Preparation of Imitation Basalt Compound Based on Thermodynamic Calculation

Abstract
:
1. Introduction
2. Thermodynamic Calculations
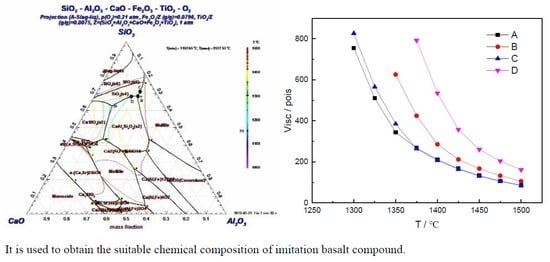
2.1. Calculation of Ternary Phase Diagram
2.2. Calculation of High-Temperature Viscosity
3. Materials and Method
3.1. Preparation of Imitation Basalt Compound
3.2. Analysis of Chemical Compositions and Components
3.3. Investigation of High-Temperature Melting Performance
3.4. Investigation of Crystallization Ability
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Deng, L.; Zhang, X.; Zhang, M.; Jia, X. Effect of CaF2 on viscosity, structure and properties of CaO-Al2O3-MgO-SiO2 slag glass ceramics. J. Non Cryst. Solids 2018, 500, 310–316. [Google Scholar] [CrossRef]
- Marini, D.; Valente, M. Basalt short fibers dispersion and fabric impregnation with magnesium alloy (AZ63): First results. Materials 2019, 12, 2960. [Google Scholar] [CrossRef] [PubMed]
- Gribniak, V.; Arnautov, A.K.; Kaklauskas, G.; Tamulenas, V.; Timinskas, E.; Sokolov, A. Investigation on application of basalt materials as reinforcement for flexural elements of concrete bridges. Balt. J. Road Bridge Eng. 2015, 10, 201–206. [Google Scholar] [CrossRef]
- Zykaite, R.; Purgleitner, B.; Stadlbauer, W.; Burgstaller, C. Microdebond test development and interfacial shear strength evaluation of basalt and glass fibre reinforced polypropylene composites. J. Compos. Mater. 2017, 51, 4091–4099. [Google Scholar] [CrossRef]
- Ercenk, E.; Guven, B.; Yilmaz, S. Crystallization kinetics of machinable glass ceramics produced from volcanic basalt rock. J. Non Cryst. Solids 2018, 498, 262–271. [Google Scholar] [CrossRef]
- Deak, T.; Czigany, T. Chemical composition and mechanical properties of basalt and glass fibers: A comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]
- Kuzmin, K.L.; Gutnikov, S.I.; Zhukovskaya, E.S.; Lazoryak, B.I. Basaltic glass fibers with advanced mechanical properties. J. Non Cryst. Solids 2017, 476, 144–150. [Google Scholar] [CrossRef]
- Liu, D.Y.; Wu, C.S. Stockpiling and comprehensive utilization of red mud research progress. Materials 2012, 5, 1232–1246. [Google Scholar] [CrossRef]
- Biswas, S.; Satapathy, A. Tribo-performance analysis of red mud filled glass-epoxy composites using Taguchi experimental design. Mater. Des. 2009, 30, 2841–2853. [Google Scholar] [CrossRef]
- Jamieson, E.; Kealley, C.; Van Riessen, A.; Hart, R. Optimising ambient setting Bayer derived fly ash geopolymers. Materials 2016, 9, 392. [Google Scholar] [CrossRef] [PubMed]
- Li, D.; Wu, D.; Xu, F.; Lai, J.; Shao, L. Literature overview of Chinese research in the field of better coal utilization. J. Clean. Prod. 2018, 185, 959–980. [Google Scholar] [CrossRef]
- Luan, J.; Li, A.; Su, T.; Cui, X. Synthesis of nucleated glass-ceramics using oil shale fly ash. J. Hazard. Mater. 2010, 173, 427–432. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Qu, Y.; Lu, Y.; Chang, Z.; Yue, Y. Structural, thermal properties and chemical durability of aluminosilicate glasses prepared by Bayer red mud. Ionics 2017, 23, 2091–2101. [Google Scholar] [CrossRef]
- Li, Z.; Luo, Z.; Li, X.; Liu, T.; Guan, L.; Wu, T.; Lu, A. Preparation and characterization of glass–ceramic foams with waste quartz sand and coal gangue in different proportions. J. Porous Mater. 2016, 23, 231–238. [Google Scholar] [CrossRef]
- Chang, Z.; Yue, Y.; Qu, Y.; Li, S.; Wu, F.; Liu, H. Properties of aluminosilicate glasses prepared by red mud with various [Al2O3]/[CaO] mass ratios. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2018, 33, 363–367. [Google Scholar] [CrossRef]
- Chang, Z. Study on Preparation of Imitation Basalt Fiber by Red Mud. Master’s Thesis, Jinan University, Jinan, China, 2016. [Google Scholar]
- Kim, Y.; Kim, M.; Sohn, J.; Park, H. Applicability of gold tailings, waste limestone, red mud and ferronickel slag for producing glass fibers. J. Clean. Prod. 2018, 203, 957–965. [Google Scholar] [CrossRef]
- Appels, F.V.; Camere, S.; Montalti, M.; Karana, E.; Jansen, K.M.; Dijksterhuis, J.; Krijgsheld, P.; Wösten, H.A. Fabrication factors influencing mechanical, moisture-and water-related properties of mycelium-based composites. Mater. Des. 2019, 161, 64–71. [Google Scholar] [CrossRef]
- Lü, Q.; Dong, X.; Zhu, Z.; Dong, Y. Environment-oriented low-cost porous mullite ceramic membrane supports fabricated from coal gangue and bauxite. J. Hazard. Mater. 2014, 273, 136–145. [Google Scholar] [CrossRef] [PubMed]
- Zhu, M.; Ji, R.; Li, Z.; Wang, H.; Liu, L.; Zhang, Z. Preparation of glass ceramic foams for thermal insulation applications from coal fly ash and waste glass. Constr. Build. Mater. 2016, 112, 398–405. [Google Scholar] [CrossRef]
- Ponsot, I.; Bernardo, E.; Bontempi, E.; Depero, L.; Detsch, R.; Chinnam, R.K.; Boccaccini, A.R. Recycling of pre-stabilized municipal waste incinerator fly ash and soda-lime glass into sintered glass-ceramics. J. Clean. Prod. 2015, 89, 224–230. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | SiO2 | Al2O3 | CaO | MgO | K2O + Na2O | FeO + Fe2O3 | TiO2 | Others |
|---|---|---|---|---|---|---|---|---|
| Maximum | 69.0 | 19.0 | 13.0 | 13.0 | 10.0 | 16.0 | 4.0 | 3.5 |
| Minimum | 41.0 | 10.0 | 6.0 | 3.0 | 2.0 | 5.0 | 0.8 | 2.0 |
| Component | SiO2 | Al2O3 | CaO | MgO | K2O | Na2O | Fe2O3 | TiO2 |
|---|---|---|---|---|---|---|---|---|
| Imitation basalt compound a | 49.91 | 15.82 | 7.74 | 5.27 | 1.95 | 3.33 | 7.96 | 0.75 |
| Imitation basalt compound b | 50.06 | 14.53 | 8.88 | 5.27 | 1.95 | 3.33 | 7.96 | 0.75 |
| Imitation basalt compound c | 51.28 | 15.95 | 6.24 | 5.27 | 1.95 | 3.33 | 7.96 | 0.75 |
| Component | SiO2 | Al2O3 | CaO | MgO | K2O | Na2O | Fe2O3 | TiO2 |
|---|---|---|---|---|---|---|---|---|
| Basalt | 50.78 | 13.59 | 9.10 | 5.27 | 1.95 | 3.33 | 7.96 | 0.75 |
| Red mud | 18.00 | 21.78 | 14.91 | 1.06 | 1.15 | 6.91 | 19.79 | 3.38 |
| Fly ash 1 | 30.76 | 40.98 | 7.94 | 0.41 | 0.42 | 0.1 | 1.84 | 1.37 |
| Fly ash 2 | 50.83 | 39.55 | 2.47 | 0.33 | 0.63 | 0.16 | 2.93 | 1.22 |
| Coal gangue | 45.98 | 38.06 | 0.53 | 0.16 | 0.41 | 0.11 | 0.47 | 0.86 |
| Quartz | 95.45 | 1.99 | 0.07 | 0.00 | 1.43 | 0.00 | 0.83 | 0.00 |
| Alumina | 0.05 | 98.75 | 0.05 | 0.00 | 0.00 | 0.55 | 0.04 | 0.00 |
| Component | SiO2 | Al2O3 | CaO | MgO | K2O | Na2O | Fe2O3 | TiO2 |
|---|---|---|---|---|---|---|---|---|
| Red mud imitation basalt compound | 45.47 | 13.20 | 8.93 | 6.72 | 2.14 | 2.67 | 7.41 | 0.76 |
| Fly ash 1 imitation basalt compound | 45.26 | 13.00 | 8.88 | 7.39 | 2.00 | 1.59 | 5.57 | 0.83 |
| Fly ash 2 imitation basalt compound | 45.34 | 13.42 | 8.93 | 7.97 | 1.98 | 2.31 | 6.65 | 0.82 |
| Coal gangue imitation basalt compound | 45.00 | 12.23 | 8.74 | 6.78 | 1.98 | 2.80 | 6.68 | 0.71 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Luo, X.; Jin, H. Preparation of Imitation Basalt Compound Based on Thermodynamic Calculation. Materials 2019, 12, 3458. https://doi.org/10.3390/ma12203458
Wang S, Luo X, Jin H. Preparation of Imitation Basalt Compound Based on Thermodynamic Calculation. Materials. 2019; 12(20):3458. https://doi.org/10.3390/ma12203458
Chicago/Turabian StyleWang, Shaohan, Xian Luo, and Huixin Jin. 2019. "Preparation of Imitation Basalt Compound Based on Thermodynamic Calculation" Materials 12, no. 20: 3458. https://doi.org/10.3390/ma12203458
APA StyleWang, S., Luo, X., & Jin, H. (2019). Preparation of Imitation Basalt Compound Based on Thermodynamic Calculation. Materials, 12(20), 3458. https://doi.org/10.3390/ma12203458