Heat Source Characteristics of Ternary-Gas-Shielded Tandem Narrow-Gap GMAW

 ,
,
Abstract
:1. Introduction
2. Methods
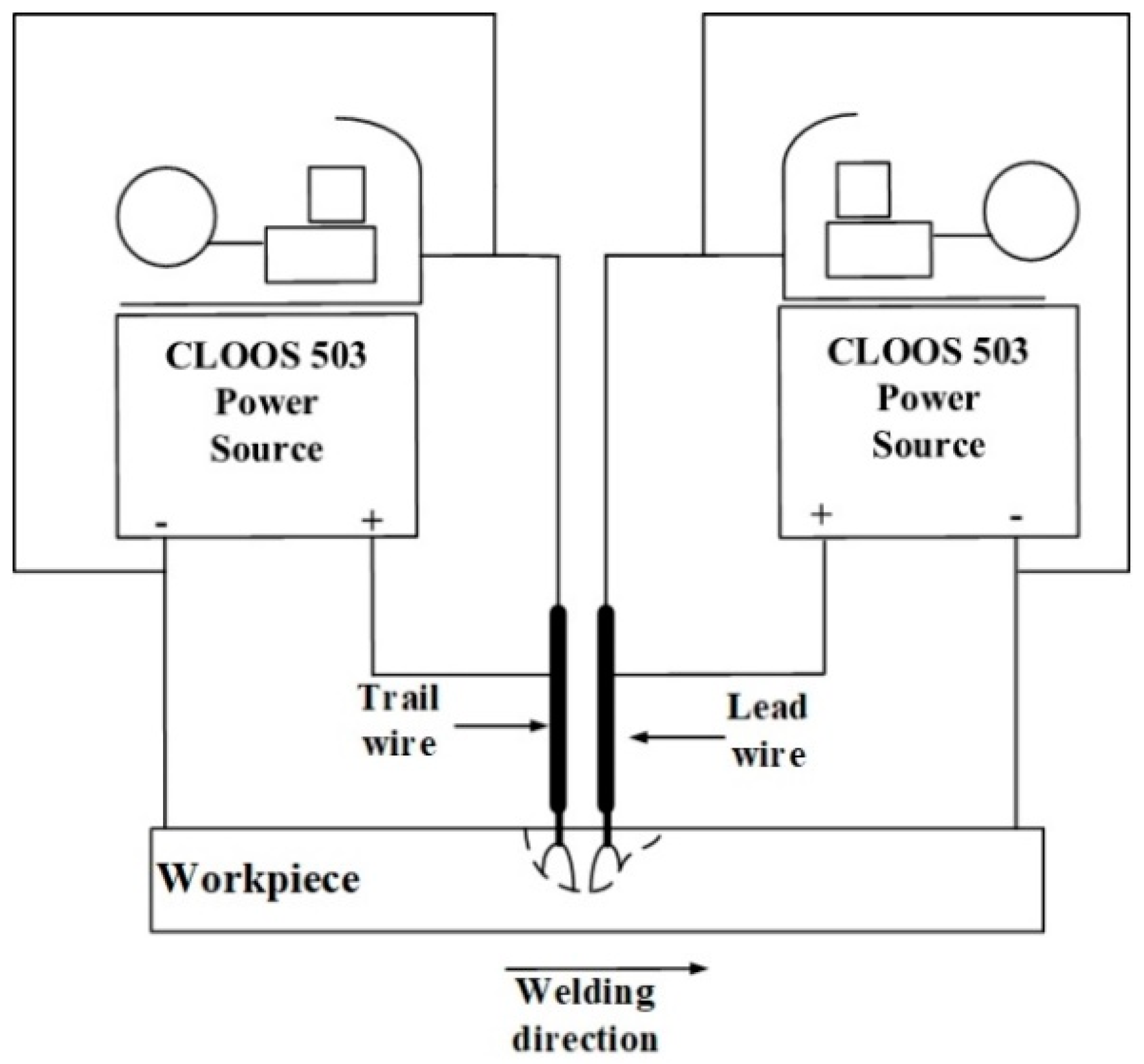
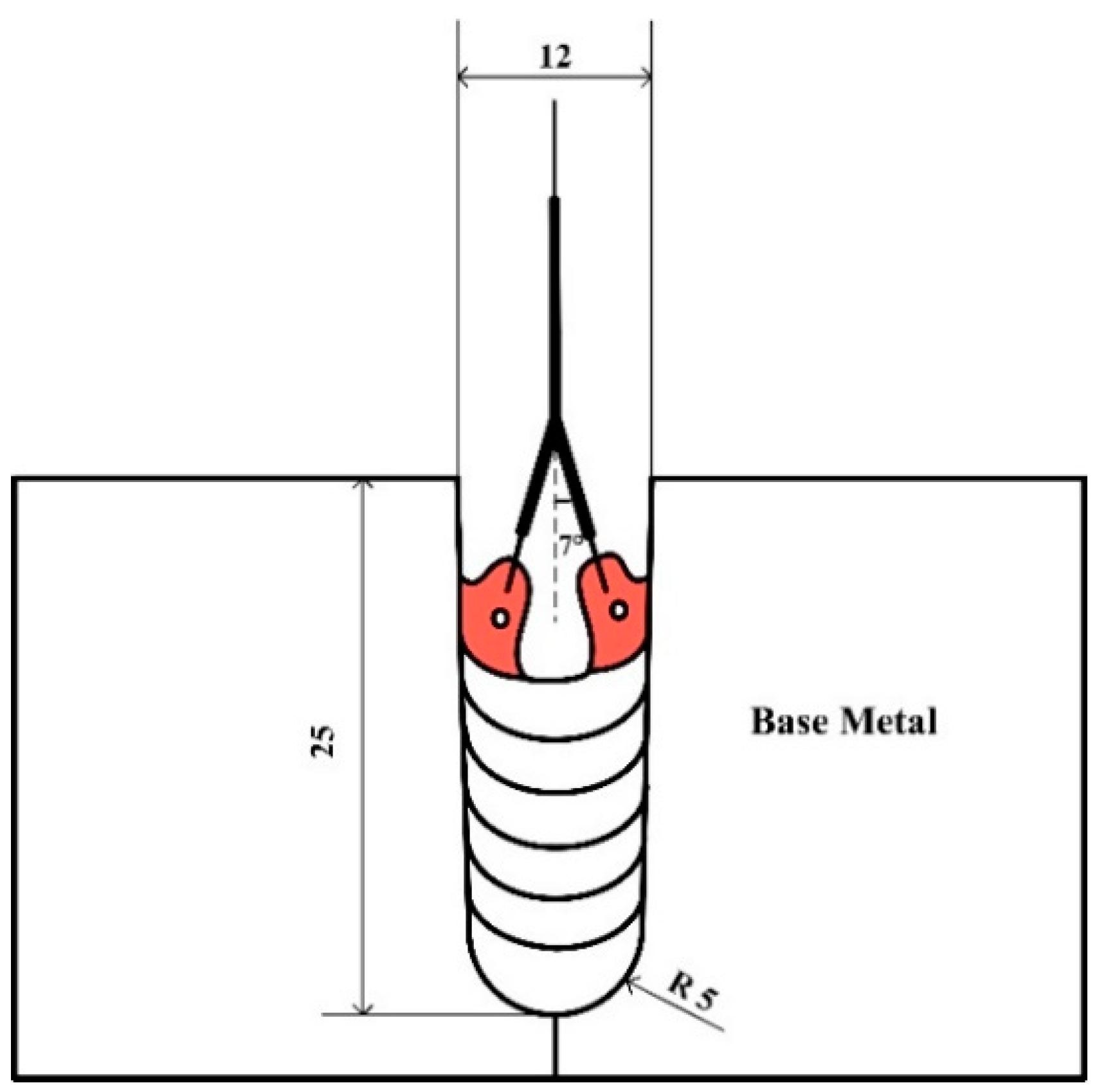
2.1. Experimental Setup
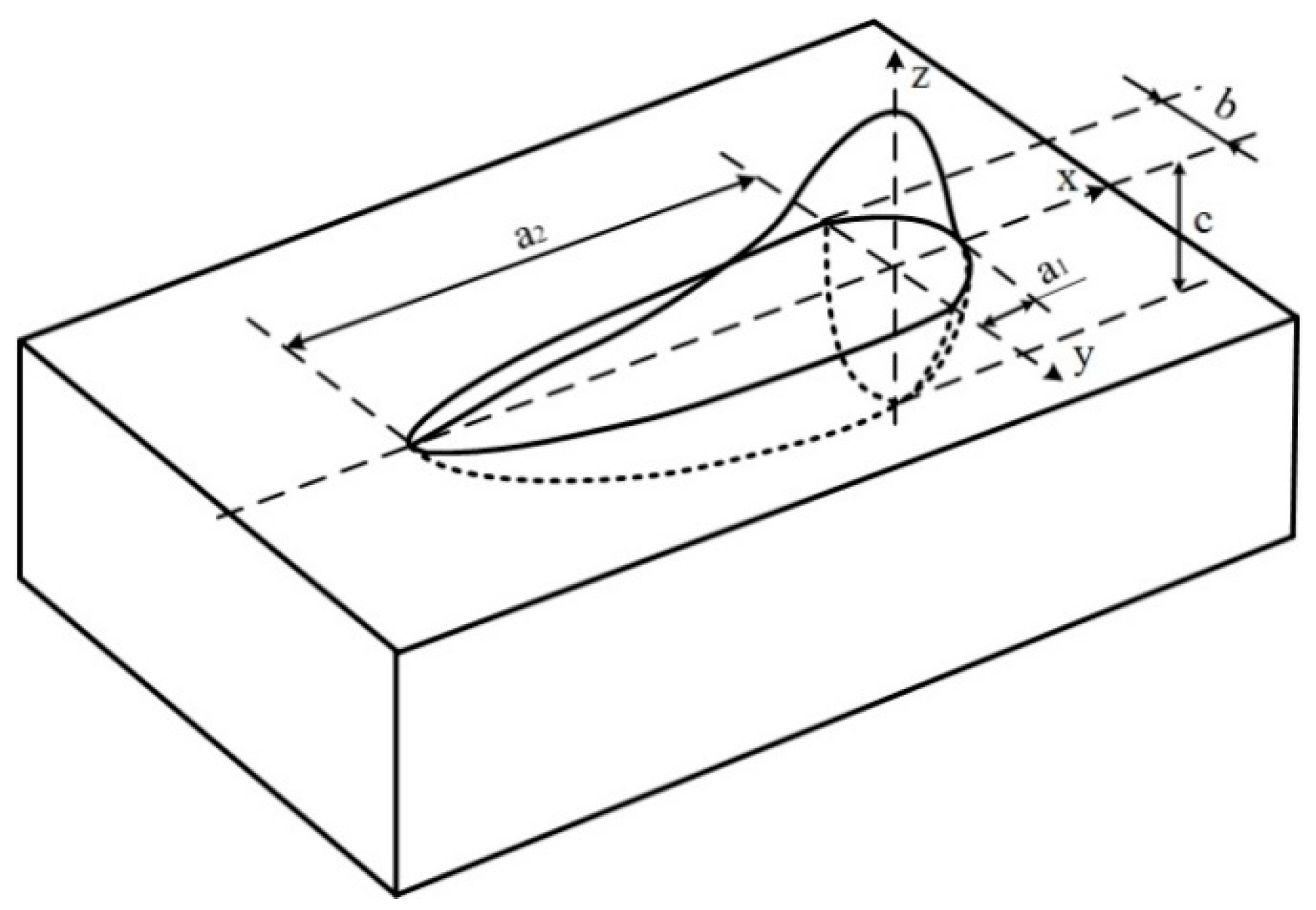
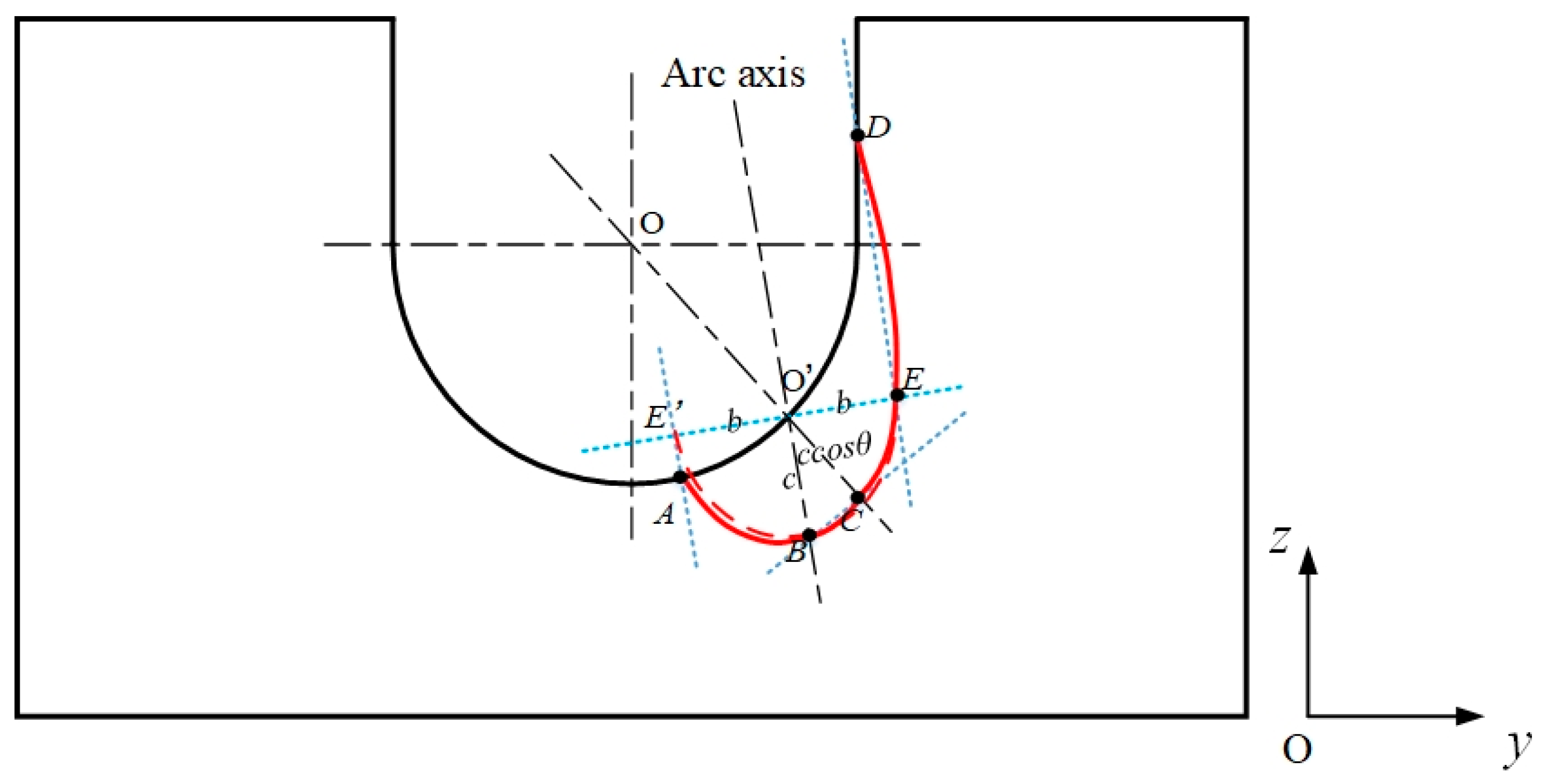
2.2. Computational Model
- (1)
- The molten metal is an incompressible Newtonian fluid.
- (2)
- The flow of the fluid is laminar.
- (3)
- The droplet is spherical and transfers at a constant speed.
3. Results and Discussion
3.1. Heat Source Characteristics for Narrow-Gap Welding
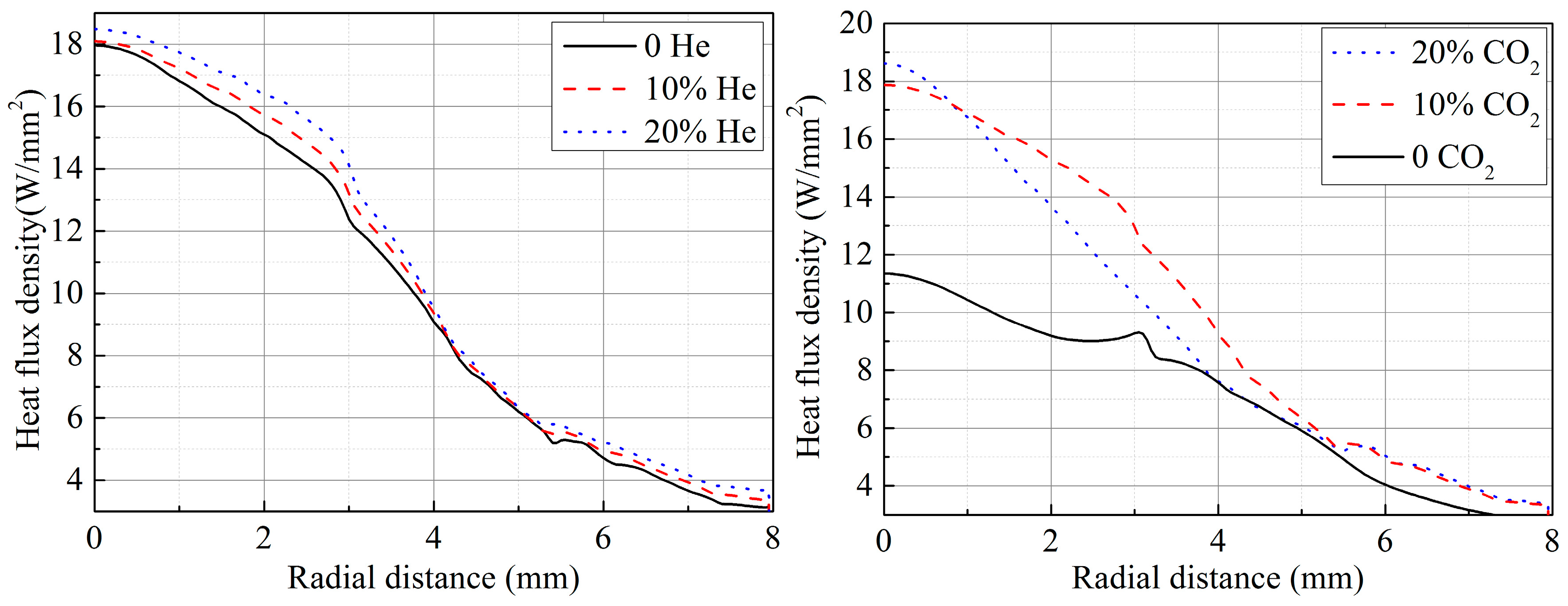
3.2. Effects of Shielding Gas on Heat Source
3.3. Heat Sources under Different Shielding Gases
4. Conclusions
5. Perspectives
- (1)
- The narrow-gap welding arc properties under different ternary shielding gas compositions can be studied by numerical simulation.
- (2)
- The effects of the gas mixtures compositions on the weld microstructure and mechanical properties is a valuable research issue.
Author Contributions
Funding
Conflicts of Interest
References
- Zhang, C.; Li, G.; Gao, M.; Zeng, X. Microstructure and mechanical properties of narrow gap laser-arc hybrid welded 40 mm thick mild steel. Materials 2017, 10, 106. [Google Scholar] [CrossRef] [PubMed]
- Ribeiro, R.A.; Assunção, P.D.; Dos Santos, E.B.; Ademir Filho, A.C.; Braga, E.M.; Gerlich, A.P. Application of cold wire gas metal arc welding for narrow gap welding (NGW) of high strength low alloy steel. Materials 2019, 12, 335. [Google Scholar] [CrossRef] [PubMed]
- Urmston, S.A. Effect of Shielding Gas Composition on Transfer and Fusion Characteristics in P-GMAW of Carbon Steels. Master’s Thesis, Cranfield University, Cranfield, UK, 1985. [Google Scholar]
- Thompson, T.S.; Rothwell, A.B.; Dorling, D.V. The Influence of Shielding Gas Composition on Pulsed Gas Metal Arc Welding of Arctic and Offshore Structures and Pipelines; Nova Corporation of Alberta: Calgary, AB, Canada, 1988. [Google Scholar]
- Cai, X.; Fan, C.; Lin, S.; Ji, X.; Yang, C.; Guo, W. Effects of shielding gas composition on arc properties and wire melting characteristics in narrow-gap MAG welding. J. Mater. Process. Technol. 2017, 244, 225–230. [Google Scholar] [CrossRef]
- Cai, X.; Lin, S.; Murphy, A.B.; Dong, B.; Fan, C.; Yang, C. Influence of helium content on a ternary-gas-shielded GMAW process. Weld World 2018, 62, 973–984. [Google Scholar] [CrossRef]
- Cai, X.; Lin, S.; Cheng, Y.; Yang, D.; Yang, C.; Fan, C. The Effects of Double Groove Type on the Backing Weld Penetration in Swing Arc Vertical-Up MAG Welding. Weld World. 2019. Available online: https://link.springer.com/article/10.1007/s40194-019-00737-w (accessed on 28 March 2019).
- Dong, Z.; Wei, Y.; Liu, R.; Dong, Z. Three dimensional numerical simulation of welding temperature fields in stainless steel. China Weld 2004, 13, 11–15. [Google Scholar]
- Fang, H. Welding Structure Theory; China Machine Press: Beijing, China, 2008. (In Chinese) [Google Scholar]
- Murphy, A.B.; Tanaka, M.; Tashiro, S.; Sato, T.; Lowke, J.J. A computational investigation of the effectiveness of different shielding gas mixtures for arc welding. J. Phys. D Appl. Phys. 2009, 42, 115205. [Google Scholar] [CrossRef]
- Tanaka, M.; Tashiro, S.; Ushio, M.; Mita, T.; Murphy, A.B.; Lowke, J.J. CO2-shielded arc as a high-intensity heat source. Vacuum 2006, 80, 1195–1198. [Google Scholar] [CrossRef]
- Cai, X.; Fan, C.; Lin, S.; Yang, C.; Ji, X.; Hu, L. Effects of shielding gas composition on arc characteristics and droplet transfer in tandem narrow-gap GMA welding. Sci. Technol. Weld. Join. 2017, 22, 446–453. [Google Scholar] [CrossRef]
- Cai, X.; Fan, C.; Lin, S.; Yang, C.; Hu, L.; Ji, X. Effects of shielding gas composition on arc behaviors and weld formation in narrow-gap tandem GMAW. Int. J. Adv. Manuf. Technol. 2017, 91, 3449–3456. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wire Feed Speed (Lead/Trail) (m/min) | Pulse Frequency (Hz) | Pulse Period (ms) | Peak Voltage (V) | Base Current (A) | Welding Speed (mm/min) |
|---|---|---|---|---|---|
| 10/10 | 220 | 2.0 | 34 | 60 | 300 |
| Weld | Ar (%) | CO2 (%) | He (%) |
|---|---|---|---|
| 1 | 90 | 10 | 0 |
| 2 | 80 | 10 | 10 |
| 3 | 70 | 10 | 20 |
| 4 | 90 | 5 | 5 |
| 5 | 85 | 10 | 5 |
| 6 | 75 | 20 | 5 |
| Nomenclature | Value | Nomenclature | Value | ||
|---|---|---|---|---|---|
| Solid density | ρs/(kg m−3) | 7990 | Liquidus temperature | TL/(°C) | 1460 |
| Liquid density | ρl/(kg m−3) | 7200 | Solidus temperature | TS/(°C) | 1413 |
| Temperature coefficient of surface tension | dσ/dT /(N m−1 °C−1) | −0.00035 | Radiation emissivity | ε | 0.8 |
| Latent heat of fusion | Hf/(J kg−1) | 2.75 × 105 | heat transfer coefficient | hconv/(W m−2 K−1) | 100 |
| Viscosity | μ/(Pa S) | 0.006 | Room temperature | T0/(°C) | 25 |
| Surface tension | σ/(N m−1) | 1.8 | Permeability of vacuum | μ0/(B H−1) | 1.2566 × 10−6 |
| Wetting angle | θ/(°) | 15 | |||
| Temperature (°C) | 20 | 250 | 500 | 800 | 1000 | 1500 | 1700 | 2500 |
|---|---|---|---|---|---|---|---|---|
| Specific Heat (J kg−1 K−1) | 460 | 480 | 530 | 675 | 670 | 660 | 780 | 820 |
| Thermal Conductivity (W m−1 K−1) | 50 | 47 | 40 | 26 | 28 | 50 | 140 | 142 |
| Gas Mixer | ηh | a1 (mm) | a2 (mm) | b (mm) | c (mm) |
|---|---|---|---|---|---|
| 90%Ar-10%CO2 | 0.5 | 3 | 4 | 3 | 3 |
| 80%Ar-10%CO2-10%He | 0.6 | 3.3 | 4.5 | 3.3 | 3.2 |
| 70%Ar-10%CO2-20%He | 0.65 | 2.8 | 3.6 | 2.8 | 2.9 |
| 90%Ar-5%CO2-5%He | 0.52 | 2.6 | 3.3 | 2.6 | 2.8 |
| 85%Ar-10%CO2-5%He | 0.55 | 3.1 | 4.2 | 3.1 | 3.1 |
| 75%Ar-20%CO2-5%He | 0.54 | 2.4 | 3 | 2.5 | 3.2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cai, X.; Dong, B.; Lin, S.; Murphy, A.B.; Fan, C.; Yang, C. Heat Source Characteristics of Ternary-Gas-Shielded Tandem Narrow-Gap GMAW. Materials 2019, 12, 1397. https://doi.org/10.3390/ma12091397
Cai X, Dong B, Lin S, Murphy AB, Fan C, Yang C. Heat Source Characteristics of Ternary-Gas-Shielded Tandem Narrow-Gap GMAW. Materials. 2019; 12(9):1397. https://doi.org/10.3390/ma12091397
Chicago/Turabian StyleCai, Xiaoyu, Bolun Dong, Sanbao Lin, Anthony B. Murphy, Chenglei Fan, and Chunli Yang. 2019. "Heat Source Characteristics of Ternary-Gas-Shielded Tandem Narrow-Gap GMAW" Materials 12, no. 9: 1397. https://doi.org/10.3390/ma12091397