3C-SiC Growth on Inverted Silicon Pyramids Patterned Substrate

 ,
, 
 , ,
, , 

Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Formation of GB on ISP
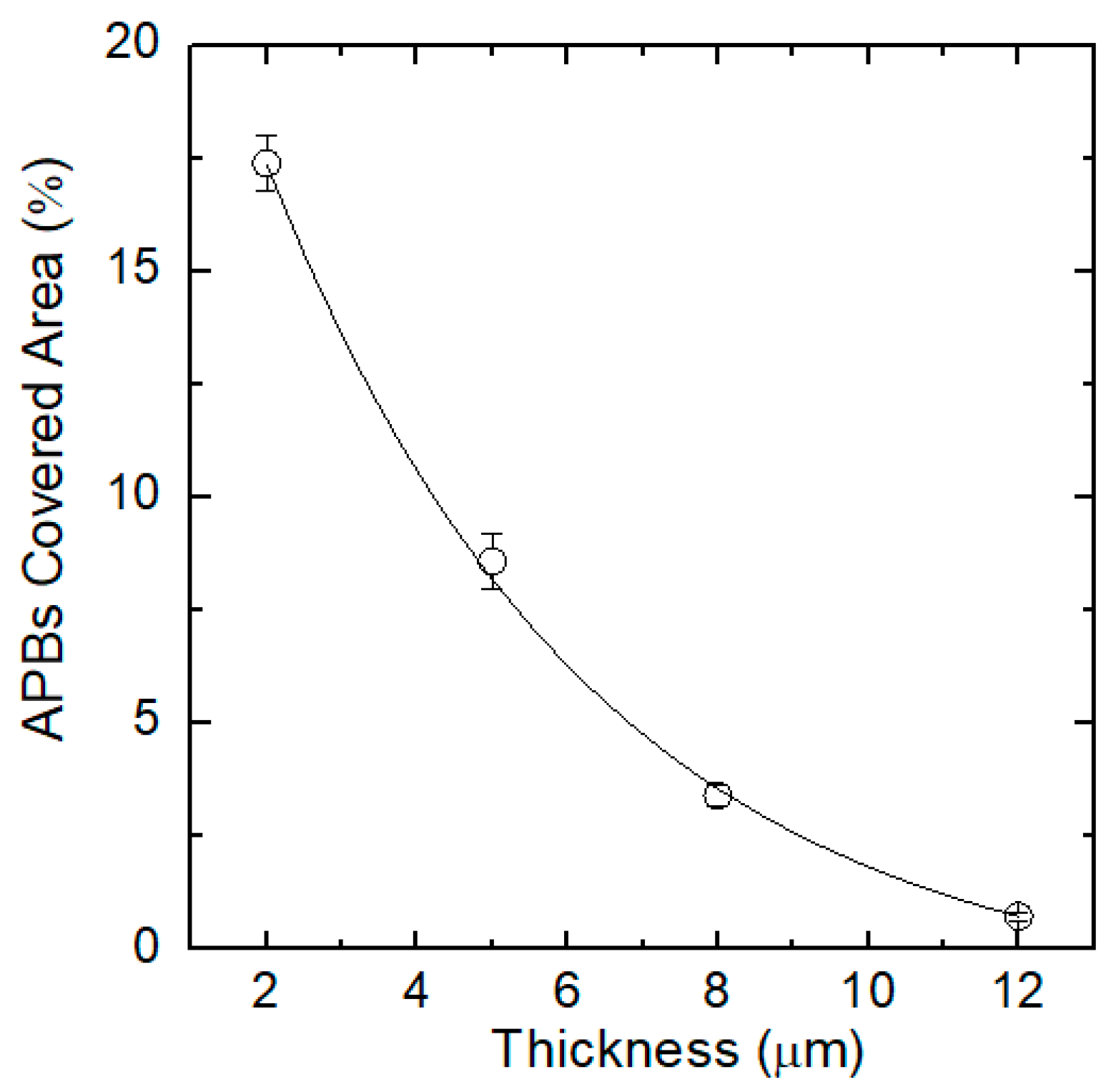
3.2. APB Formation and Reduction
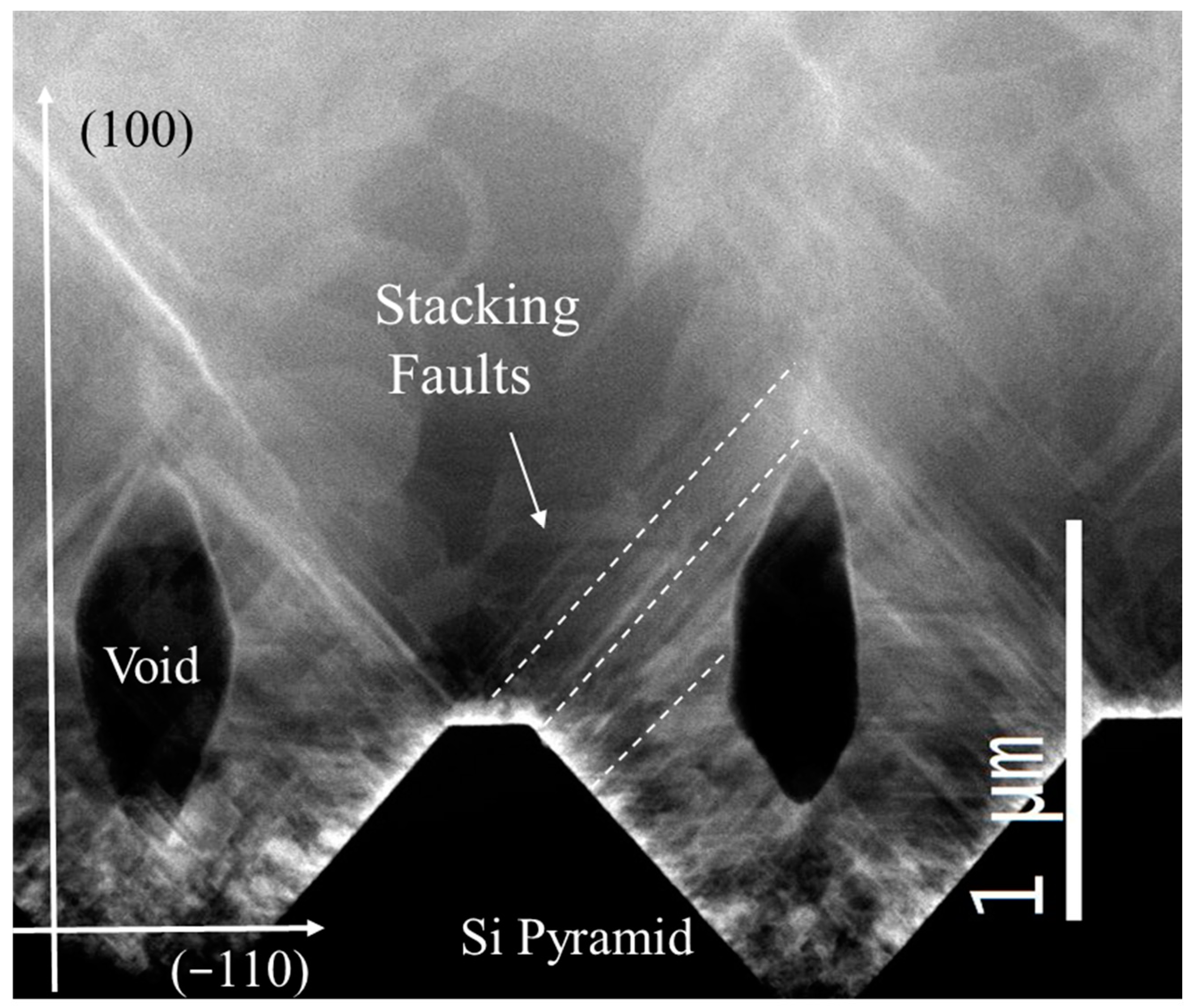
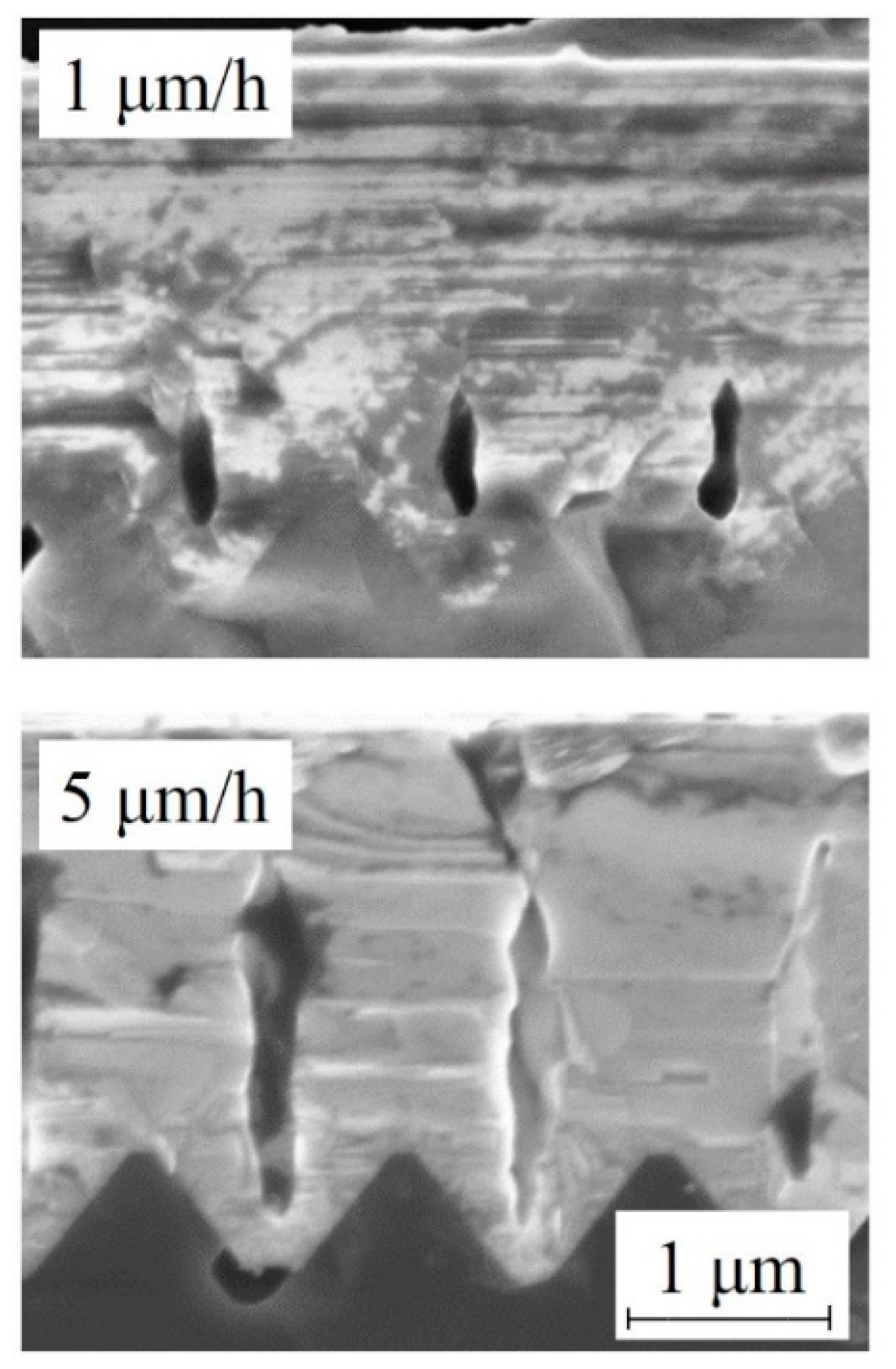
3.3. GB Interaction and Void Formation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Tanner, P.; Iacopi, A.; Phan, H.P.; Dimitrijev, S.; Hold, L.; Chaik, K.; Walker, G.; Dao, D.V.; Nguyen, N.T. Excellent Rectifying Properties of the n-3C-SiC/p-Si Heterojunction Subjected to High Temperature Annealing for Electronics, MEMS, and LED Applications. Sci. Rep. 2017, 7, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Senesky, D.G.; Cheng, K.B.; Pisano, A. Harsh Environment Silicon Carbide Sensors for Health and Performance Monitoring of Aerospace Systems: A Review. IEEE Sens. J. 2019, 9, 1472–1478. [Google Scholar] [CrossRef]
- Dinh, T.; Phan, H.-P.; Nguyen, T.-K.; Balakrishnan, V.; Cheng, H.-H.; Hold, L.; Lacopi, A.; Nguyen, N.-T.; Dao, V. Unintentionally doped epitaxial 3C-SiC (111) nanothin film as material for highly sensitive thermal sensors at high temperatures. IEEE Electron Device Lett. 2018, 39, 580–583. [Google Scholar] [CrossRef]
- Beker, L.; Maralani, A.; Lin, L.; Pisano, A. Sensors and Actuators A, Modeling, Fabrication, and Characterization of SiC Concentrically Matched Differential Capacitance Output Pressure Sensors. Sens. Actuators A 2018, 273, 293–302. [Google Scholar] [CrossRef]
- Stahlbush, R.; Neudeck, P.; Bhalla, A.; Devaty, R.P.; Dudley, M.; Lelis, A. Comparison of 3C-SiC and 4H-SiC Power MOSFETS. Mat. Sci. Forum 2018, 924, 2018. [Google Scholar]
- Nishino, S.; Powell, J.A.; Will, H.A. Production of large-area single-crystal wafers of cubic SiC for semiconductor devices. Appl. Phys. Lett. 1983, 42, 460–462. [Google Scholar] [CrossRef]
- Reyes, M.; Shishkin, Y.; Harvey, S.; Saddow, S.E. Development of a high-growth rate 3C-SiC on Si CVD process. MRS Online Proc. Lib. Arch. 2006, 911. [Google Scholar] [CrossRef]
- Yamasaki, J.; Inamoto, S.; Nomura, Y.; Tamaki, H.; Tanaka, N. Atomic structure analysis of stacking faults and misfit dislocations at 3C-SiC/Si (001) interfaces by aberration-corrected transmission electron microscopy. J. Phys. D Appl. Phys. 2012, 45, 494002. [Google Scholar] [CrossRef]
- Severino, A.; Bongiorno, C.; Piluso, N.; Italia, M.; Camarda, M.; Mauceri, M.; Condorelli, G.; Di Stefano, M.A.; Cafra, B.; La Magna, A.; et al. High-quality 6 inch (111) 3C-SiC films grown on off-axis (111) Si substrates Thin Solid Films. Thin Solid Films 2010, 518, S165–S169. [Google Scholar] [CrossRef]
- Zielinski, M.; Ndiaye, S.; Chassagne, T.; Juillaguet, S.; Lewandowska, R.; Portail, M.; Leycuras, A.; Camassel, J. Strain and wafer curvature of 3C-SiC films on silicon: Influence of the growth conditions. Phys. Status Solidi A 2007, 204, 981–986. [Google Scholar] [CrossRef]
- Barbagiovanni, E.G.; Alberti, A.; Bongiorno, C.; Smecca, E.; Zimbone, M.; Anzalone, R.; Litrico, G.; Mauceri, M.; La Magna, A.; La Via, F. High Resolution Investigation of Stacking Fault Density by HRXRD and STEM. Mater. Sci. Forum 2019, 963, 346–349. [Google Scholar] [CrossRef]
- Litrico, G.; Anzalone, R.; Alberti, A.; Bongiorno, C.; Nicotra, G.; Zimbone, M.; Mauceri, M.; Coffa, S.; La Via, F. Stacking Faults Defects on 3C-SiC Homo-Epitaxial Films. Mater. Sci. Forum 2018, 924, 124–127. [Google Scholar] [CrossRef] [Green Version]
- Anzalone, R.; Zimbone, M.; Calabretta, C.; Mauceri, M.; Alberti, A.; Reitano, R.; La Via, F. Temperature Investigation on 3C-SiC Homo-Epitaxyon Four-Inch Wafers. Materials 2019, 12, 3293. [Google Scholar] [CrossRef]
- Zimbone, M.; Zielinski, M.; Barbagiovanni, E.G.; Calabretta, C.; La Via, F. 3C-SiC grown on Si by using a Si1-xGex buffer layer. J. Cryst. Growth 2019, 519, 1–6. [Google Scholar] [CrossRef] [Green Version]
- La Via, F.; D’Arrigo, G.; Severino, A.; Piluso, N.; Mauceri, M.; Locke, C.; Saddow, S.E. Patterned substrate with inverted silicon pyramids for 3C–SiC epitaxial growth: A comparison with conventional (001) Si substrate. J. Mater. Res. 2013, 28, 94–103. [Google Scholar] [CrossRef]
- Albani, M.; Marzegalli, A.; Bergamaschini, R.; Mauceri, M.; Crippa, D.; La Via, F.; Von Känel, H.; Miglio, L. Solving the critical thermal bowing in 3C-SiC/Si (111) by a tilting Si pillar architecture. J. Appl. Phys. 2018, 123, 185703. [Google Scholar] [CrossRef]
- Namavar, F.; Colter, P.C.; Planes, N.; Fraisse, B.; Pernot, J.; Juillaguet, S.; Camassel, J. Investigation of porous silicon as a new compliant substrate for 3C-SiC deposition. Mater. Sci. Eng. 1999, 61, 571–575. [Google Scholar] [CrossRef]
- Nagasawa, H.; Yagi, K.; Kawahara, T. 3C-SiC hetero-epitaxial growth on undulant Si (001) substrate. J. Cryst. Growth 2002, 1244, 237–239. [Google Scholar] [CrossRef]
- Nagasawa, H.; Yagi, K.; Kawahara, T.; Hatta, N.; Pensl, G.; Choyke, W.J.; Yamada, T.; Itoh, K.M.; Schöner, A. Low-defect 3C-SiC Grown on Undulant-Si (001) Substrates. In Silicon Carbide; Choyke, W.J., Matsunami, H., Pensl, G., Eds.; Springer: Berlin, Germany, 2004; pp. 207–228. [Google Scholar]
- Schöner, A.; Krieger, M.; Pensl, G.; Abe, M.; Nagasawa, H. Fabrication and characterization of 3C-SiC-based MOSFETs. Chem. Vap. Deposition 2006, 12, 523–530. [Google Scholar] [CrossRef]
- Nagasawa, H.; Abe, M.; Yagi, K.; Kawahara, T.; Hatta, N. Fabrication of high performance 3C-SiC vertical MOSFETs by reducing planar defects. Phys. Status Solidi B 2008, 245, 1272–1280. [Google Scholar] [CrossRef]
- Nagasawa, H.; Kawahara, T.; Yagi, K.; Hatta, N.; Uccida, H.; Kobayashi, M.; Reshanov, S.; Esteve, R.; Schoner, A. High quality 3C-SiC substrate for MOSFET fabrication. Mater. Sci. Forum 2012, 711, 91–98. [Google Scholar] [CrossRef]
- Nagasawa, H.; Yagi, K.; Kawahara, T.; Hatta, N. Reducing planar defects in 3C-SiC. Chem. Vap. Deposition 2006, 12, 502–508. [Google Scholar] [CrossRef]
- Anzalone, R.; Litrico, G.; Piluso, N.; Reitano, R.; Alberti, A.; Fiorenza, P.; Coffa, S.; La Via, F. Carbonization and transition layer effects on 3C-SiC film residual stress. J. Cryst. Growth 2017, 473, 11–19. [Google Scholar] [CrossRef]
- Polychroniadis, E.; Syväjärvi, M.; Yakimova, R.; Stoemenos, J. Microstructural characterization of very thick freestanding 3C-SiC wafers. J. Cryst. Growth 2004, 263, 68–75. [Google Scholar] [CrossRef]
- La Via, F.; Severino, A.; Anzalone, R.; Bongiorno, C.; Litrico, G.; Mauceri, M.; Schoeler, M.; Schuh, P.; Wellmann, P. From thin film to bulk 3C-SiC growth: Understanding the mechanism of defects reduction. Mater. Sci. Semicond. Process. 2018, 78, 57–68. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pyramid Size | Pitch |
|---|---|
| 5 × 5 μm2 | 6 × 6 μm2 |
| 3 × 3 μm2 | 4 × 4 μm2 |
| 1 × 1 μm2 | 1.4 × 1.4 μm2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zimbone, M.; Zielinski, M.; Bongiorno, C.; Calabretta, C.; Anzalone, R.; Scalese, S.; Fisicaro, G.; La Magna, A.; Mancarella, F.; La Via, F. 3C-SiC Growth on Inverted Silicon Pyramids Patterned Substrate. Materials 2019, 12, 3407. https://doi.org/10.3390/ma12203407
Zimbone M, Zielinski M, Bongiorno C, Calabretta C, Anzalone R, Scalese S, Fisicaro G, La Magna A, Mancarella F, La Via F. 3C-SiC Growth on Inverted Silicon Pyramids Patterned Substrate. Materials. 2019; 12(20):3407. https://doi.org/10.3390/ma12203407
Chicago/Turabian StyleZimbone, Massimo, Marcin Zielinski, Corrado Bongiorno, Cristiano Calabretta, Ruggero Anzalone, Silvia Scalese, Giuseppe Fisicaro, Antonino La Magna, Fulvio Mancarella, and Francesco La Via. 2019. "3C-SiC Growth on Inverted Silicon Pyramids Patterned Substrate" Materials 12, no. 20: 3407. https://doi.org/10.3390/ma12203407
APA StyleZimbone, M., Zielinski, M., Bongiorno, C., Calabretta, C., Anzalone, R., Scalese, S., Fisicaro, G., La Magna, A., Mancarella, F., & La Via, F. (2019). 3C-SiC Growth on Inverted Silicon Pyramids Patterned Substrate. Materials, 12(20), 3407. https://doi.org/10.3390/ma12203407