Different Methods of Dispersing Carbon Nanotubes in Epoxy Resin and Initial Evaluation of the Obtained Nanocomposite as a Matrix of Carbon Fiber Reinforced Laminate in Terms of Vibroacoustic Performance and Flammability

 ,
, 

 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
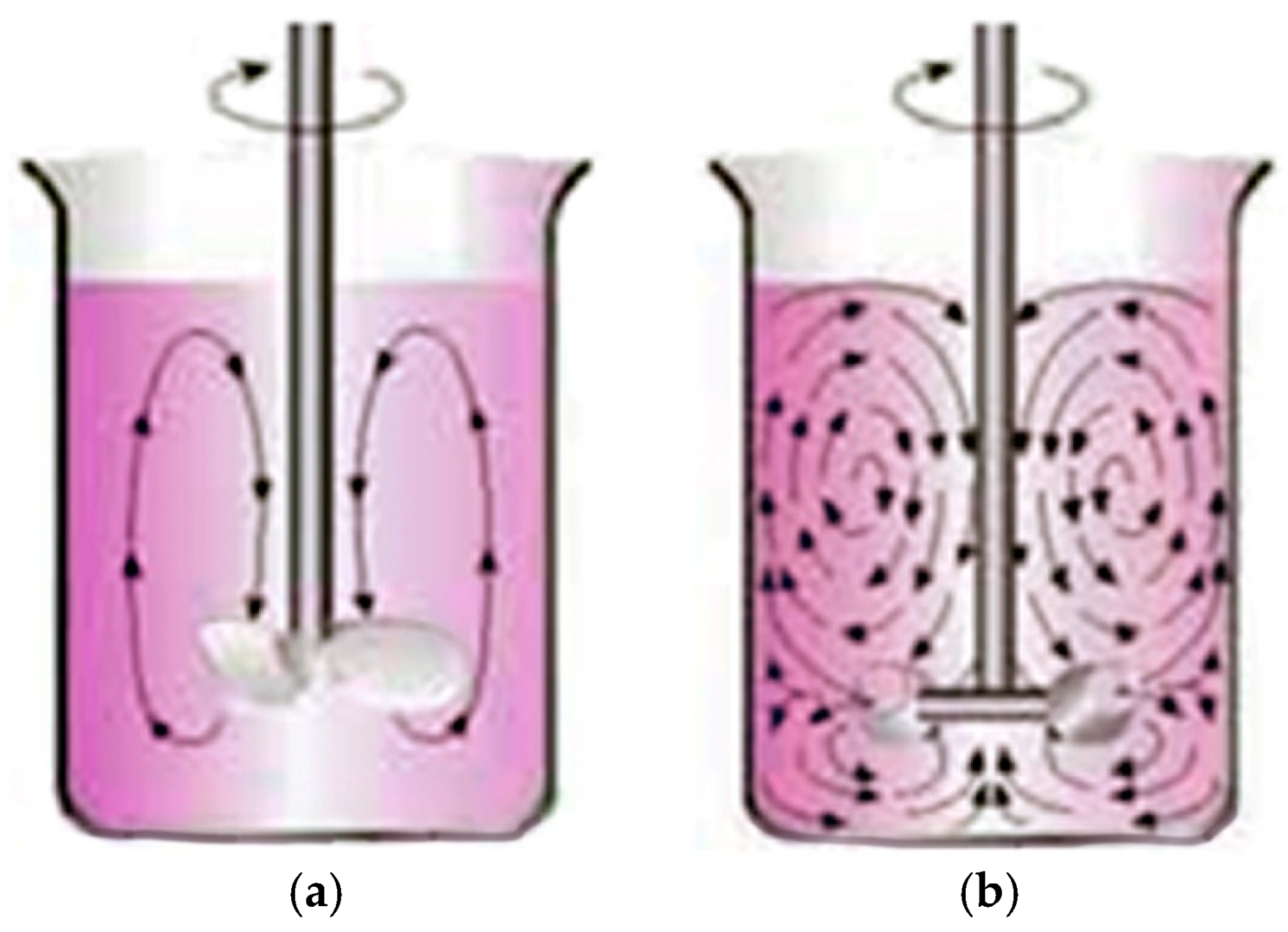
2.2.1. Study of the Dispersion of Carbon Nanotubes in the Epoxy Matrix and Panel Preparation
2.2.2. Preparation of the Epoxy Resin
2.2.3. Laminate Manufacturing
- Pre-impregnation
- Hand lay-up of the prepreg and preparation of the bag vacuum molding
- Curing in autoclave
2.3. Characterization Methods
2.3.1. Laser Scanning Vibrometry Test
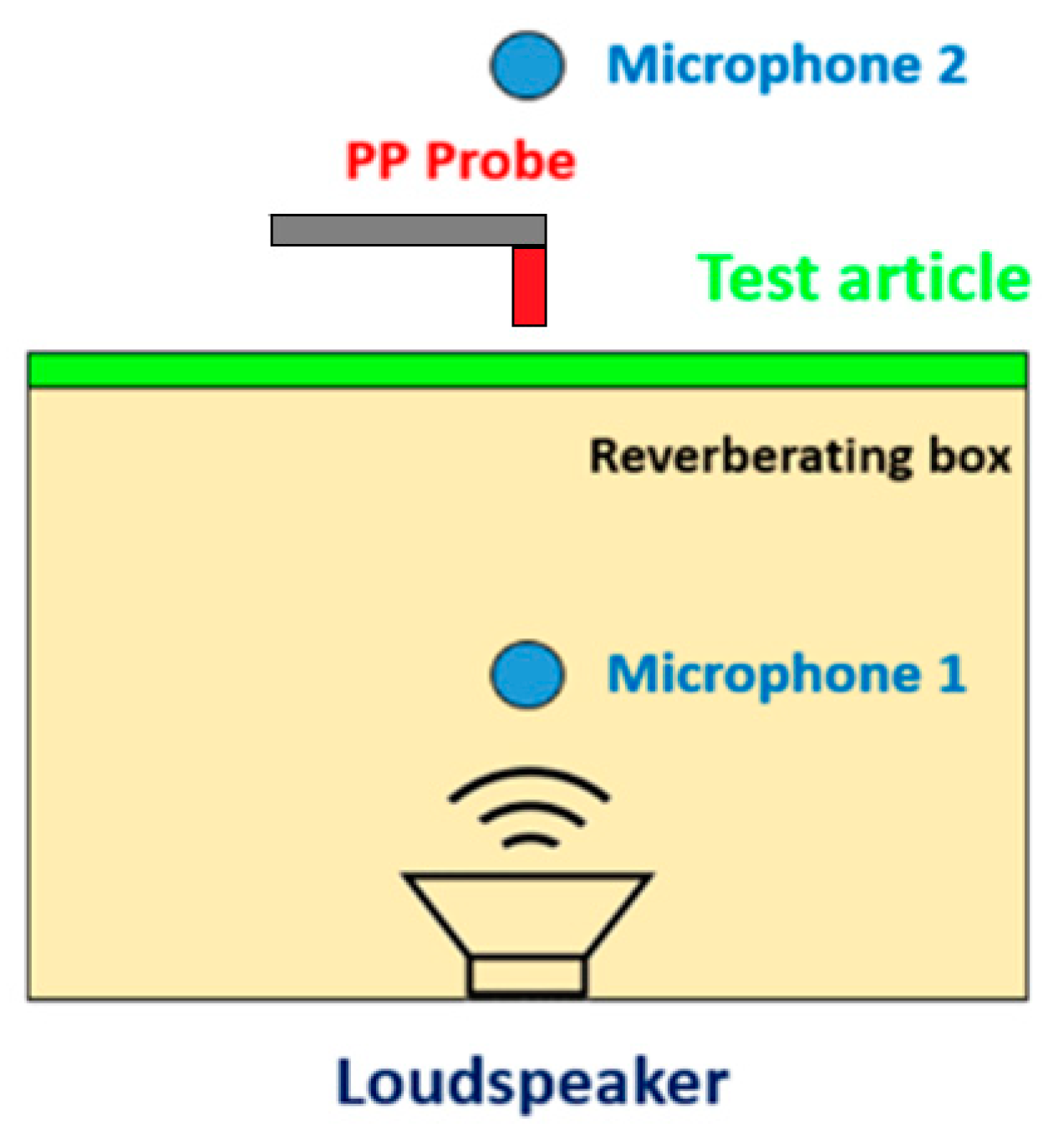
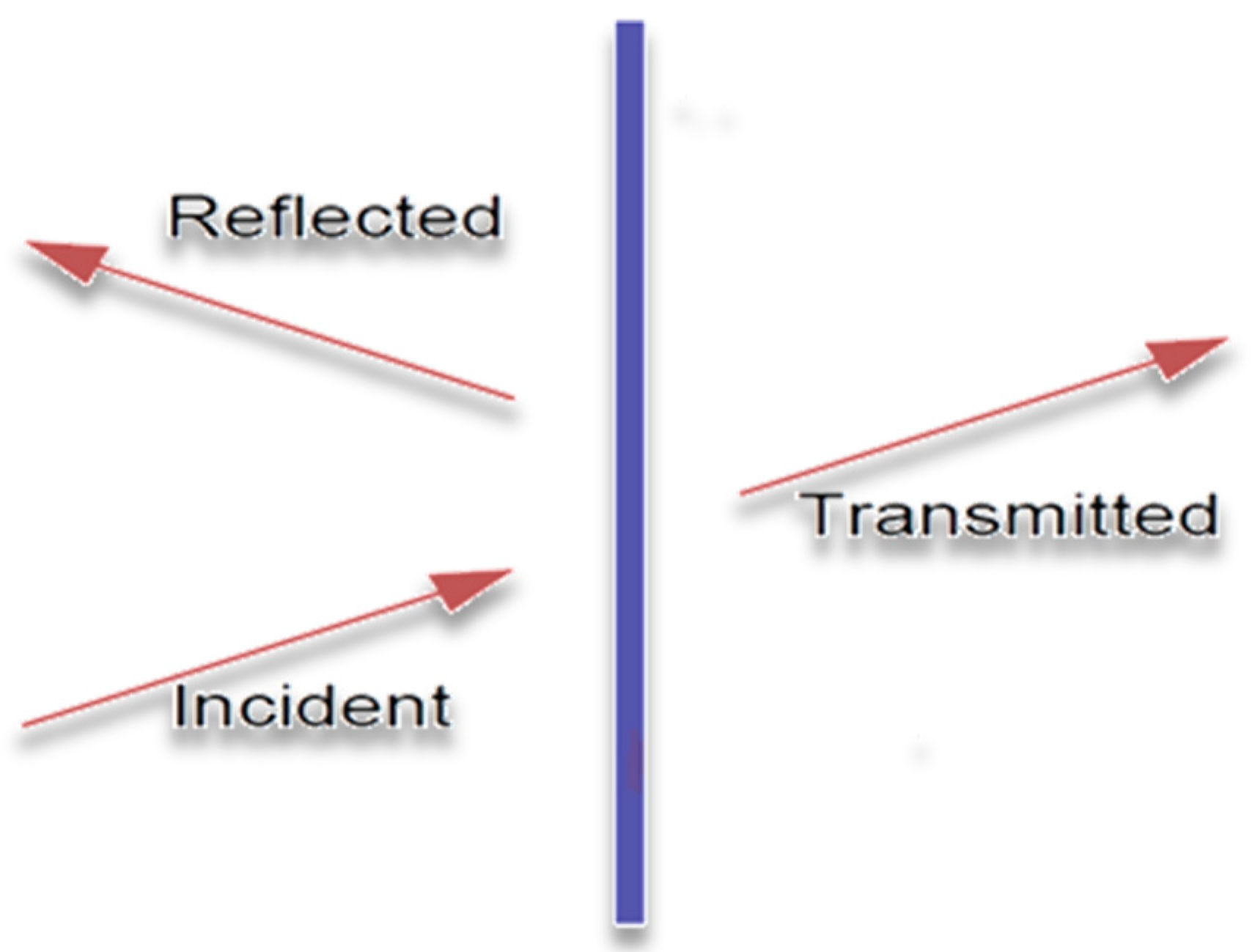
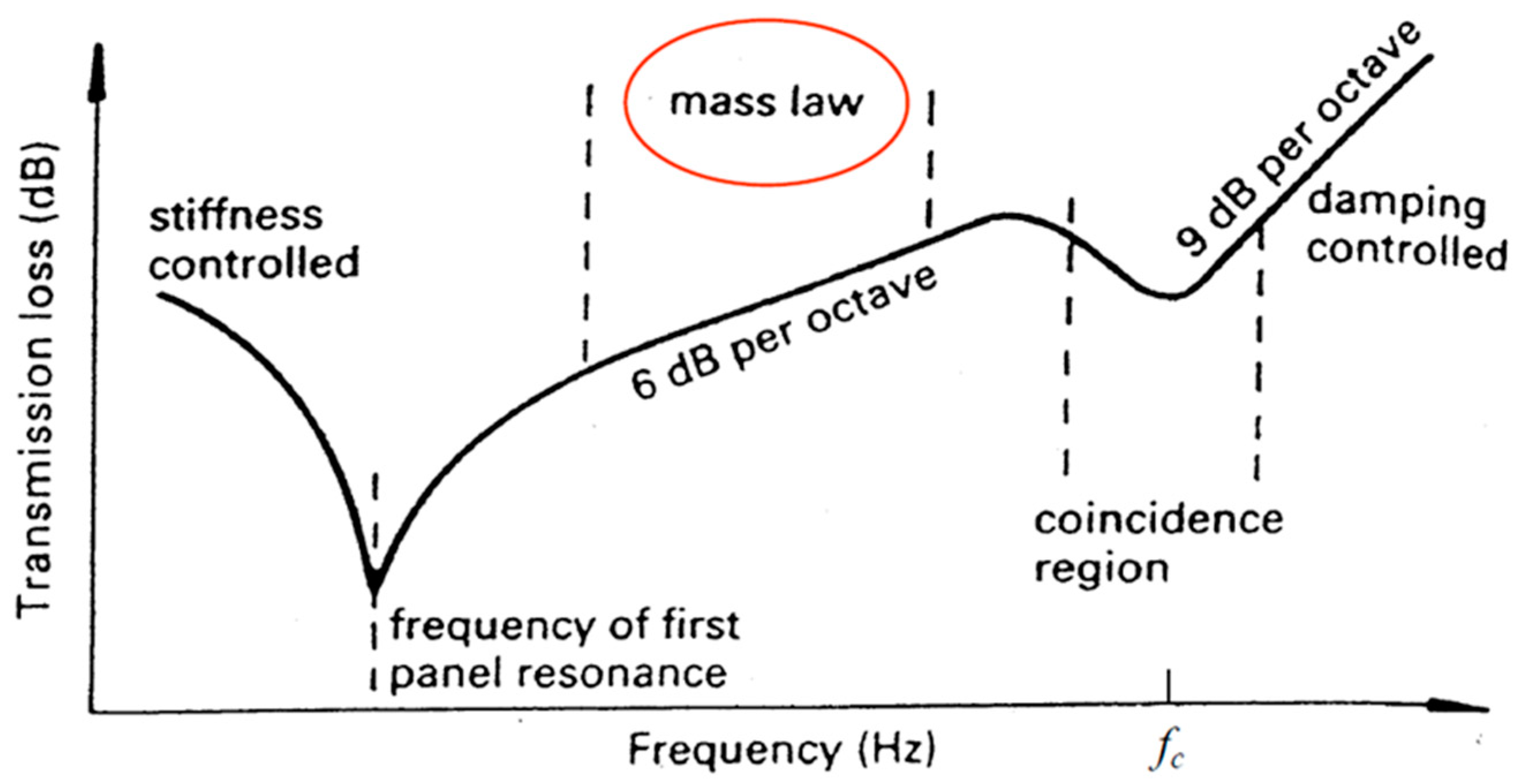
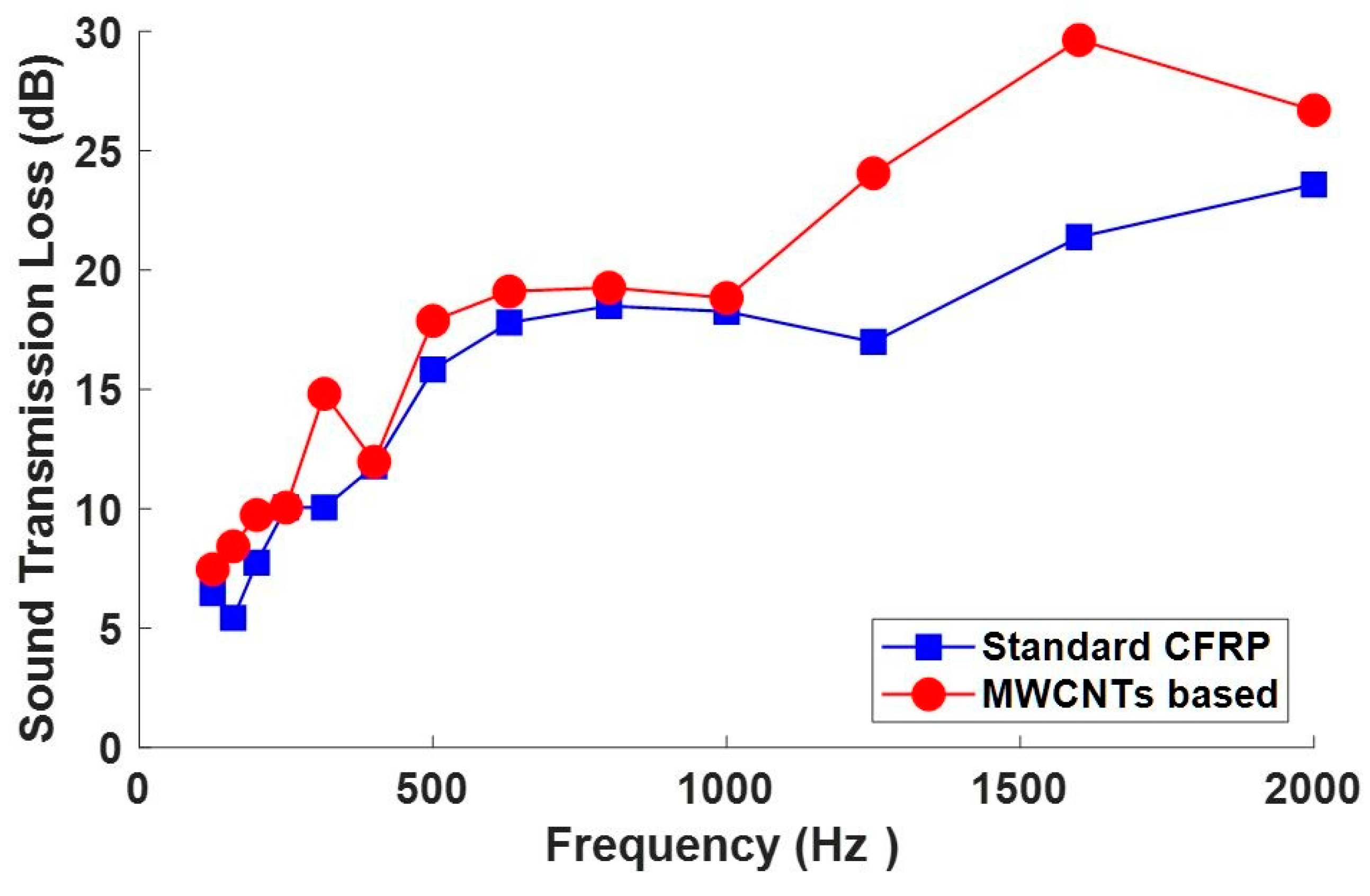
2.3.2. Sound Transmission Loss Test
2.3.3. Cone Calorimeter Test
3. Results and Discussion
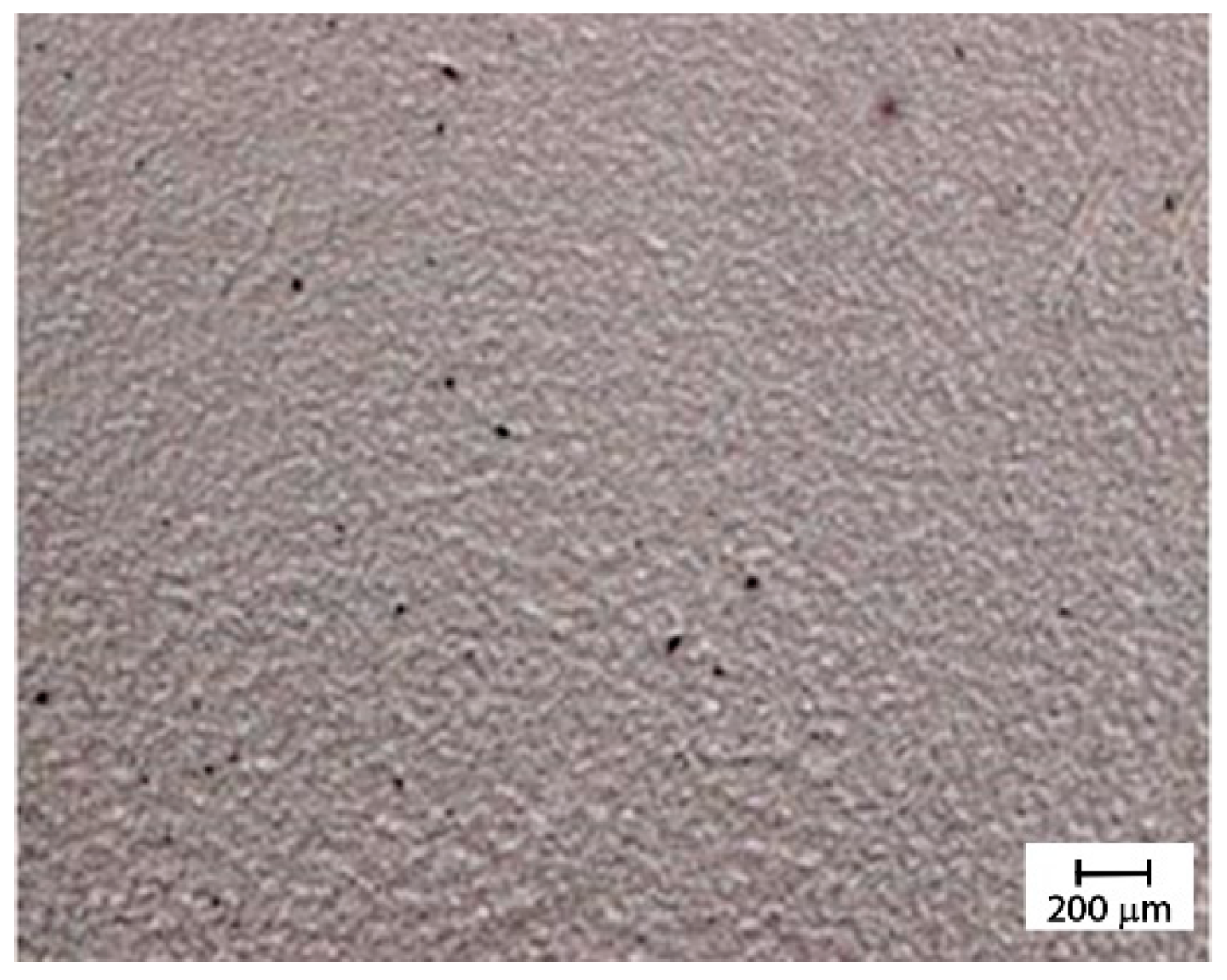
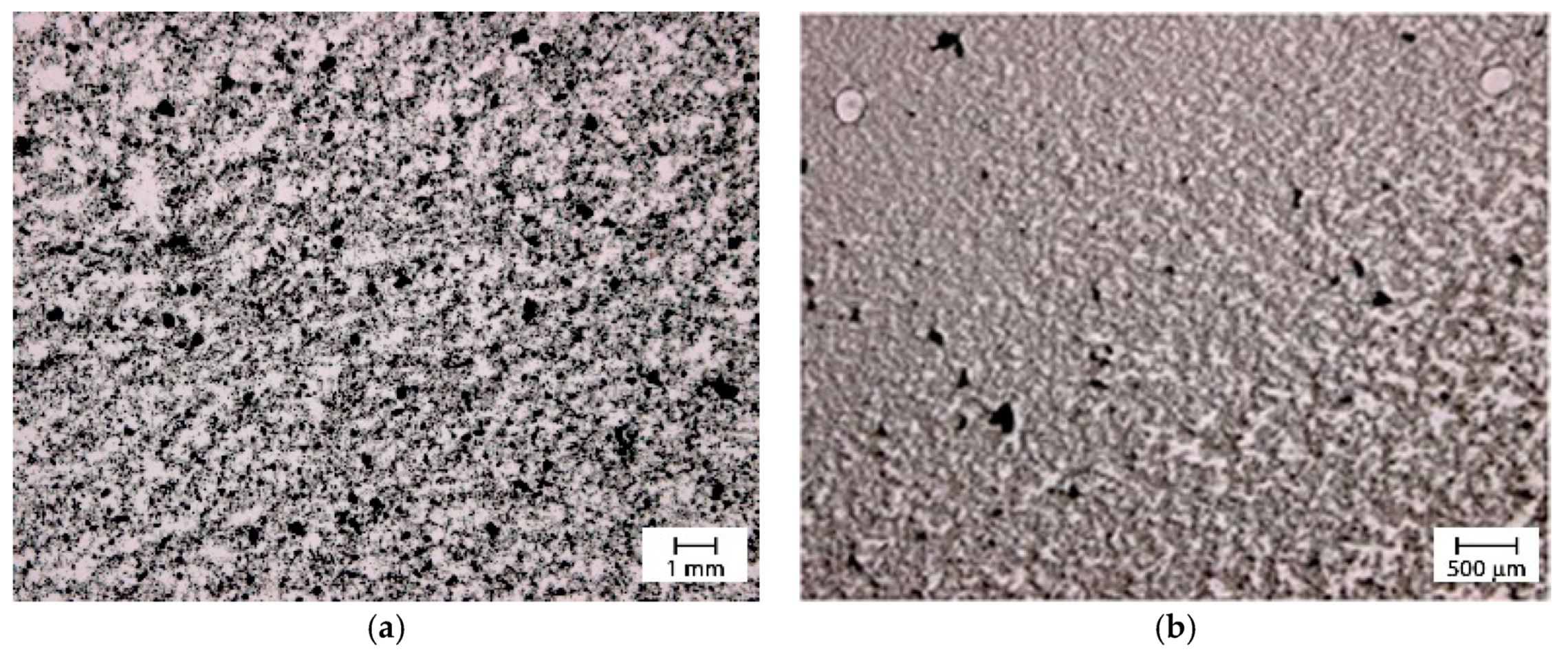
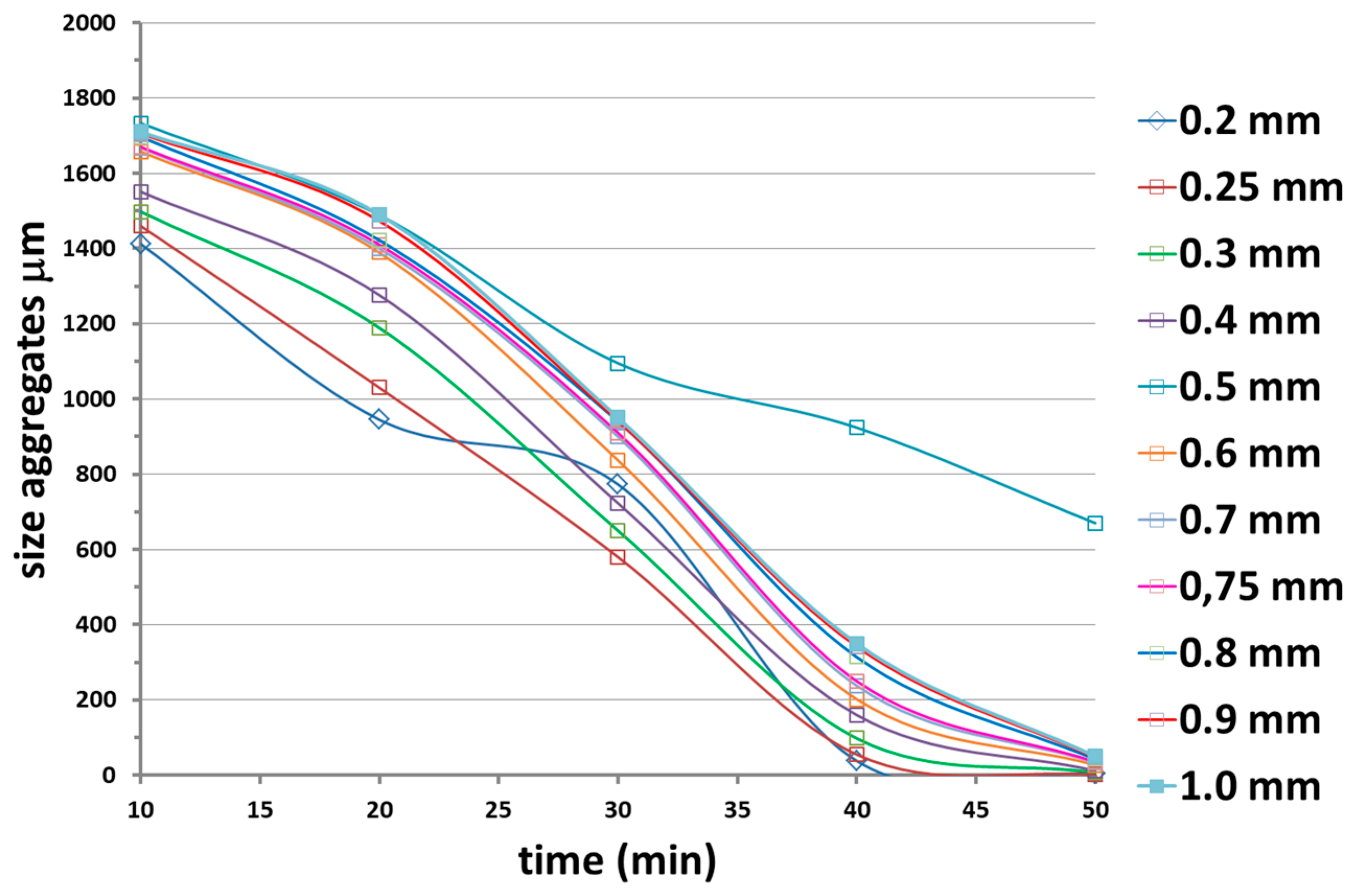
3.1. Efficiency of Dispersion Methods
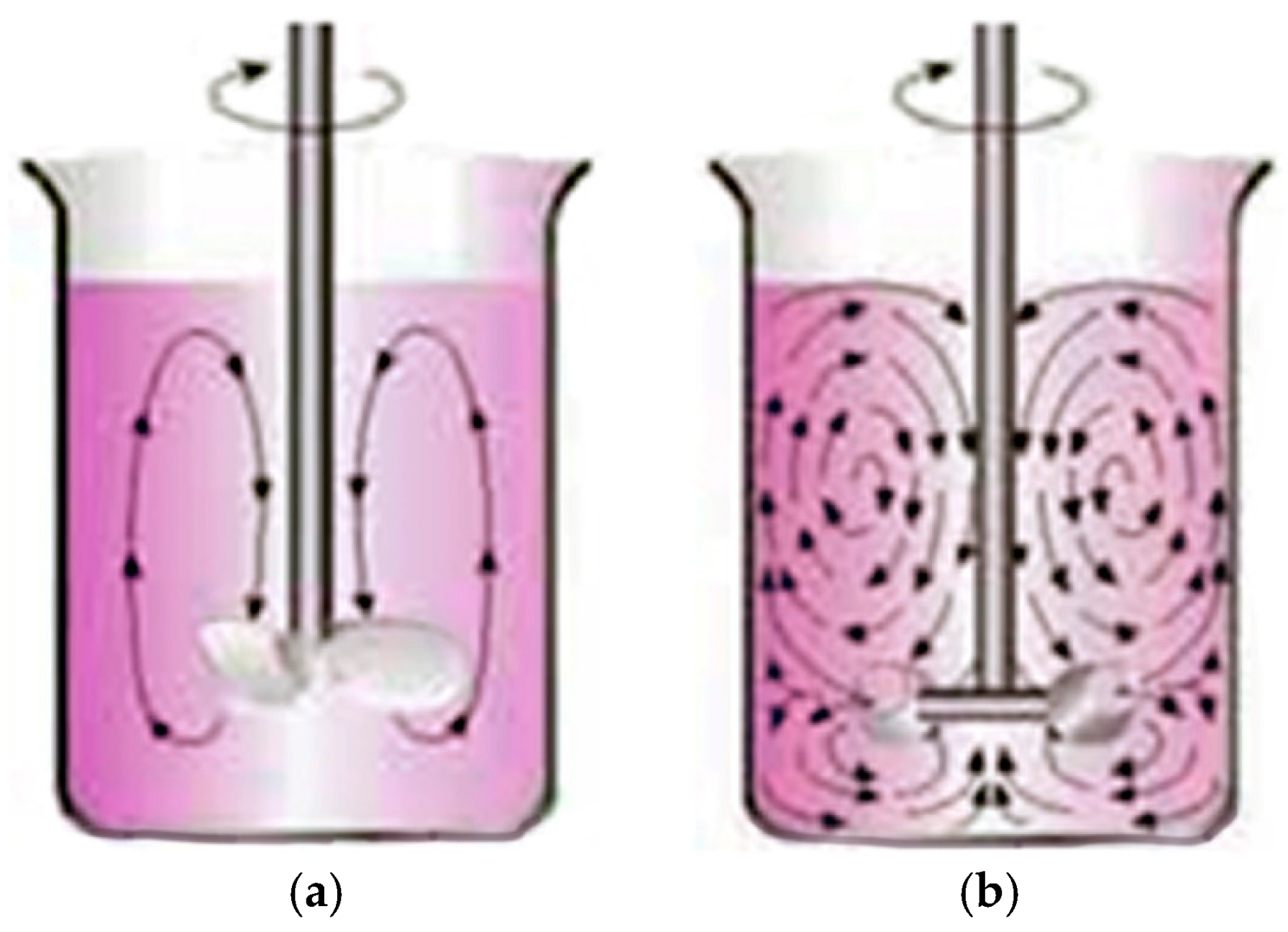
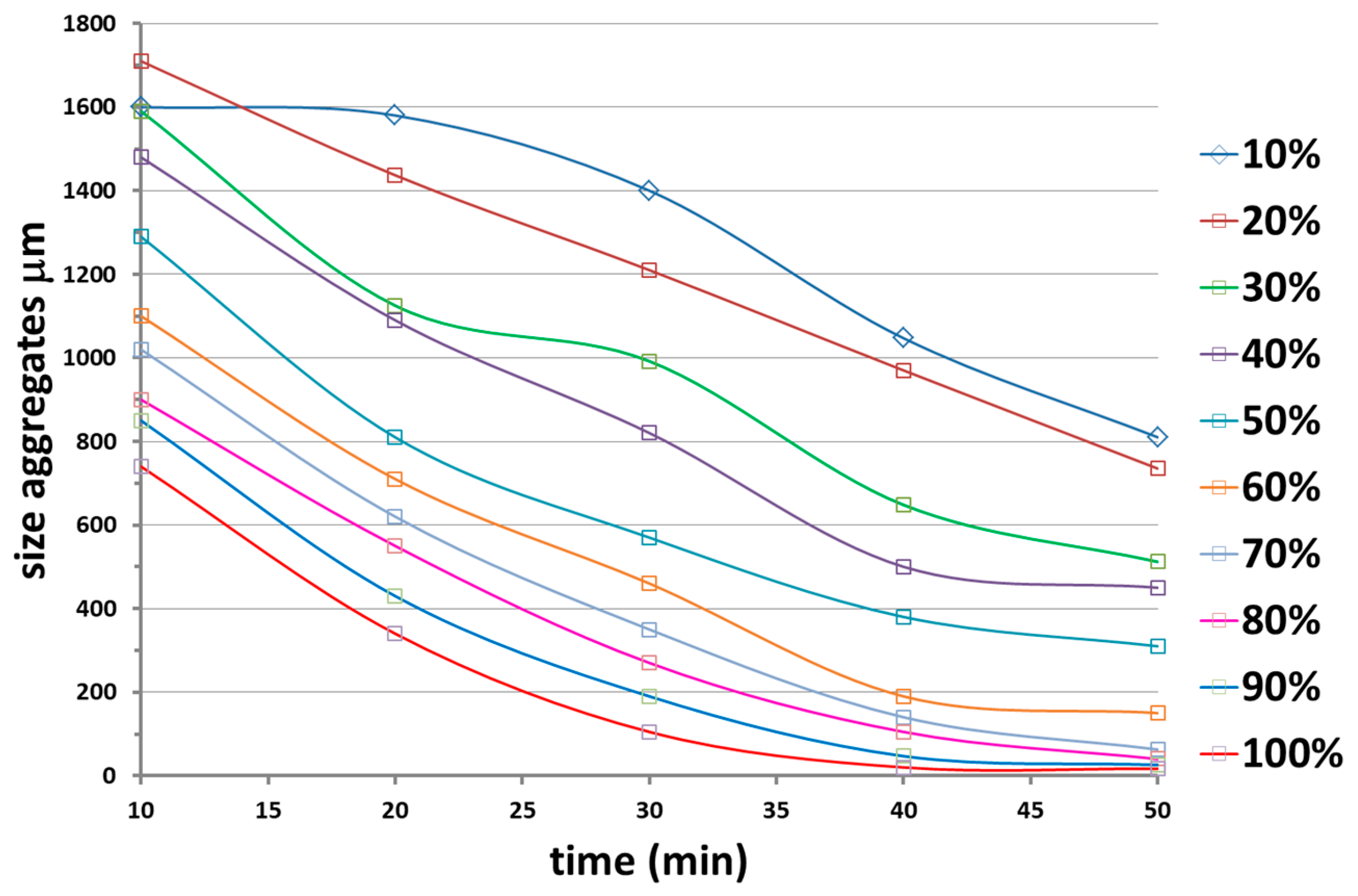
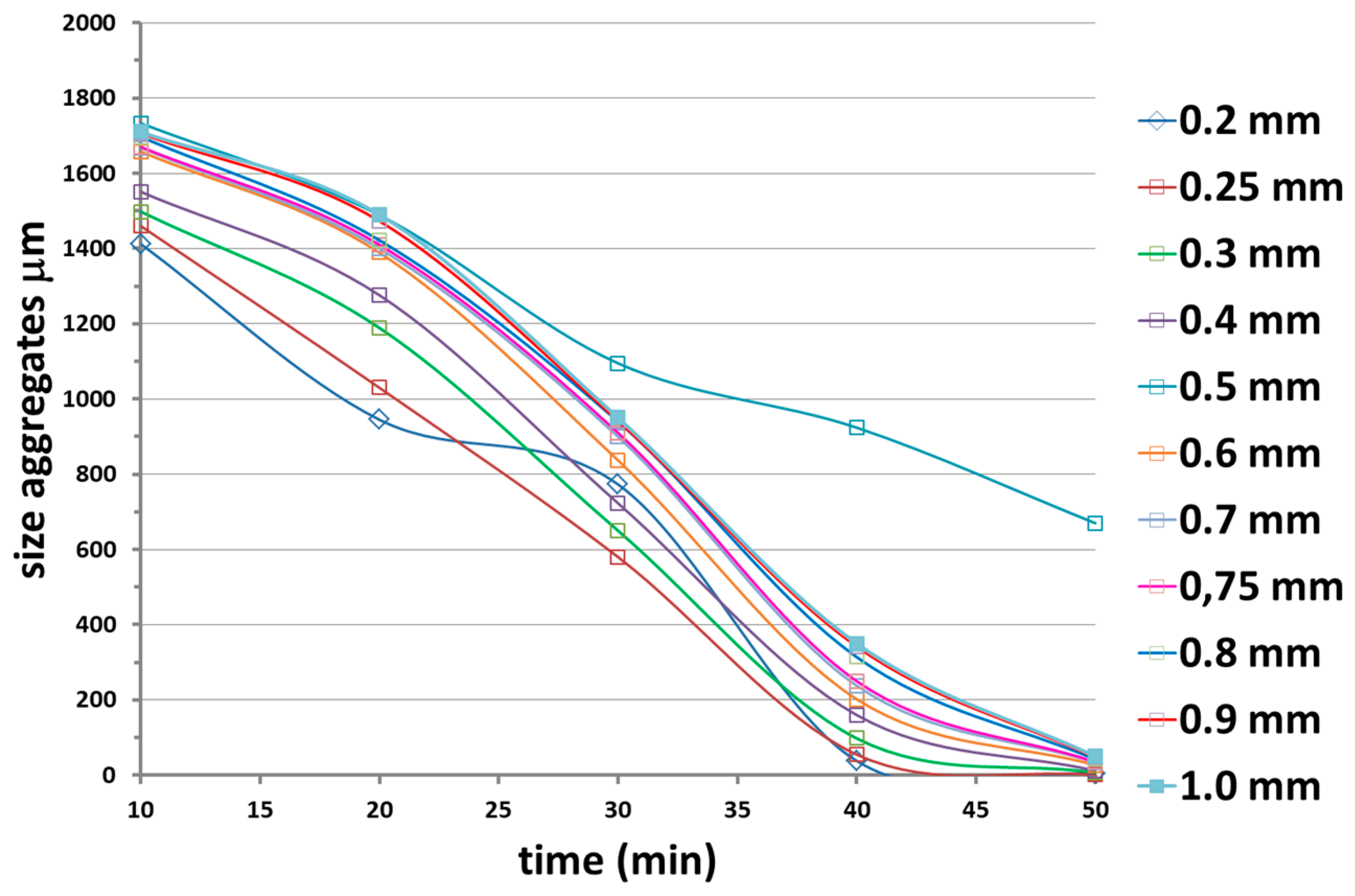
3.1.1. Effect of Ultrasound Intensity at a Pulse Cycle of 75% and Ultrasound-Assisted with High-Speed Mechanical Agitation
- decreases in the viscosity of the resin matrix; this effect facilitates the nanofiller dispersion within the matrix and allows a better homogeneity of the nanofiller dispersion.
- re-agglomeration of the dispersed nanoparticles caused by the excessive increase in temperature of the matrix for extended periods of time.
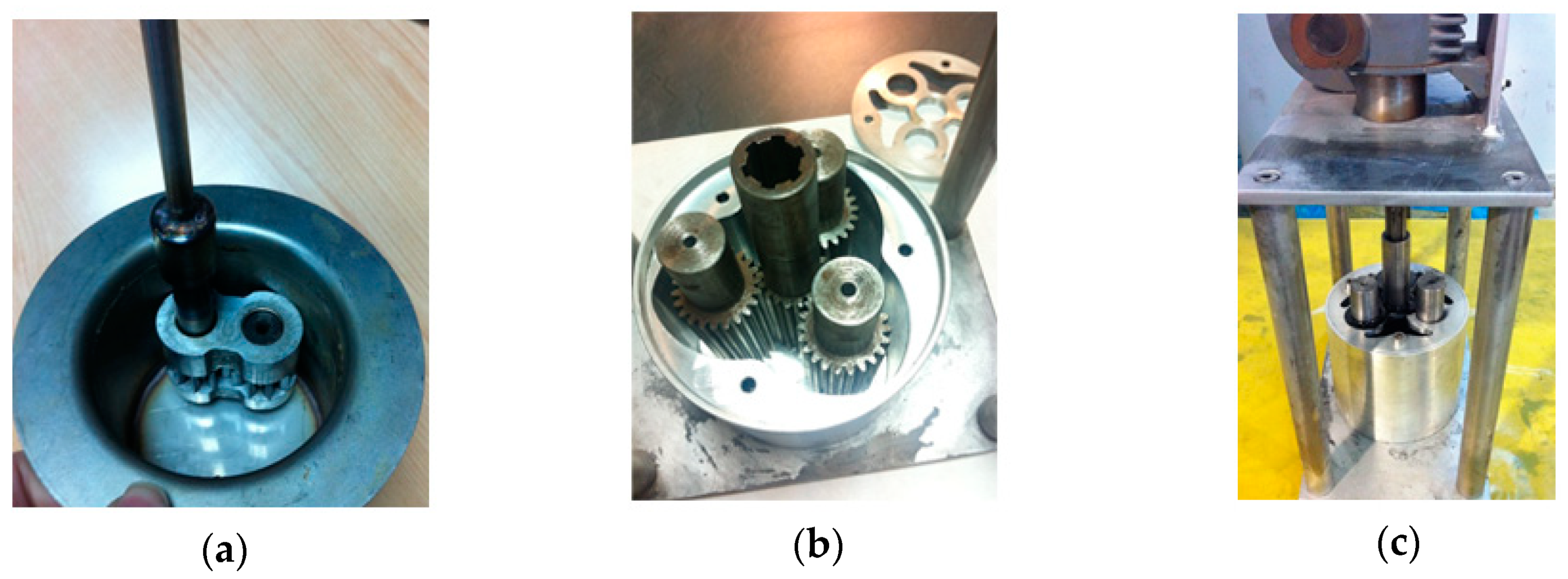
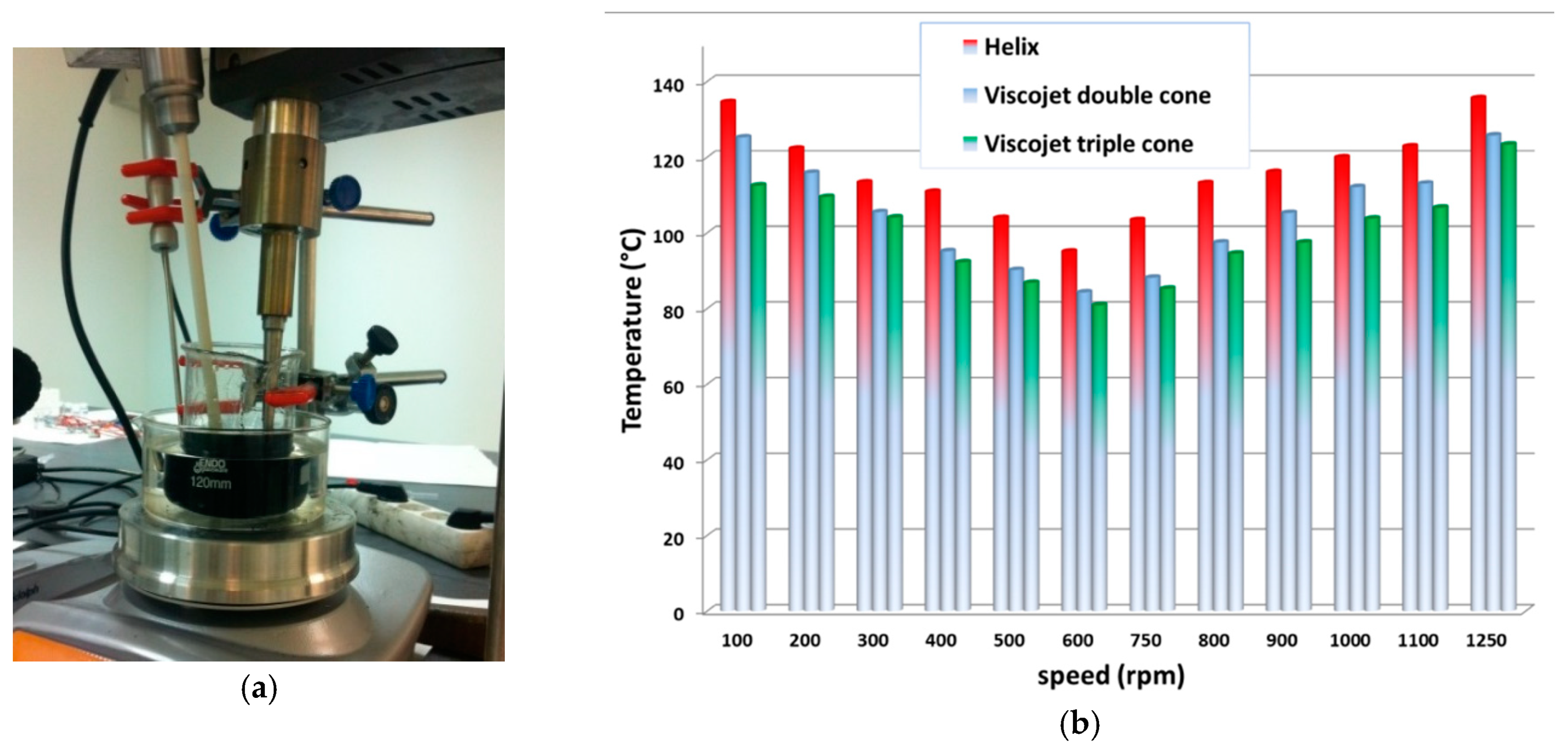
3.1.2. Effect of the Gear Speed
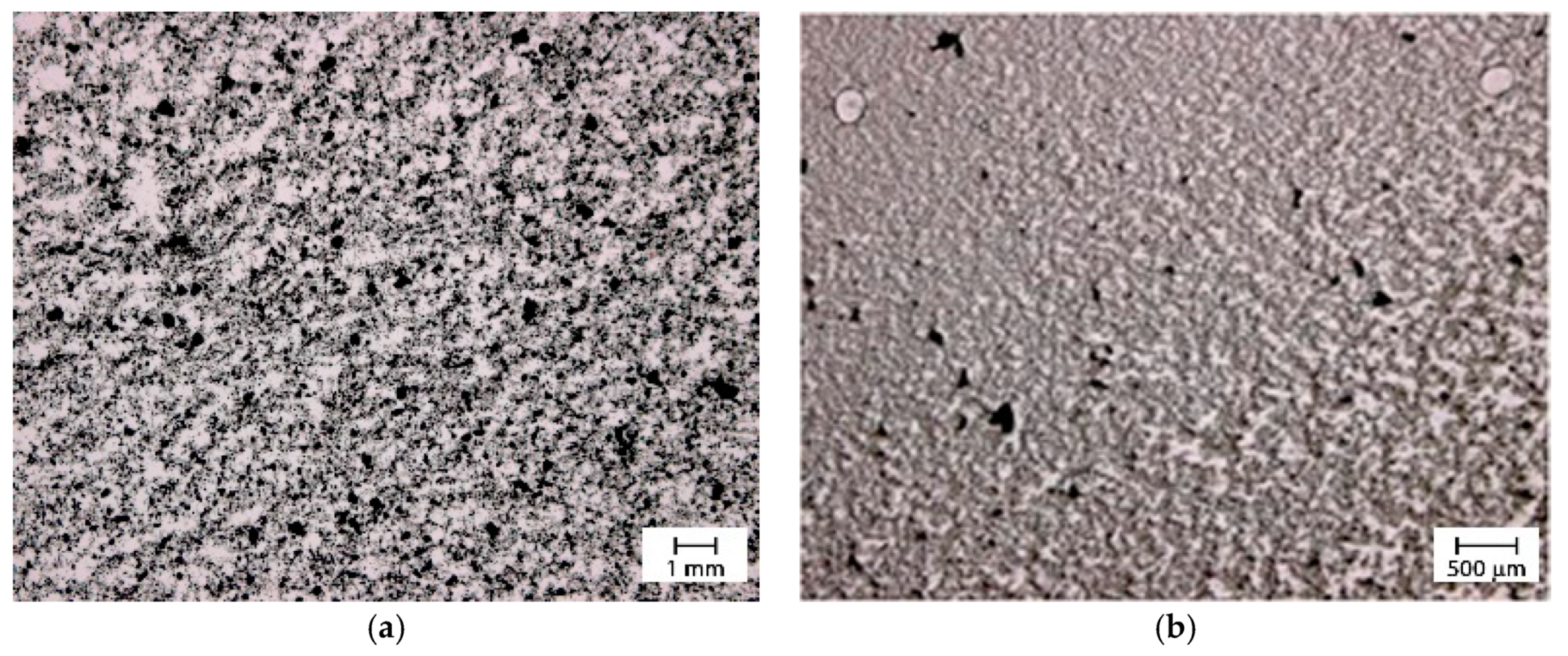
3.1.3. Calendar: Effect of the Roller Distance
3.1.4. Effect of the Mixed Method (2 STEPS)
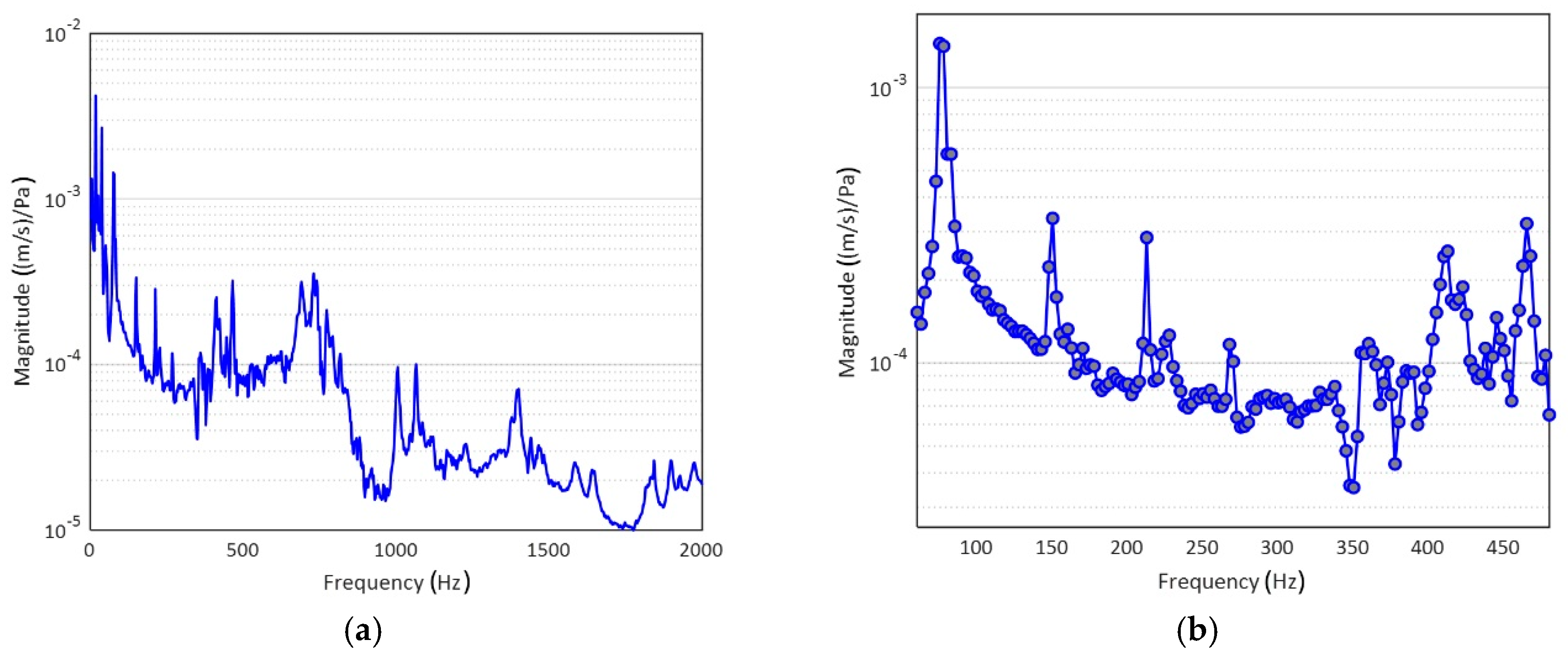
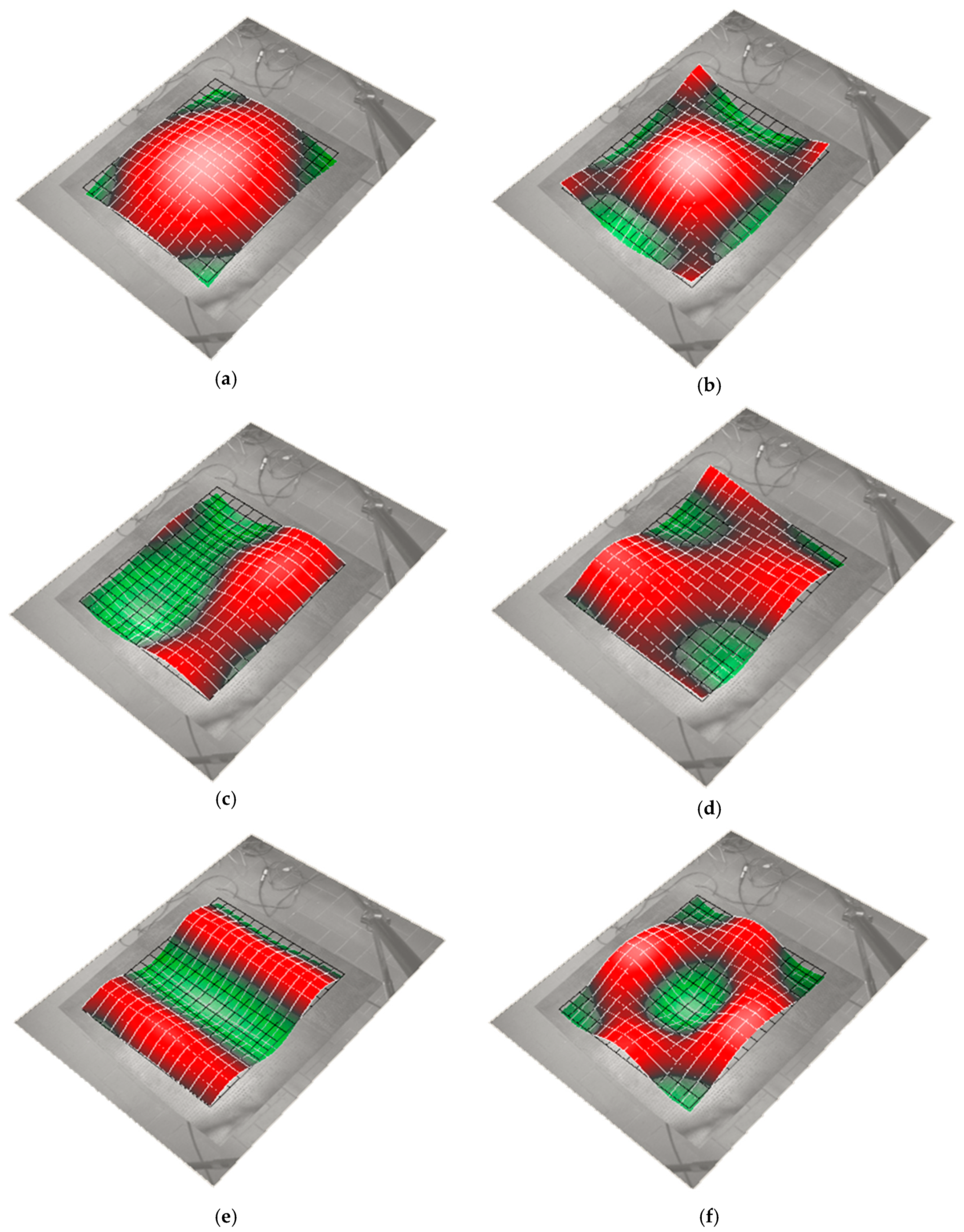
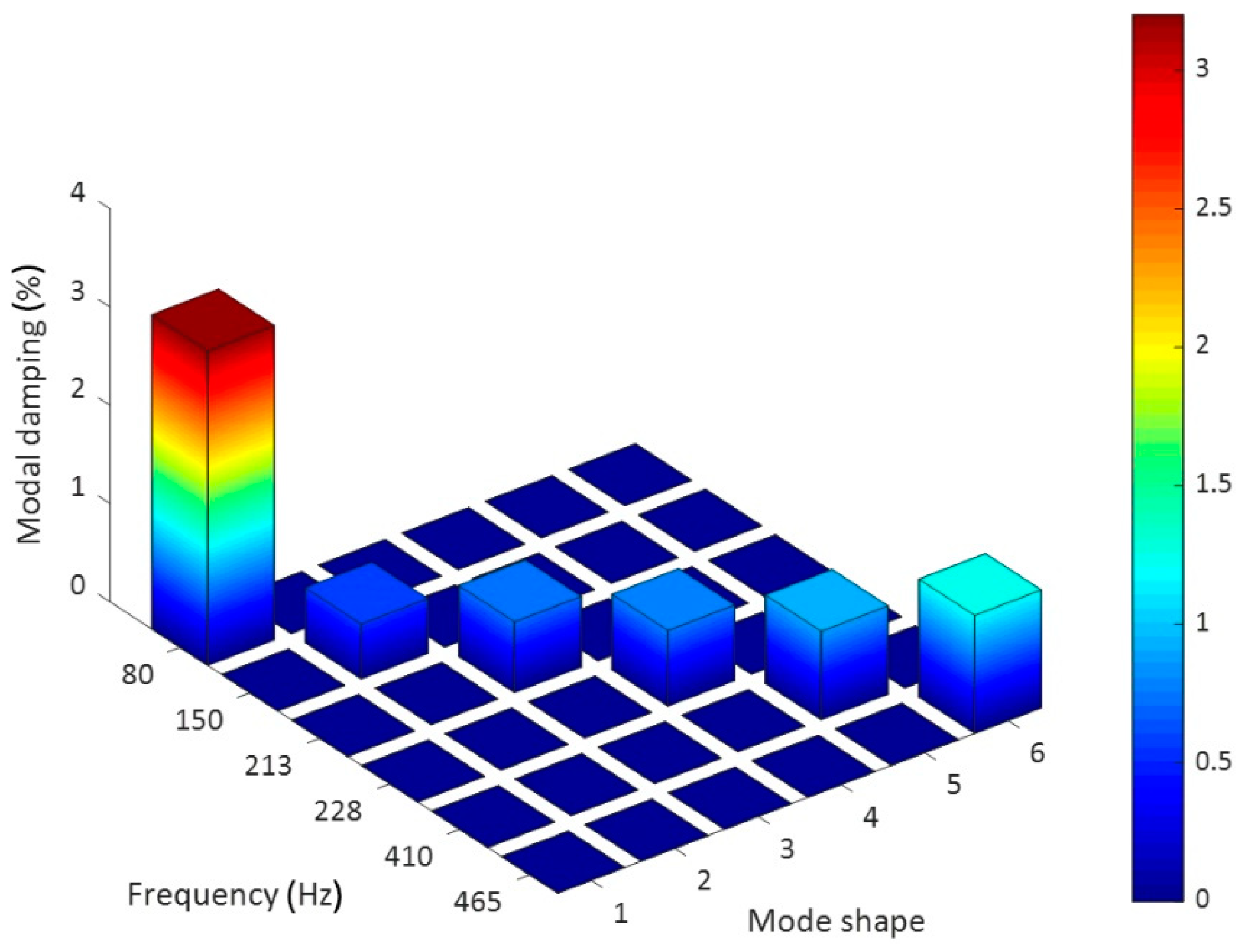
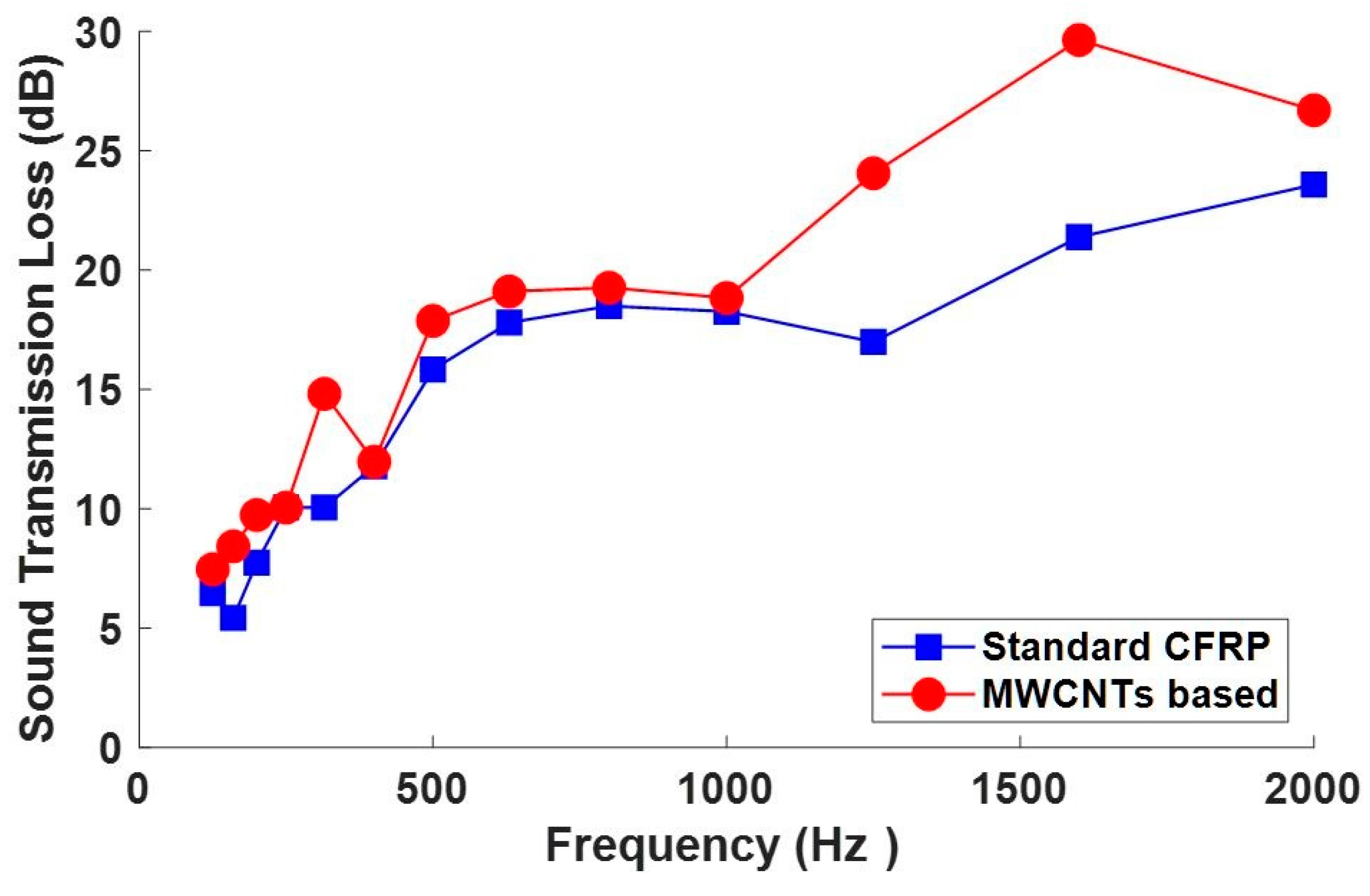
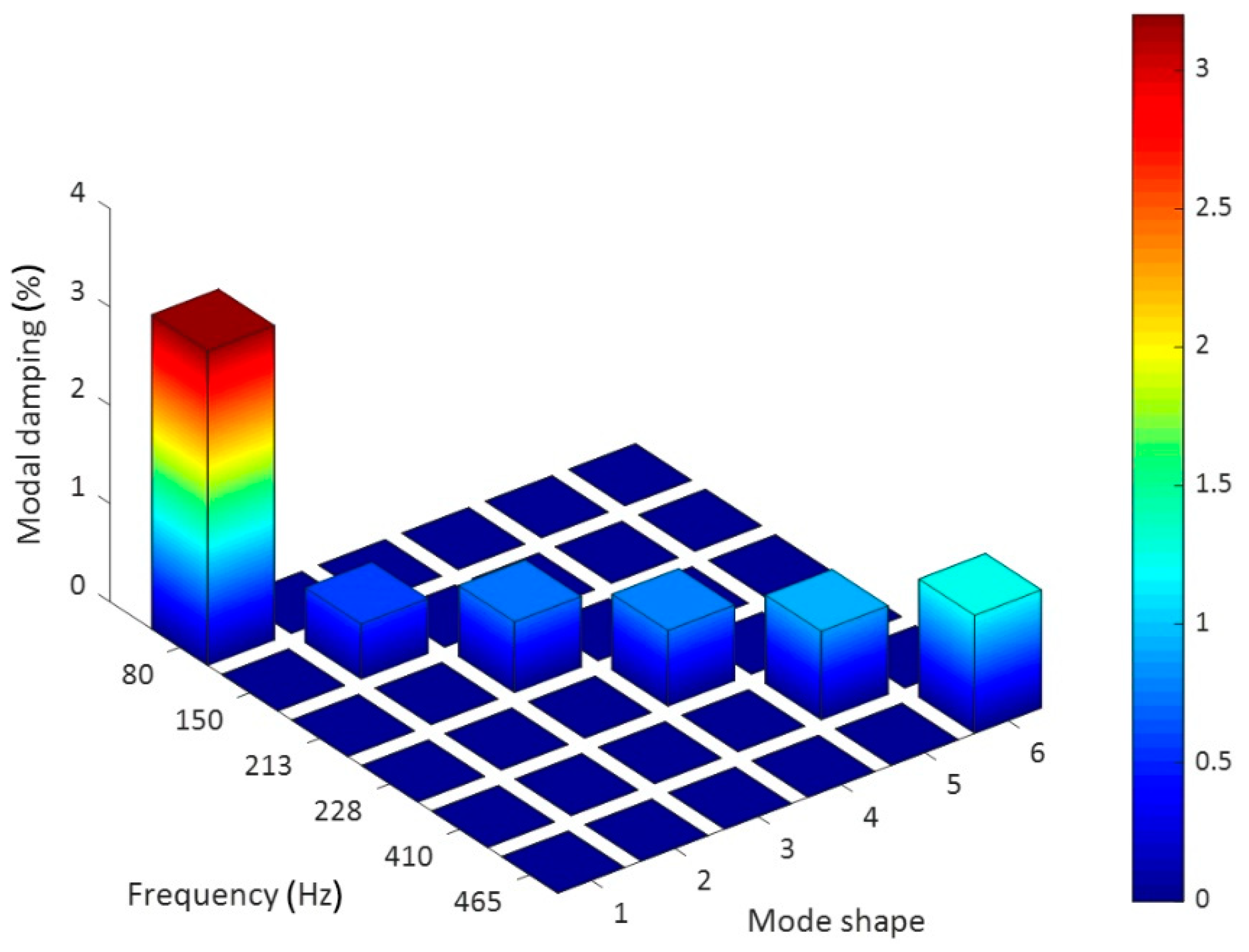
3.2. Structural Damping and Acoustic Performance Assessment
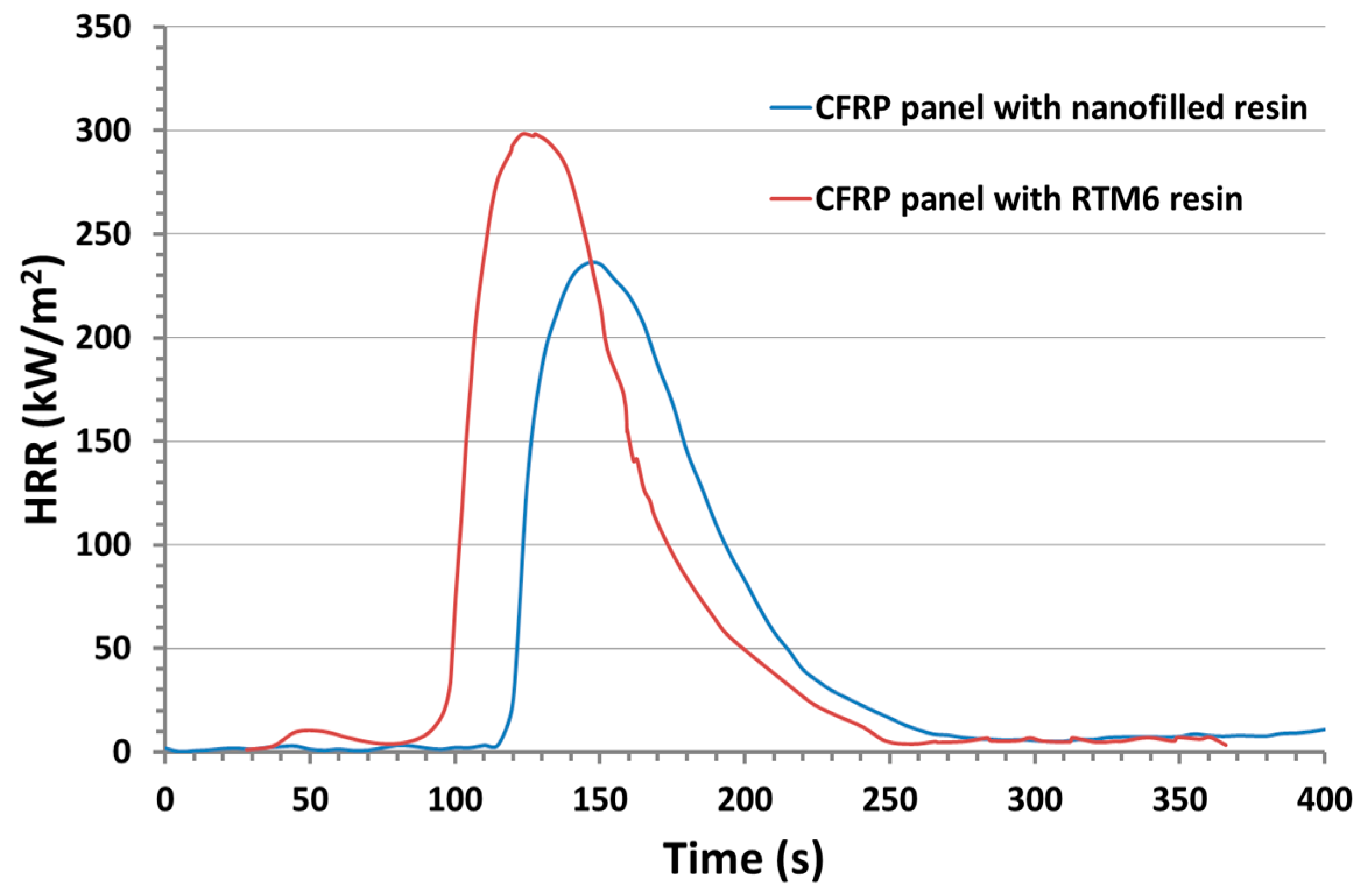
Cone Calorimeter Test
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ellis, B. Chemistry and Technology of Epoxy Resins; Springer: Berlin, Germany, 1993. [Google Scholar]
- Godara, A.; Mezzo, L.; Luizi, F.; Warrier, A.; Lomov, S.V.; Van Vuure, A.; Gorbatikh, L.; Moldenaers, P.; Verpoest, I. Influence of carbon nanotube reinforcement on the processing and the mechanical behaviour of carbon fiber/epoxy composites. Carbon 2009, 47, 2914–2923. [Google Scholar] [CrossRef]
- Gojny, F.H.; Wichmann, M.H.; Fiedler, B.; Schulte, K. Influence of different carbon nanotubes on the mechanical properties of epoxy matrix composites—A comparative study. Compos. Sci. Technol. 2005, 65, 2300–2313. [Google Scholar] [CrossRef]
- Vaganov, G.; Yudin, V.; Vuorinen, J.; Molchanov, E. Influence of multiwalled carbon nanotubes on the processing behavior of epoxy powder compositions and on the mechanical properties of their fiber reinforced composites. Polym. Compos. 2016, 37, 2377–2383. [Google Scholar] [CrossRef]
- Guadagno, L.; Raimondo, M.; Vietri, U.; Vertuccio, L.; Barra, G.; De Vivo, B.; Lamberti, P.; Spinelli, G.; Tucci, V.; Volponi, R.; et al. Effective formulation and processing of nanofilled carbon fiber reinforced composites. RSC Adv. 2015, 5, 6033–6042. [Google Scholar] [CrossRef]
- Guadagno, L.; Vietri, U.; Raimondo, M.; Vertuccio, L.; Barra, G.; De Vivo, B.; Lamberti, P.; Spinelli, G.; Tucci, V.; De Nicola, F.; et al. Correlation between electrical conductivity and manufacturing processes of nanofilled carbon fiber reinforced composites. Compos. Part B Eng. 2015, 80, 7–14. [Google Scholar] [CrossRef]
- Kim, M.; Park, Y.-B.; Okoli, O.I.; Zhang, C. Processing, characterization, and modeling of carbon nanotube-reinforced multiscale composites. Compos. Sci. Technol. 2009, 69, 335–342. [Google Scholar] [CrossRef]
- Wang, B.-C.; Zhou, X.; Ma, K.-M. Fabrication and properties of cnts/carbon fabric hybrid multiscale composites processed via resin transfer molding technique. Compos. Part B Eng. 2013, 46, 123–129. [Google Scholar] [CrossRef]
- Mrazova, M. Advanced composite materials of the future in aerospace industry. Incas Bull. 2013, 5, 139. [Google Scholar]
- Breuer, U.; Schmeer, S.; Eberth, U. Carbon and Metal Fiber Reinforced Airframe Structures-a New Approach to Composite Multifunctionality; Deutsche Gesellschaft für Luft-und Raumfahrt-Lilienthal-Oberth eV: Bonn, Germany, 2013. [Google Scholar]
- McCrary-Dennis, M.C.; Okoli, O.I. A review of multiscale composite manufacturing and challenges. J. Reinf. Plast. Compos. 2012, 31, 1687–1711. [Google Scholar] [CrossRef]
- Mariconda, A.; Longo, P.; Agovino, A.; Guadagno, L.; Sorrentino, A.; Raimondo, M. Synthesis of ruthenium catalysts functionalized graphene oxide for self-healing applications. Polymer 2015, 69, 330–342. [Google Scholar] [CrossRef]
- Zhang, C.; Liu, X.; Liu, H.; Wang, Y.; Guo, Z.; Liu, C. Multi-walled carbon nanotube in a miscible peo/pmma blend: Thermal and rheological behavior. Polym. Test. 2019, 75, 367–372. [Google Scholar] [CrossRef]
- Shi, S.; Wang, L.; Pan, Y.; Liu, C.; Liu, X.; Li, Y.; Zhang, J.; Zheng, G.; Guo, Z. Remarkably strengthened microinjection molded linear low-density polyethylene (lldpe) via multi-walled carbon nanotubes derived nanohybrid shish-kebab structure. Compos. Part B Eng. 2019, 167, 362–369. [Google Scholar] [CrossRef]
- Kuang, T.; Ju, J.; Yang, Z.; Geng, L.; Peng, X. A facile approach towards fabrication of lightweight biodegradable poly (butylene succinate)/carbon fiber composite foams with high electrical conductivity and strength. Compos. Sci. Technol. 2018, 159, 171–179. [Google Scholar] [CrossRef]
- Fiedler, B.; Gojny, F.H.; Wichmann, M.H.; Nolte, M.C.; Schulte, K. Fundamental aspects of nano-reinforced composites. Compos. Sci. Technol. 2006, 66, 3115–3125. [Google Scholar] [CrossRef]
- Bekyarova, E.; Thostenson, E.; Yu, A.; Kim, H.; Gao, J.; Tang, J.; Hahn, H.; Chou, T.-W.; Itkis, M.; Haddon, R. Multiscale carbon nanotube—Carbon fiber reinforcement for advanced epoxy composites. Langmuir 2007, 23, 3970–3974. [Google Scholar] [CrossRef] [PubMed]
- Khan, S.U.; Li, C.Y.; Siddiqui, N.A.; Kim, J.-K. Vibration damping characteristics of carbon fiber reinforced composites containing multi-walled carbon nanotubes. Compos. Sci. Technol. 2011, 71, 1486–1494. [Google Scholar] [CrossRef]
- Hung, K.H.; Kuo, W.S.; Ko, T.H.; Tzeng, S.; Yan, C. Processing and tensile characterization of composites composed of carbon nanotube-grown carbon fibers. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1299–1304. [Google Scholar] [CrossRef]
- Da Costa, E.F.R.; Skordos, A.A.; Partridge, I.K.; Rezai, A. Rtm processing and electrical performance of carbon nanotube modified epoxy/fiber composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 593–602. [Google Scholar] [CrossRef]
- Guadagno, L.; Vertuccio, L.; Naddeo, C.; Calabrese, E.; Barra, G.; Raimondo, M.; Sorrentino, A.; Binder, W.H.; Michael, P.; Rana, S. Reversible self-healing carbon-based nanocomposites for structural applications. Polymers 2019, 11, 903. [Google Scholar] [CrossRef]
- Guadagno, L.; Vertuccio, L.; Naddeo, C.; Calabrese, E.; Barra, G.; Raimondo, M.; Sorrentino, A.; Binder, W.; Michael, P.; Rana, S. Self-healing epoxy nanocomposites via reversible hydrogen bonding. Compos. Part B Eng. 2019, 157, 1–13. [Google Scholar] [CrossRef]
- Barra, G.; De Nicola, F.; De Vivo, B.; Egiziano, L.; Guadagno, L.; Lamberti, P.; Raimondo, M.; Spinelli, G.; Tucci, V.; Vertuccio, L.; et al. Enhanced electrical properties of carbon fiber reinforced composites obtained by an effective infusion process. In Proceedings of the IEEE 9th Nanotechnology Materials and Devices Conference NMDC, Aci Castello, Italy, 12–15 October 2014; pp. 88–91. [Google Scholar]
- Raimondo, M.; Guadagno, L.; Vertuccio, L.; Naddeo, C.; Barra, G.; Spinelli, G.; Lamberti, P.; Tucci, V.; Lafdi, K. Electrical conductivity of carbon nanofiber reinforced resins: Potentiality of tunneling atomic force microscopy (tuna) technique. Compos. Part B Eng. 2018, 143, 148–160. [Google Scholar] [CrossRef]
- Arena, M.; Viscardi, M.; Barra, G.; Vertuccio, L.; Guadagno, L. Multifunctional performance of a nano-modified fiber reinforced composite aeronautical panel. Materials 2019, 16, 869. [Google Scholar] [CrossRef] [PubMed]
- Viscardi, M.; Arena, M.; Guadagno, L.; Vertuccio, L.; Barra, G. Multi-functional nanotechnology integration for aeronautical structures performance enhancement. Int. J. Struct. Integr. 2018, 9, 737–752. [Google Scholar] [CrossRef]
- Guadagno, L.; Naddeo, C.; Raimondo, M.; Barra, G.; Vertuccio, L.; Russo, S.; Lafdi, K.; Tucci, V.; Spinelli, G.; Lamberti, P. Influence of carbon nanoparticles/epoxy matrix interaction on mechanical, electrical and transport properties of structural advanced materials. Nanotechnology 2017, 28, 094001. [Google Scholar] [CrossRef]
- Vertuccio, L.; De Santis, F.; Pantani, R.; Lafdi, K.; Guadagno, L. Effective de-icing skin using graphene-based flexible heater. Compos. Part B Eng. 2019, 162, 600–610. [Google Scholar] [CrossRef]
- Guadagno, L.; Naddeo, C.; Raimondo, M.; Barra, G.; Vertuccio, L.; Sorrentino, A.; Binder, W.H.; Kadlec, M. Development of self-healing multifunctional materials. Compos. Part B Eng. 2017, 128, 30–38. [Google Scholar] [CrossRef]
- Morkavuk, S.; Köklü, U.; Bağcı, M.; Gemi, L. Cryogenic machining of carbon fiber reinforced plastic (cfrp) composites and the effects of cryogenic treatment on tensile properties: A comparative study. Compos. Part B Eng. 2018, 147, 1–11. [Google Scholar] [CrossRef]
- Vertuccio, L.; Guadagno, L.; Spinelli, G.; Lamberti, P.; Zarrelli, M.; Russo, S.; Iannuzzo, G. Smart coatings of epoxy based cnts designed to meet practical expectations in aeronautics. Compos. Part B Eng. 2018, 147, 42–46. [Google Scholar] [CrossRef]
- Raimondo, M.; Russo, S.; Guadagno, L.; Longo, P.; Chirico, S.; Mariconda, A.; Bonnaud, L.; Murariu, O.; Dubois, P. Effect of incorporation of poss compounds and phosphorous hardeners on thermal and fire resistance of nanofilled aeronautic resins. RSC Adv. 2015, 5, 10974–10986. [Google Scholar] [CrossRef]
- Barra, G.; Vertuccio, L.; Vietri, U.; Naddeo, C.; Hadavinia, H.; Guadagno, L. Toughening of epoxy adhesives by combined interaction of carbon nanotubes and silsesquioxanes. Materials 2017, 10, 1131. [Google Scholar] [CrossRef]
- Scarselli, G.; Corcione, C.; Nicassio, F.; Maffezzoli, A. Adhesive joints with improved mechanical properties for aerospace applications. Int. J. Adhes. Adhes. 2017, 75, 174–180. [Google Scholar] [CrossRef]
- Kadlec, M.; Nováková, L.; Mlch, I.; Guadagno, L. Fatigue delamination of a carbon fabric/epoxy laminate with carbon nanotubes. Compos. Sci. Technol. 2016, 131, 32–39. [Google Scholar] [CrossRef]
- Beaumont, P.W.; Soutis, C.; Johnson, A. Fitness considerations for contemporary composite materials: (who’s afraid of the composite micro-crack?). Appl. Compos. Mater. 2017, 24, 1265–1285. [Google Scholar] [CrossRef]
- Capezzuto, F.; Ciampa, F.; Carotenuto, G.; Meo, M.; Milella, E.; Nicolais, F. A smart multifunctional polymer nanocomposites layer for the estimation of low-velocity impact damage in composite structures. Compos. Struct. 2010, 92, 1913–1919. [Google Scholar] [CrossRef] [Green Version]
- Koval, L.R. Sound transmission into a laminated composite cylindrical shell. J. Sound Vib. 1980, 71, 523–530. [Google Scholar] [CrossRef]
- Yuan, C.; Bergsma, O.; Beukers, A. Sound transmission loss prediction of the composite fuselage with different methods. Appl. Compos. Mater. 2012, 19, 865–883. [Google Scholar] [CrossRef]
- Wang, C.; Parrett, A. Damping Mass Effects on Panel Sound Transmission Loss; 0148-7191 SAE Technical Paper; SAE: Warrendale, PA, USA, 2011. [Google Scholar]
- Klasztorny, M.; Wilczynski, A. Constitutive equations of viscoelasticity and estimation of viscoelastic parameters of unidirectional fibrous polymeric composites. J. Compos. Mater. 2000, 34, 1624–1639. [Google Scholar] [CrossRef]
- Hyla, I.; Śleziona, J. Kompozyty, Elementy Mechaniki i Projektowania, Wyd; Politechniki Śląskiej Gliwice: Gliwice, Poland, 2004. [Google Scholar]
- Jones, R.M. Mechanics of Composite Materials; Taylor & Francis. Inc.: New York, NY, USA, 1999. [Google Scholar]
- Figlus, T.; Kozioł, M.; Kuczyński, Ł. Impact of application of selected composite materials on the weight and vibroactivity of the upper gearbox housing. Materials 2019, 12, 2517. [Google Scholar] [CrossRef]
- Alva, A.; Raja, S. Damping characteristics of epoxy-reinforced composite with multiwall carbon nanotubes. Mech. Adv. Mater. Struct. 2014, 21, 197–206. [Google Scholar] [CrossRef]
- Swain, A.; Roy, T.; Nanda, B.K. Vibration damping characteristics of carbon nanotubes-based thin hybrid composite spherical shell structures. Mech. Adv. Mater. Struct. 2017, 24, 95–113. [Google Scholar] [CrossRef]
- Alnefaie, K.; Aldousari, S.; Khashaba, U. New development of self-damping mwcnt composites. Compos. Part. A Appl. Sci. Manuf. 2013, 52, 1–11. [Google Scholar] [CrossRef]
- Rajoria, H.; Jalili, N. Passive vibration damping enhancement using carbon nanotube-epoxy reinforced composites. Compos. Sci. Technol. 2005, 65, 2079–2093. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | tig (s) | tHRRpeak (s) | pHRR (kW/m2) | pHRR Delta % | HRR Average (kW/m2) | HRR Average Delta % | THR MJ/m2 | THR Delta % |
|---|---|---|---|---|---|---|---|---|
| RTM6 panel | 91 | 124 | 301 | 118 | 20 | |||
| Nanofilled panel | 120 | 147.5 | 236.5 | −21.43 | 60.7 | −48.56 | 17 | −15.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barra, G.; Guadagno, L.; Vertuccio, L.; Simonet, B.; Santos, B.; Zarrelli, M.; Arena, M.; Viscardi, M. Different Methods of Dispersing Carbon Nanotubes in Epoxy Resin and Initial Evaluation of the Obtained Nanocomposite as a Matrix of Carbon Fiber Reinforced Laminate in Terms of Vibroacoustic Performance and Flammability. Materials 2019, 12, 2998. https://doi.org/10.3390/ma12182998
Barra G, Guadagno L, Vertuccio L, Simonet B, Santos B, Zarrelli M, Arena M, Viscardi M. Different Methods of Dispersing Carbon Nanotubes in Epoxy Resin and Initial Evaluation of the Obtained Nanocomposite as a Matrix of Carbon Fiber Reinforced Laminate in Terms of Vibroacoustic Performance and Flammability. Materials. 2019; 12(18):2998. https://doi.org/10.3390/ma12182998
Chicago/Turabian StyleBarra, Giuseppina, Liberata Guadagno, Luigi Vertuccio, Bartolome Simonet, Bricio Santos, Mauro Zarrelli, Maurizio Arena, and Massimo Viscardi. 2019. "Different Methods of Dispersing Carbon Nanotubes in Epoxy Resin and Initial Evaluation of the Obtained Nanocomposite as a Matrix of Carbon Fiber Reinforced Laminate in Terms of Vibroacoustic Performance and Flammability" Materials 12, no. 18: 2998. https://doi.org/10.3390/ma12182998
APA StyleBarra, G., Guadagno, L., Vertuccio, L., Simonet, B., Santos, B., Zarrelli, M., Arena, M., & Viscardi, M. (2019). Different Methods of Dispersing Carbon Nanotubes in Epoxy Resin and Initial Evaluation of the Obtained Nanocomposite as a Matrix of Carbon Fiber Reinforced Laminate in Terms of Vibroacoustic Performance and Flammability. Materials, 12(18), 2998. https://doi.org/10.3390/ma12182998