Research on the Surface Evolution of Single Crystal Silicon Mirror Contaminated by Metallic Elements during Elastic Jet Polishing Techniques

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preprocessing
2.2. Methods
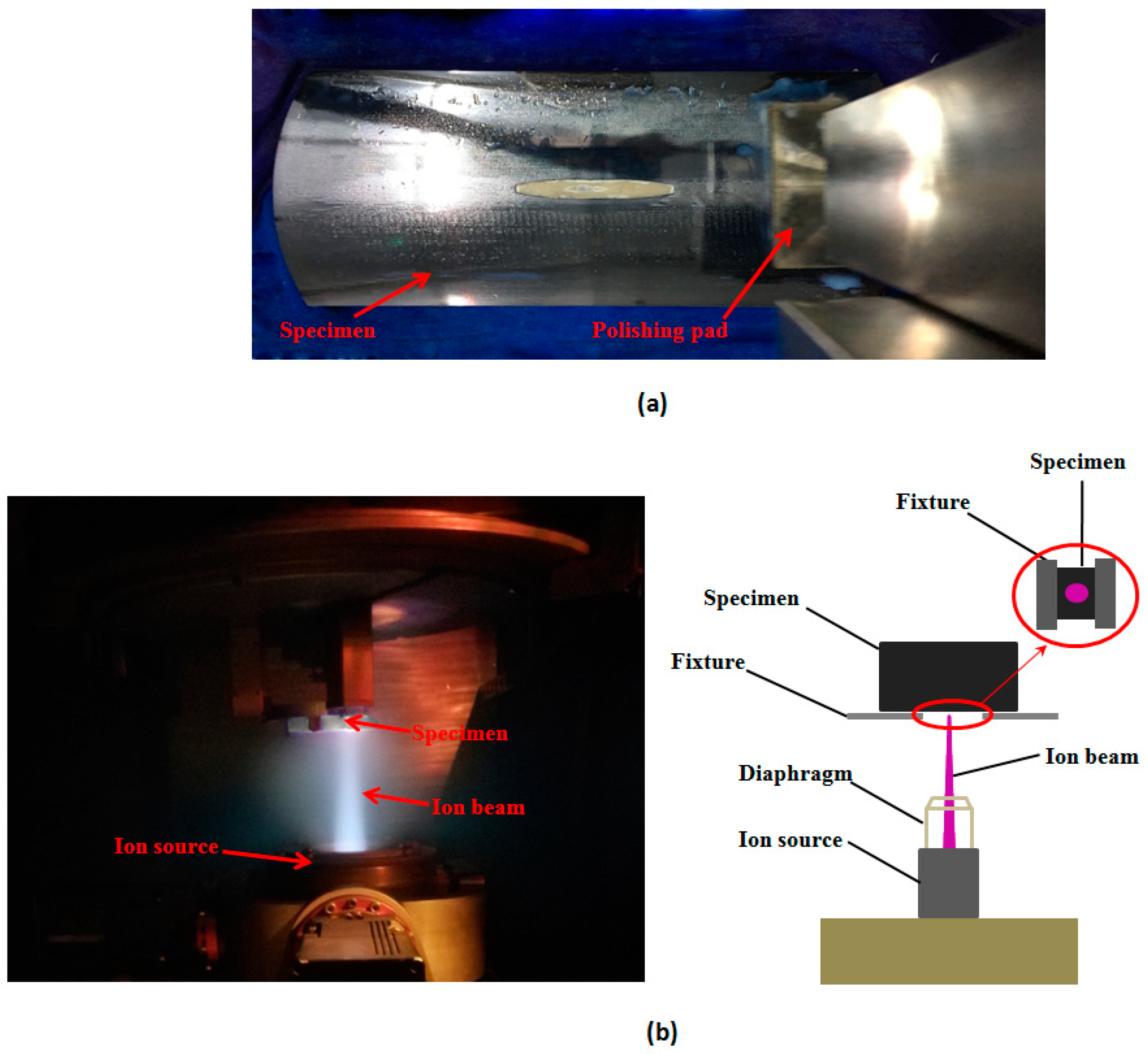
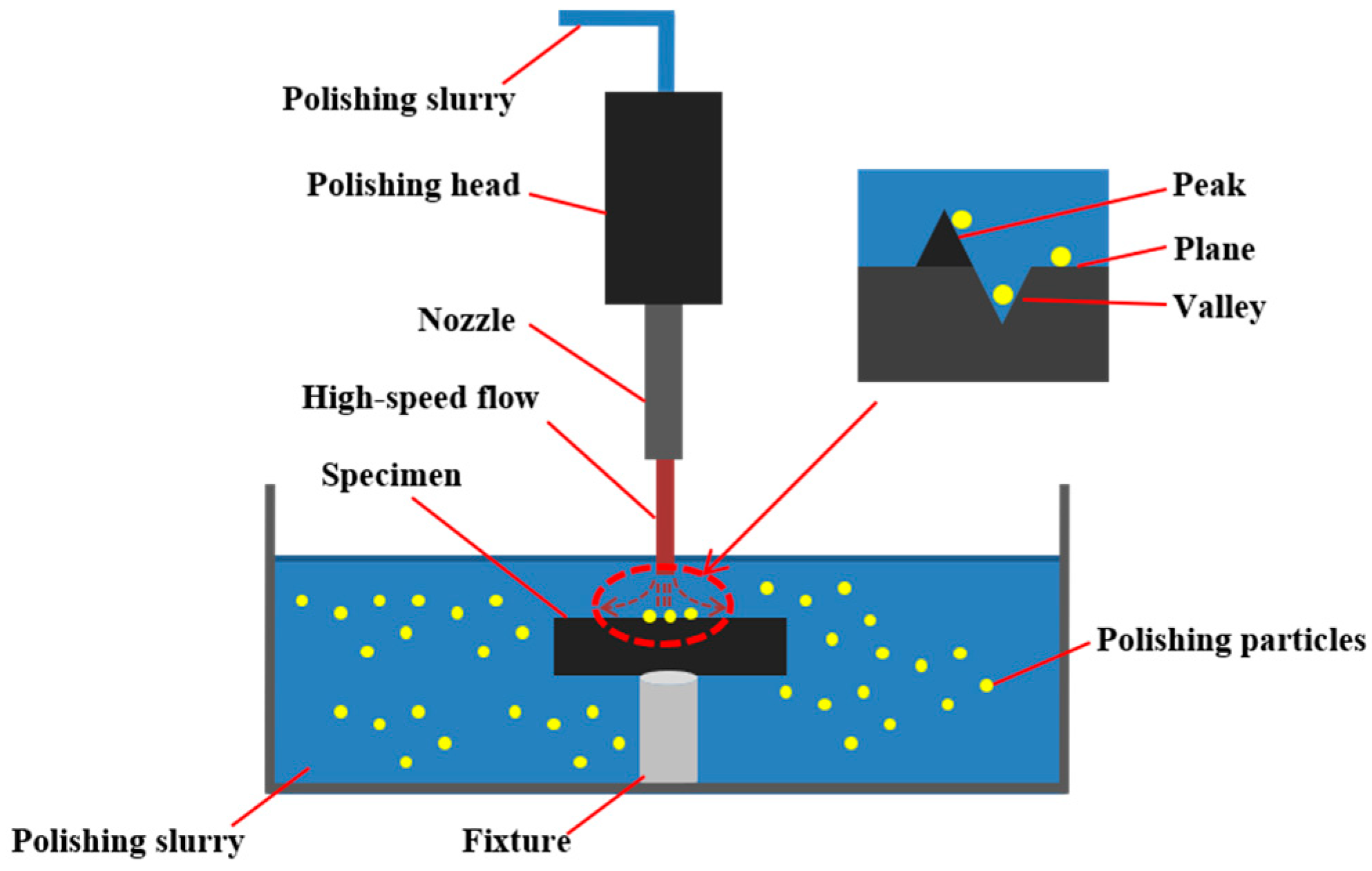
2.2.1. Postprocessing
2.2.2. Scanning Electron Microscope (SEM)
2.2.3. Atomic Force Microscope (AFM)
2.2.4. Weak Absorption
3. Results
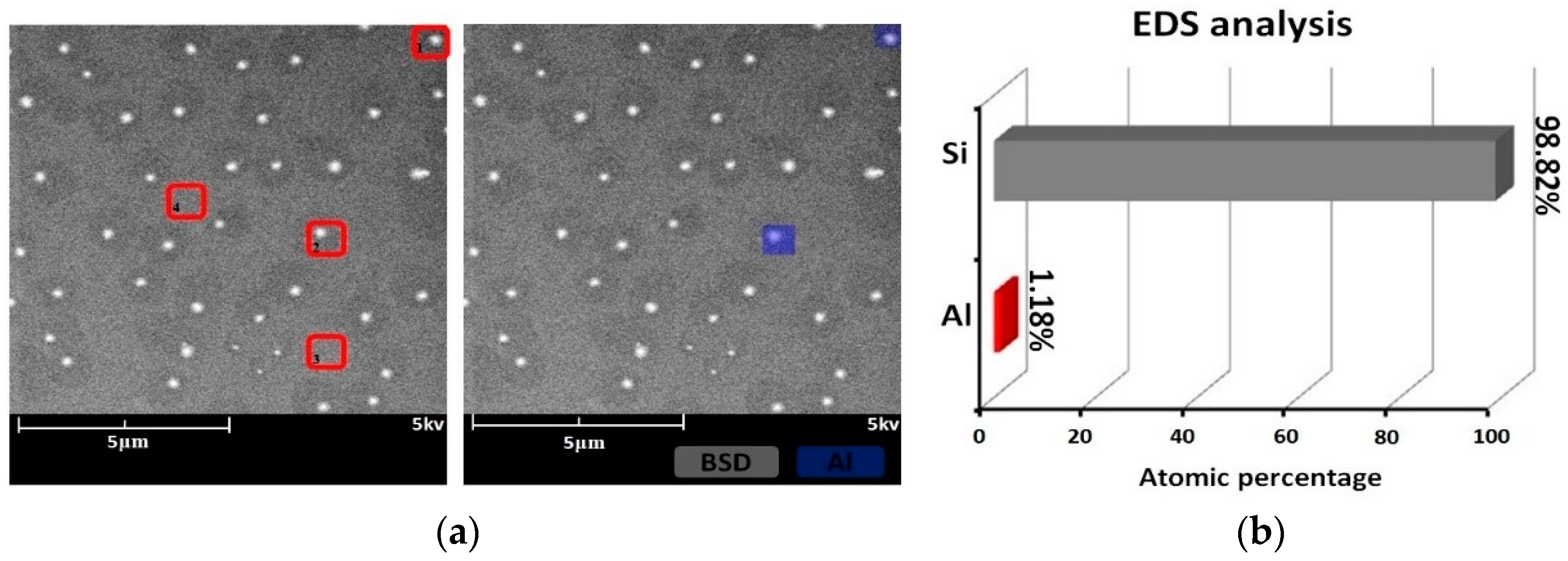
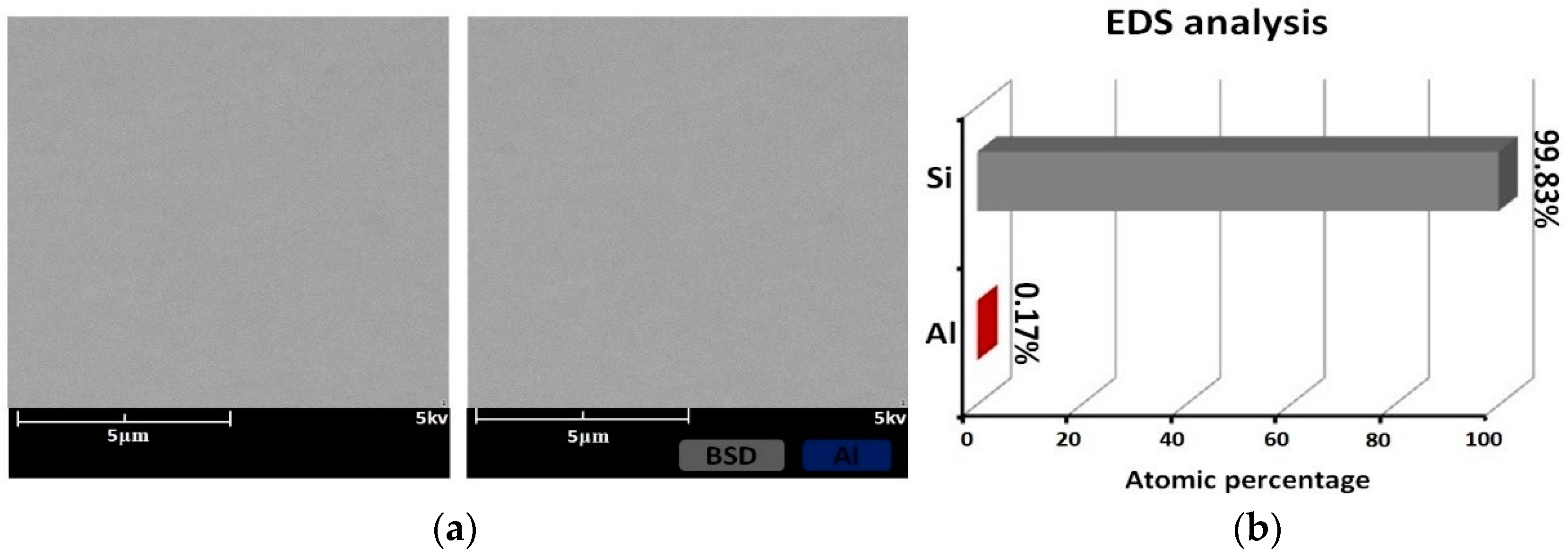
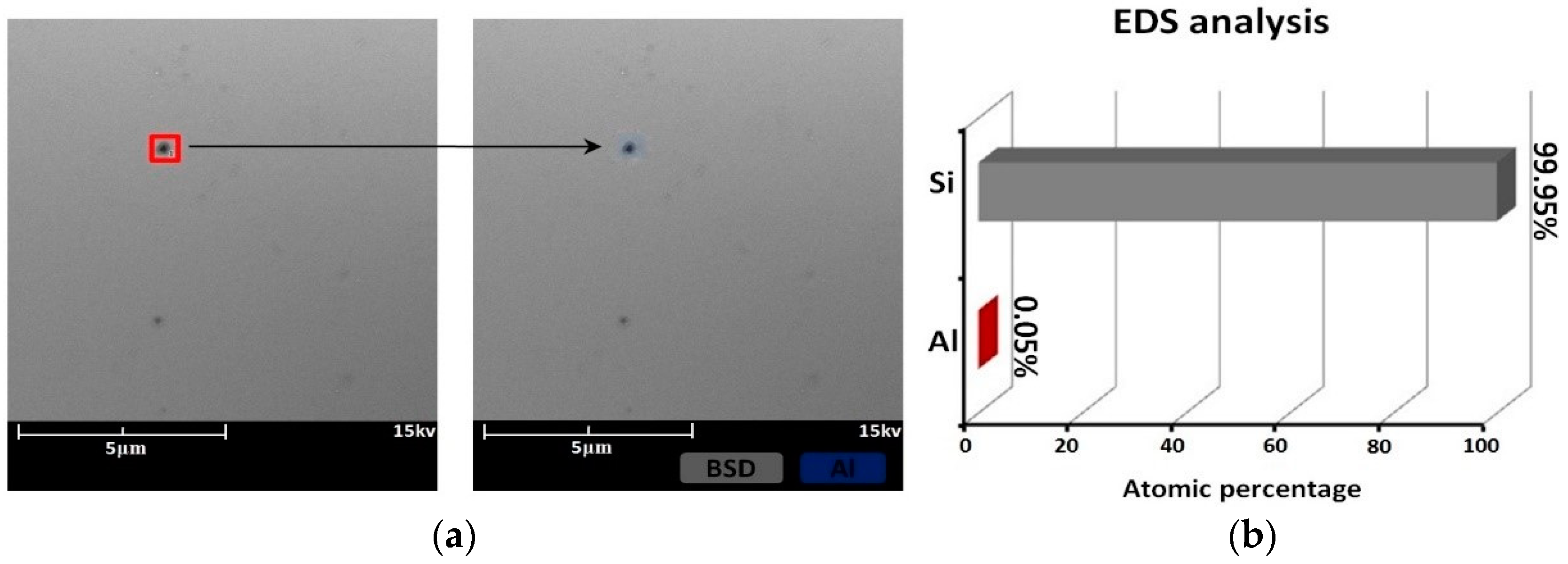
3.1. SEM and EDS Analysis
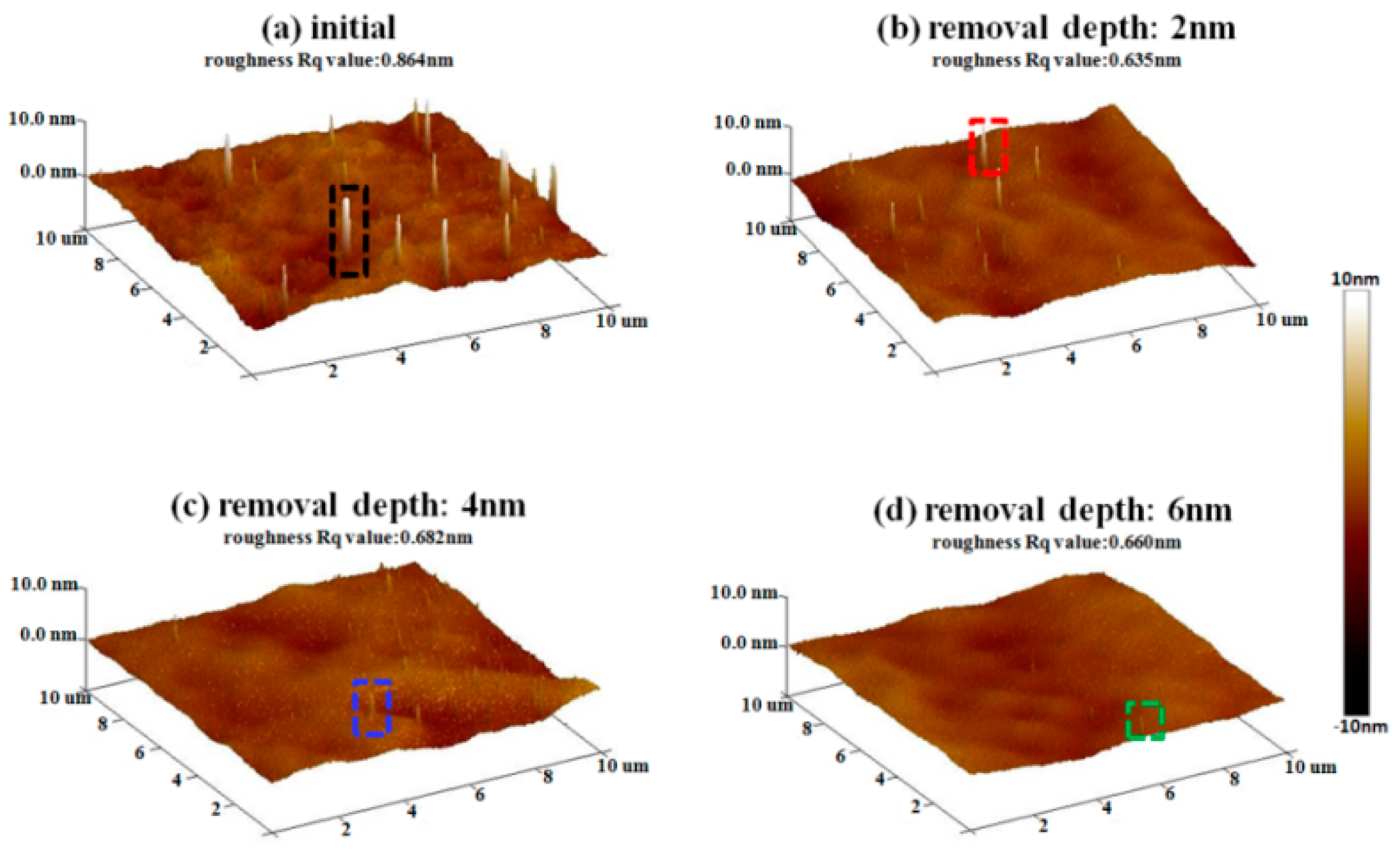
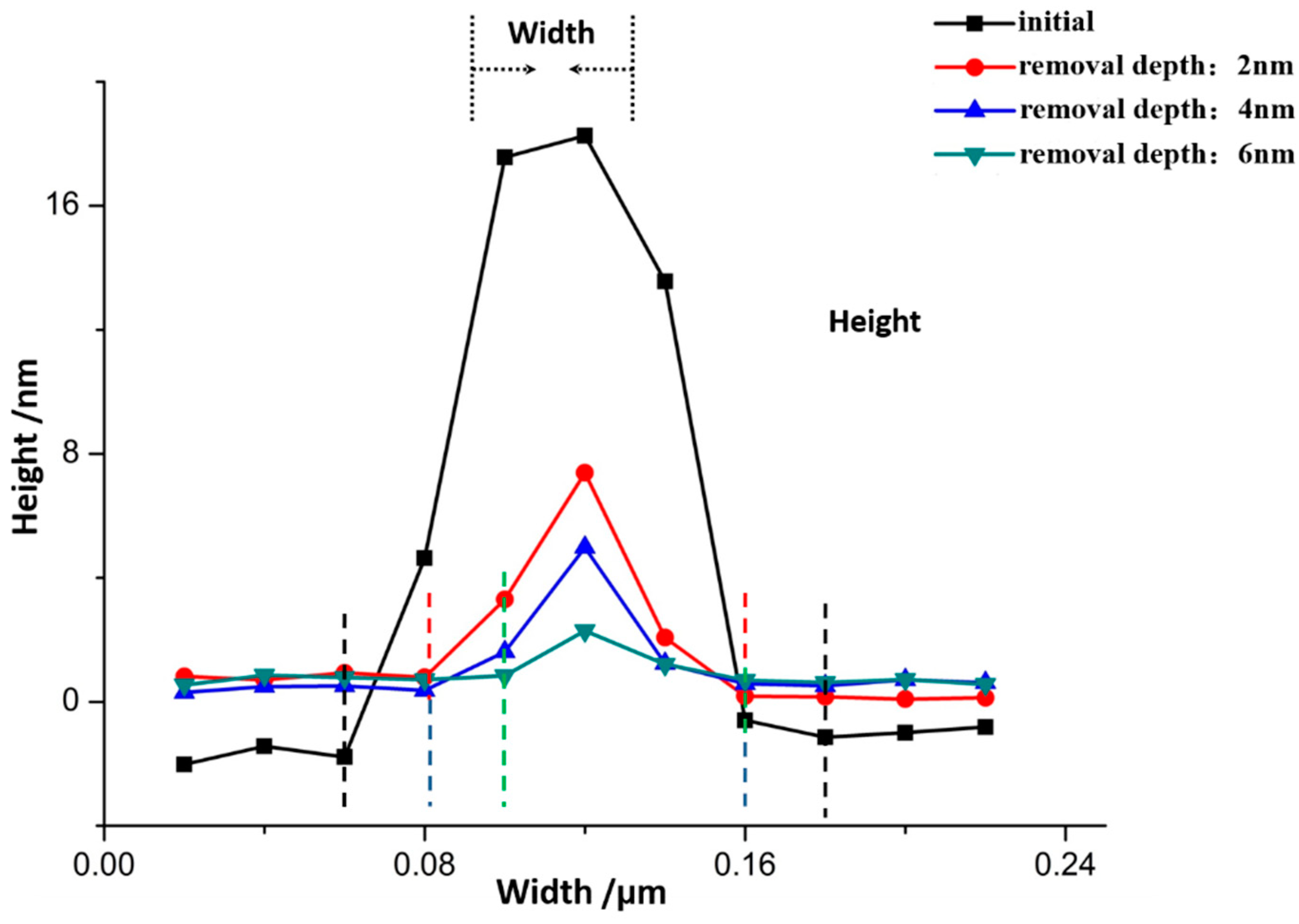
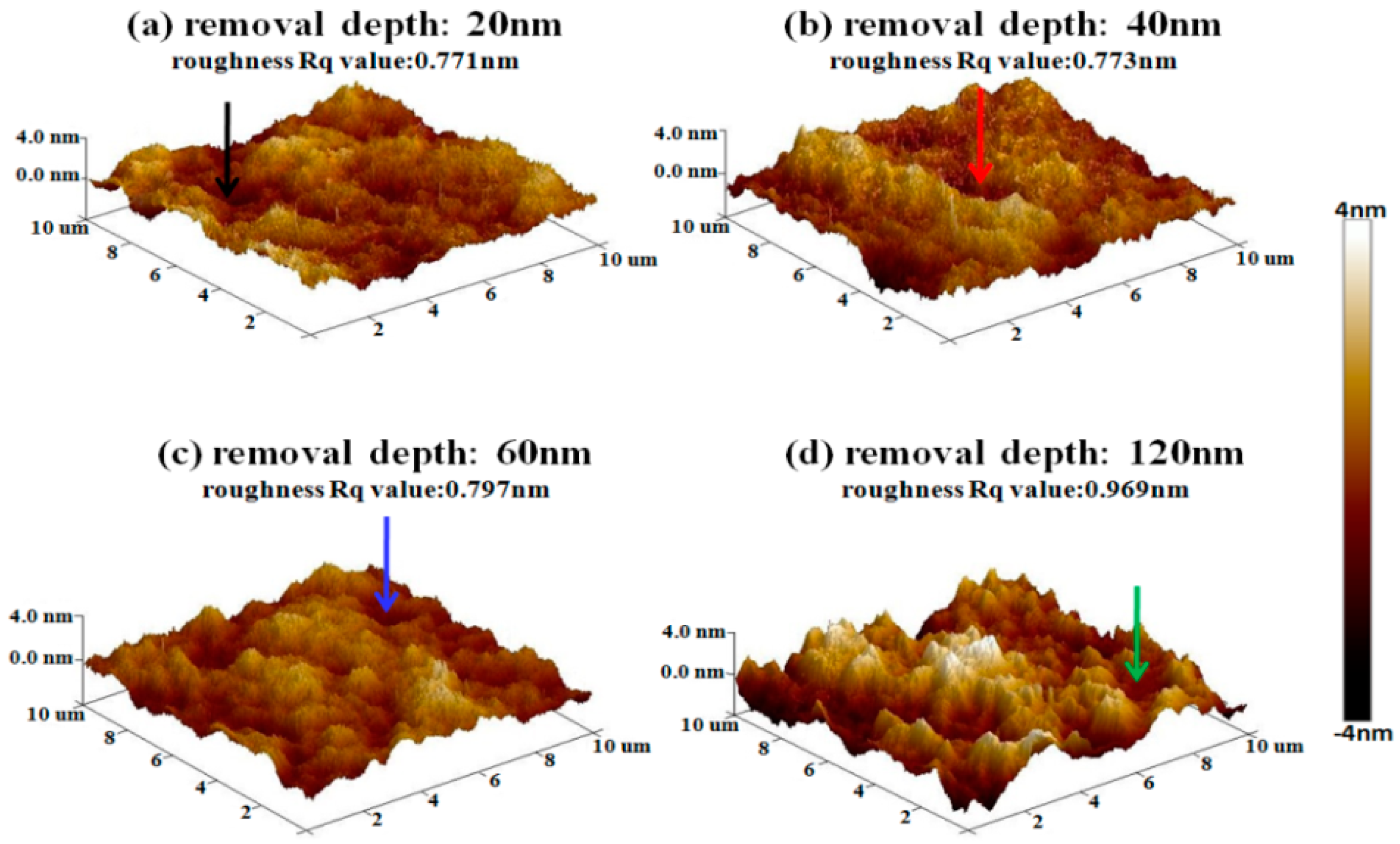
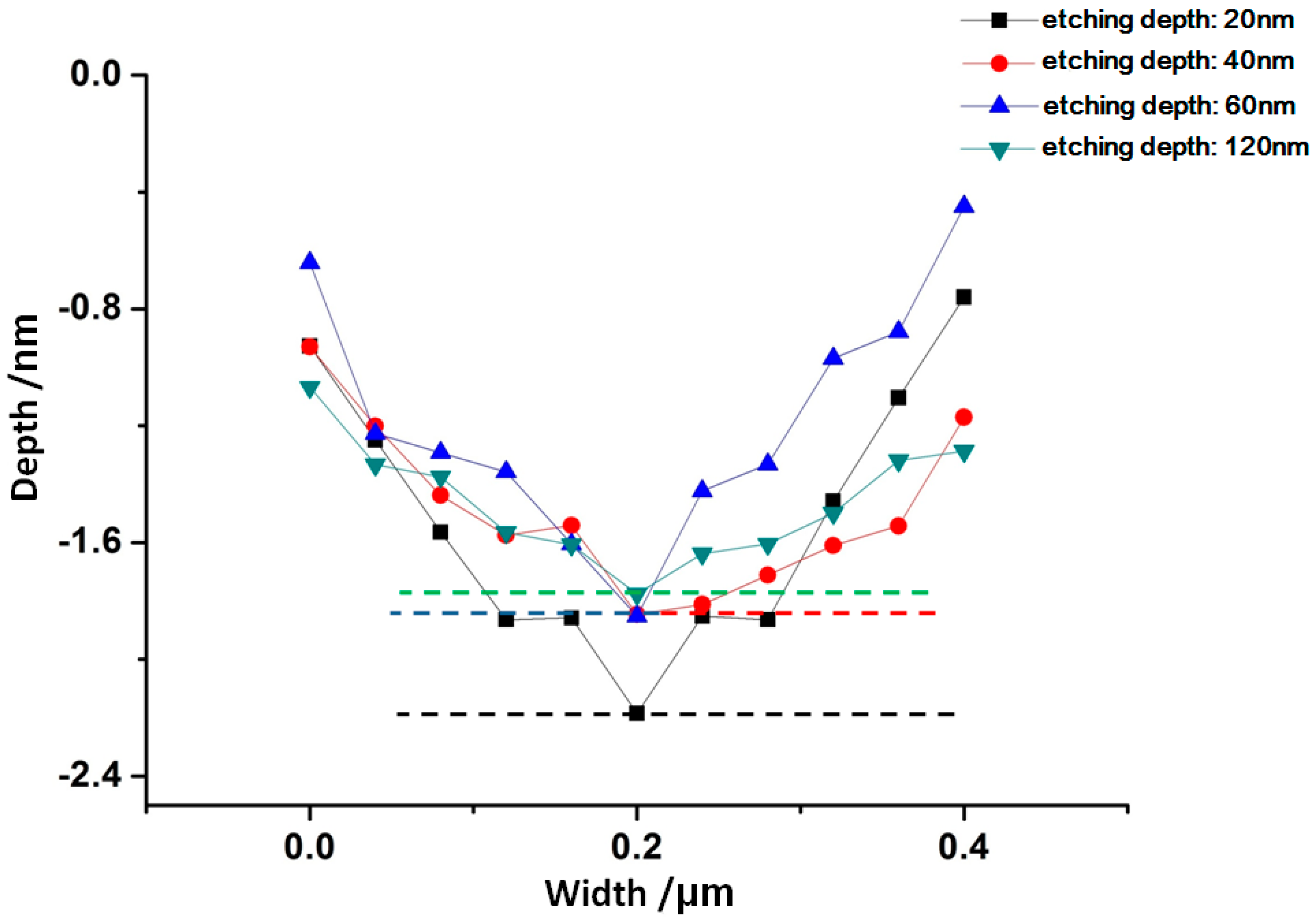
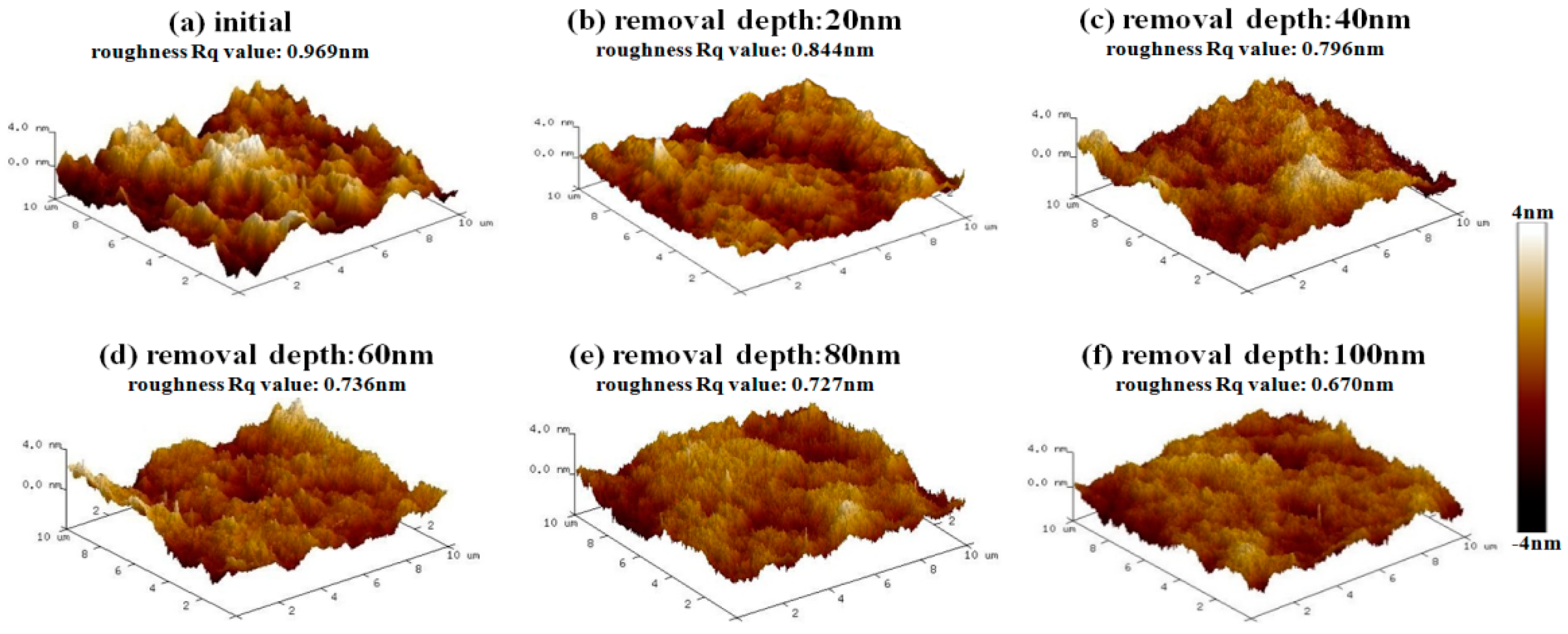
3.2. Morphology Evolution
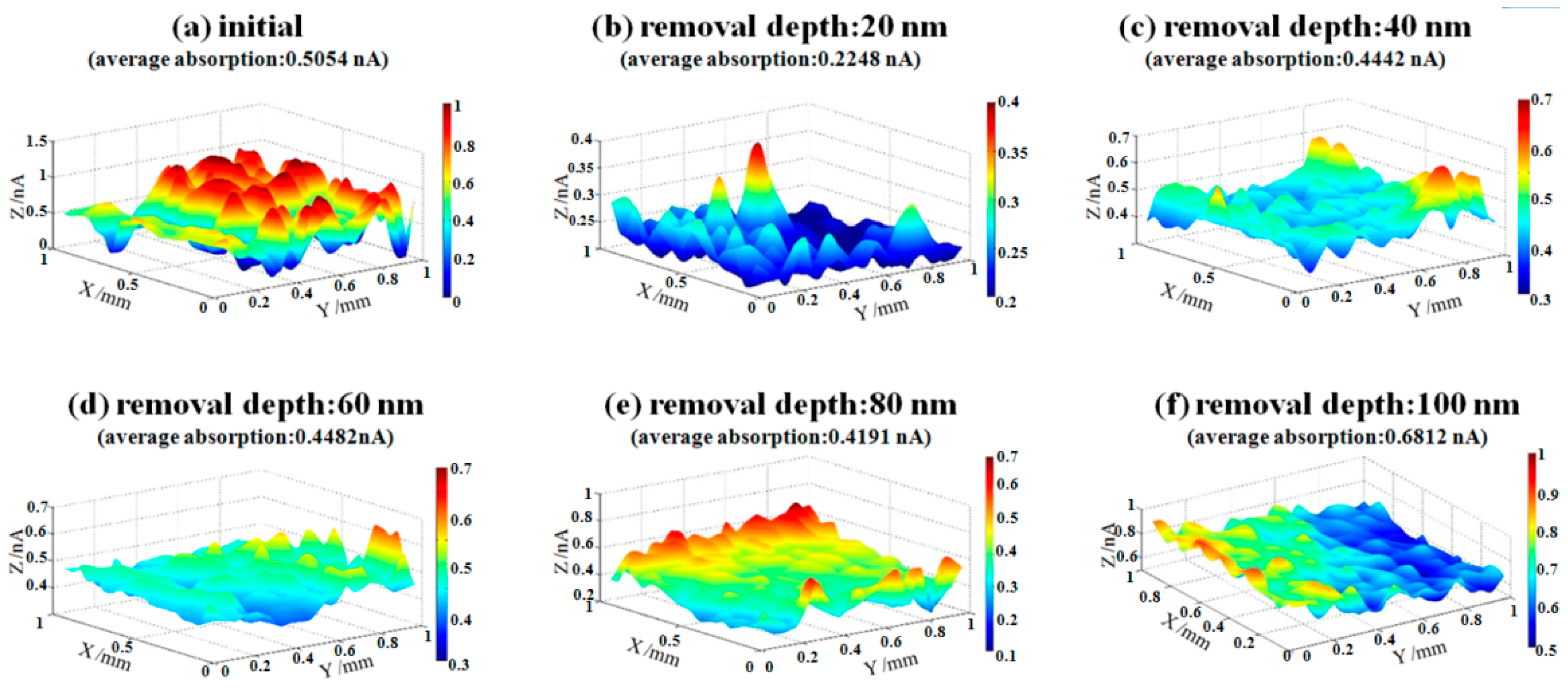
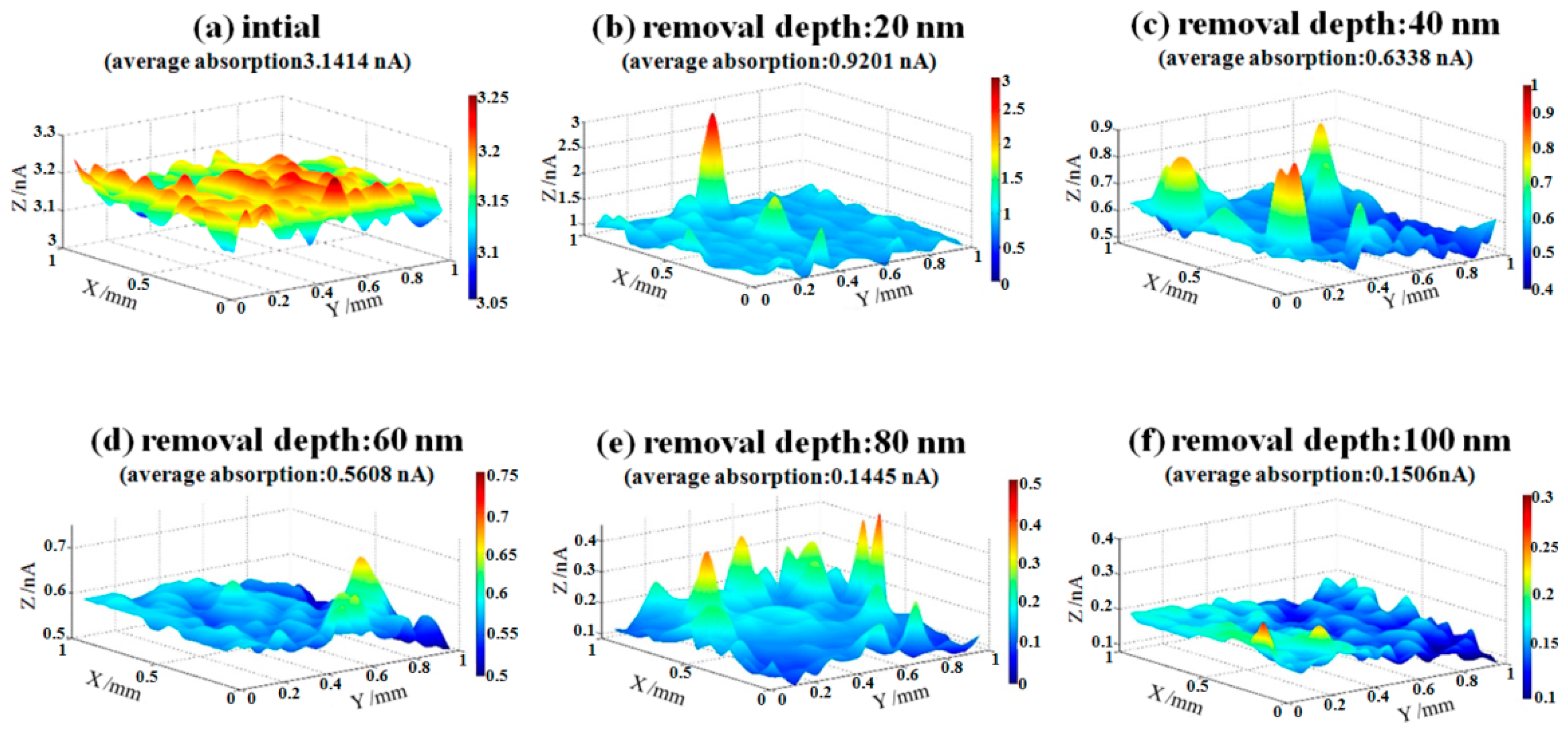
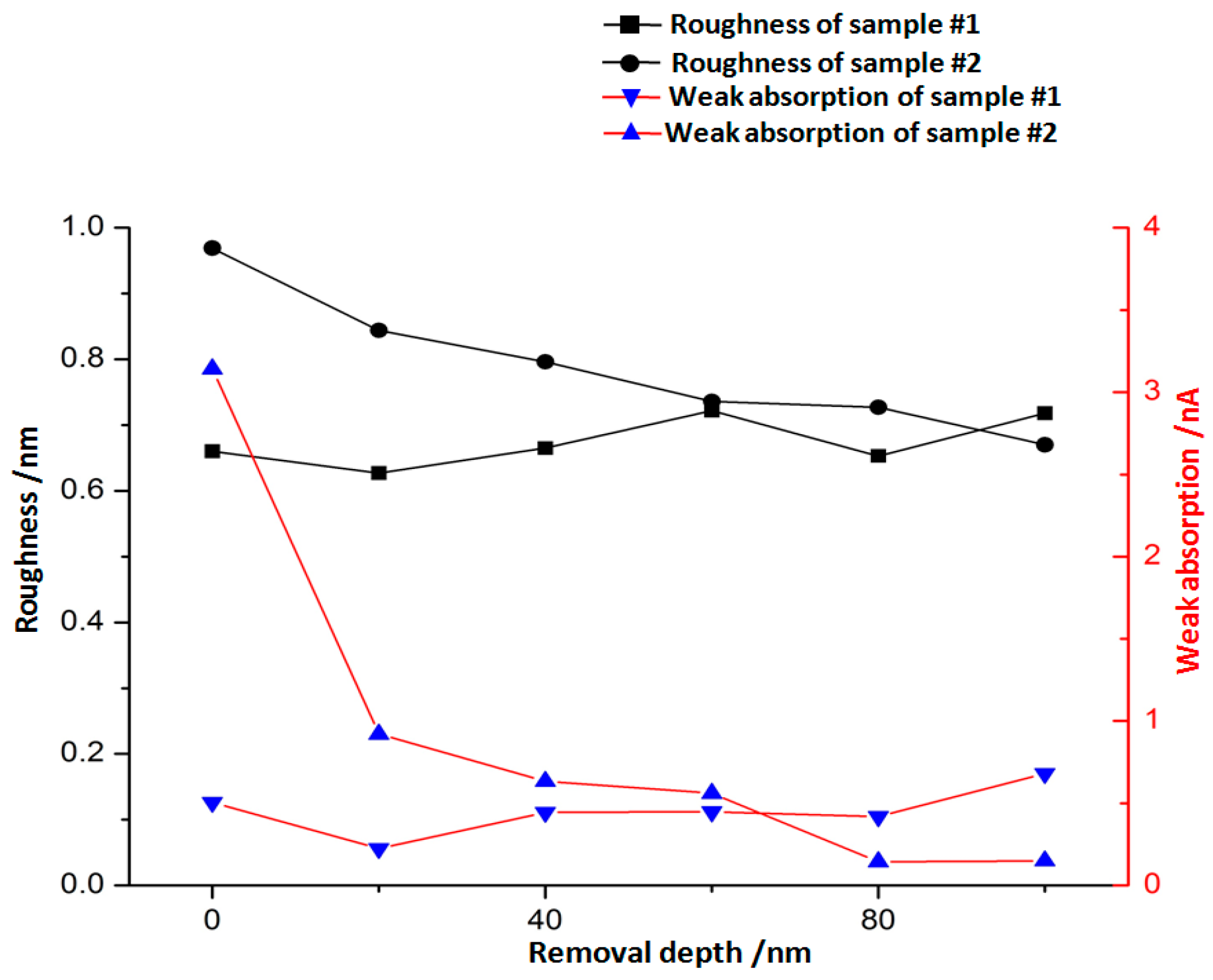
3.3. Weak Absorption Evolution Analysis
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Callahan, D.W.; Pomphrey, P.J. High-power uncooled silicon mirror transmitted beam diagnostics. In Silicon Carbide Materials for Optics and Precision Structures; SPIE: Bellingham, WA, USA, October 1995; pp. 89–101. [Google Scholar]
- Lawson, J.K.; Auerbach, J.M.; English, R.E.; Henesian, M.A.; Hunt, J.T.; Sacks, R.A.; Trenholme, J.B.; Williams, W.H.; Shoup, M.J.; Kelly, J.H.; et al. NIF optical specifications: The importance of the RMS gradient. In Proceedings of the Third International Conference on Solid State Lasers for Application to Inertial Confinement Fusion, Monterey, CA, USA, 7–12 June 1998; Volume 3492, pp. 336–343. [Google Scholar]
- Danson, C.; Hillier, D.; Hopps, N.; Neely, D. Petawatt class lasers worldwide. High Power Laser Sci. Eng. 2015, 3, e3. [Google Scholar] [CrossRef]
- Zeng, X.; Zhou, K.; Zuo, Y.; Zhu, Q.; Su, J.; Wang, X.; Wang, X.; Huang, X.; Jiang, X.; Jiang, D.; et al. Multi-Petawatt laser facility fully based on optical parametric chirped-pulse amplification. Opt. Lett. 2017, 42, 2014–2017. [Google Scholar] [CrossRef]
- Song, C.; Walker, D.; Yu, G.Y. Misfit of rigid tools and interferometer subapertureson off-axis aspheric mirror segments. Opt. Eng. 2011, 50, 073401. [Google Scholar]
- Arnold, T.; Bohm, G.; Fechner, R.; Meister, J.; Nickel, A.; Frost, F.; Hänsel, T.; Schindler, A. Ultra-precision surface finishing by ion beam and plasma jet techniques-status and outlook. Nucl. Instrum. Methods Phys. Res. A 2010, 616, 147–156. [Google Scholar] [CrossRef]
- Tian, Y. The Key Technology Research of High-Precision and Low-Defect Fabrication for Silicon Reflectors; The National University of Defense Technology: Changsha, China, 2018. [Google Scholar]
- Liao, W.; Dai, Y.; Xie, X.; Zhou, L. Microscopic morphology evolution during ion beam smoothing of Zerodur surfaces. Opt. Express 2014, 22, 377–386. [Google Scholar] [CrossRef]
- Liao, W. Fundamental Research on Ion Beam Figuring for Sub-Nanometer Precision Optical Surface; The National University of Defense Technology: Changsha, China, 2015. [Google Scholar]
- Bagolini, A.; Ronchin, S.; Bellutti, P.; Chistè, M.; Verotti, M.; Belfiore, N.P. Fabrication of novel MEMS microgrippers by deep reactive ion etching with metal hard mask. J. Microelectromech. Syst. 2017, 26, 926–934. [Google Scholar] [CrossRef]
- Tian, Y.; Shi, F.; Dai, Y.; Peng, X.; Zhong, Y. Laser absorption precursor research: Microstructures in the subsurface of mono-crystalline silicon subsutrate. Appl. Opt. 2017, 56, 8507–8512. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.; Qin, W.; Tang, D.; Gao, Y.; Li, Y.; Wang, L.; Liu, Y. Near-infrared laser initiation mechanism of pentaerythritol tetranitrate doped with aluminum nanoparticles. Propellants Explos. Pyrotech. 2018, 43, 1221–1226. [Google Scholar] [CrossRef]
- Lewis, K.L.; Pitt, A.M.; Corbett, M.; Blacker, R.; Simpson, J. Progress in optical coatings for the midinfrared. In Laser-Induced Damage in Optical Materials; CRC Press: Boca Raton, FL, USA, 1997; Volume 2966, pp. 166–178. [Google Scholar]
- Detrio, J.A.; Petty, R.D. CW laser damage in AR coated alkaline erath fluorides at 3.8 μm. Proc. Boulder Damage Symp. NBS SP 1978, 54I, 78–85. [Google Scholar]
- Sun, L.; Shao, T.; Shi, Z.; Huang, J.; Ye, X.; Jiang, X.; Wu, W.; Yang, L.; Zheng, W. Ultraviolet Laser Damage Dependence on Contaminant Concentration in Fused Silica Optics during Reactive Ion Etching Process. Materials 2018, 11, 577. [Google Scholar] [CrossRef]
- Sun, L.; Liu, H.; Huang, J.; Ye, X.; Xia, H.; Li, Q.; Jiang, X.; Wu, W.; Yang, L.; Zheng, W. Reactive ion etching process for improving laser damage resistance of fused silica optical surface. Opt. Express 2016, 24, 199–211. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.-H.; Kim, H.-T.; Jang, S.-H.; Yi, J.-H.; Choi, E.-S.; Park, J.-G. Effect of organic acids in dilute HF solutions on removal of metal contaminants on silicon wafer. Microelectron. Eng. 2018, 198, 98–102. [Google Scholar] [CrossRef]
- Rip, J.; Wostyn, K.; Mertens, P.; de Gendta, S.; Claes, M. Methodology for measuring trace metal surface contamination on PV silicon substrates. Energy Procedia 2012, 27, 154–159. [Google Scholar] [CrossRef]
- Song, J.; Shi, F.; Xiao, Q.; Yang, P. Effect of elastic region nanoparticle SiO2 jet polishing on the laser damage properties of fused silica. In Pacific Rim Laser Damage 2017: Optical Materials for High-Power Lasers; SPIE: Bellingham, WA, USA, 2017; Volume 10339. [Google Scholar]
- Song, X.; Gao, G.; Zhou, Y.; Wang, H.; Gong, J. Absorption of TiO2 nanoparticles on monocrystalline silicon surface. Opt. Precis. Eng. 2016, 24, 1702–1894. [Google Scholar]
- Song, X.; Zhang, F. Research on the Characterization of Ultra-Smooth K9 Glass Surface Polished by Nanoparticle Colloid Jet Machining. Key Eng. Mater. 2014, 609–610, 552–556. [Google Scholar] [CrossRef]
- Rola, K.P. Anisotropic etching of silicon in KOH + Triton X-100 for 45° micromirror applications. Microsyst. Technol. 2017, 23, 1463–1473. [Google Scholar] [CrossRef]
- Lv, L.; Ma, P.; Huang, J.; He, X.; Cai, C.; Zhu, H. Research on laser-induces damage resistance of fused silica optics by the fluid jet polishing method. Appl. Opt. 2016, 55, 2252–2258. [Google Scholar] [CrossRef] [PubMed]
- Peng, W.; Guan, C.; Li, S. Material removal model affected by the particle size in fluid jet polishing. Appl. Opt. 2013, 52, 7927–7933. [Google Scholar] [CrossRef]
- Zhang, F.; Song, X.; Zhang, Y.; Luan, D. Figuring of an ultra-smooth surface in nanoparticle colloid jet machining. J. Micromech. Microeng. 2009, 19, 054009. [Google Scholar] [CrossRef]
- Shi, F.; Zhong, Y.; Dai, Y.; Peng, X.; Xu, M.; Sui, T. Investigation of surface damage precursor evolutions and laser-induced damage threshold improvement mechanism during ion beam etching of fused silica. Opt. Express 2016, 24, 20842–20854. [Google Scholar] [CrossRef]
- Maradudin, A.; Mills, D.L. Scattering and absorption of electromagnetic radiation by a semi-infinite medium in the presence of surface roughness. Phys. Rev. B 1975, 11, 1392–1415. [Google Scholar] [CrossRef]
- Elson, J.M.; Sung, C.C. Intrinsic and roughness-induced absorption of electromagnetic radiation incident on optical surfaces. Appl. Opt. 1982, 21, 1496–1501. [Google Scholar] [CrossRef] [PubMed]
- Huang, M.; Zhao, F.; Cheng, Y.; Xu, N.; Xu, Z. Origin of laser-induced near-subwavelength ripples: Interference between surface plasmons and incident laser. ACS Nano 2009, 12, 4062–4070. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Level |
|---|---|
| Vacuum chamber pressure | 5 × 10−3 Pa or lower |
| Gas | Ar |
| Voltage | 900 eV |
| Incident angle | 0° |
| Spot size | Φ 15 mm |
| Removal rate(mm3/min) | 11.0 × 10−3 |
| Processing time | 20 min |
| Item | Level |
|---|---|
| Potassium hydroxide | Mass fraction: 33% |
| Isopropanol | Volume: 15 mL |
| Temperature | 19 °C |
| Etching velocity | 1 nm/min |
| Item | Level |
|---|---|
| Nozzle type | Single hole (Radius: 1.414 mm) |
| Polishing medium | SiO2 (Particle diameter: 100 nm) |
| PH | 9~10 |
| Pressure | 0.3 MPa |
| Removal efficiency | 1.089 × 10−5 mm3/min |
| Item | Level |
|---|---|
| Laser wavelength | 1064 nm |
| Power | 1.0371 W |
| Scan size per test | 1 mm × 1 mm |
| Pixel size | 50 μm × 50 μm |
| Test mode | Reflect |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, W.; Shi, F.; Dai, Y.; Zhong, Y.; Song, C.; Tian, Y. Research on the Surface Evolution of Single Crystal Silicon Mirror Contaminated by Metallic Elements during Elastic Jet Polishing Techniques. Materials 2019, 12, 1077. https://doi.org/10.3390/ma12071077
Zhang W, Shi F, Dai Y, Zhong Y, Song C, Tian Y. Research on the Surface Evolution of Single Crystal Silicon Mirror Contaminated by Metallic Elements during Elastic Jet Polishing Techniques. Materials. 2019; 12(7):1077. https://doi.org/10.3390/ma12071077
Chicago/Turabian StyleZhang, Wanli, Feng Shi, Yifan Dai, Yaoyu Zhong, Ci Song, and Ye Tian. 2019. "Research on the Surface Evolution of Single Crystal Silicon Mirror Contaminated by Metallic Elements during Elastic Jet Polishing Techniques" Materials 12, no. 7: 1077. https://doi.org/10.3390/ma12071077
APA StyleZhang, W., Shi, F., Dai, Y., Zhong, Y., Song, C., & Tian, Y. (2019). Research on the Surface Evolution of Single Crystal Silicon Mirror Contaminated by Metallic Elements during Elastic Jet Polishing Techniques. Materials, 12(7), 1077. https://doi.org/10.3390/ma12071077