Microstructure and Tribological Performance of Mesocarbon Microbead–Silicon Carbide Composites

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material Fabrication
2.2. Materials Characterization
3. Results and Discussion
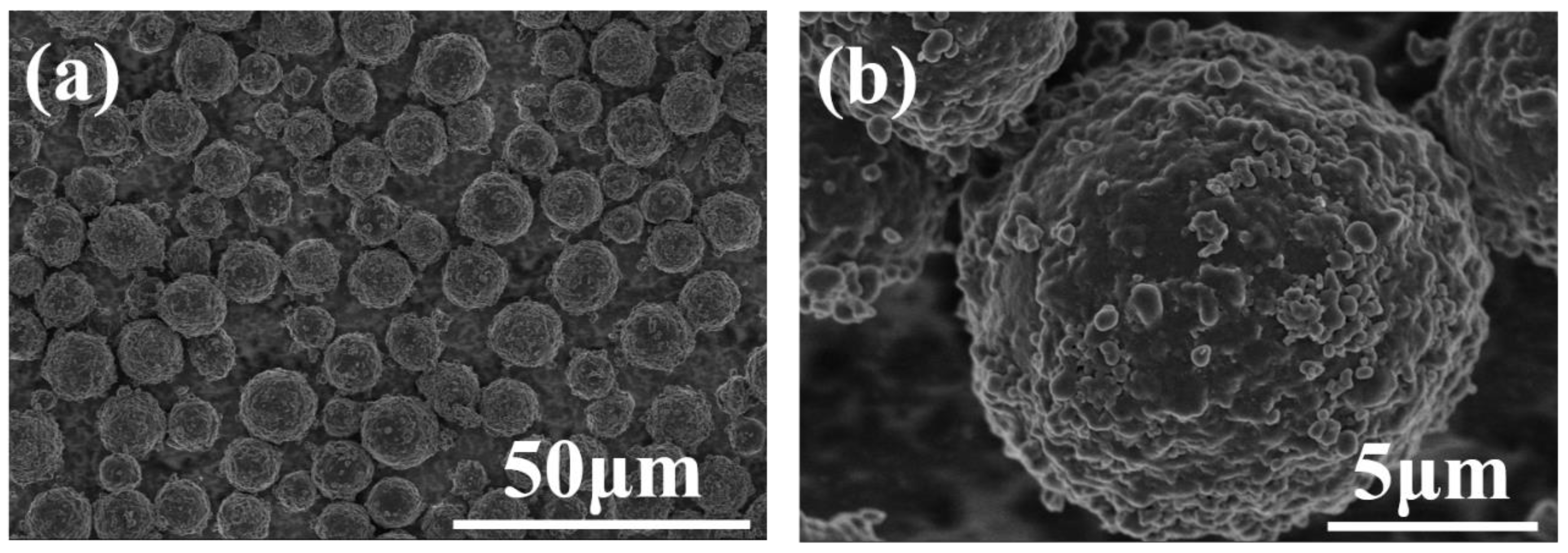
3.1. Initial Powders
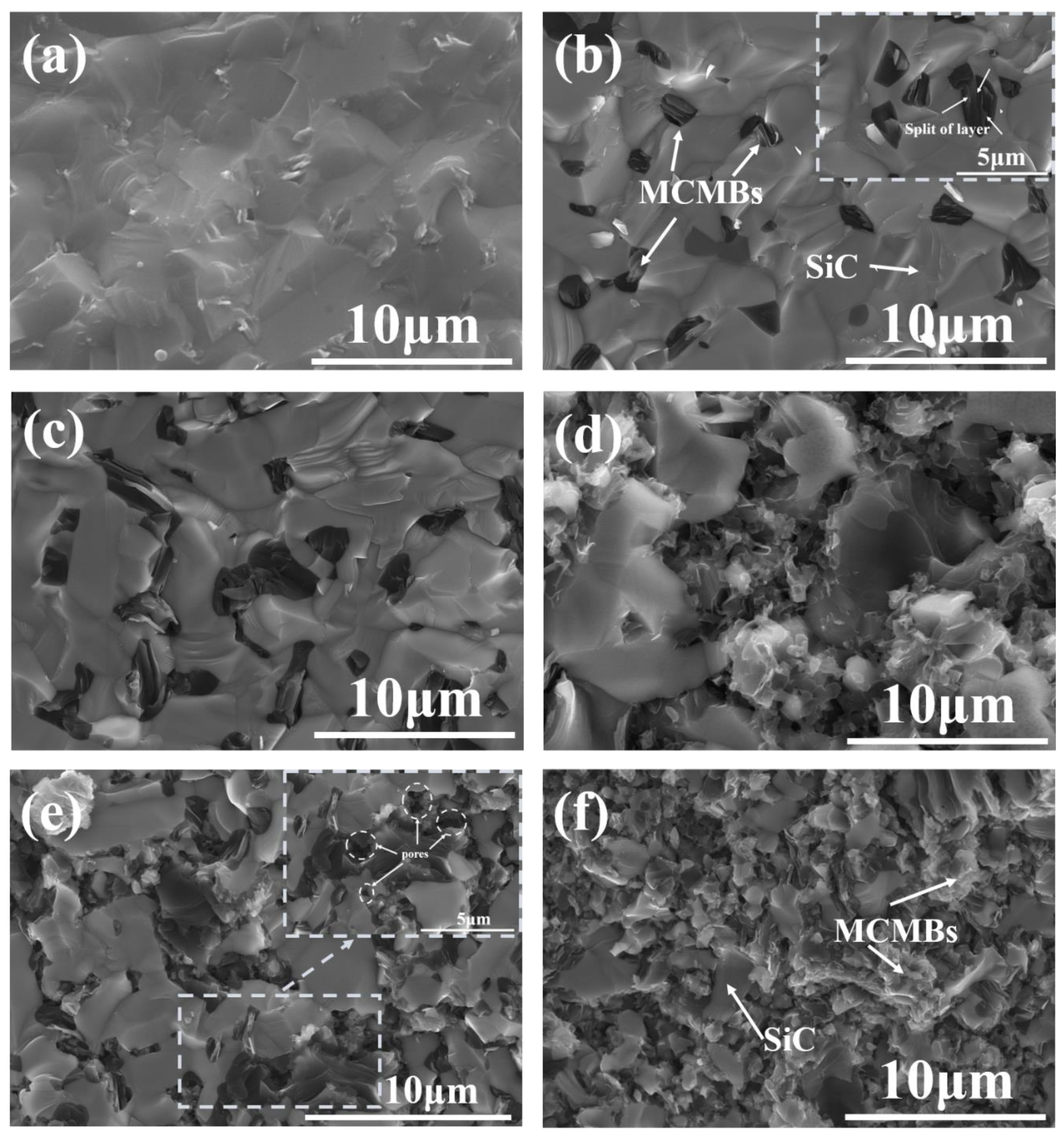
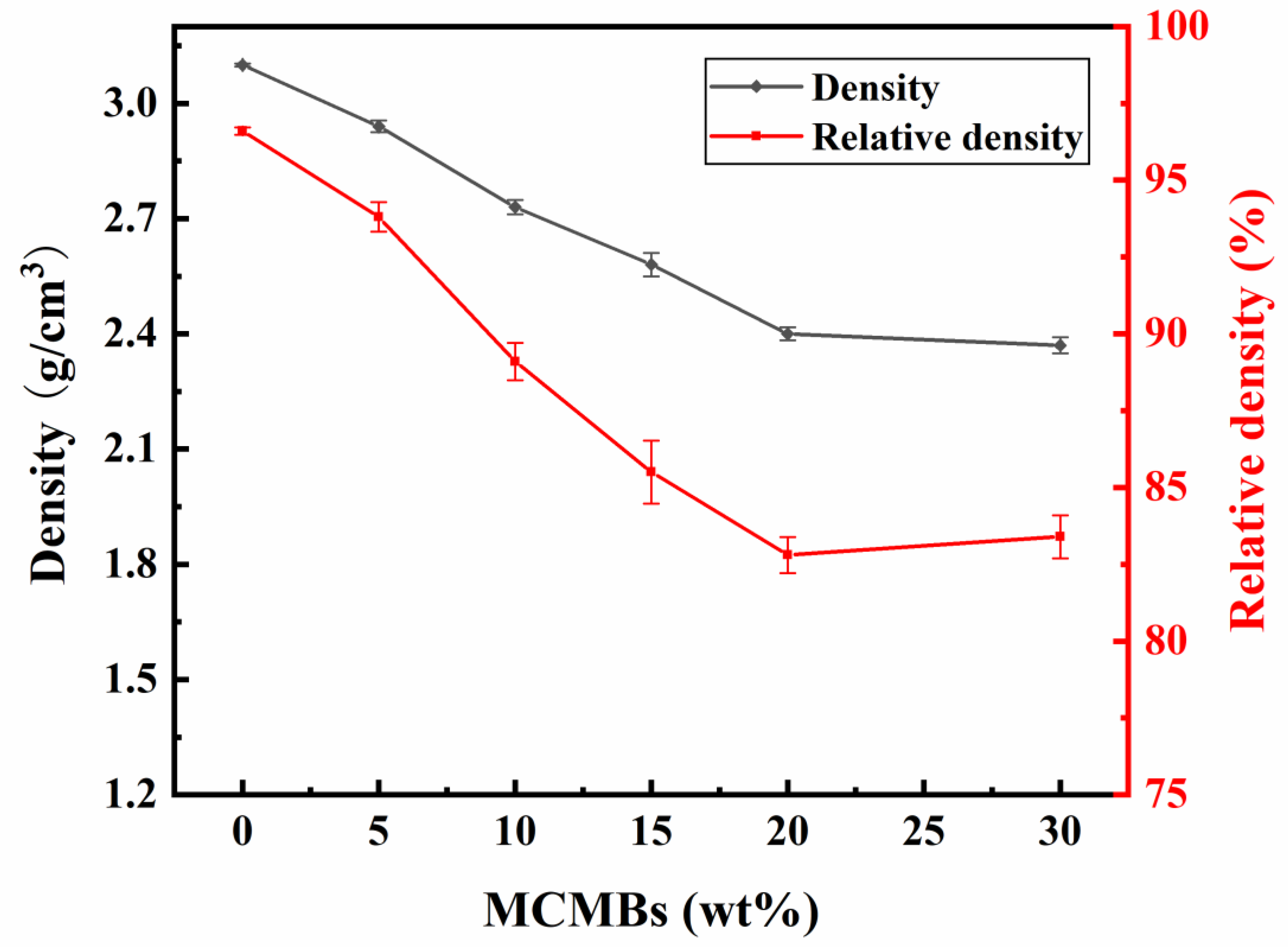
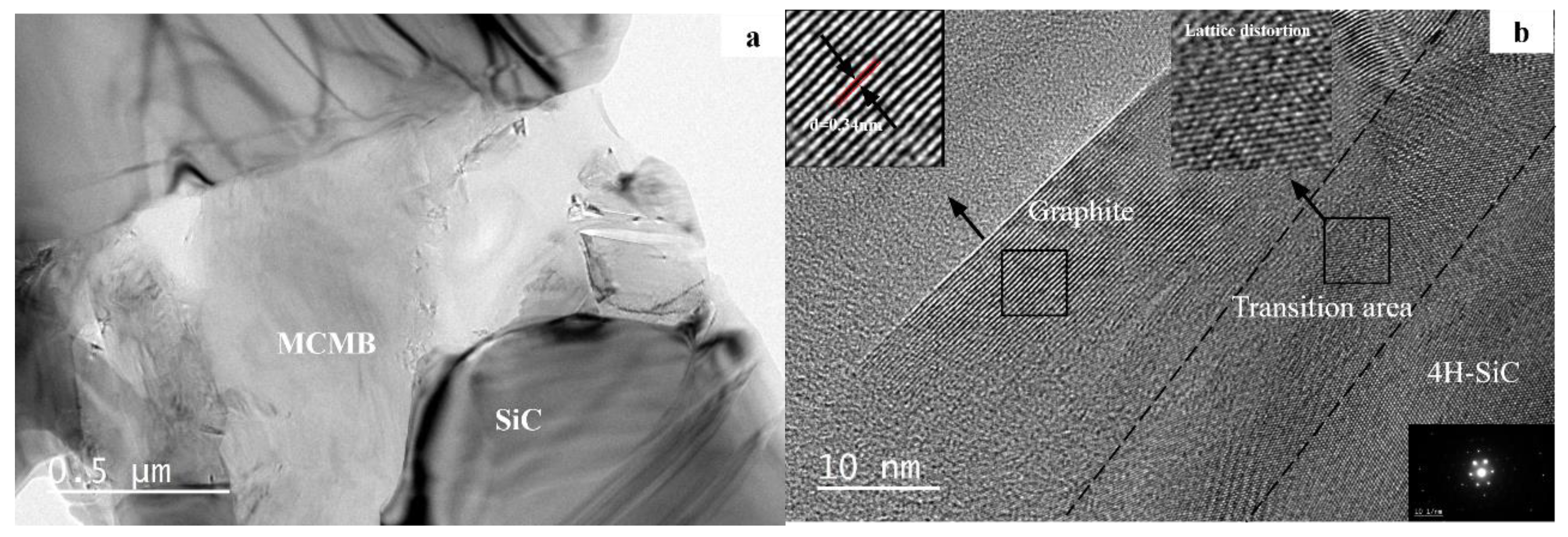
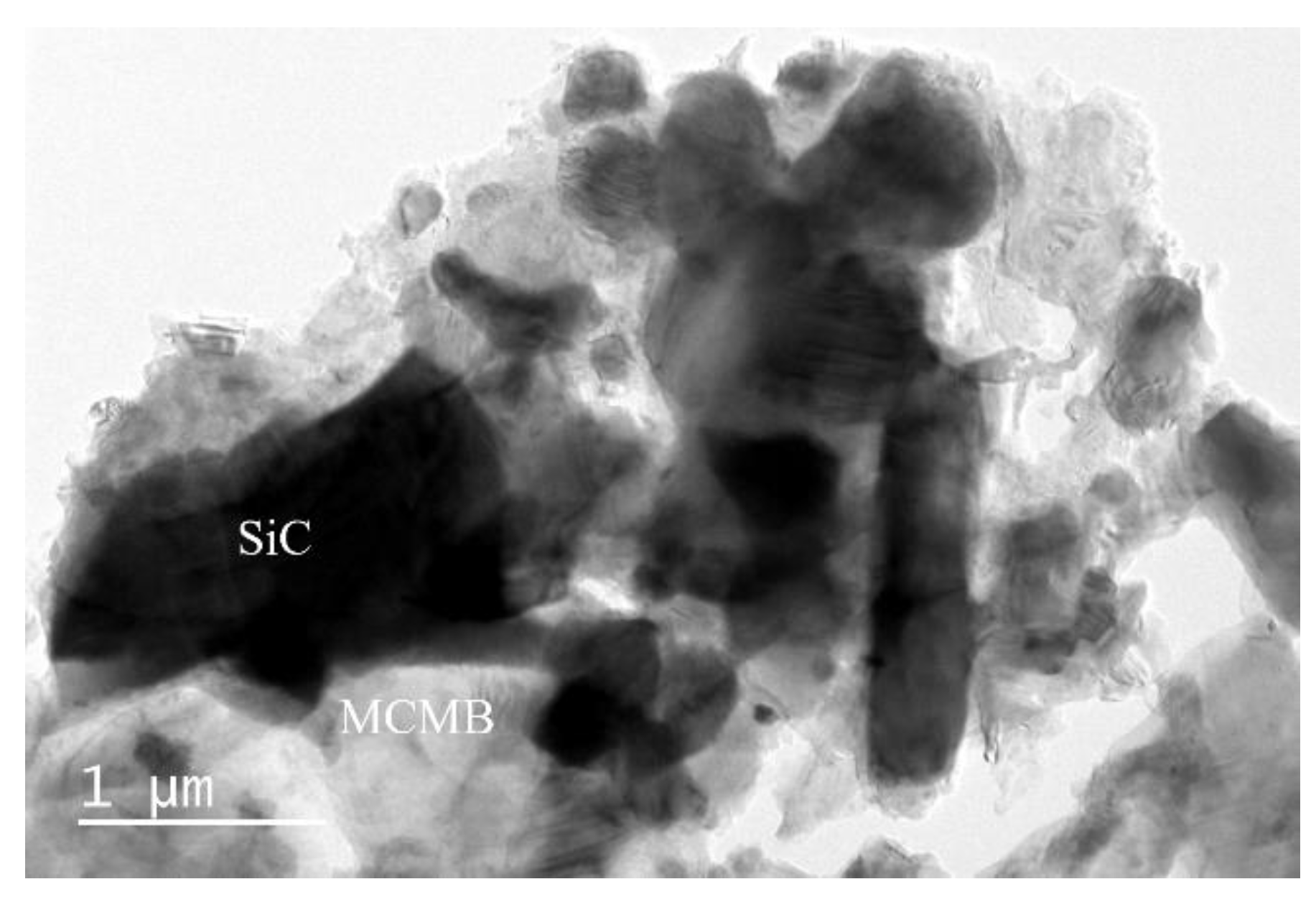
3.2. Microstructure and Density
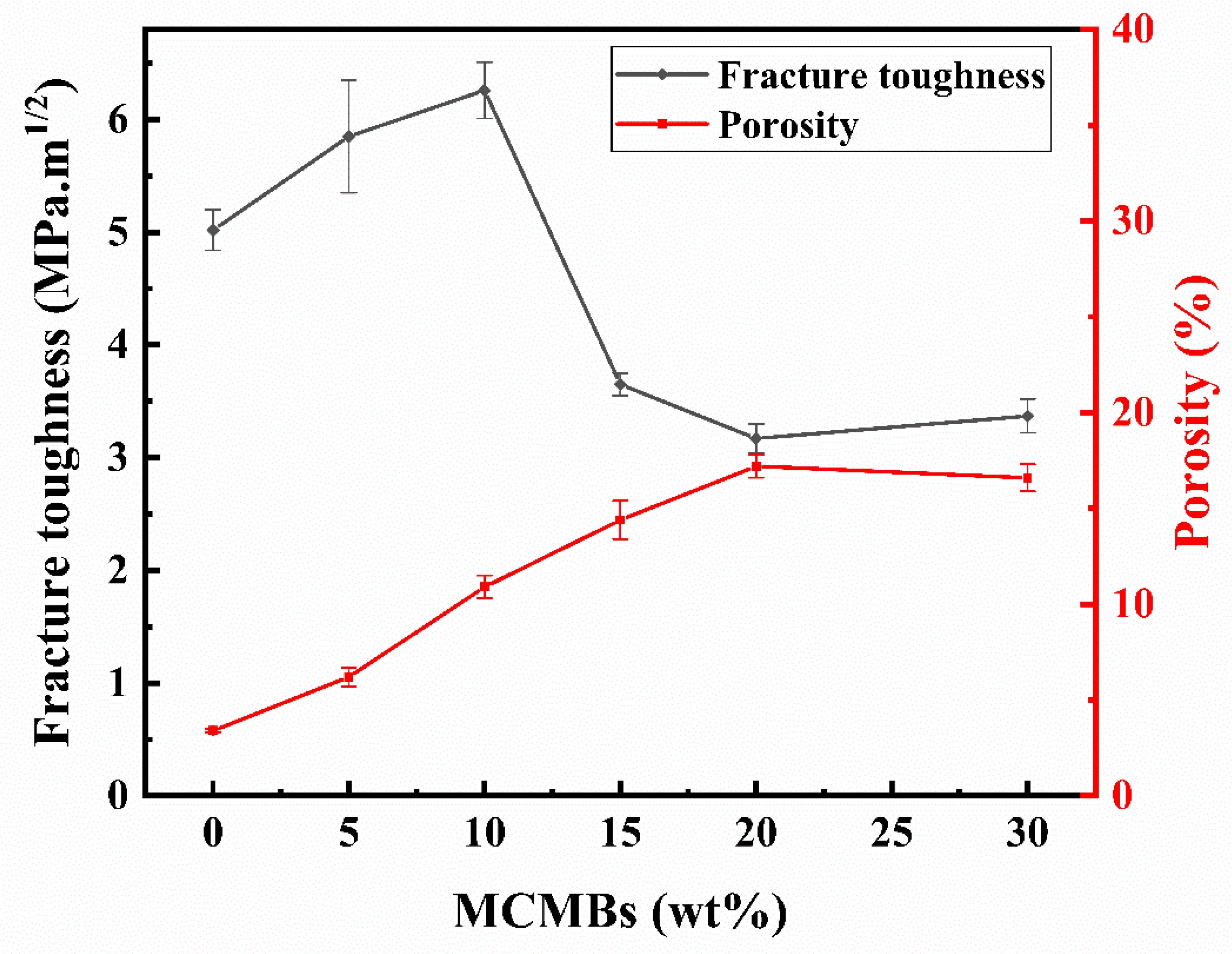
3.3. Mechanical Properties
3.4. Tribological Performance under Dry Friction Condition
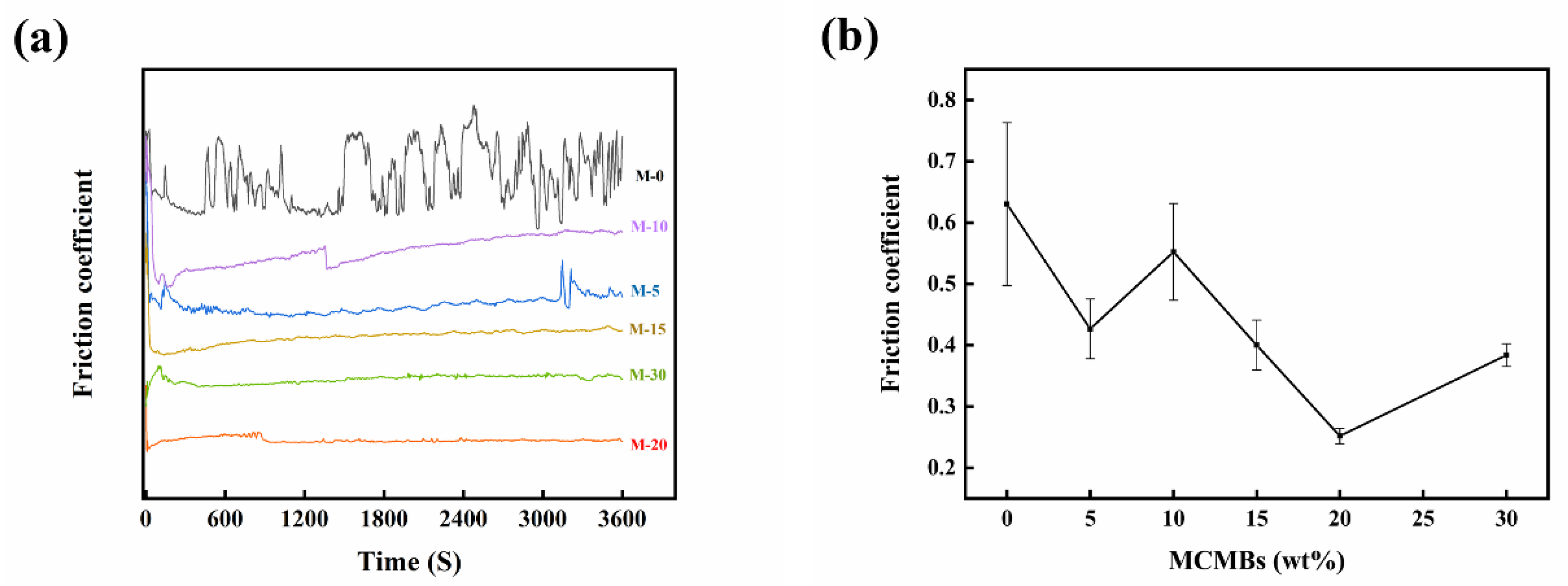
3.4.1. Friction Coefficient
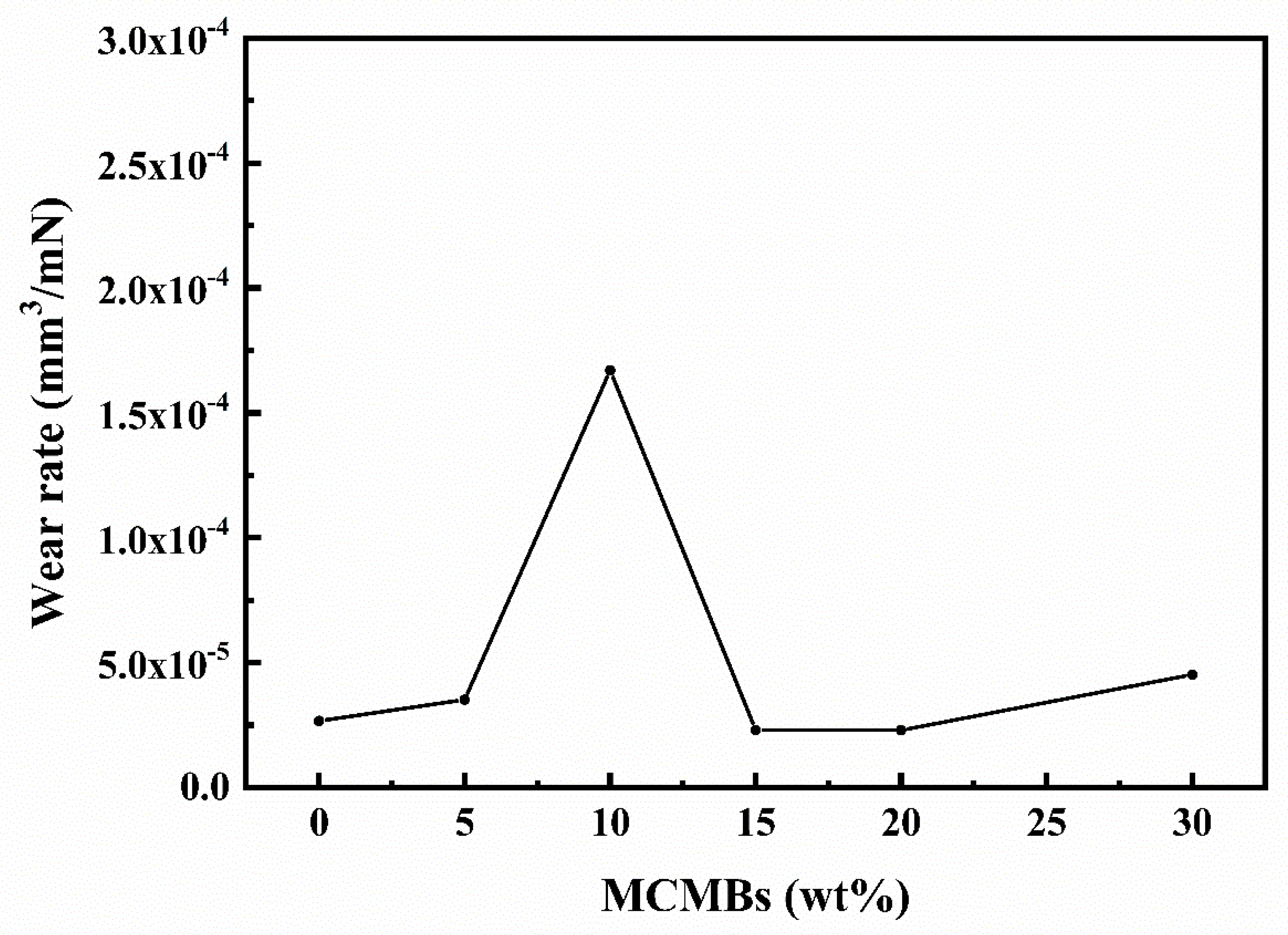
3.4.2. Wear Rate
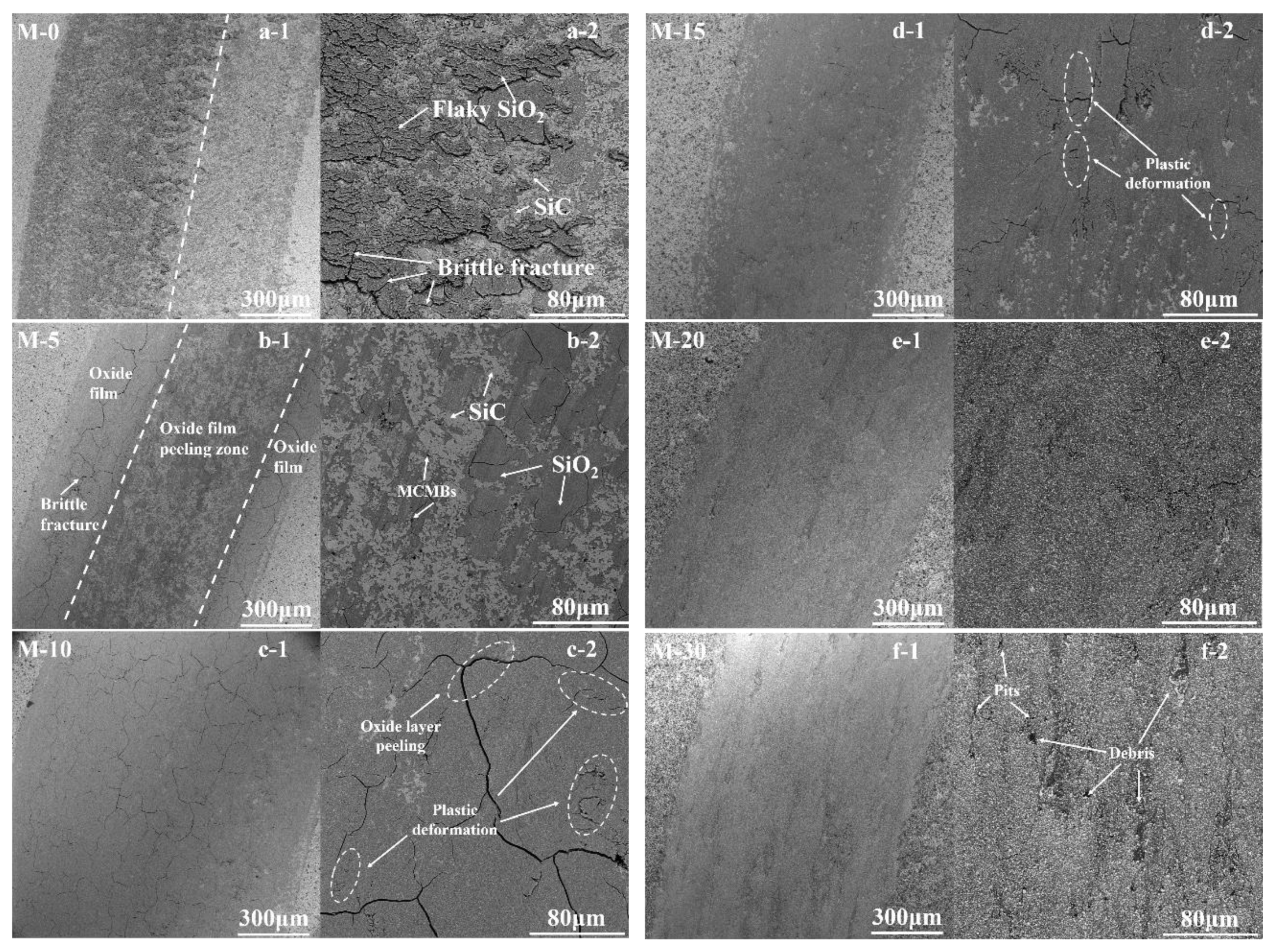
3.4.3. Wear Mechanism
4. Conclusion
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Balakrishnan, V.; Phan, H.-P.; Dinh, T.; Dao, D.V.; Nguyen, N.-T. Thermal flow sensors for harsh environments. Sensors 2017, 17, 2061. [Google Scholar] [CrossRef] [PubMed]
- Phan, H.-P.; Nguyen, T.-K.; Dinh, T.; Ina, G.; Kermany, A.R.; Qamar, A.; Han, J.; Namazu, T.; Maeda, R.; Dao, D.V.; et al. Ultra-high strain in epitaxial silicon carbide nanostructures utilizing residual stress amplification. Appl. Phys. Lett. 2017, 110, 141906. [Google Scholar] [CrossRef] [Green Version]
- Qamar, A.; Phan, H.-P.; Han, J.; Tanner, P.; Dinh, P.; Wang, L.; Dimitrijev, S.; Dao, D.V. The effect of device geometry and crystal orientation on the stress-dependent offset voltage of 3C–SiC (100) four terminal devices. J. Mater. Chem. C 2015, 3, 8804. [Google Scholar] [CrossRef]
- Katoh, Y.; Snead, L.L.; Szlufarska, I.; Weber, W.J. Radiation effects in SiC for nuclear structural applications. Curr. Opin. Solid State Mater. Sci. 2012, 16, 143–152. [Google Scholar] [CrossRef]
- Krstić, V.D.; Vlajić, M.D.; Verrall, R.A. Silicon carbide ceramics for nuclear application. Key Eng. Mater. 1996, 122–124, 387–398. [Google Scholar]
- Singh, S.; Rathi, K.; Pal, K. Synthesis, characterization of graphene oxide wrapped silicon carbide for excellent mechanical and damping performance for aerospace application. J. Alloy. Compd. 2018, 740, 436–445. [Google Scholar] [CrossRef]
- Liang, H.; Yao, X.; Zhang, H.; Liu, X.; Huang, Z. Friction and wear behavior of pressureless liquid phase sintered SiC ceramic. Mater. Des. 2015, 65, 370–376. [Google Scholar] [CrossRef]
- Wang, X.; Kato, K.; Adachi, K. The lubrication effect of micro-pits on parallel sliding faces of SiC in water. Tribol. Trans. 2002, 45, 294–301. [Google Scholar] [CrossRef]
- Wang, X.; Kato, K. Improving the anti-seizure ability of SiC seal in water with RIE texturing. Tribol. Lett. 2003, 14, 275–280. [Google Scholar] [CrossRef]
- Woydt, M.; Skopp, A.; Habig, K.H. Dry friction and wear of self-mated sliding couples of SiC-TiC and Si3N4-TiN. Wear 1991, 148, 377–394. [Google Scholar] [CrossRef]
- Agarwal, S.; Sarkar, S.; Das, M.; Dixit, A.R. Tribo-mechanical characterization of spark plasma sintered chopped carbon fibre reinforced silicon carbide composites. Ceram. Int. 2016, 42, 18283–18288. [Google Scholar] [CrossRef]
- Borrell, A.; Torrecillas, R.; Rocha, V.G.; Fernández, A.; Bonache, V.; Salvador, M.D. Effect of CNFs content on the tribological behaviour of spark plasma sintering ceramic–CNFs composites. Wear 2012, 274–275, 94–99. [Google Scholar] [CrossRef]
- Llorente, J.; Román-Manso, B.; Miranzo, P.; Belmonte, M. Tribological performance under dry sliding conditions of graphene/silicon carbide composites. J. Eur. Ceram. Soc. 2016, 36, 429–435. [Google Scholar] [CrossRef] [Green Version]
- Džunda, R.; Fides, M.; Hnatko, M.; Hvizdoš, P.; Múdra, E.; Medveď, D.; Kovalčíková, A.; Milkovič, O. Mechanical, physical properties and tribological behaviour of silicon carbide composites with addition of carbon nanotubes. Int. J. Refract. Met. Hard Mater. 2019, 81, 272–280. [Google Scholar] [CrossRef]
- Alca’ntara, R.; Madrigal, F.J.F.; Lavela, P.; Tirado, J.L.; Mateos, J.M.J.; de Salazar, C.G.; Stoyanova, R.; Zhecheva, E. Characterisation of mesocarbon microbeads (MCMB) as active electrode material in lithium and sodium cells. Carbon 2000, 38, 1031–1041. [Google Scholar] [CrossRef]
- Chen, Q.; Nie, Y.; Li, T.; Ren, B.; Liu, Y. Electrochemical performance of novel mesocarbon microbeads as lithium ion battery anode. J. Mater. Sci.-Mater. El. 2018, 29, 14788–14795. [Google Scholar] [CrossRef]
- Song, Y.; Zhai, G.; Li, G.; Shi, J.; Guo, Q.; Liu, L. Carbon/graphite seal materials prepared from mesocarbon microbeads. Carbon 2004, 42, 1427–1433. [Google Scholar] [CrossRef]
- Fang, M.-D.; Tseng, W.-L.; Jow, J.-J.; Lee, C.-M.; Chen, H.-R.; Wu, M.-S.; Ling, T.-R. Improving the self-sintering of mesocarbon-microbeads for the manufacture of high performance graphite-parts. Carbon 2012, 50, 906–913. [Google Scholar] [CrossRef]
- Im, U.; Kim, J.; Lee, B.; Peck, D.; Jung, D. Improving the mechanical properties of a high density carbon block from mesocarbon microbeads according to oxidative stabilization. Sci. Rep. 2018, 8, 11064. [Google Scholar] [CrossRef]
- Norfolk, C.; Kaufmann, A.; Mukasyan, A.; Varma, A. Processing of mesocarbon microbeads to high-performance materials: Part III. High-temperature sintering and graphitization. Carbon 2006, 44, 301–306. [Google Scholar] [CrossRef]
- Safi, S.; Kazemzadeh, A. MCMB–SiC composites; new class high-temperature structural materials for aerospace applications. Ceram. Int. 2013, 39, 81–86. [Google Scholar] [CrossRef]
- Omari, M.; Takei, H. Pressureless sintering of SiC. Commun. Am. Ceram. Soc. 1982, 65, c92. [Google Scholar] [CrossRef]
- Zhang, T.; Zhang, Z.; Zhang, J.; Jiang, D.; Lin, Q. Preparation of SiC ceramics by aqueous gelcasting and pressureless sintering. Mater. Sci. Eng. A 2007, 443, 257–261. [Google Scholar] [CrossRef]
- Zhang, J.; Jiang, D.; Lin, Q.; Chen, Z.; Huang, Z. Properties of silicon carbide ceramics from gelcasting and pressureless sintering. Mater. Des. (1980–2015) 2015, 65, 12–16. [Google Scholar] [CrossRef]
- Xia, H.; Wang, J.; Shi, Z.; Qiao, G. Reciprocating friction and wear properties of mesocarbon microbeads-based graphite and siliconized graphite. J. Nucl. Mater. 2013, 433, 341–344. [Google Scholar] [CrossRef]
- Chen, J.; Huang, Z.; Chen, Z.; Yuan, M.; Liu, Y.; Zhu, Y. The effect of carbon on surface quality of solid-state-sintered silicon carbide as optical materials. Mater. Charact. 2014, 89, 7–12. [Google Scholar] [CrossRef]
- Shen, K.; Huang, Z.-H.; Yang, J.; Shen, W.; Kang, F. Effect of oxidative stabilization on the sintering of mesocarbon microbeads and a study of their carbonization. Carbon 2011, 49, 3200–3211. [Google Scholar] [CrossRef]
- Stobierski, L.; Gubernat, A. Sintering of silicon carbide II. Effect of boron. Ceram. Int. 2003, 29, 355–361. [Google Scholar] [CrossRef]
- Stobierski, L.; Gubernat, A. Sintering of silicon carbide I. Effect of carbon. Ceram. Int. 2003, 29, 287–292. [Google Scholar] [CrossRef]
- Haridoss, P.; Uribe, F.A.; Garzon, F.H.; Zawodzinski Jr, T.A. Structural modifications of disordered mesocarbon microbeads with lower temperatures of heat treatment. J. Mater. Res. 1997, 13, 2015–2022. [Google Scholar] [CrossRef]
- Zhao, B.Y.; Hu, X.B.; Hu, K.A. Thermal behaviors of mesocarbon microbeads and physical properties of carbon plates. J. Mater. Sci. 2004, 39, 1735–1741. [Google Scholar]
- Wang, D.F.; She, J.H.; Ma, Z.Y. Effect of microstructure on erosive wear behavior of SiC ceramics. Wear 1995, 180, 35–41. [Google Scholar] [CrossRef]
- Cho, S.-J.; Um, C.-D. Wear and wear transition mechanism in silicon carbide during sliding. J. Am. Ceram. Soc 1995, 78, 1076–1078. [Google Scholar] [CrossRef]
- Xia, H.; Wang, J.; Shi, Z.; Liu, G.; Qiao, G. Sliding wear behavior of mesocarbon microbeads based carbon materials. Wear 2012, 274–275, 260–266. [Google Scholar] [CrossRef]
- Sharma, S.K.; Kumar, B.V.M.; Kim, Y.-W. Tribological behavior of silicon carbide ceramics—A review. J. Korean Ceram. Soc. 2016, 53, 581–596. [Google Scholar] [CrossRef]
- Zhou, Y.; Hirao, K.; Yamauchi, Y.; Kanzaki, S. Tribological properties of silicon carbide and silicon carbide–graphite composite ceramics in sliding contact. J. Am. Ceram. Soc. 2003, 86, 991–1002. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Yao, X.; Zhang, H.; Liu, X.; Huang, Z. Microstructure and Tribological Performance of Mesocarbon Microbead–Silicon Carbide Composites. Materials 2019, 12, 3127. https://doi.org/10.3390/ma12193127
Wang X, Yao X, Zhang H, Liu X, Huang Z. Microstructure and Tribological Performance of Mesocarbon Microbead–Silicon Carbide Composites. Materials. 2019; 12(19):3127. https://doi.org/10.3390/ma12193127
Chicago/Turabian StyleWang, Xiaojie, Xiumin Yao, Hui Zhang, Xuejian Liu, and Zhengren Huang. 2019. "Microstructure and Tribological Performance of Mesocarbon Microbead–Silicon Carbide Composites" Materials 12, no. 19: 3127. https://doi.org/10.3390/ma12193127