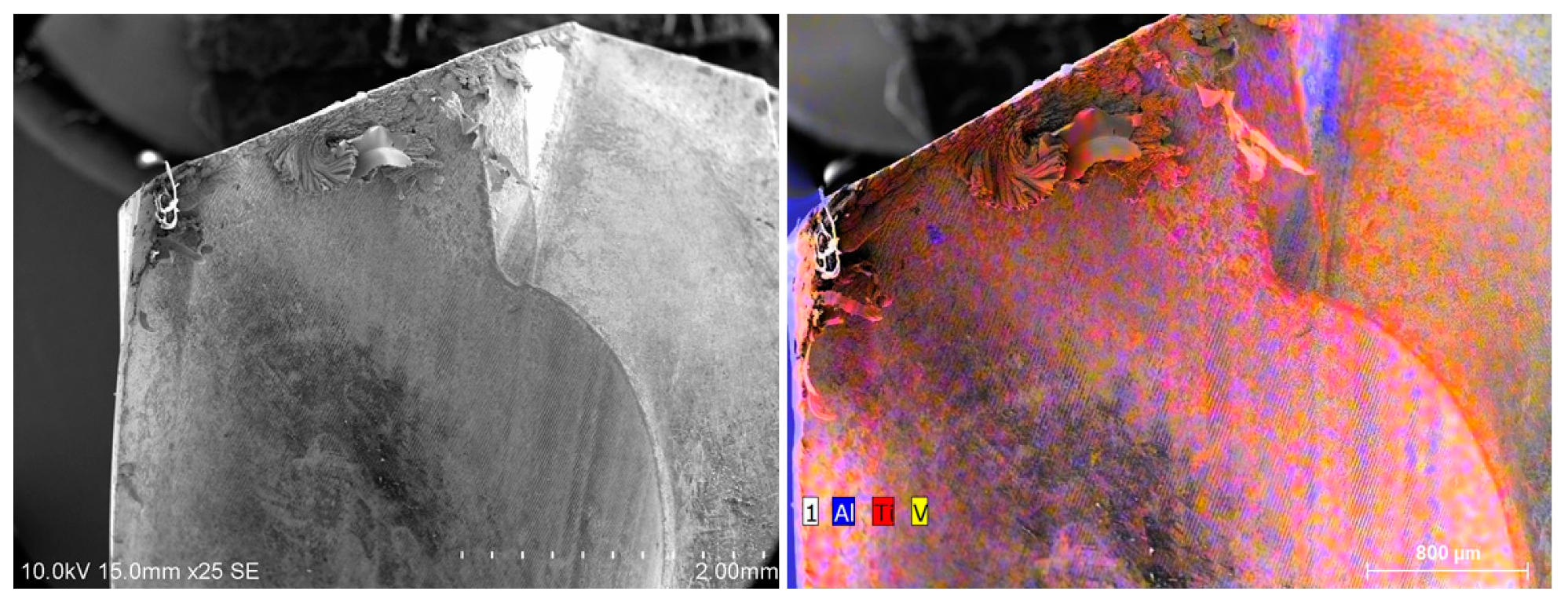
5.1. Adhesion Path in Ti6Al4V of the Stack
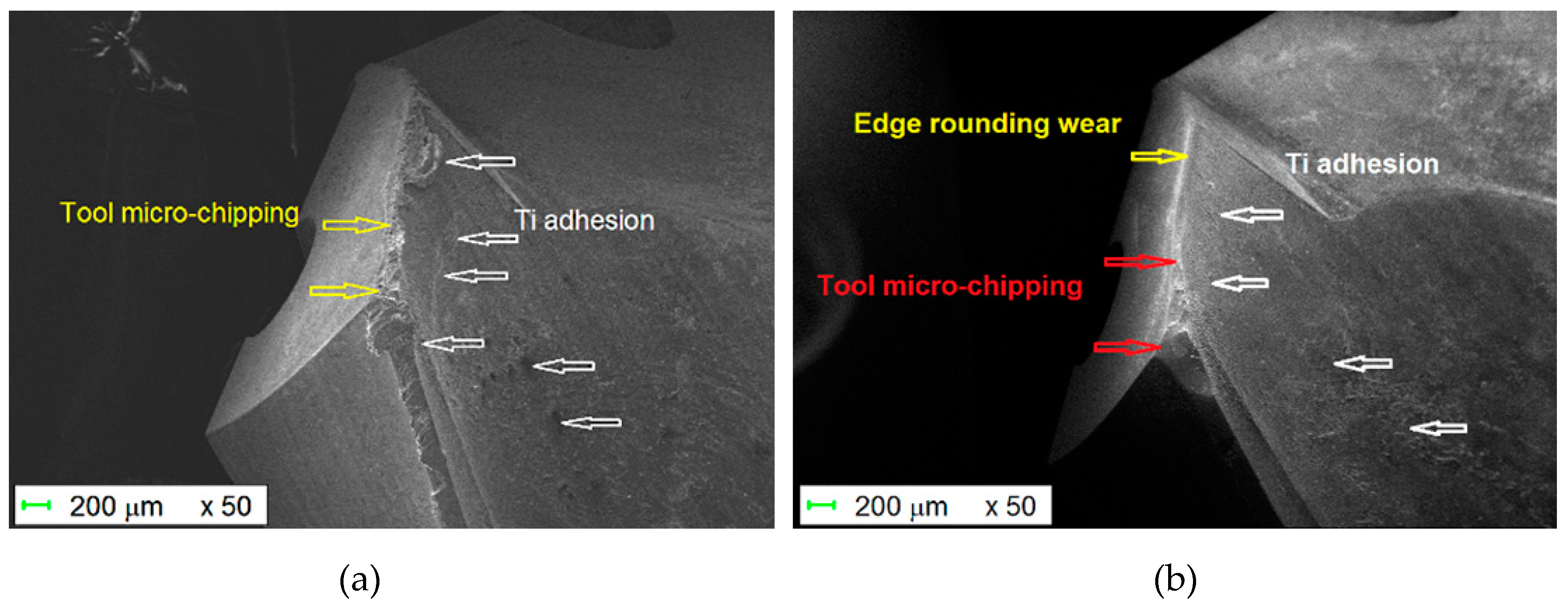
5.2. Tool Wear Mechanisms in CFRP/Ti6Al4V Stacks:
- −
- As it passes through the CFRP, the area around the cutting edge of the tool is cleaned by abrasion of the fibers and becomes chemically very reactive.
- −
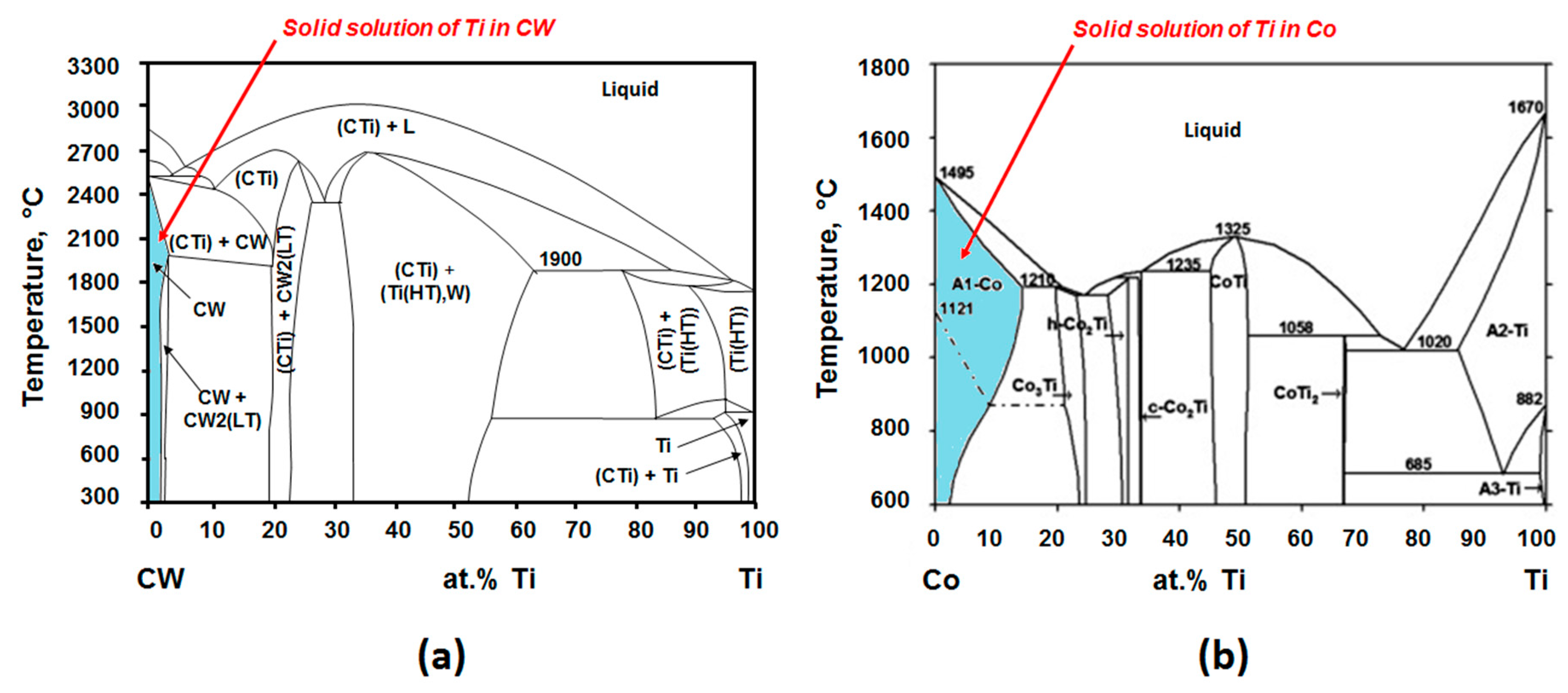
- When passing through the titanium alloy, the temperature reaches values above 500 °C, which promotes the adhesion of titanium particles to the surface of the tool by creating (Ti,W)C carbides which oxidize quickly to give (Ti,O)C oxycarbides.
- −
- Again, in the CFRP, the abrasion of the carbon fibers removes the titanium deposits from the tool and pulls out the oxycarbides associated with the titanium deposit. The abrasion of the fibers erases the imperfections of the cutting edge giving a very reactive chemical surface again.
6. Tool Wear Model for the Drilling of CFRP/Ti6Al4V Stacks
7. Discussion
8. Conclusions
- It has been confirmed the dominating tool wear modes when drilling CFRP-only (edge and spur rounding wear) or Ti-only (flank wear and edge chipping). It has been pointed out that the axial load and the temperature fields on the cutting edge are quite different and lower in the base materials than in the stack. Thus, the novelty and originality of this contribution concerns the mechanisms of wear and the diffusion path, explaining the adhesion of titanium on the tool and its posterior elimination by the carbon fibers.
- This diffusion is favored when drilling the stack, by the high temperature and pressure achieved on the cutting edge, leading to a strong reaction between titanium and CW particles of the tool. Due to these high temperatures reached, (Ti,W)C carbides are formed which oxidize quickly to give (Ti,O)C oxycarbides. These friable oxycarbides facilitate the CW particles shearing and pull-out (tip and edge chipping) during the CFRP drilling phase. The abrasion of the fibers erases the imperfections of the cutting edge giving, a clean and reactive chemical surface once more. This behavior explains that the dominating wear modes in the stack are a combination of chipping, edge and spur rounding.
- An iterative phenomenological model has been developed which takes into account all the drilling history of the tool. The model allows for the determination of the wear of the tool for the n holes performed and for the prediction of the axial load for the n+1 hole, depending of the drilling conditions and the wear reached at the end of the nth hole. The wear and the axial load models developed fit the experimental data very well (error of prediction below 10%) and can be used for the monitoring of the process.
- The results of this contribution should make it possible to optimize the drilling of the CFRP/Titanium stack by improving the tool life. One of the solutions is to modify the chemical composition of carbides to reduce the chemical affinity between CW and titanium. Early solutions are being developed by Sandvik among others, and will have to be evaluated with tool geometries specific to this type of stacking. The second solution consists of covering these diamond-modified chemical tools and checking that the growth and adhesion of the diamond is not modified by the presence of new elements. The third solution is to limit the increase in temperature in the cutting zone by using a cryogenic refrigerant. Further tests will be necessary to verify that the state of residual stresses generated on the surface of the titanium plate are of compression and do not unduly reduce the fatigue strength of the connection.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Xu, J.; Mkaddem, A.; El Mansori, M. Recent advances in drilling hybrid FRP/Ti composite: A state-of-the-art review. Compos. Struct. 2016, 135, 316–338. [Google Scholar] [CrossRef] [Green Version]
- Iliescu, D.; Géhin, D.; Gutiérrez, M.; Girot, F. Modeling and tool wear in drilling of CFRP. Int. J. Mach. Tools Manuf. 2010, 50, 204–213. [Google Scholar] [CrossRef]
- Ramirez, C.; Poulachon, G.; Rossi, F.; M’Saoubi, R. Tool Wear Monitoring and Hole Surface Quality During CFRP Drilling. Procedia CIRP 2014, 13, 163–168. [Google Scholar] [CrossRef] [Green Version]
- Gaugel, S.; Sripathy, P.; Haeger, A.; Meinhard, D.; Bernthaler, T.; Lissek, F.; Kaufeld, M.; Knoblauch, V.; Schneider, G. A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos. Struct. 2016, 155, 173–183. [Google Scholar] [CrossRef]
- Raj, D.S.; Karunamoorthy, L. A new and comprehensive characterisation of tool wear in CFRP drilling using micro-geometry and topography studies on the cutting edge. J. Manuf. Process. 2018, 32, 839–856. [Google Scholar] [CrossRef]
- Faraz, A.; Biermann, D.; Weinert, K. Cutting edge rounding: An innovative tool wear criterion in drilling CFRP composite laminates. Int. J. Mach. Tools Manuf. 2009, 49, 1185–1196. [Google Scholar] [CrossRef]
- Karpat, Y.; Değer, B.; Bahtiyar, O. Drilling thick fabric woven CFRP laminates with double point angle drills. J. Mater. Process. Technol. 2012, 212, 2117–2127. [Google Scholar] [CrossRef] [Green Version]
- Buse, H.; Feinle, P. Model System Studies of Wear Mechanisms of Hard Metal Tools when Cutting CFRP. Procedia Eng. 2016, 149, 24–32. [Google Scholar] [CrossRef] [Green Version]
- Alonso-Pinillos, U.; Girot-Mata, F.A.; Polvorosa-Teijeiro, R.; López-de-Lacalle-Marcaide, L.N. Drilling of composite materials: Problems, recommended practices and advanced techniques. DYNA 2017, 92, 188–194. [Google Scholar] [CrossRef]
- Calamaz, M.; Coupard, D.; Gutiérrez-Orrantia, M.; Bega, J.; Girot, F. Chip/Tool Interaction during Dry Machining of the TA6V Alloy. Adv. Mater. Res. 2012, 445, 183–188. [Google Scholar] [CrossRef]
- Girot, F.; Calamaz, M.; List, G.; Coupard, D.; Géhin, D.; Gutiérrez Orrantia, M.E. Towards dry machining of aluminum alloys and titanium alloys. In Proceedings of the 3rd Manufacturing Engineering Society International Conference (MESIC’09), Alcoy, Spain, 17–19 June 2009; pp. 1–21, ISBN 978-84-613-3166-6. [Google Scholar]
- Ezugwu, E.O.; Wang, Z.M. Titanium and their machinability: A review. J. Mater. Proc. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Araki, H.; Yamane, T.; Yoshida, H.; Minamino, Y.; Saji, S.; Miyamoto, Y. Phase diagrams of Ti-Co system at high pressure Phase diagrams of Ti-Co system at high pressure. J. Mater. Sci. Lett. 1994, 13, 355–357. [Google Scholar] [CrossRef]
- Wang, J.; Su, J.; Mishra, R.S.; Xu, R.; Baumann, J.A. Tool wear mechanisms in friction stir welding of Ti–6Al–4V alloy. Wear 2014, 321, 25–32. [Google Scholar] [CrossRef]
- Li, L.; Liu, D.; Chen, Y.; Wang, C.; Li, F. Electron microscopy study of reaction layers between single-crystal WC particle and Ti–6Al–4V after laser melt injection. Acta Mater. 2009, 57, 3606–3614. [Google Scholar] [CrossRef]
- Park, K.-H.; Beal, A.; Kim, D.; Dae, W.; Kwon, P.; Lantrip, J. Tool wear in drilling of composite/titanium stacks using carbide and polycrystalline diamond tools. Wear 2011, 271, 2826–2835. [Google Scholar] [CrossRef]
- Park, K.H.; Beal, A.; Kwon, P.; Lantrip, J. A comparative study of carbide tools in drilling of CFRP and CFRP-Ti stacks. J. Manuf. Sci. Eng. 2014, 136, 014501. [Google Scholar] [CrossRef]
- Poutord, A.; Rossi, F.; Poulachon, G.; M’Saoubi, R.; Abrivard, G. Local Approach of Wear in Drilling Ti6Al4V/CFRP for Stack Modelling. Procedia CIRP 2013, 8, 316–321. [Google Scholar] [CrossRef] [Green Version]
- Pecat, O.; Brinksmeier, E. Low Damage Drilling of CFRP/Titanium Compound Materials for Fastening. Procedia CIRP 2014, 13, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Kwon, P.Y.; Sturtevant, C.; Kim, D.; Dae, W.; Lantrip, J. Comparative tool wear study based on drilling experiments on CFRp/Ti stack and its individual layers. Wear 2014, 317, 265–276. [Google Scholar] [CrossRef]
- Wang, B.; Yin, W.; Wang, M.; Zheng, Y.; Li, X.; Ma, Z. Edge chipping mechanism and failure time prediction on carbide cemented tool during drilling of CFRP/Ti stack. Int. J. Adv. Manuf. Technol. 2017, 91, 3015–3024. [Google Scholar] [CrossRef]
- Xu, J.; El Mansori, M. Experimental study on drilling mechanisms and strategies of hybrid CFRP/Ti stacks. Compos. Struct. 2016, 157, 461–482. [Google Scholar] [CrossRef] [Green Version]
- Zitoune, R.; Krishnaraj, V.; Collombet, F.; Le Roux, S. Experimental and numerical analysis on drilling of carbon fibre reinforced plastic and aluminium stacks. Compos. Struct. 2016, 146, 148–158. [Google Scholar] [CrossRef] [Green Version]
- Sorrentino, L.; Turchetta, S.; Colella, L.; Bellini, C. Analysis of thermal damage in FRP drilling. Proc. Eng. 2016, 167, 206–215; [Google Scholar] [CrossRef]
- Tsao, C.C.; Hocheng, H. Effect of tool wear on delamination in drilling composite materials. Int. J. Mech. Sci. 2007, 49, 983–988. [Google Scholar] [CrossRef]
- Lin, S.C.; Ting, C.J. Tool wear monitoring in drilling using force signals. Wear 1995, 180, 53–60. [Google Scholar] [CrossRef]
- Iliescu, D.; Fernandez, A.; Gutiérrez-Orrantia, M.E.; Lopez de Lacalle, L.N.; Girot, F. Modeling and tool wear in routing of CFRP. AMPT 2011, 1315, 1645–1650; [Google Scholar] [CrossRef]
- Girot, F.; Gutiérrez-Orrantia, M.E.; Calamaz, M.; Coupard, D. Modeling and Adhesive Tool Wear in Dry Drilling of Aluminum Alloys. AMPT 2011. [Google Scholar] [CrossRef]
- Renz, U.; Hoppe, S.; Klocke, F. Radiation Thermometry at a High-Speed Turning Process. J. Manuf. Sci. Eng. 2004, 126, 488–495. [Google Scholar]
- Li, R.; Shih, A.J. Tool Temperature in Titanium, Transactions of the ASME. J. Manuf. Sci. Eng. 2007, 129, 740–749. [Google Scholar] [CrossRef]
- Sharif, S.; Rahim, E. Performance of coated- and uncoated-carbide tools when drilling titanium alloy—Ti–6Al4V. J. Mater. Process. Technol. 2007, 185, 72–76. [Google Scholar] [CrossRef]
- Li, R.; Hegde, P.; Shih, A.J. High-throughput drilling of titanium alloys. Int. J. Mach. Tools Manuf. 2007, 47, 63–74. [Google Scholar] [CrossRef]
- Cantero, J.; Tardío, M.; Canteli, J.; Marcos, M.; Miguélez, M. Dry drilling of alloy Ti–6Al–4V. Int. J. Mach. Tools Manuf. 2005, 45, 1246–1255. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. Wear of carbides tools when machining nickel and titanium based alloys. Tribol. Trans. 2000, 43, 263–268. [Google Scholar] [CrossRef]
- Jawaid, A.; Sharif, S.; Koksal, S. Evaluation of wear mechanisms of coated carbide tools when face milling titanium alloy. J. Mater. Process. Technol. 2000, 99, 266–274. [Google Scholar] [CrossRef]
- Sadik, I.; García, J. Machining of titanium alloys (α + β and β) with specific designed Carbide substrate. In Proceedings of the MUGV & Manufacturing’21 Conference, Bordeaux, France, 7–8 June 2018. [Google Scholar]
- García, J.; Århammar, C. Cutting Tool. Patent Application 14488EP, 2015. [Google Scholar]
- García, J.; Sadik, I. Method of machining Titanium, Ti-alloys and Ni-based alloys. Patent Applications 14767EP, 14768EP, 2016. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Drill Diameter | Cutting Speed | Rotational Speed | Feed Rate | Feed Velocity | Lubricant |
|---|---|---|---|---|---|
| 7 mm | 40 m/min | 1820 rpm | 0.06 mm/rev | 109 mm/min | Dry |
| Reference | Vc, m/min | f, mm/rev | Tool Damage for Drilling Ti-alone in Dry Conditions with Uncoated CW-Co Drills |
|---|---|---|---|
| This work | 40 | 0.06 | Flank wear. |
| [20] | 15 | 0.0508 | Severe chippings at the cutting lips near the chisel edge after drilling five holes and catastrophic failure of the drill happened after drilling seven holes. |
| [31] | 25 to 55 | 0.06 | Rapid wear at all cutting speeds tested with similar modes of damage: non-uniform flank wear, chipping and failure. |
| [32] | 18.3 183 | 0.051 0.051 | N/A Drill breakage after 10 holes due to chip welding. |
| [33] | 50 | 0.07 | Progressive loss of TiN coating of drill and work-piece material adhesion in rake surface. Diffusion of Ti alloy in rake surface and drill helical flute were observed. Attrition in the helical flute combined with diffusion of alloy in the tool resulted in the nucleation and growth of craters. |
| [34] | Up to 100 | Up to 0.25 | Flank wear was the dominant failure mode but with TiN coated tools in milling. |
| [35] | 55 to 100 | 0.1 and 0.15 | Flank wear pattern under all conditions but with TiN coated tools in milling. |
| Lc (m) Wear (μm3) | New | 5 Holes | 10 Holes | 15 Holes | 20 Holes | 25 Holes | 60 Holes |
|---|---|---|---|---|---|---|---|
| Tool SECO1 | 0 | 27.490 | 54.980 | 82.470 | 109.960 | 137.450 | |
| (CFRP/Ti stack) | 783 | 1386 | 1987 | 2589 | 3191 | 3792 | |
| Tool Seco2 | 0 | 10.995 | 21.990 | 32.985 | 43.980 | 54.975 | 131.940 |
| (CFRP alone) | 783 | 962 | 1144 | 1324 | 1504 | 1684 | 2944 |
| Tool SECO7 | 0 | 9.165 | 18.330 | 27.495 | 36.660 | 45.825 | 109.980 |
| (Ti alone) | 783 | 842 | 901 | 959 | 1017 | 1076 | 1485 |
| Tool Reference Heading | W0 | ACFRP | mCFRP | ATi | mTi | r | Kcmat | nmat | r |
|---|---|---|---|---|---|---|---|---|---|
| Tool SECO1 (CFRP/Ti stack) | 783.84 | 0.7834 | 0.8249 | 0.2315 | 0.7672 | 0.999 | 4.1613 31.4144 | 0.4954 0.4047 | 0.989 0.998 |
| Tool Seco2 (CFRP alone) | 783.84 | 0.2758 | 0.8916 | 0 | 0 | 0.999 | 14.915 | 0.3319 | 0.974 |
| Tool SECO7 (Ti alone) | 782.13 | 0 | 0 | 0.019 | 0.976 | 0.999 | 63.138 | 0.2773 | 0.963 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alonso Pinillos, U.; Fernández Vidal, S.R.; Calamaz, M.; Girot Mata, F.A. Wear Mechanisms and Wear Model of Carbide Tools during Dry Drilling of CFRP/TiAl6V4 Stacks. Materials 2019, 12, 2843. https://doi.org/10.3390/ma12182843
Alonso Pinillos U, Fernández Vidal SR, Calamaz M, Girot Mata FA. Wear Mechanisms and Wear Model of Carbide Tools during Dry Drilling of CFRP/TiAl6V4 Stacks. Materials. 2019; 12(18):2843. https://doi.org/10.3390/ma12182843
Chicago/Turabian StyleAlonso Pinillos, Unai, Severo Raúl Fernández Vidal, Madalina Calamaz, and Franck Andrés Girot Mata. 2019. "Wear Mechanisms and Wear Model of Carbide Tools during Dry Drilling of CFRP/TiAl6V4 Stacks" Materials 12, no. 18: 2843. https://doi.org/10.3390/ma12182843
APA StyleAlonso Pinillos, U., Fernández Vidal, S. R., Calamaz, M., & Girot Mata, F. A. (2019). Wear Mechanisms and Wear Model of Carbide Tools during Dry Drilling of CFRP/TiAl6V4 Stacks. Materials, 12(18), 2843. https://doi.org/10.3390/ma12182843