Thermal Efficiency Analysis for Laser-Assisted Plasma Arc Welding of AISI 304 Stainless Steel

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
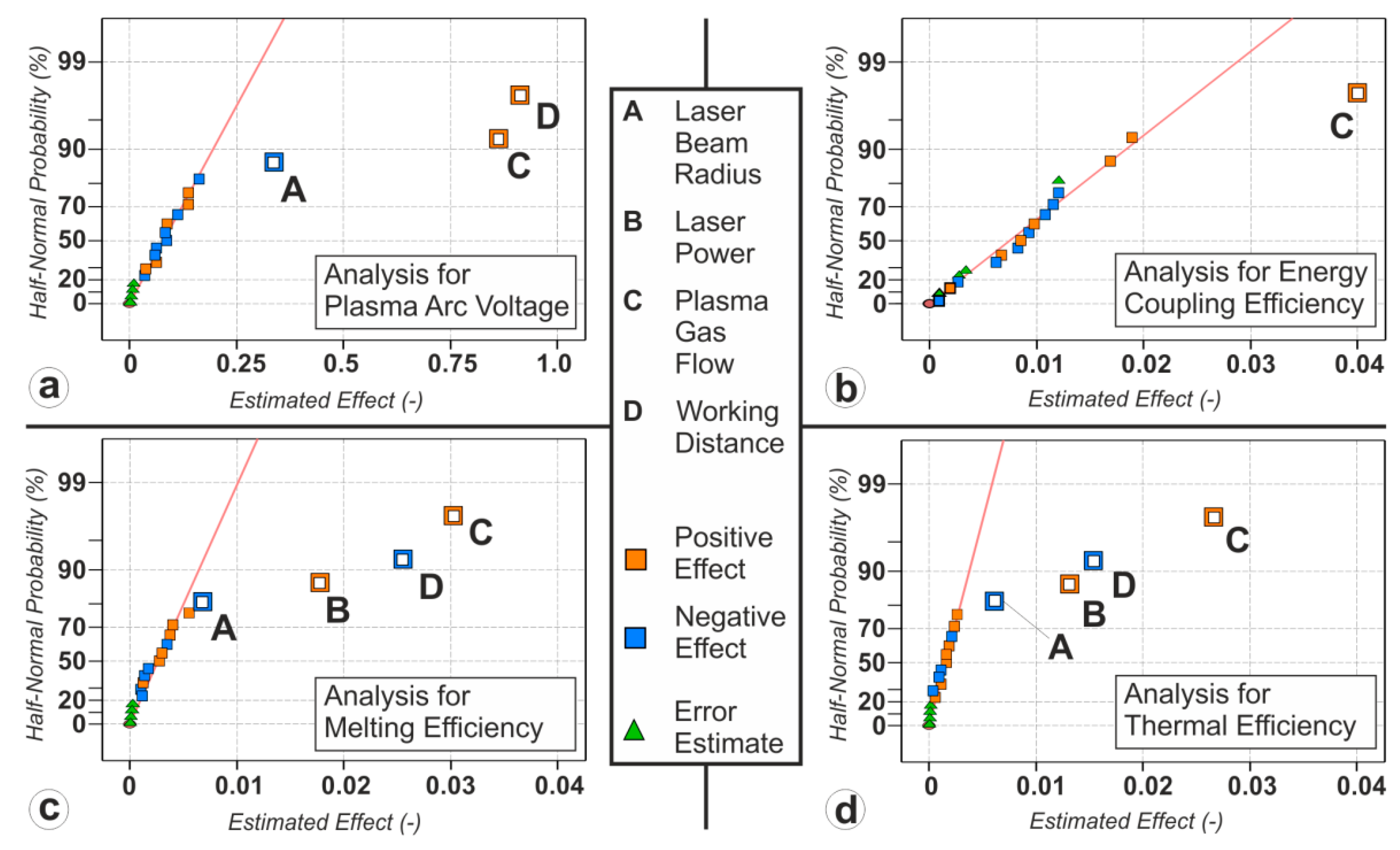
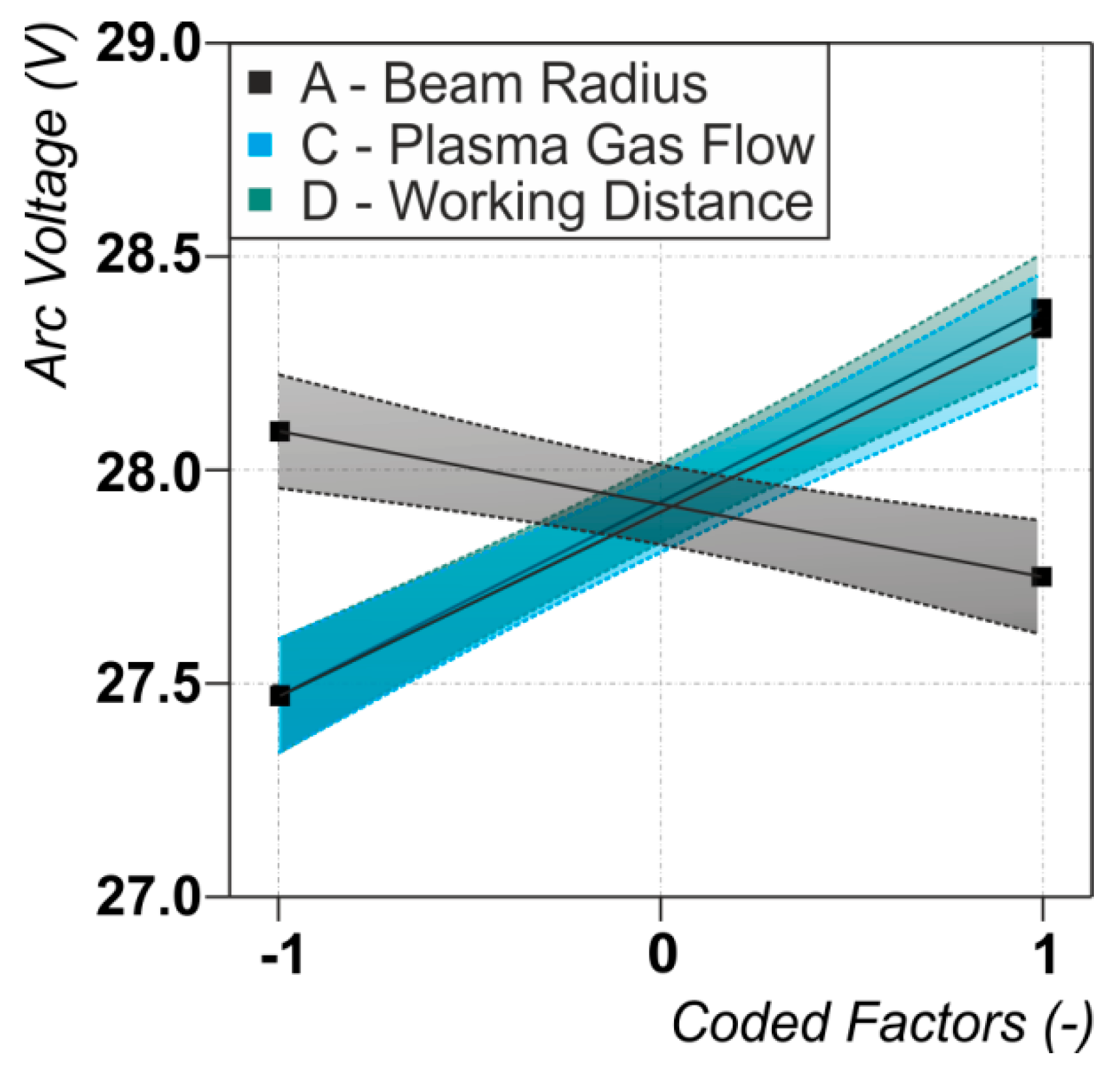
3.1. Arc Voltage
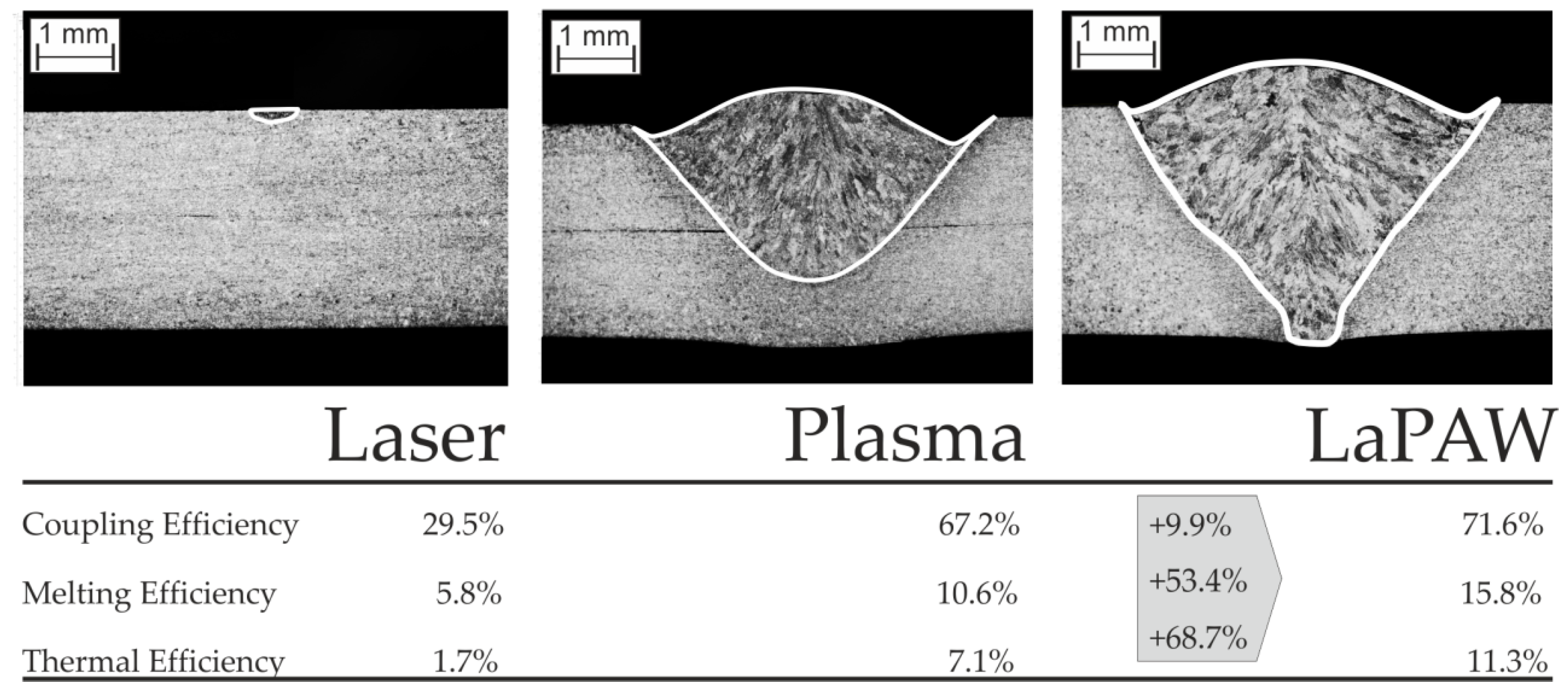
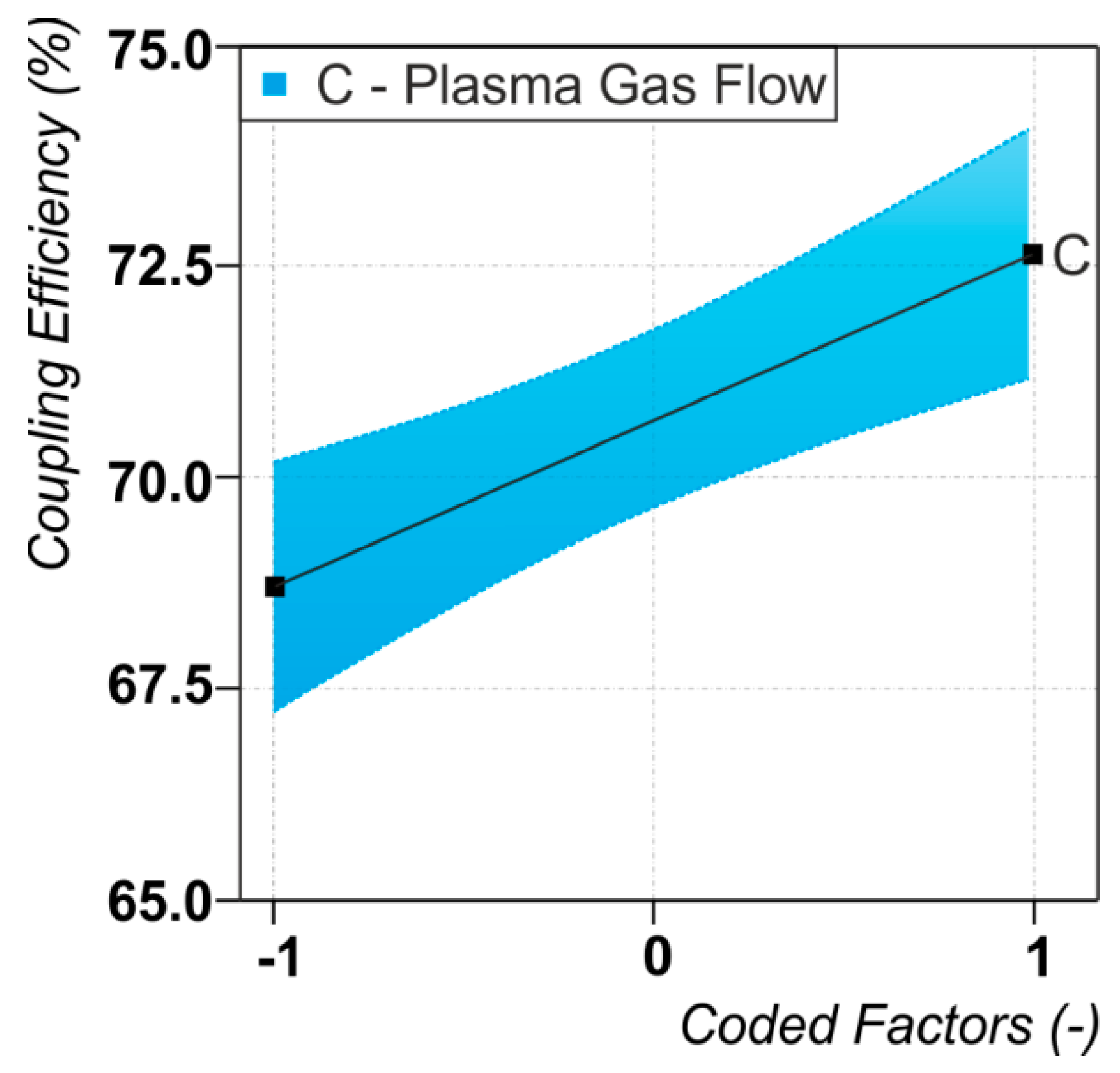
3.2. Energy Coupling Efficiency
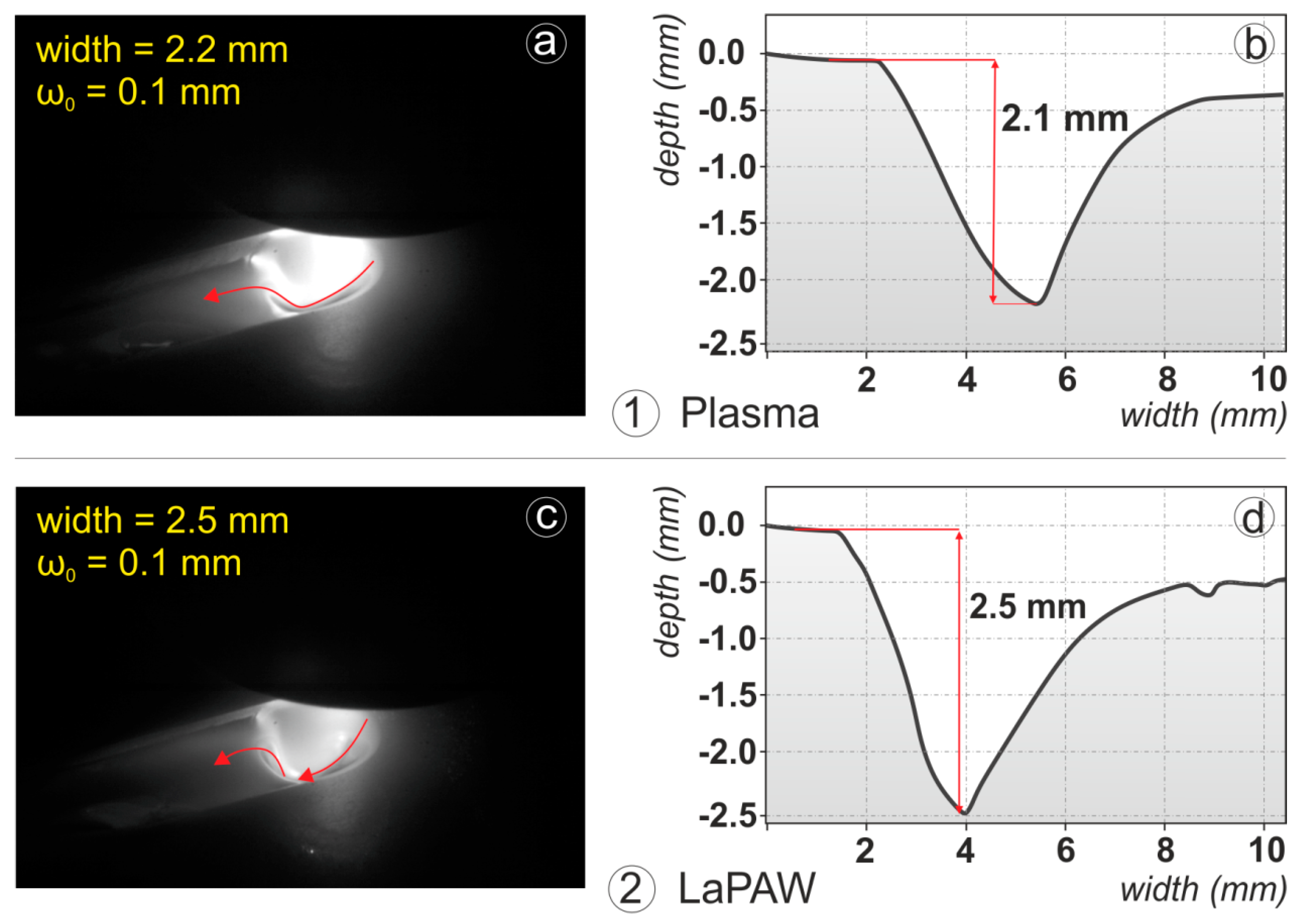
3.3. Melting Efficiency
3.4. Thermal Efficiency
4. Summary and Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A-Beam Radius (µm) | B-Laser Power (W) | C-Plasma Gas Flow (L/min) | D-Working Distance (mm) | Weld Seam Cross Section (mm2) | Arc Voltage (V) | Coupling Efficiency | Melting Efficiency | Thermal Efficiency |
|---|---|---|---|---|---|---|---|---|
| 200 | 100 | 1.8 | 5 | 5.87 | 28.5 | 0.686 | 0.137 | 0.094 |
| 200 | 200 | 1.8 | 3 | 7.88 | 27.6 | 0.686 | 0.184 | 0.126 |
| 200 | 200 | 1.8 | 5 | 7.28 | 28.5 | 0.716 | 0.158 | 0.113 |
| 100 | 200 | 1.2 | 3 | 6.46 | 27.1 | 0.667 | 0.157 | 0.105 |
| 200 | 100 | 1.8 | 3 | 6.84 | 27.7 | 0.733 | 0.153 | 0.112 |
| 100 | 200 | 1.8 | 3 | 8.50 | 28.2 | 0.726 | 0.183 | 0.133 |
| 100 | 100 | 1.2 | 5 | 4.80 | 28.1 | 0.665 | 0.117 | 0.078 |
| 100 | 200 | 1.2 | 5 | 5.38 | 28.1 | 0.703 | 0.119 | 0.084 |
| 100 | 100 | 1.8 | 5 | 6.62 | 28.5 | 0.741 | 0.142 | 0.105 |
| 200 | 100 | 1.2 | 3 | 4.83 | 26.8 | 0.653 | 0.126 | 0.082 |
| 100 | 100 | 1.2 | 3 | 5.70 | 26.9 | 0.665 | 0.144 | 0.096 |
| 200 | 100 | 1.2 | 5 | 4.31 | 27.8 | 0.692 | 0.101 | 0.070 |
| 100 | 100 | 1.8 | 3 | 7.01 | 28.0 | 0.705 | 0.162 | 0.114 |
| 200 | 200 | 1.2 | 3 | 5.90 | 26.9 | 0.665 | 0.146 | 0.097 |
| 200 | 200 | 1.2 | 5 | 5.32 | 27.7 | 0.699 | 0.122 | 0.085 |
| 100 | 200 | 1.8 | 5 | 7.46 | 29.3 | 0.731 | 0.155 | 0.113 |
| Laser only | ||||||||
| 100 | 100 | - | - | 0.04 | - | 0.250 | 0.088 | 0.022 |
| 100 | 200 | - | - | 0.17 | - | 0.310 | 0.155 | 0.048 |
| 200 | 200 | - | - | 0.06 | - | 0.295 | 0.058 | 0.017 |
| 200 | 100 | - | - | 0.02 | - | 0.292 | 0.038 | 0.011 |
| Plasma only | ||||||||
| - | - | 1.2 | 3 | 4.91 | 27.2 | 0.631 | 0.133 | 0.084 |
| - | - | 1.8 | 3 | 6.00 | 28.4 | 0.717 | 0.138 | 0.099 |
| - | - | 1.8 | 5 | 4.46 | 29.5 | 0.672 | 0.106 | 0.071 |
| - | - | 1.2 | 5 | 3.38 | 28.2 | 0.558 | 0.100 | 0.056 |
| Center point | ||||||||
| 150 | 150 | 1.5 | 4 | 5.38 | 27.9 | 0.699 | 0.123 | 0.086 |
| 150 | 150 | 1.5 | 4 | 5.36 | 27.9 | 0.697 | 0.123 | 0.086 |
| 150 | 150 | 1.5 | 4 | 5.38 | 28.0 | 0.723 | 0.119 | 0.086 |
| 150 | 150 | 1.5 | 4 | 5.55 | 28.0 | 0.731 | 0.122 | 0.089 |
| 150 | 150 | 1.5 | 4 | 5.48 | 28.1 | 0.735 | 0.118 | 0.087 |
| Fixed parameters | ||||||||
| Welding Speed: 0.4 m/min; Diameter plasma nozzle: 3 mm; Welding current: 120 A; Flow rate of shielding gas; 10 L/min | ||||||||
References
- Fuerschbach, P.W. Laser Assisted Plasma Arc Welding. In Proceedings of the ICALEO ‘99 Laser Materials Processing Conference (ICALEO), San Diego, CA, USA, 15–18 November 1999; Laser Institute of America: Orlando, FL, USA, 2000; pp. 102–109, ISBN 0912035609. [Google Scholar]
- Mahrle, A.; Rose, S.; Schnick, M.; Beyer, E.; Füssel, U. Stabilisation of plasma welding arcs by low power laser beams. Sci. Technol. Weld. Join. 2013, 18, 323–328. [Google Scholar] [CrossRef]
- Fuerschbach, P.W. Laser Assisted Arc Welding for Aluminum Alloys—SAND99-2956; Sandia National Labs: Albuquerque, NM, USA, 2000. [Google Scholar]
- Mahrle, A.; Schnick, M.; Rose, S.; Demuth, C.; Beyer, E.; Füssel, U. Process characteristics of fibre-laser-assisted plasma arc welding. J. Phys. D Appl. Phys. 2011, 44, 1–12. [Google Scholar] [CrossRef]
- Hu, B.; den Ouden, G. Synergetic effects of hybrid laser/arc welding. Sci. Technol. Weld. Join. 2005, 10, 427–431. [Google Scholar] [CrossRef]
- Liu, L.; Yuan, S.T.; Li, C. Effect of relative location of laser beam and TIG arc in different hybrid welding modes. Sci. Technol. Weld. Join. 2012, 17, 441–446. [Google Scholar] [CrossRef]
- Steen, W.M. Arc augmented laser processing of materials. J. Appl. Phys. 1980, 51, 5636–5641. [Google Scholar] [CrossRef]
- Paulini, J.; Simon, G. A theoretical lower limit for laser power in laser-enhanced arc welding. J. Phys. D Appl. Phys. 1993, 26, 1523–1527. [Google Scholar] [CrossRef]
- Hu, B.; den Ouden, G. Laser induced stabilisation of the welding arc. Sci. Technol. Weld. Join. 2005, 10, 76–81. [Google Scholar] [CrossRef]
- Liu, L.; Chen, M. Interactions between laser and arc plasma during laser–arc hybrid welding of magnesium alloy. Opt. Lasers Eng. 2011, 49, 1224–1231. [Google Scholar] [CrossRef]
- Gao, M.; Zeng, X.; Hu, Q. Effects of gas shielding parameters on weld penetration of CO2 laser-TIG hybrid welding. J. Mater. Process. Technol. 2007, 184, 177–183. [Google Scholar] [CrossRef]
- Gao, M.; Mei, S.; Wang, Z.; Li, X.; Zeng, X. Process and joint characterizations of laser–MIG hybrid welding of AZ31 magnesium alloy. J. Mater. Process. Technol. 2012, 212, 1338–1346. [Google Scholar] [CrossRef]
- Chen, Y.; Zhao, Y.B.; Lei, Z.L.; Li, L.Q. Effects of laser induced metal vapour on arc plasma during laser arc double sided welding of 5A06 aluminium alloy. Sci. Technol. Weld. Join. 2012, 17, 69–76. [Google Scholar] [CrossRef]
- Mahrle, A.; Rose, S.; Schnick, M.; Beyer, E.; Füssel, U. Laser-assisted plasma arc welding of stainless steel. J. Laser Appl. 2013, 25, 32006. [Google Scholar] [CrossRef]
- Schnick, M.; Füssel, U.; Hertel, M.; Spille-Kohoff, A.; Murphy, A.B. Metal vapour causes a central minimum in arc temperature in gas–metal arc welding through increased radiative emission. J. Phys. D Appl. Phys. 2010, 43, 1–5. [Google Scholar] [CrossRef]
- Mahrle, A.; Rose, S.; Beyer, E.; Füssel, U. Crucial role of beam spot position in laser assisted plasma arc welding. Sci. Technol. Weld. Join. 2014, 19, 119–124. [Google Scholar] [CrossRef]
- Stute, U.; Kling, R.; Hermsdorf, J. Interaction between Electrical Arc and Nd:YAG Laser Radiation. CIRP Ann. Manuf. Technol. 2007, 56, 197–200. [Google Scholar] [CrossRef]
- Kozakov, R.; Emde, B.; Pipa, A.V.; Huse, M.; Uhrlandt, D.; Hermsdorf, J.; Wesling, V. Change of electrical conductivity of Ar welding arc under resonant absorption of laser radiation. J. Phys. D Appl. Phys. 2015, 48, 1–11. [Google Scholar] [CrossRef]
- Hipp, D.; Mahrle, A.; Jäckel, S.; Beyer, E.; Leyens, C.; Füssel, U. Method for high accuracy measurements of energy coupling and melting efficiency under welding conditions. J. Laser Appl. 2018, 30, 32414. [Google Scholar] [CrossRef]
- Matsuda, J.; Utsumi, A. TIG or MIG arc augmented laser welding of thick mild steel plate. Join. Mater. 1988, 1, 31–34. [Google Scholar]
- Beyer, E.; Brenner, B.; Poprawe, R. Hybrid Laser Welding Techniques for Enhanced Welding Efficiency. In Proceedings of the Laser Materials Processing Conference (Icaleo ‘96), Detroit, Michigan, 14–16 October 1996; Duley, W., Shibata, K., Poprawe, R., Eds.; Laser Institute of America: Orlando, FL, USA, 1996; Volume 81, pp. 157–166. [Google Scholar]
- Mahrle, A.; Beyer, E. Hybrid laser beam welding—Classification, characteristics, and applications. J. Laser Appl. 2006, 18, 169–180. [Google Scholar] [CrossRef]
- Ribic, B.; Palmer, T.A.; DebRoy, T. Problems and issues in laser-arc hybrid welding. Int. Mater. Rev. 2009, 54, 223–244. [Google Scholar] [CrossRef]
- Górka, J.; Stano, S. Microstructure and Properties of Hybrid Laser Arc Welded Joints (Laser Beam-MAG) in Thermo-Mechanical Control Processed S700MC Steel. Metals 2018, 8, 132. [Google Scholar] [CrossRef]
- Kik, T.; Górka, J. Numerical Simulations of Laser and Hybrid S700MC T-Joint Welding. Materials 2019, 12, 516. [Google Scholar] [CrossRef]
- Churiaque, C.; Chludzinski, M.; Porrua-Lara, M.; Dominguez-Abecia, A.; Abad-Fraga, F.; Sánchez-Amaya, J. Laser Hybrid Butt Welding of Large Thickness Naval Steel. Metals 2019, 9, 100. [Google Scholar] [CrossRef]
- Karhu, M.; Kujanpää, V.; Eskelinen, H.; Salminen, A. Filler Metal Mixing Behaviour of 10 mm Thick Stainless Steel Butt-Joint Welds Produced with Laser-Arc Hybrid and Laser Cold-Wire Processes. Appl. Sci. 2019, 9, 1685. [Google Scholar] [CrossRef]
- Xu, G.; Li, P.; Li, L.; Hu, Q.; Zhu, J.; Gu, X.; Du, B. Influence of Arc Power on Keyhole-Induced Porosity in Laser + GMAW Hybrid Welding of Aluminum Alloy: Numerical and Experimental Studies. Materials 2019, 12, 1328. [Google Scholar] [CrossRef]
- Gonçalves, C.V.; Vilarinho, L.O.; Scotti, A.; Guimarães, G. Estimation of Heat Source and Thermal Efficiency in GTAW Process by Using Inverse Techniques. J. Mater. Process. Technol. 2006, 172, 42–51. [Google Scholar] [CrossRef]
- Hipp, D.; Mahrle, A.; Beyer, E. Dynamic Method for Determination of Coupling Efficiencies in Laser Material Processing. In Proceedings of the Conference on Lasers in Manufacturing 2017, Munich, Germany, 26–29 Jun 2017; German Scientific Laser Society WLT e.V.: Munich, Germany, 2017. [Google Scholar]
- DuPont, J.N.; Marder, A.R. Thermal Efficiency of Arc Welding Processes. Weld. J. 1995, 74, 406–416. [Google Scholar]
- Evans, D.L.; Huang, D.; Mcclure, J.C.; Nunes, A.C. Arc Efficiency of Plasma Arc Welding. Weld. J. 1998, 77, 53–58. [Google Scholar]
- Weismann, C. (Ed.) Welding Handbook, 7th ed.; American Welding Society: Miami, FL, USA, 1976; ISBN 0871711265. [Google Scholar]





| Level: | −1 | 1 | 0 |
|---|---|---|---|
| (A) Laser beam radius ω0 (µm) | 50 | 100 | 75 |
| (B) Laser power PL (W) | 100 | 200 | 150 |
| (C) Plasma gas flow QP (L/min) | 1.2 | 1.8 | 1.5 |
| (D) Working distance dw (mm) | 3 | 5 | 4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hipp, D.; Mahrle, A.; Beyer, E.; Jäckel, S.; Hertel, M.; Füssel, U. Thermal Efficiency Analysis for Laser-Assisted Plasma Arc Welding of AISI 304 Stainless Steel. Materials 2019, 12, 1460. https://doi.org/10.3390/ma12091460
Hipp D, Mahrle A, Beyer E, Jäckel S, Hertel M, Füssel U. Thermal Efficiency Analysis for Laser-Assisted Plasma Arc Welding of AISI 304 Stainless Steel. Materials. 2019; 12(9):1460. https://doi.org/10.3390/ma12091460
Chicago/Turabian StyleHipp, Dominik, Achim Mahrle, Eckhard Beyer, Sebastian Jäckel, Martin Hertel, and Uwe Füssel. 2019. "Thermal Efficiency Analysis for Laser-Assisted Plasma Arc Welding of AISI 304 Stainless Steel" Materials 12, no. 9: 1460. https://doi.org/10.3390/ma12091460
APA StyleHipp, D., Mahrle, A., Beyer, E., Jäckel, S., Hertel, M., & Füssel, U. (2019). Thermal Efficiency Analysis for Laser-Assisted Plasma Arc Welding of AISI 304 Stainless Steel. Materials, 12(9), 1460. https://doi.org/10.3390/ma12091460