Effect of Thermo-Mechanical Treatment on the Microstructure Evaluation and Mechanical Properties of Fe-20Mn-12Cr-3Ni-3Si Damping Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Specimens
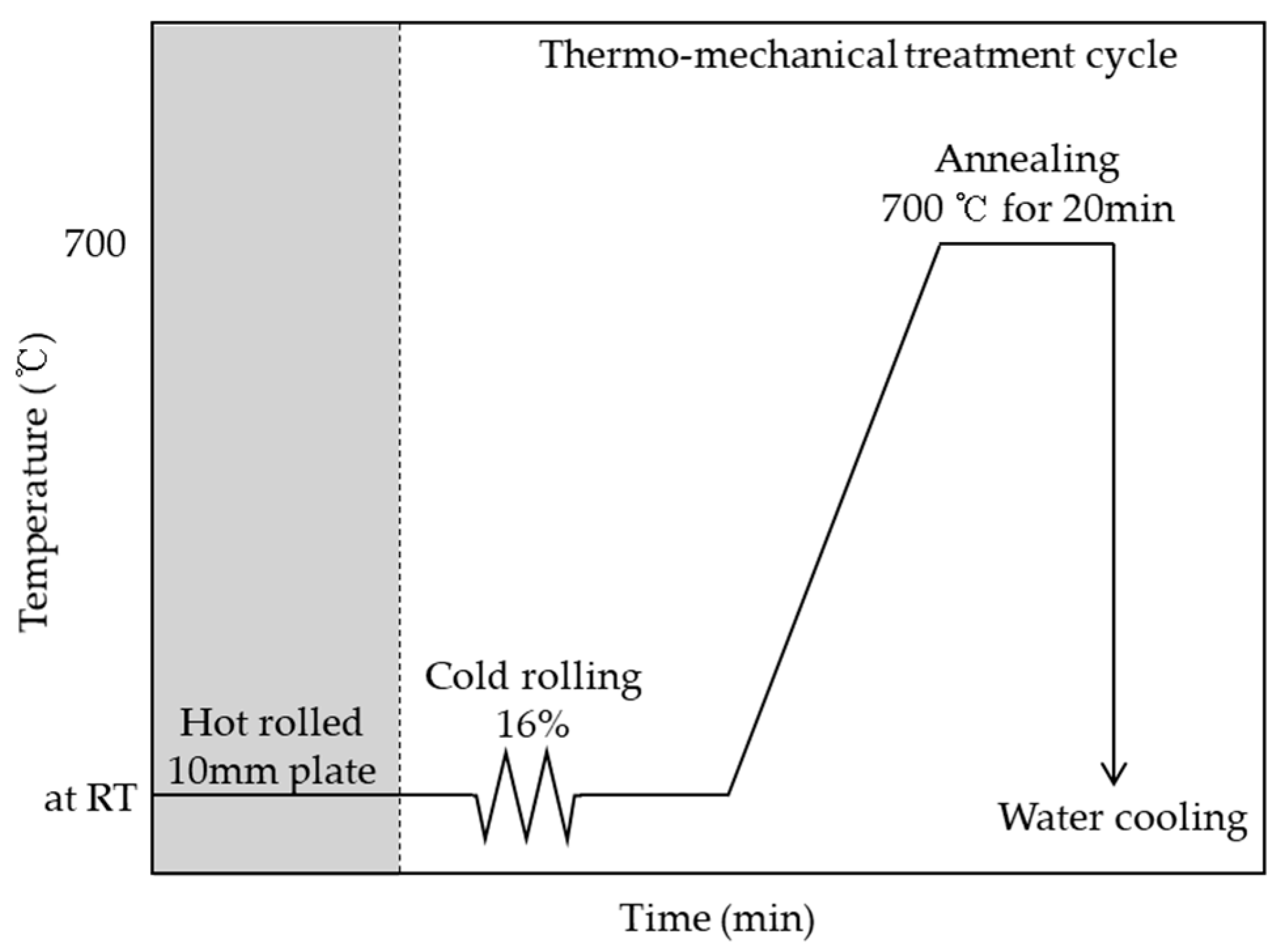
2.2. Thermo-Mechanical Treatment
2.3. Observation of the Microstructure
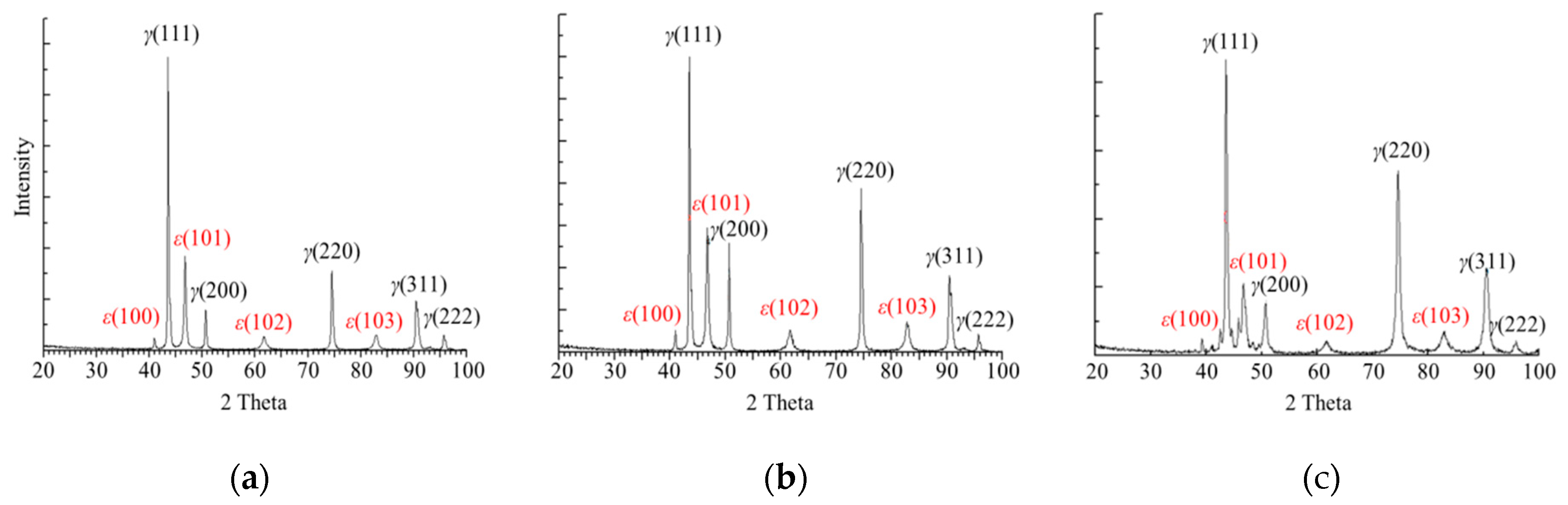
2.4. X-Ray Diffraction Test (XRD)
3. Results
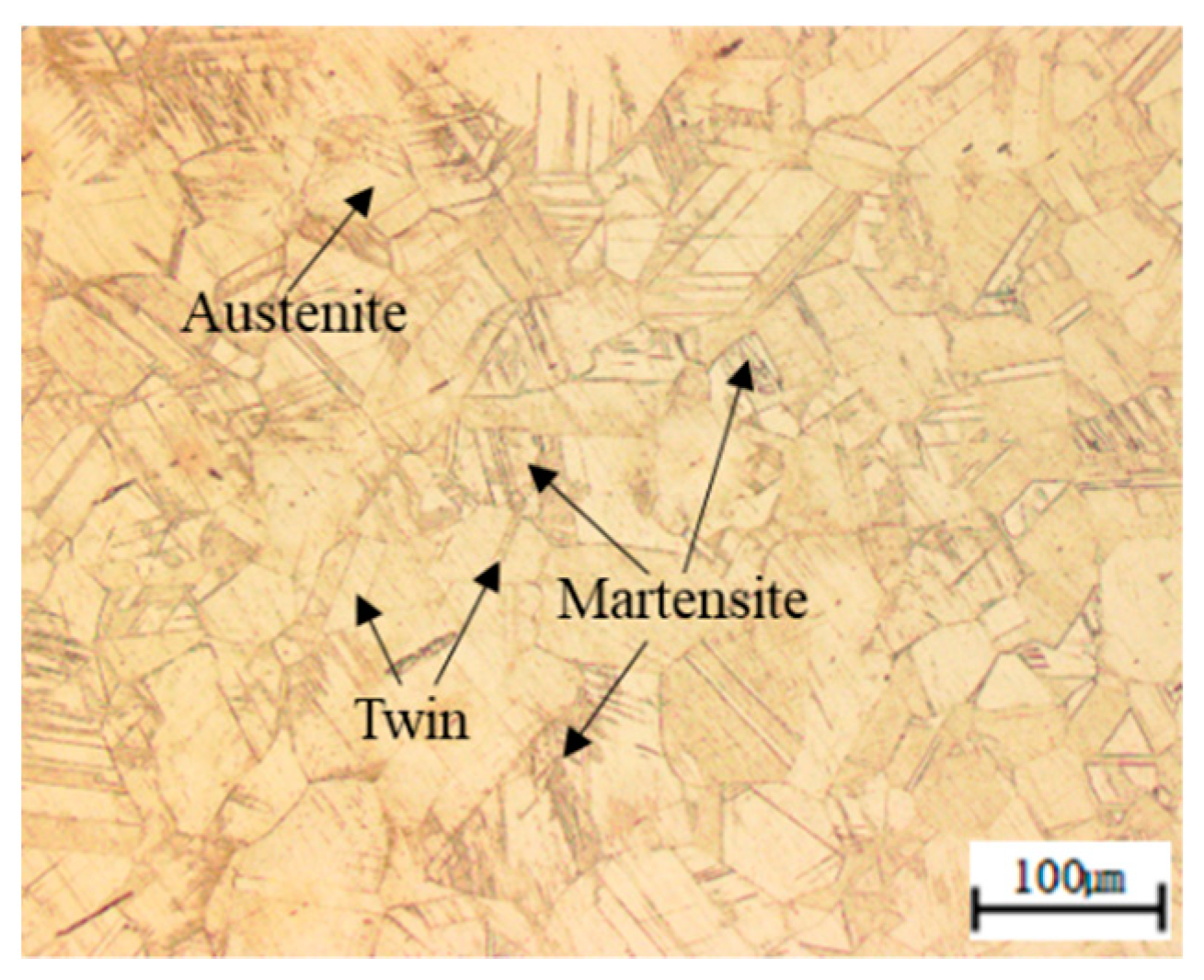
3.1. Microstructure
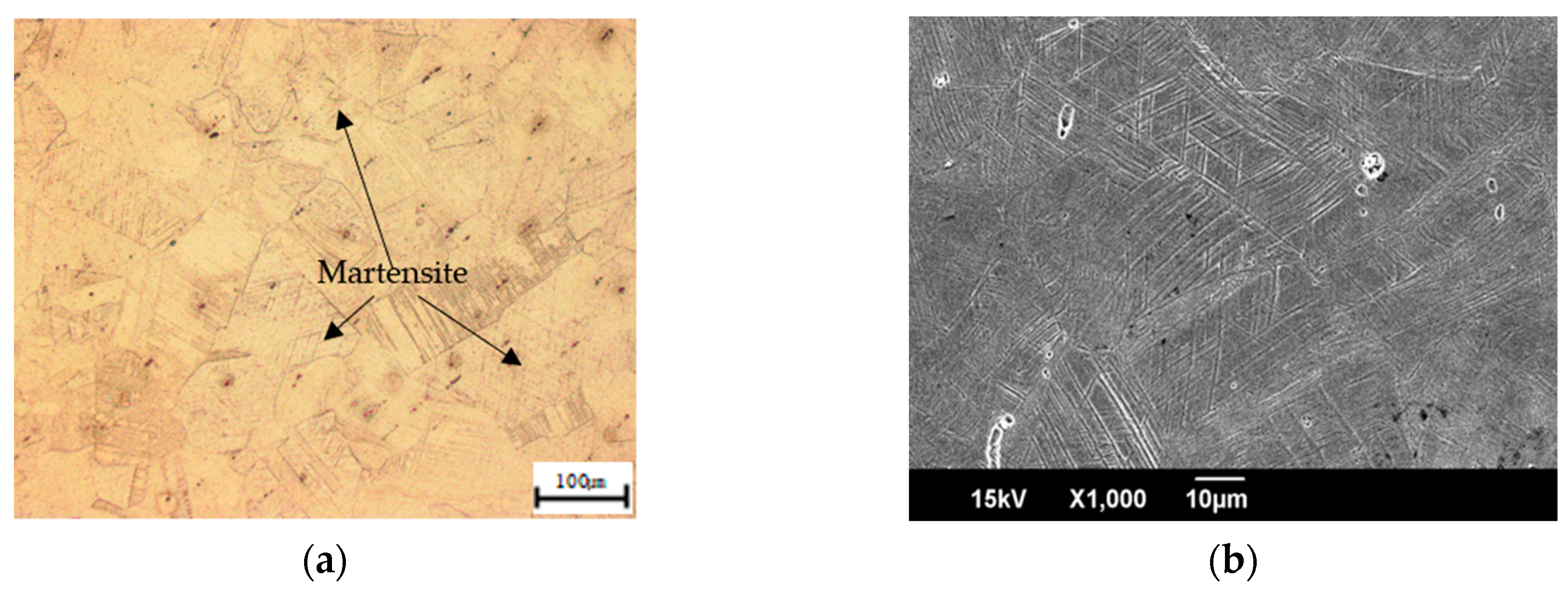
3.2. Change in the Microstructure by Thermo-Mechanical Treatment
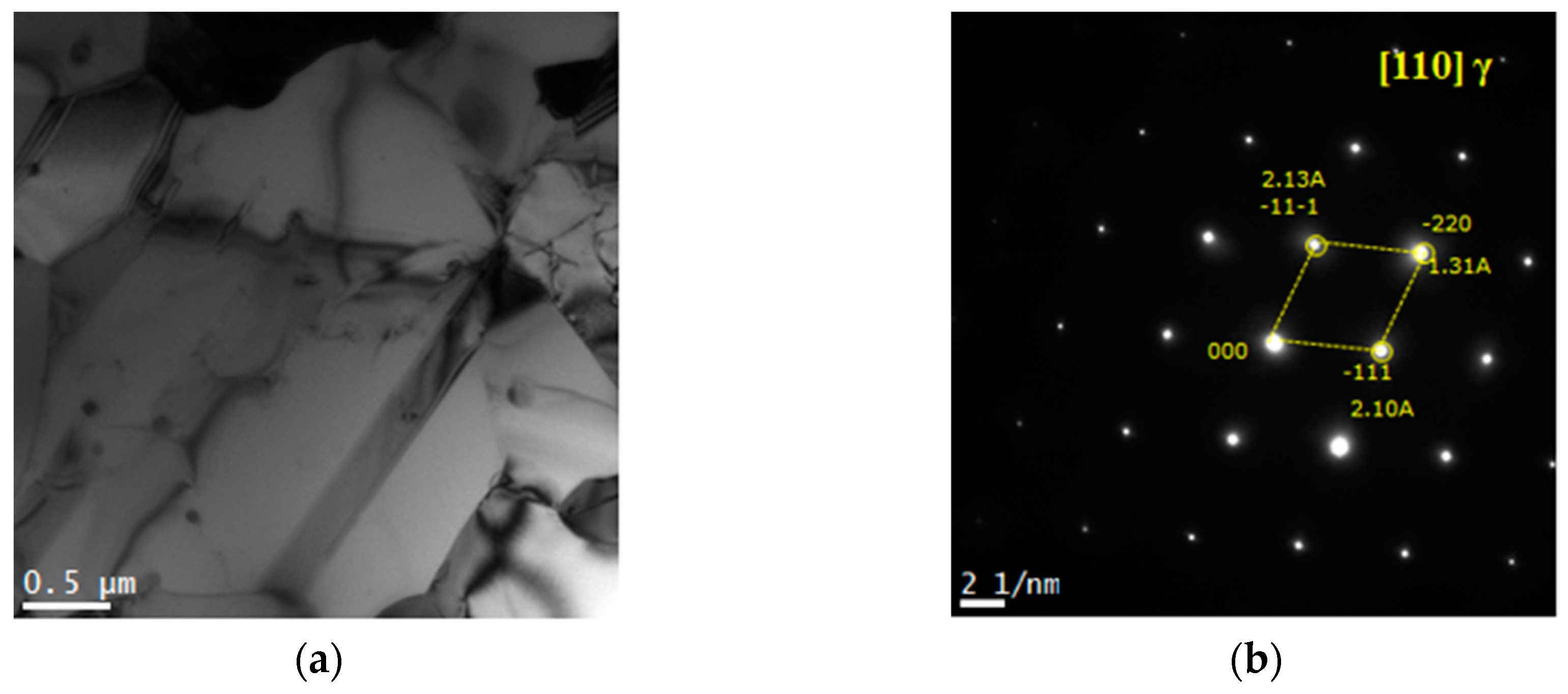
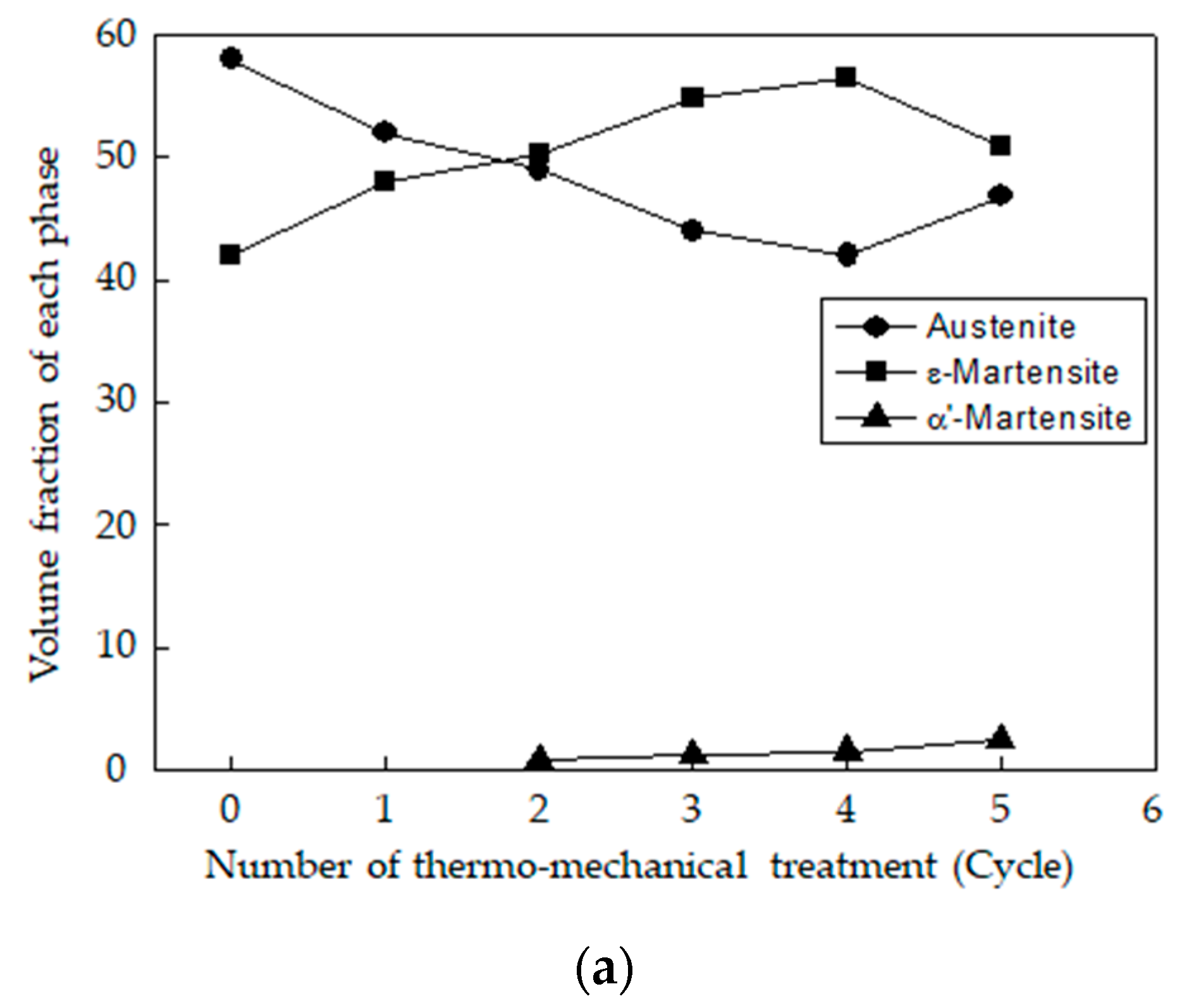
3.3. Effect of Thermo-Mechanical Treatment on the Formation Behavior of Martensite
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Gemmel, G. Applications of Stainless Steel; ASM International: Stockholm, Sweden, 1992; p. 664. [Google Scholar]
- Panossian, H.V. Structural damping enhancement via non-obstructive particle damping technique. ASEM. 1992, 114, 101. [Google Scholar] [CrossRef]
- Zackay, V.F.; Parker, E.R.; Fahr, D.; Busch, R. The enhancement of ductility in high- strength steel. Trans. ASM 1967, 60, 252–260. [Google Scholar]
- Kim, I.S.; Nishimura, Y.; Lee, S.M.; Watanabe, Y.; Kim, J.Y.; Jung, H.R.; Kang, C.Y.; Miyahara, K. Inst, Effects of Co and ε Martensite on the Damping Capacity of High Strength Fe-Cr-Mn-Co Alloys. J.K. Met. Mater. 2007, 45, 403. [Google Scholar]
- Kang, C.Y.; Hur, T.Y. Effect of Reverse Transformation on the Mechanical Properties of High Manganease Austenitic Stainless Steel. Korean J. Met. Mater. 2012, 50, 413–418. [Google Scholar] [CrossRef]
- Lee, J.Y.; Kim, N.J.; Kang, C.Y. Effect of Thermo-mechanical Treatment on the Damping Capacity of 316L Stainless Steel. Korean. J. Met. Mater. 2015, 53, 919–925. [Google Scholar]
- Fahr, D. Stress-and strain-induced formation of martensite and its effects on strength and ductility of metastable austenitic stainless steels. Metall. Trans. 1971, 2, 1883. [Google Scholar]
- Kwoon, M.G.; Kang, C.Y. Correlationship between Tensile Properties and Damping Capacity of 316 L Stainless Steel. Korean J. Mater. Res. 2014, 24, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Kato, T.; Fukui, S.; Fujikura, M.; Ishida, K. Structural Stability and Mechanical Properties of Fe-Mn-Cr Alloys. Trans. ISIJ 1976, 16, 673–679. [Google Scholar]
- Kim, J.S.; Kim, J.N.; Kang, C.Y. Effect of Thermo-mechanical Treatment on the Formation Behavior of Martensite in 316L Stainless Steel. Korean J. Met. Mater. 2018, 56, 265–271. [Google Scholar]
- Kim, G.H.; Nishimura, Y.; Watanabe, Y.; Sato, H.; Nishino, Y.; Jung, H.R.; Kang, C.Y.; Kim, I.S. Effects of ε-martensite and dislocations behavior by thermo-mechanical treatment on Fe–Cr–Mn damping alloy. Mater. Sci. Eng. 2009, 521–522, 368–371. [Google Scholar]
- Son, D.U.; Kim, J.W.; Kim, I.S.; Miyahara, K.; Sung, J.H.; Kang, C.Y. Effect of ε Martensite on the Damping Capacity of Austenitic Stainless Steel. J. Korean Inst. Met. Mater. 2004, 42, 621–626. [Google Scholar]
- Watanabe, Y.; Iwata, N.; Sato, H. Thermo-Mechanical Training of Stainless Steels to Improve Damping Capacity. Mater. Sci. Forum 2017, 879, 101–106. [Google Scholar] [CrossRef]
- Tamadon, A.; Pons, D.J.; Sued, K.; Clucas, D. Thermomechanical grain refinement in AA6082-T6 thin plates under Bobbin friction stir welding. Metals 2018, 8, 375. [Google Scholar] [CrossRef]
- Shin, S.; Kwon, M.; Cho, W.; Suh, I.S. The effect of grain size on the damping capacity of Fe-17 wt% Mn. Mater. Sci. Eng. A 2017, 683, 187–194. [Google Scholar] [CrossRef]
- Bhandarkar, D.; Zackay, V.F.; Parker, E.R. Stability and mechanical properties of some metastable austenitic steels. Metall. Trans. 1972, 3, 2619–2631. [Google Scholar] [CrossRef] [Green Version]
- Hang, T.H.; Kang, C.Y. Damping Capacity of High Manganese Austenitic Stainless Steel with a Two Phase Mixed Structure of Martensite and Austenite. Korean J. Met. Mater. 2013, 51, 645–650. [Google Scholar]
- Kim, J.K.; Cooman, B.C.D. Stacking fault energy and deformation mechanisms in Fe-xMn-0.6 C-yAl TWIP steel. Mater. Sci. Eng. A 2016, 676, 216–231. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | P | S | Mn | Cr | Ni | Si | Fe |
|---|---|---|---|---|---|---|---|---|
| 0.01 | 0.06 | 0.001 | 0.008 | 20,06 | 12.4 | 3.14 | 2.98 | bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shim, H.; Kang, C. Effect of Thermo-Mechanical Treatment on the Microstructure Evaluation and Mechanical Properties of Fe-20Mn-12Cr-3Ni-3Si Damping Alloy. Materials 2019, 12, 1119. https://doi.org/10.3390/ma12071119
Shim H, Kang C. Effect of Thermo-Mechanical Treatment on the Microstructure Evaluation and Mechanical Properties of Fe-20Mn-12Cr-3Ni-3Si Damping Alloy. Materials. 2019; 12(7):1119. https://doi.org/10.3390/ma12071119
Chicago/Turabian StyleShim, Hyunbo, and Changyong Kang. 2019. "Effect of Thermo-Mechanical Treatment on the Microstructure Evaluation and Mechanical Properties of Fe-20Mn-12Cr-3Ni-3Si Damping Alloy" Materials 12, no. 7: 1119. https://doi.org/10.3390/ma12071119
APA StyleShim, H., & Kang, C. (2019). Effect of Thermo-Mechanical Treatment on the Microstructure Evaluation and Mechanical Properties of Fe-20Mn-12Cr-3Ni-3Si Damping Alloy. Materials, 12(7), 1119. https://doi.org/10.3390/ma12071119