Development of a High-Efficiency Z-Form Selector for Single Crystal Blades and Corresponding Grain Selection Mechanism


Abstract
:1. Introduction
2. Experiments
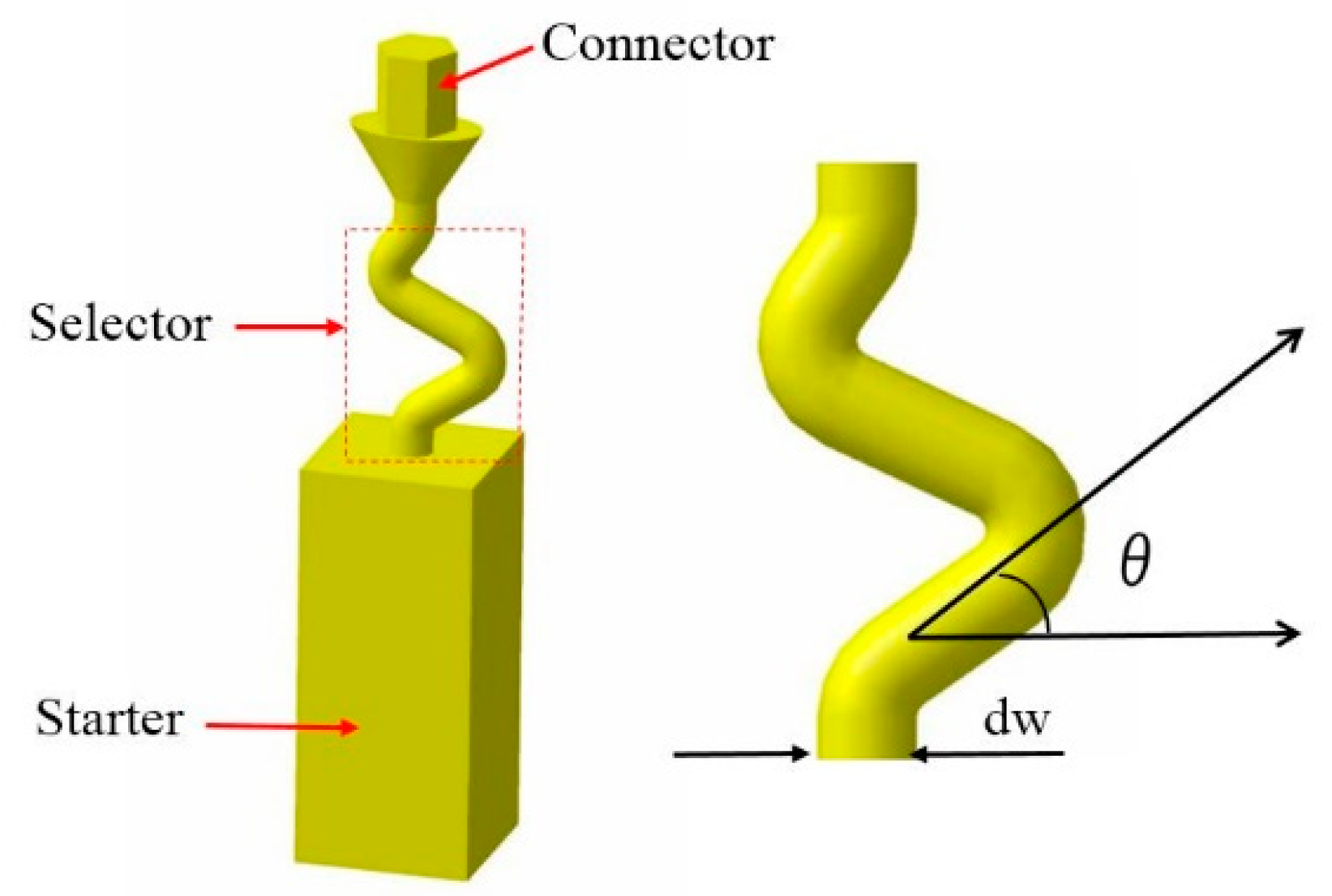
2.1. Model Design of 2-D Grain Selector
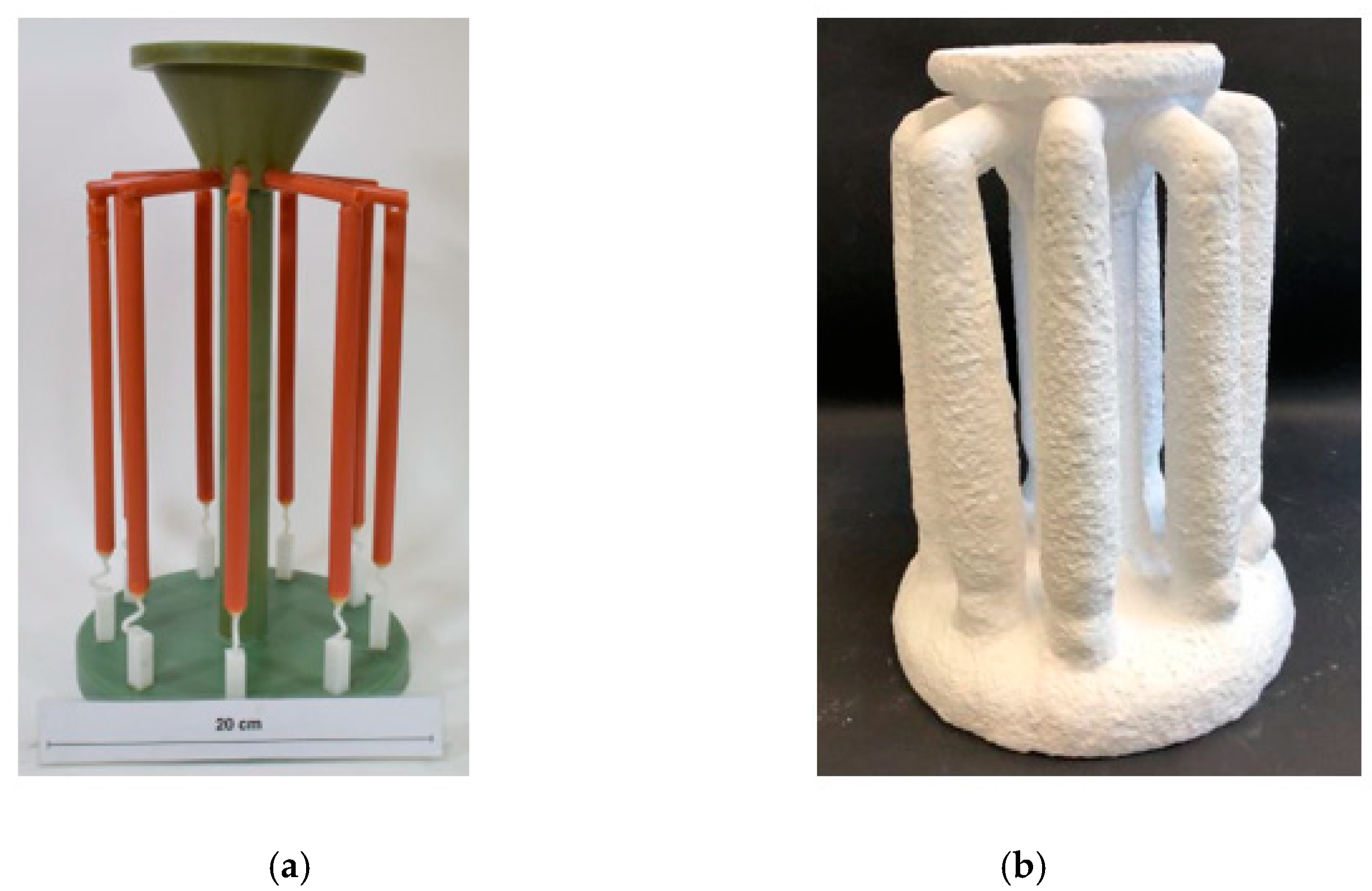
2.2. Directional Solidification Experiments
2.3. Microstructural Characterization
3. Results and Discussion
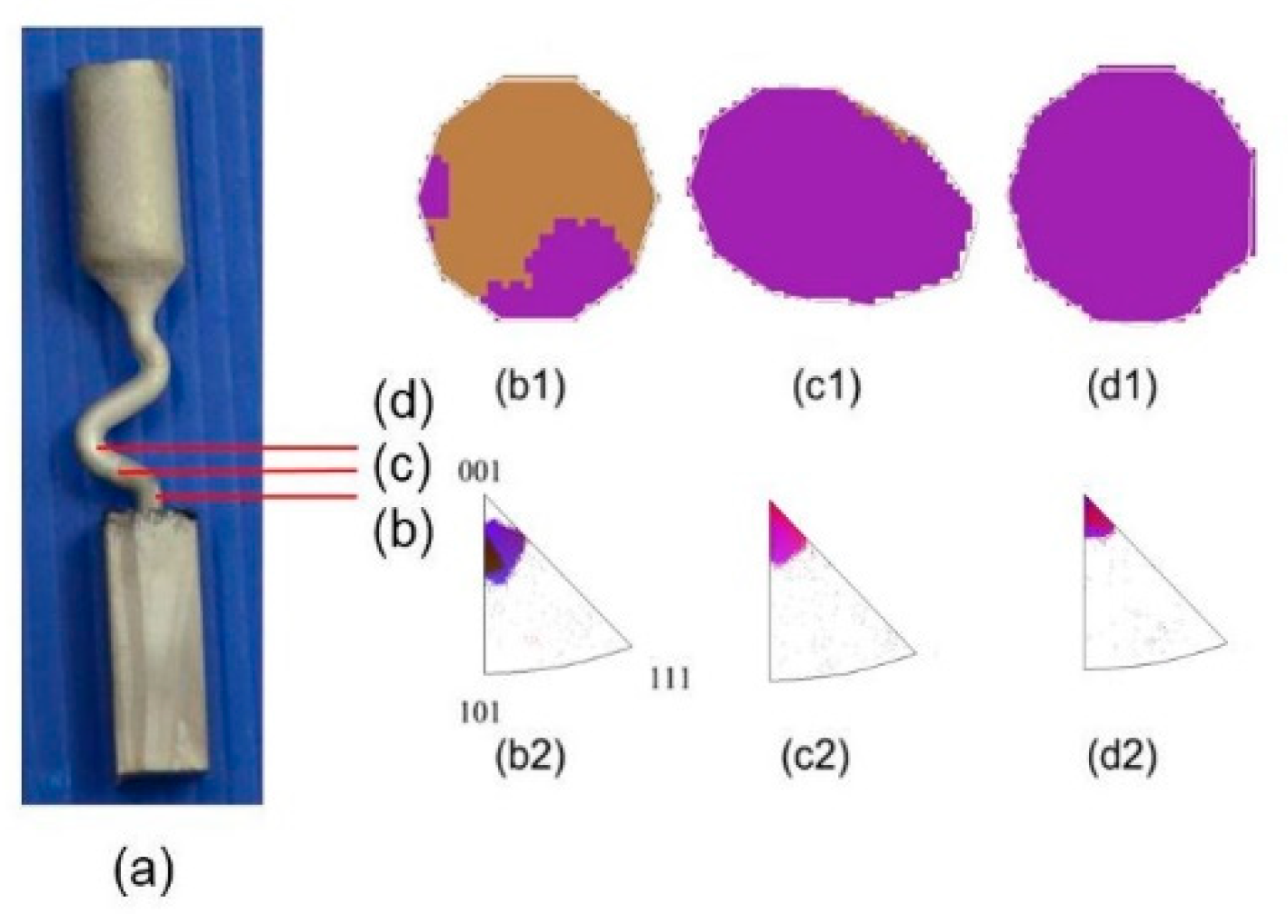
3.1. Grain Structure Evolution in the Selector Part of the 2-D Selectors
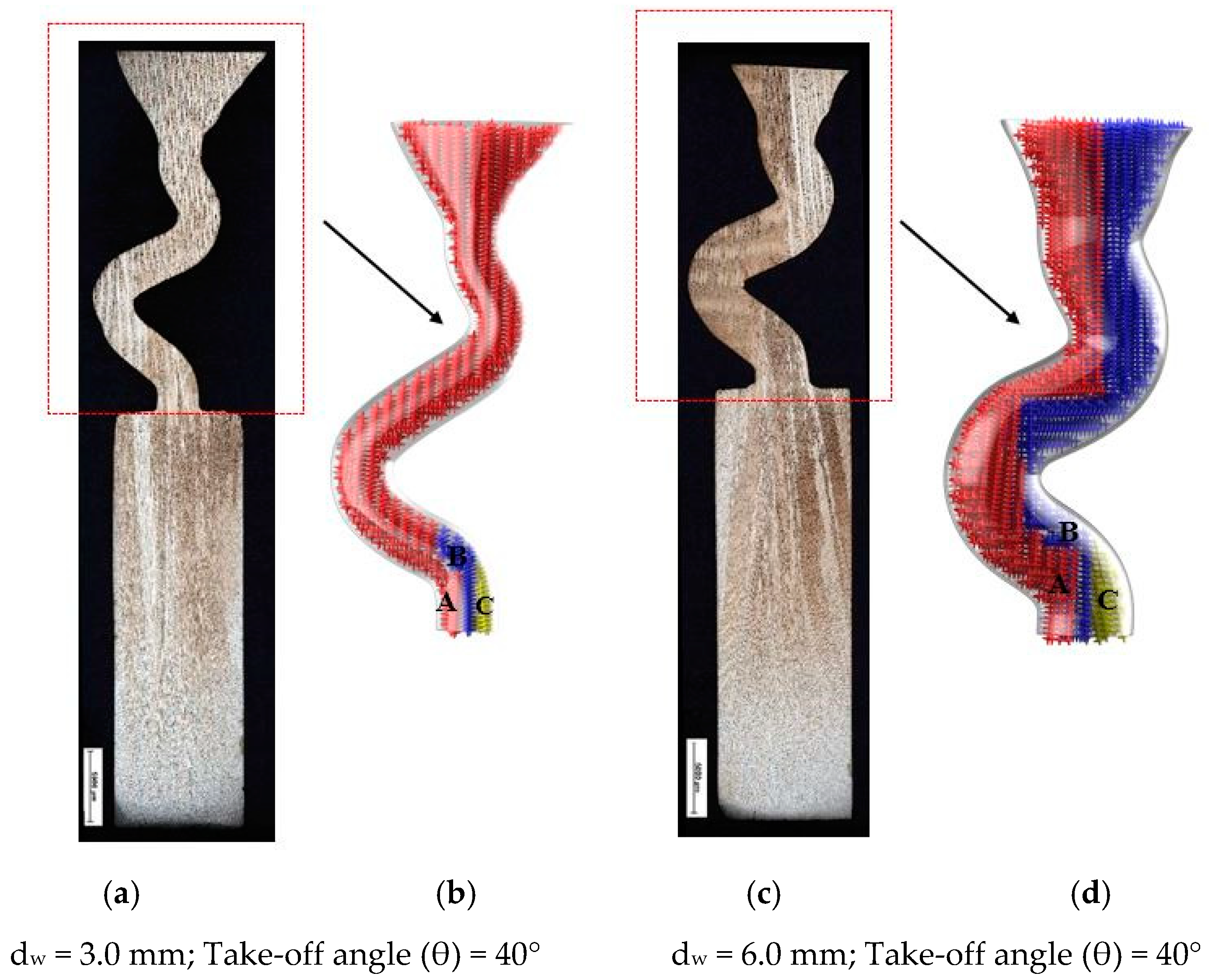
3.2. Effect of Selector Thickness on Grain Selection
3.3. Effect of Take-Off Angle on Grain Selection
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Ross, E.W.; O’Hara, K.S. René N4: A first generation single crystal turbine airfoil alloy with improved oxidation resistance, low angle boundary strength and superior long time rupture strength. In Superalloys; Kissinger, R.D., Deye, D.J., Anton, D.L., Cetel, A.D., Nathal, M.V., Pollock, T.M., Woodford, D.A., Eds.; The Minerals, Metals & Materials Society: Warrendale, PA, USA, 1996; pp. 19–26. [Google Scholar]
- Wang, F.; Wu, Z.; Huang, C.; Ma, D.; Jakumeit, J.; Bührig-Polaczek, A. Three-dimensional dendrite growth within the shrouds of single crystal blades of a nickel-based superalloy. Metall. Mater. Trans. A 2017, 48, 5924–5939. [Google Scholar] [CrossRef]
- Wang, F.; Ma, D.; Bogner, S.; Bührig-Polaczek, A. Comparative investigation of the downward and upward directionally solidified single-crystal blades of superalloy CMSX-4. Metall. Mater. Trans. A 2016, 47, 2376–2386. [Google Scholar] [CrossRef]
- Konter, M.; Thumann, M. Materials and manufacturing of advanced industrial gasturbine components. J. Mater. Process. Technol. 2001, 117, 386–390. [Google Scholar] [CrossRef]
- McLean, M. Directionally Solidified Materials for High Temperature Service; Metals Society: London, UK, 1983. [Google Scholar]
- Dai, H.J.; Gebelin, J.C.; D’Souza, N.; Brown, P.D.; Dong, H.B. Effects of spiral shape on grain selection during casting of single crystal turbine blades. Inter. J. Cast Metal Res. 2009, 22, 54–57. [Google Scholar] [CrossRef]
- Dai, H.J.; Dong, H.B.; D’Souza, N.; Gebelin, J.C.; Reed, R.C. Grain selection in spiral selectors during investment casting of single-crystal components: Part II. Numerical modeling. Metall. Mater. Trans. A 2011, 42, 3439–3446. [Google Scholar] [CrossRef]
- Wang, N.; Liu, L.; Gao, S.; Zhao, X.; Huang, T.; Zhang, J.; Fu, H. Simulation of grain selection during single crystal casting of a Ni-base superalloy. J. Alloy. Compd. 2014, 586, 220–229. [Google Scholar] [CrossRef]
- Gao, S.F.; Liu, L.; Zhao, X.B.; Huang, T.W.; Zhang, J.; Fu, H.Z. Effects of spiral geometries on grain selection during casting of single crystal superalloys. Mater. Sci. Technol. 2011, 27, 1783–1787. [Google Scholar] [CrossRef]
- Goulette, M.; Spilling, P.; Arthey, R. Cost effective single crystals. In Superalloys; Gell, M., Kortovich, C., Bricknell, R., Kent, W., Radavich, J., Eds.; TMS: Warrendale, PA, USA, 1984; pp. 167–176. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Z-Form Grain Selector with Various Diameter | Single Crystal | Stray Grain | ||||||
|---|---|---|---|---|---|---|---|---|
 |  | |||||||
| Stray Grain | No | Yes | ||||||
| Probe | Zd1 | Zd2 | Zd3 | Zd4 | Zd5 | Zd6 | Zd7 | Zd8 |
| Diameter (cm) | 0.18 | 0.22 | 0.26 | 0.30 | 0.38 | 0.42 | 0.46 | 0.54 |
| Z-Form Grain Selector with Various Take-Off Angle | Single Crystal | Stray Grain | |||||||
|---|---|---|---|---|---|---|---|---|---|
 |  | ||||||||
| Stray Grain | No | Yes | |||||||
| Sample | Z1 | Z2 | Z3 | Z4 | Z5 | Z6 | Z7 | Z8 | Z9 |
| Take-Off angle | 15° | 20° | 25° | 30° | 35° | 40° | 45° | 50° | 55° |
| Elements | Al | Ti | Cr | Mo | Co | W | Ta | Hf | C | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 5.49 | 0.74 | 8.03 | 0.5 | 9.41 | 9.87 | 2.9 | 1.36 | 0.094 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, X.; Wang, F.; Ma, D.; Bührig-Polaczek, A. Development of a High-Efficiency Z-Form Selector for Single Crystal Blades and Corresponding Grain Selection Mechanism. Materials 2019, 12, 780. https://doi.org/10.3390/ma12050780
Zhu X, Wang F, Ma D, Bührig-Polaczek A. Development of a High-Efficiency Z-Form Selector for Single Crystal Blades and Corresponding Grain Selection Mechanism. Materials. 2019; 12(5):780. https://doi.org/10.3390/ma12050780
Chicago/Turabian StyleZhu, Xintao, Fu Wang, Dexin Ma, and Andreas Bührig-Polaczek. 2019. "Development of a High-Efficiency Z-Form Selector for Single Crystal Blades and Corresponding Grain Selection Mechanism" Materials 12, no. 5: 780. https://doi.org/10.3390/ma12050780
APA StyleZhu, X., Wang, F., Ma, D., & Bührig-Polaczek, A. (2019). Development of a High-Efficiency Z-Form Selector for Single Crystal Blades and Corresponding Grain Selection Mechanism. Materials, 12(5), 780. https://doi.org/10.3390/ma12050780