Junction Characterization in a Functionally Graded Aluminum Part

 ,
,  , ,
, ,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Microstructural Characterization
2.2. Micro–Hardness
2.3. Impact Test
3. Results and Discussion
3.1. Microstructural Characterization
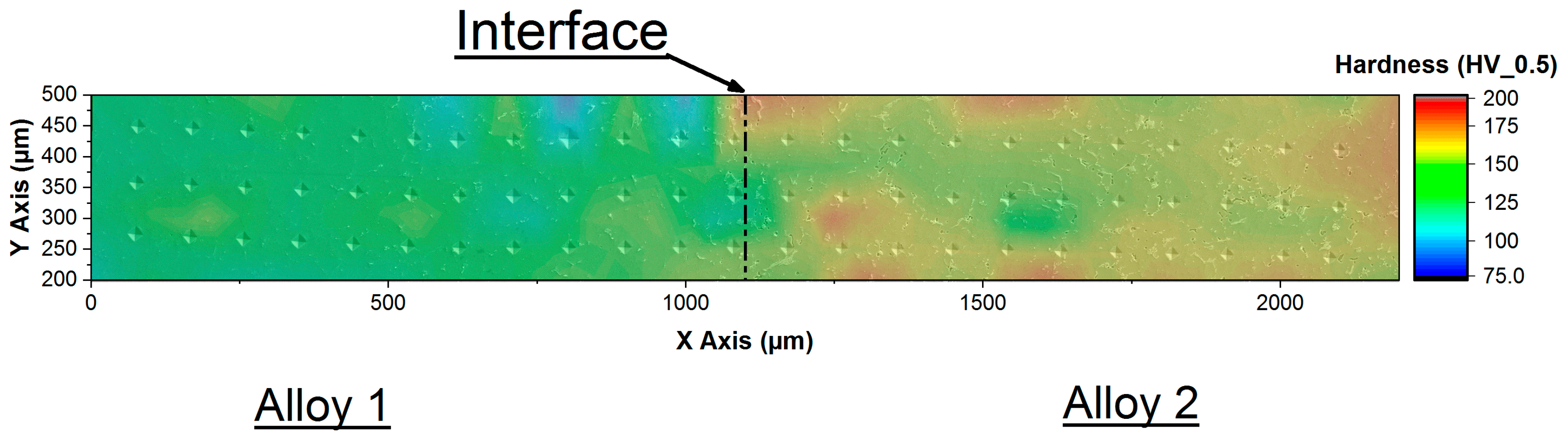
3.2. Micro–Hardness
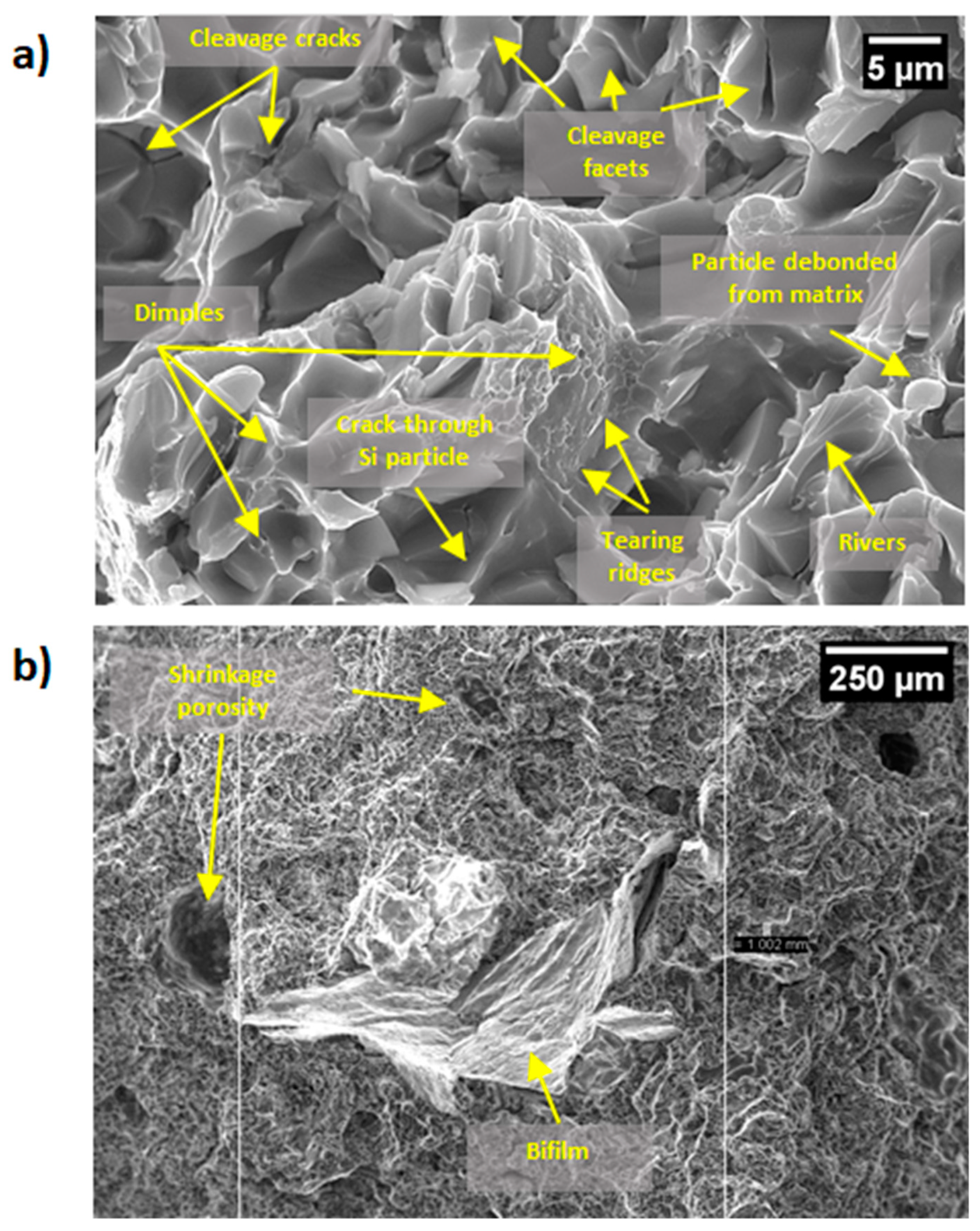
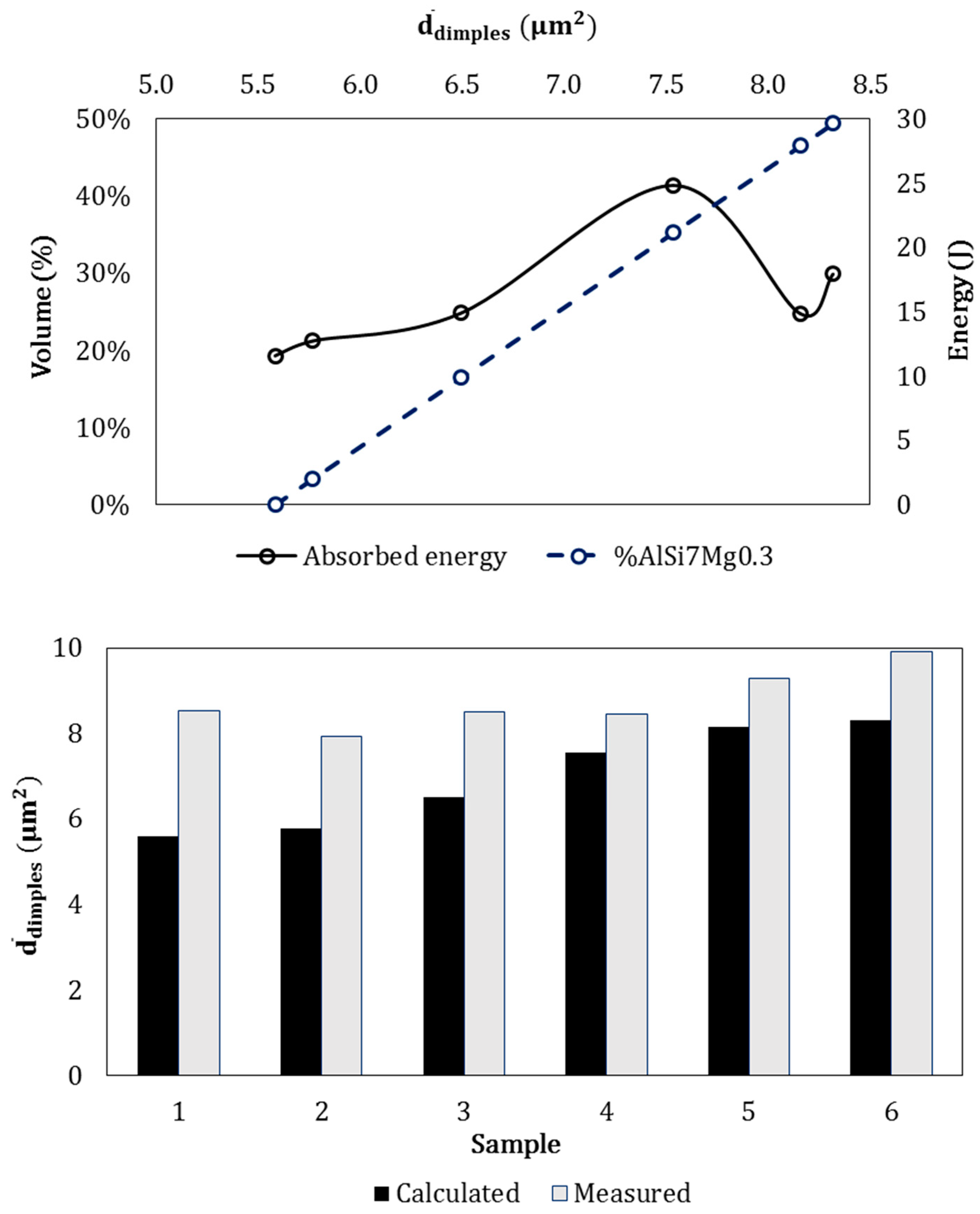
3.3. Impact Test and Fracture Analysis
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Sobczak, J.J.; Drenchev, L. Metallic Functionally Graded Materials: A Specific Class of Advanced Composites. J. Mater. Sci. Technol. 2013, 29, 297–316. [Google Scholar] [CrossRef]
- Nikbakht, S.; Kamarian, S.; Shakeri, M. A review on optimization of composite structures Part II: Functionally graded materials. Compos. Struct. 2019, 214, 83–102. [Google Scholar] [CrossRef]
- Sarathchandra, D.; Subbu, S.K.; Venkaiah, N. Functionally graded materials and processing techniques: An art of review. Mater. Today Proc. 2018, 5, 21328–21334. [Google Scholar] [CrossRef]
- Udupa, G.; Rao, S.S.; Gangadharan, K.V. Functionally Graded Composite Materials: An Overview. Procedia Mater. Sci. 2014, 5, 1291–1299. [Google Scholar] [CrossRef]
- Naebe, M.; Shirvanimoghaddam, K. Functionally graded materials: A review of fabrication and properties. Appl. Mater. Today 2016, 5, 223–245. [Google Scholar] [CrossRef]
- Arsha, A.; Jayakumar, E.; Rajan, T.; Antony, V.; Pai, B. Design and fabrication of functionally graded in-situ aluminium composites for automotive pistons. Mater. Des. 2015, 88, 1201–1209. [Google Scholar] [CrossRef]
- Pompe, W.; Worch, H.; Epple, M.; Friess, W.; Gelinsky, M.; Greil, P.; Hempel, U.; Scharnweber, D.; Schulte, K. Functionally graded materials for biomedical applications. Mater. Sci. Eng. A 2003, 362, 40–60. [Google Scholar] [CrossRef]
- Sola, A.; Bellucci, D.; Cannillo, V. Functionally graded materials for orthopedic applications—An update on design and manufacturing. Biotechnol. Adv. 2016, 34, 504–531. [Google Scholar] [CrossRef]
- Müller, E.; Drašar, Č.; Schilz, J.; Kaysser, W. Functionally graded materials for sensor and energy applications. Mater. Sci. Eng. A 2003, 362, 17–39. [Google Scholar] [CrossRef]
- Gupta, A.; Talha, M. Recent development in modeling and analysis of functionally graded materials and structures. Prog. Aerosp. Sci. 2015, 79, 1–14. [Google Scholar] [CrossRef]
- Paulino, G.H.; Jin, Z.H.; Dodds, R.H.; Sahu, S.; Badgayan, N.D.; Rama Sreekanth, P.S. Failure of Functionally Graded Materials. In Comprehensive Structural Integrity; Elsevier Ltd.: Amsterdam, The Netherlands, 2003; pp. 607–644. [Google Scholar]
- Stojanovic, B.; Bukvic, M.; Epler, I. Application of Aluminum and Aluminum Alloys in Engineering. Appl. Eng. Lett. J. Eng. Appl. Sci. 2018, 3, 52–62. [Google Scholar] [CrossRef]
- Branco, R.; Berto, F.; Kotousov, A. Special Issue on “Mechanical Behaviour of Aluminium Alloys”. Appl. Sci. 2018, 8, 1854. [Google Scholar] [CrossRef]
- Manfredi, D.; Bidulsky, R. Laser powder bed fusion of aluminum alloys. Acta Met. Slovaca 2017, 23, 276–282. [Google Scholar] [CrossRef]
- Kvackaj, T.; Kočiško, R.; Tiža, J.; Bidulská, J.; Kovácová, A.; Bidulský, R.; Bacsó, J.; Vlado, M. Application of workability test to SPD processing. Arch. Metall. Mater. 2013, 58, 407–412. [Google Scholar] [CrossRef]
- Bidulská, J.; Kvačkaj, T.; Bidulský, R.; Grande, M.A.; Lityńska–Dobrzyńska, L.; Dutkiewicz, J. The densification phenomena in powder metallurgy aluminium alloy Al–Zn–Mg–Cu. Chem. Listy 2011, 105, s471–s473. [Google Scholar]
- Bidulská, J.; Kvackaj, T.; Pokorný, I.; Bidulský, R.; Actis Grande, M. Identification of the critical pore sizes in sintered and ECAPed aluminium 6XXX alloy. Arch. Metall. Mater. 2013, 58, 371–375. [Google Scholar]
- European Aluminium. Available online: https://www.european–aluminium.eu (accessed on 4 September 2019).
- Cui, J.; Roven, H.J. Recycling of automotive aluminum. Trans. Nonferrous Met. Soc. China 2010, 20, 2057–2063. [Google Scholar] [CrossRef]
- Hirsch, J.; Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Fracchia, E.; Göbber, F.; Rosso, M. About weldability and welding of Al alloys: Case study and problem solving. J. Achiev. Mater. Manuf. Eng. 2017, 2, 67–74. [Google Scholar] [CrossRef]
- Šimčák, D.; Kvačkaj, T.; Kočiško, R.; Bidulský, R.; Kepič, J.; Puchý, V. Evaluation of hight purity aluminium after asymmetric rolling at ambient and cryogenic temperatures. Acta Metall. Slovaca 2017, 23, 99–104. [Google Scholar]
- Lombardo, S.; Peter, I.; Rosso, M. Gravity Casting Of Variable Composition Al Alloys: Innovation And New Potentialities. Mater. Today Proc. 2019, 10, 271–276. [Google Scholar] [CrossRef]
- Rosso, M.; Lombardo, S.; Gobber, F. Sequential Gravity Casting in Functionally Graded Aluminum Alloys Development. In Light Metals 2017; Ratvik, A., Ed.; The Minerals, Metals & Materials Series; Springer: Cham, Switzerland, 2017; pp. 877–883. [Google Scholar]
- Fracchia, E.; Lombardo, S.; Rosso, M. Case Study of a Functionally Graded Aluminum Part. Appl. Sci. 2018, 8, 1113. [Google Scholar] [CrossRef]
- Fracchia, E.; Gobber, F.; Lombardo, S.; Rosso, M. Gravity casting of an aluminum alloy FGM: Heat treatment optimization and final properties. La Metallurgia Italiana 2019, 4, 5–12. [Google Scholar]
- Mbuya, T.; Sinclair, I.; Moffat, A.; Reed, P.; Mbuya, T.; Reed, P. Micromechanisms of fatigue crack growth in cast aluminium piston alloys. Int. J. Fatigue 2012, 42, 227–237. [Google Scholar] [CrossRef]
- Krishnankutty, P.; Kanjirathinkal, A.; Joseph, M.; Ravi, M. High Cycle Fatigue Properties of near eutectic Al Si Piston Alloy. Mater. Today Proc. 2018, 5, 8406–8413. [Google Scholar] [CrossRef]
- Konečná, R.; Nicoletto, G.; Kunz, L.; Svoboda, M.; Baca, A. Fatigue Strength Degradation of AlSi12CuNiMg Alloy Due to High Temperature Exposure: A Structural Investigation. Procedia Eng. 2014, 74, 43–46. [Google Scholar] [CrossRef]
- Zeng, F.-L.; Wei, Z.-L.; Li, J.-F.; Li, C.-X.; Tan, X.; Zhang, Z.; Zheng, Z.-Q. Corrosion mechanism associated with Mg2Si and Si particles in Al–Mg–Si alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 2559–2567. [Google Scholar] [CrossRef]
- Vieira, A.; Pinto, A.; Rocha, L.; Mischler, S. Effect of Al2Cu precipitates size and mass transport on the polarisation behaviour of age-hardened Al–Si–Cu–Mg alloys in 0.05M NaCl. Electrochimica Acta 2011, 56, 3821–3828. [Google Scholar] [CrossRef]
- Roy, T. Analysis of Casting Defects in Foundry by Computerised Simulations (CAE)—A New Approach along with Some Industrial Case Studies. In Proceedings of the WFC, World Foundry Congress, Bilbao, Spain, 19–21 May 2014; pp. 1–13. [Google Scholar]
- El-Sayed, M.; Ghazy, M. Entrained defects in light metal cast alloys. J. S. Afr. Inst. Min. Met. 2017, 117, 656–662. [Google Scholar] [CrossRef]
- El-Sayed, M.A.; Essa, K. Effect of mould type and solidification time on bifilm defects and mechanical properties of Al–7si–0.3mg alloy castings. Int. J. Comput. Methods Exp. Meas. 2017, 6, 647–655. [Google Scholar] [CrossRef]
- Liu, J.; Wang, Q.; Qi, Y. Atomistic simulation of the formation and fracture of oxide bifilms in cast aluminum. Acta Mater. 2019, 164, 673–682. [Google Scholar] [CrossRef]
- Malhotra, V.; Kumar, Y. Study of Process Parameters of Gravity Die Casting Defects. Int. J. Mech. Eng. Technol. 2016, 7, 208–211. [Google Scholar]
- Lombardo, S.; Rosso, M. Heat Treatments for Aluminum Alloys: When, Why and How. Mater. Perform. Charact. 2017, 6, 20170011. [Google Scholar] [CrossRef]
- Davis, J.R. Aluminum and Aluminum Alloys. In Alloying: Understanding the Basics; Joseph, R.D., Ed.; ASM International: Novelty, OH, USA, 2001. [Google Scholar]
- Stadler, F.; Antrekowitsch, H.; Fragner, W.; Kaufmann, H.; Pinatel, E.; Uggowitzer, P. The effect of main alloying elements on the physical properties of Al–Si foundry alloys. Mater. Sci. Eng. A 2013, 560, 481–491. [Google Scholar] [CrossRef]
- Manasijevic, S.; Radisa, R.; Markovic, S.; Aćimović-Pavlović, Z.; Raic, K. Thermal analysis and microscopic characterization of the piston alloy AlSi13Cu4Ni2Mg. Intermetallics 2011, 19, 486–492. [Google Scholar] [CrossRef]
- Manasijević, S.; Dolić, N.; Raić, K.; Radiša, R. Identification of phases formed by Cu and Ni in Al–Si piston alloys. La Metallurgia Italiana 2014, 106, 13–19. [Google Scholar]
- Fracchia, E.; Gobber, F.; Lombardo, S.; Rosso, M. Paint characterization to improve the mould durability in the aluminum gravity casting. Presented at the Aluminum Two Thousand Congress, Paese, Italy, 9–13 April 2019. [Google Scholar]
- Lombardo, S.; Fracchia, E.; Gobber, F.; Rosso, M. Gestione delle conchiglie nella colata in gravità e possibili vie per migliorarne prestazioni e durata. La Metallurgia Italiana 2019, 6, 24–30. [Google Scholar]
- Chen, Z.-W.; Ma, C.-Y.; Chen, P. Eutectic modification of A356 alloy with Li addition through DSC and Miedema model. Trans. Nonferrous Met. Soc. China 2012, 22, 42–46. [Google Scholar] [CrossRef]
- Wang, G.; Bian, X.; Wang, W.; Zhang, J. Influence of Cu and minor elements on solution treatment of Al–Si–Cu–Mg cast alloys. Mater. Lett. 2003, 57, 4083–4087. [Google Scholar] [CrossRef]
- Piątkowski, J.; Przeliorz, R.; Szymszal, J. The Application of ATD and DSC Methods to Study of the EN AC-48000 Alloy Phase Transformations. Arch. Foundry Eng. 2017, 17, 207–211. [Google Scholar] [CrossRef][Green Version]
- Campbell, J. Entrainment defects. Mater. Sci. Technol. 2006, 22, 127–145. [Google Scholar] [CrossRef]
- Li, R.; Li, R.; Zhao, Y.; He, L.; Li, C.; Guan, H.; Hu, Z. Age-hardening behavior of cast Al–Si base alloy. Mater. Lett. 2004, 58, 2096–2101. [Google Scholar] [CrossRef]
- Mohamed, A.M.A.; Samuel, F.H. A Review on the Heat Treatment of Al–Si–Cu/Mg Casting Alloys. In Heat Treatment – Conventional and Novel Applications; Czerwinski, F., Ed.; IntechOpen: London, UK, 2012; pp. 55–72. [Google Scholar]
- Souza, F.A.; Costa, M.O.; Magno, I.A.; Nascimento, J.M.; Silva, A.P.; Costa, T.S.; Rocha, O.L. Investigation on microstructural and microhardness evolution in as-cast and T6/heat-treated samples of a horizontally solidified AlSiCu alloy. J. Mater. Res. Technol. 2019, 8, 5046–5052. [Google Scholar] [CrossRef]
- Shivkumar, S.; Wang, L.; Keller, C. Impact properties of A356-T6 alloys. J. Mater. Eng. Perform. 1994, 3, 83–90. [Google Scholar] [CrossRef]
- Paray, F.; Kulunk, B.; Gruzleski, J.E. Impact properties of Al–Si foundry alloys. Int. J. Cast Met. Res. 1999, 13, 17–37. [Google Scholar] [CrossRef]
- Javidani, M.; Larouche, D.; Chen, X.G. Dissolution of Cu/Mg Bearing Intermetallics in Al-Si Foundry Alloys. Met. Mater. Trans. A 2016, 47, 4818–4830. [Google Scholar] [CrossRef]
- Ogris, E.; Wahlen, A.; Lüchinger, H.; Uggowitzer, P. On the silicon spheroidization in Al–Si alloys. J. Light Met. 2002, 2, 263–269. [Google Scholar] [CrossRef]
- Abuhasel, K.; Ibrahim, M.; Elgallad, E.; Samuel, F. On the impact toughness of Al–Si cast alloys. Mater. Des. 2016, 91, 388–397. [Google Scholar] [CrossRef]
- Ebhota, W.S.; Jen, T.-C. Intermetallics Formation and Their Effect on Mechanical Properties of Al-Si-X Alloys. In Intermetallic Compounds—Formation and Applications; IntechOpen: London, UK, 2018. [Google Scholar]
- Colás, R.; Velasco, E.; Valtierra, S.; Paramo, V. Spheroidization of the Al-Si Eutectic in a Cast Aluminum Alloy. J. Mater. Eng. Perform. 2000, 9, 616–622. [Google Scholar]
- Moustafa, M.; Samuel, F.; Doty, H. Effect of Solution Heat Treatment and Additives on the Microstructure of Al–Si (A413.1) Automotive Alloys. J. Mater. Sci. 2003, 38, 4507–4522. [Google Scholar] [CrossRef]
- Kuchariková, L.; Liptáková, T.; Tillová, E.; Kajánek, D.; Schmidová, E. Role of Chemical Composition in Corrosion of Aluminum Alloys. Metals 2018, 8, 581. [Google Scholar] [CrossRef]
- Chen, C.-L.; Richter, A.; Thomson, R.; Thomson, R. Mechanical properties of intermetallic phases in multi-component Al–Si alloys using nanoindentation. Intermetallics 2009, 17, 634–641. [Google Scholar] [CrossRef]
- Pineau, A.; Benzerga, A.; Pardoen, T.; Benzerga, A. Failure of metals I: Brittle and ductile fracture. Acta Mater. 2016, 107, 424–483. [Google Scholar] [CrossRef]
- Zhu, M.; Jian, Z.; Yang, G.; Zhou, Y. Effects of T6 heat treatment on the microstructure, tensile properties, and fracture behavior of the modified A356 alloys. Mater. Des. 2012, 36, 243–249. [Google Scholar] [CrossRef]
- Birol, Y. Impact of grain size on mechanical properties of AlSi7Mg0.3 alloy. Mater. Sci. Eng. A 2013, 559, 394–400. [Google Scholar] [CrossRef]
- Kalincová, D.; Ťavodová, M.; Čierna, H.; Beňo, P. Analysis of the causes of distortion castings after heat treatment. Acta Met. Slovaca 2017, 23, 182. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy 1—EN AC 42100—AlSi7Mg0.3 | ||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Zn | Ti | Al | ||
| Min (%) | 6.5 | – | – | – | 0.25 | – | – | Bal. | ||
| Max (%) | 7.5 | 0.19 | 0.05 | 0.10 | 0.45 | 0.07 | 0.25 | |||
| Tensile properties in T6 state | Rm 290–340 (Mpa) A 4%–9% Rp0,2 220–280 (Mpa) | |||||||||
| Alloy 2—EN AC 48000—AlSi12CuNiMg | ||||||||||
| Elements | Si | Fe | Cu | Mn | Mg | Ni | Zn | Ti | Al | |
| Min (%) | 10.5 | – | 0.8 | – | 0.8 | 0.7 | – | – | Bal. | |
| Max (%) | 13.5 | 0.7 | 1.5 | 0.35 | 1.5 | 1.3 | 0.35 | 0.25 | ||
| Tensile properties in T6 state | Rm 350–400 (Mpa) A 0.5%–2% Rp0,2 320–390 (Mpa) | |||||||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fracchia, E.; Gobber, F.S.; Rosso, M.; Actis Grande, M.; Bidulská, J.; Bidulský, R. Junction Characterization in a Functionally Graded Aluminum Part. Materials 2019, 12, 3475. https://doi.org/10.3390/ma12213475
Fracchia E, Gobber FS, Rosso M, Actis Grande M, Bidulská J, Bidulský R. Junction Characterization in a Functionally Graded Aluminum Part. Materials. 2019; 12(21):3475. https://doi.org/10.3390/ma12213475
Chicago/Turabian StyleFracchia, Elisa, Federico Simone Gobber, Mario Rosso, Marco Actis Grande, Jana Bidulská, and Róbert Bidulský. 2019. "Junction Characterization in a Functionally Graded Aluminum Part" Materials 12, no. 21: 3475. https://doi.org/10.3390/ma12213475
APA StyleFracchia, E., Gobber, F. S., Rosso, M., Actis Grande, M., Bidulská, J., & Bidulský, R. (2019). Junction Characterization in a Functionally Graded Aluminum Part. Materials, 12(21), 3475. https://doi.org/10.3390/ma12213475