Microstructure and Mechanical Properties of Al-12Si Alloys Fabricated by Ultrasonic-Assisted Laser Metal Deposition

Abstract
:1. Introduction
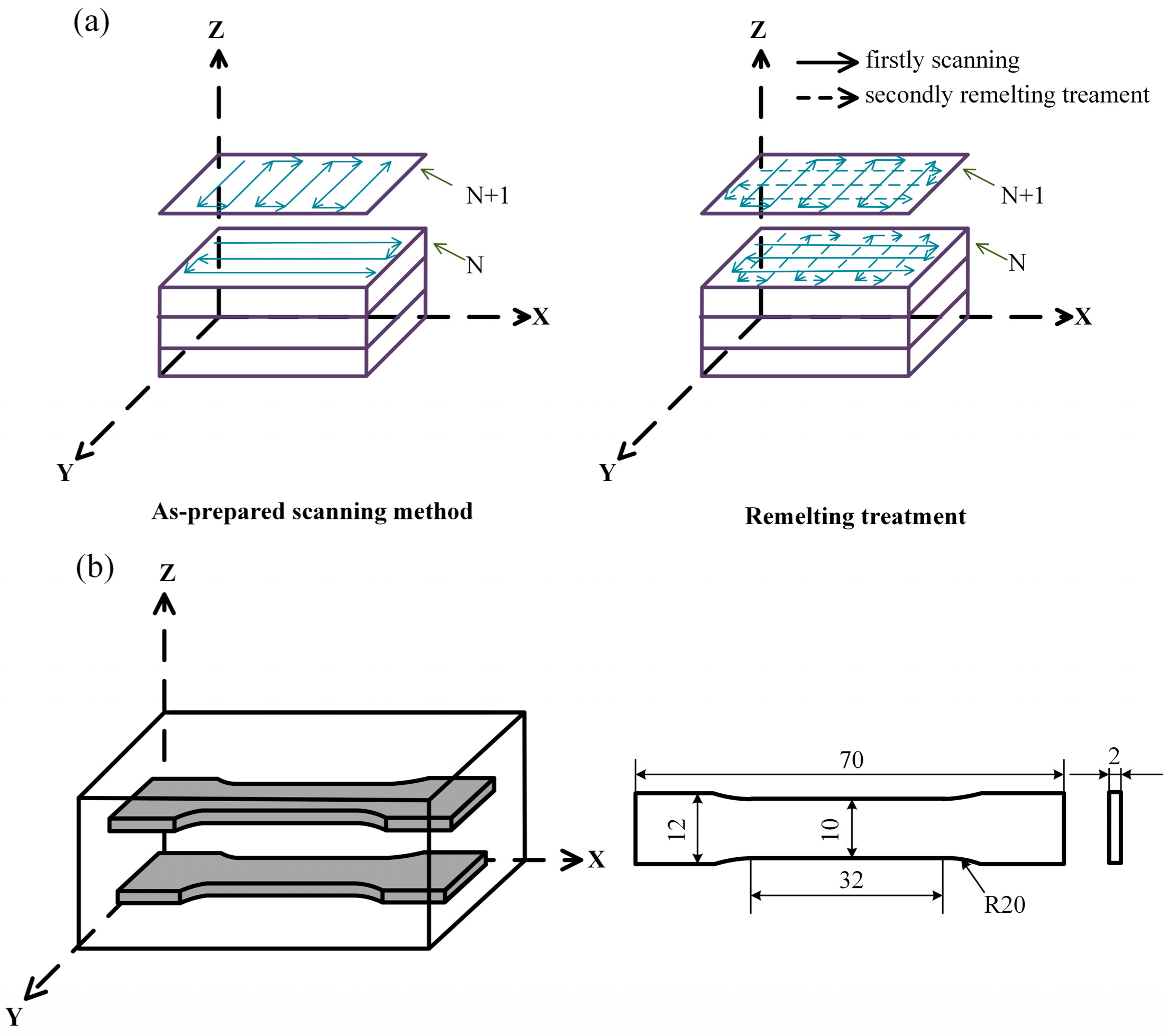
2. Materials and Methods
3. Results and Discussion
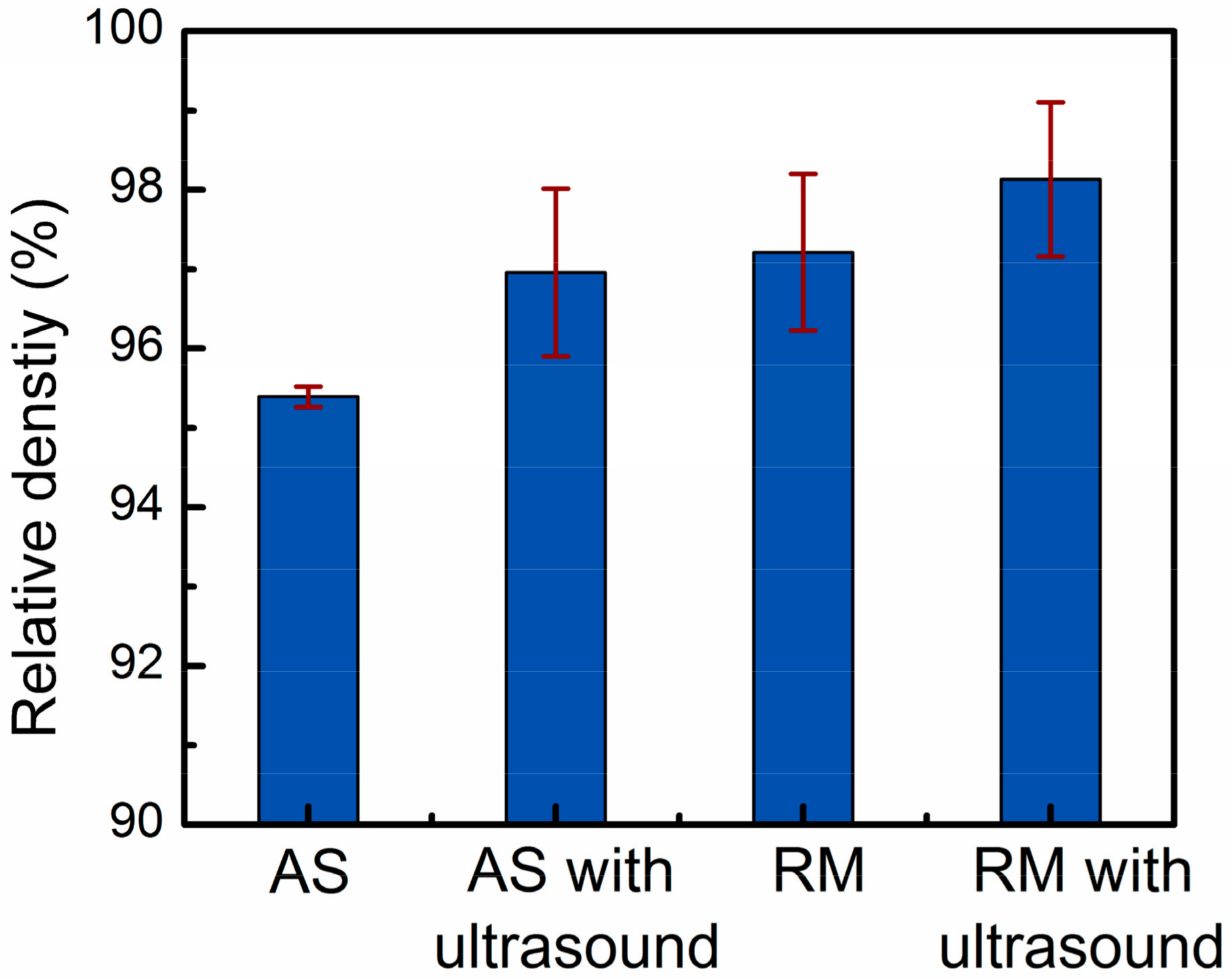
3.1. Changes in Density of Deposited Samples
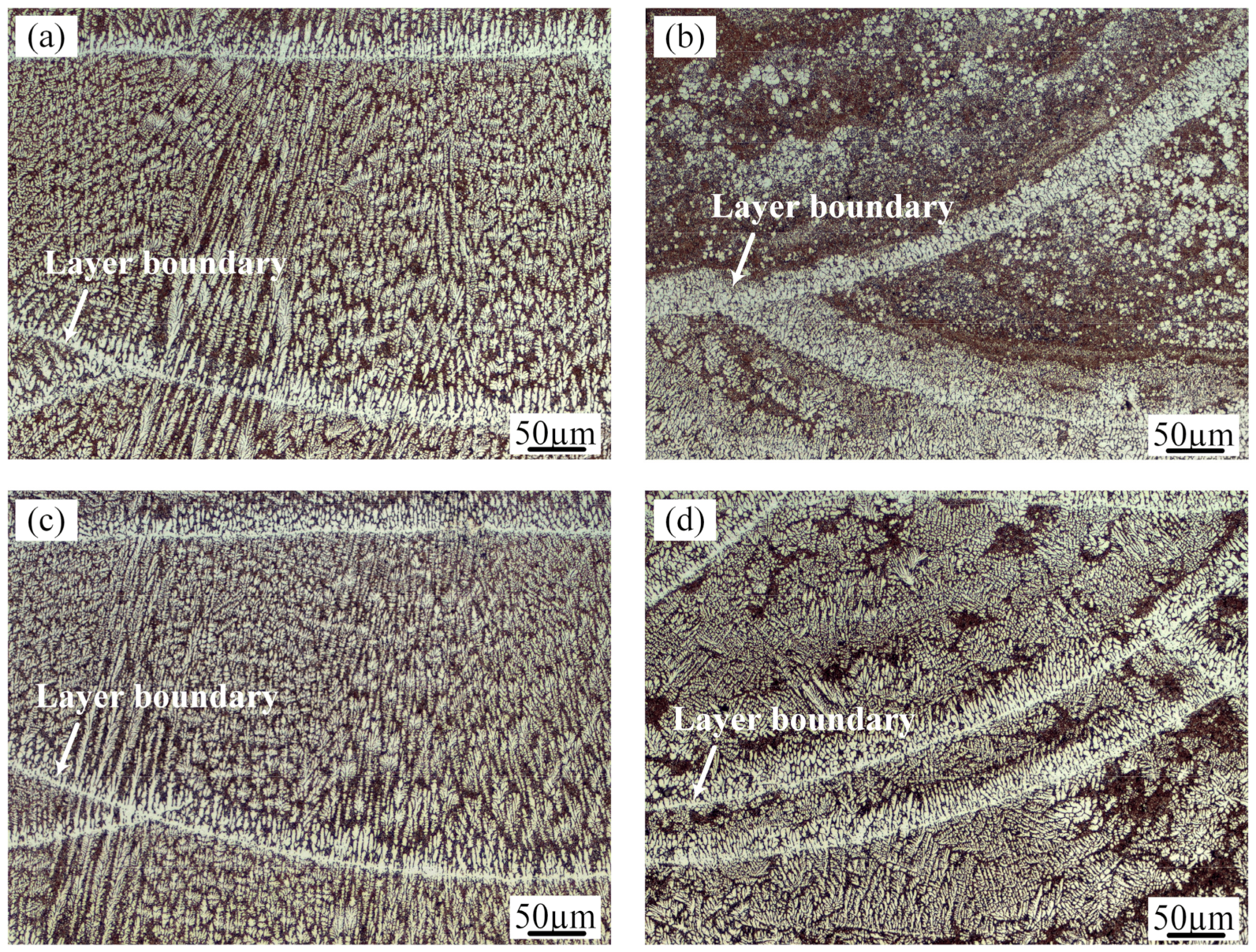
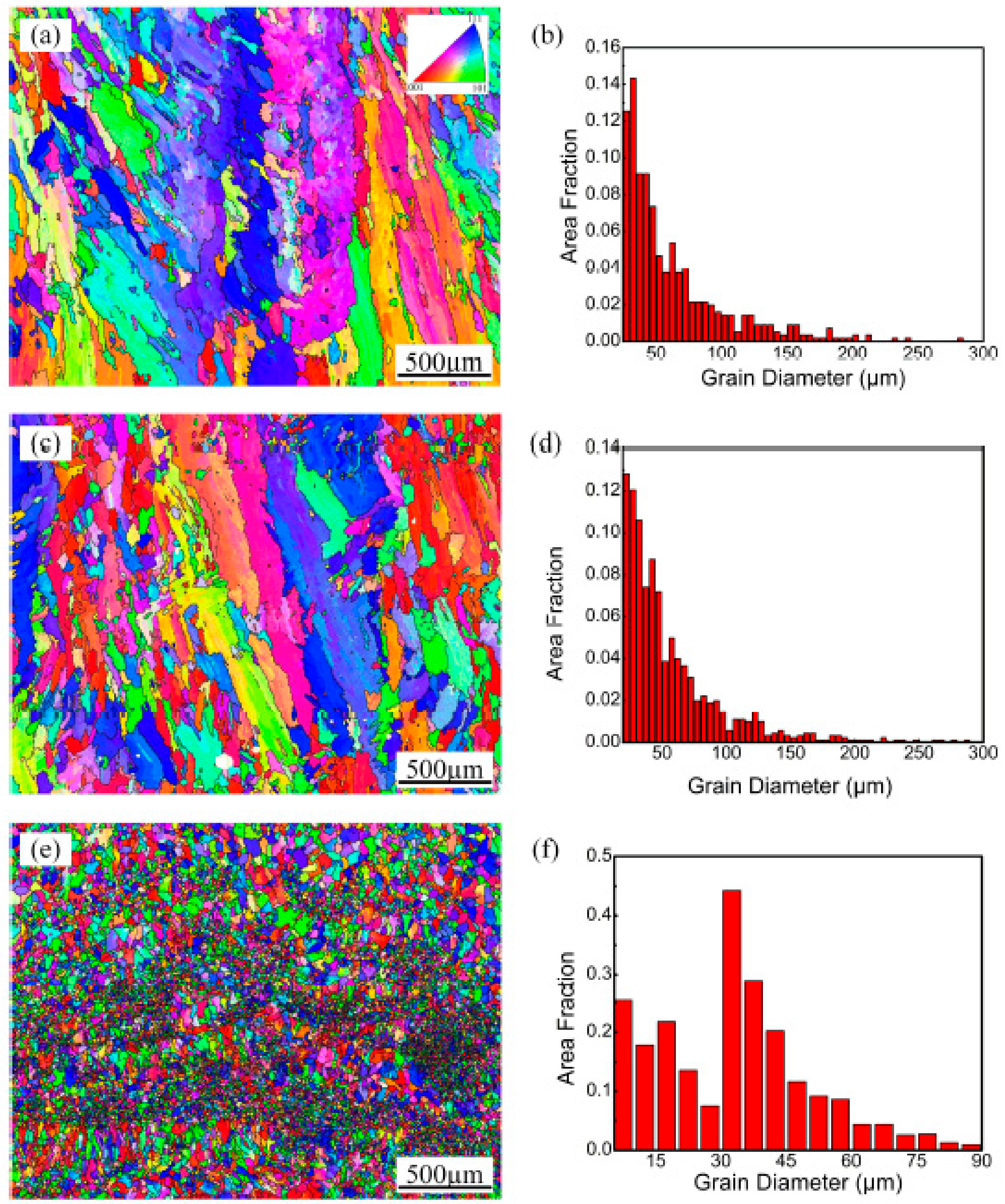
3.2. Microstructure Evolution of the Samples
3.3. Tensile Properties and Fracture Surfaces
4. Conclusions
- (1)
- The maximum density increased from 95.4% for the as-prepared LMD samples to 99.1% for the samples prepared using the ultrasonic vibration with the remelting treatment. As ultrasonic treatment was applied, small pores were floated, and coalesced to form large pores. Partial remelting of the previous layer prolonged the existence of the molten pool, contributing to the efficient escape of the residual large pores. The combination of the two processes promoted the better densification of the Al-12Si materials during LMD.
- (2)
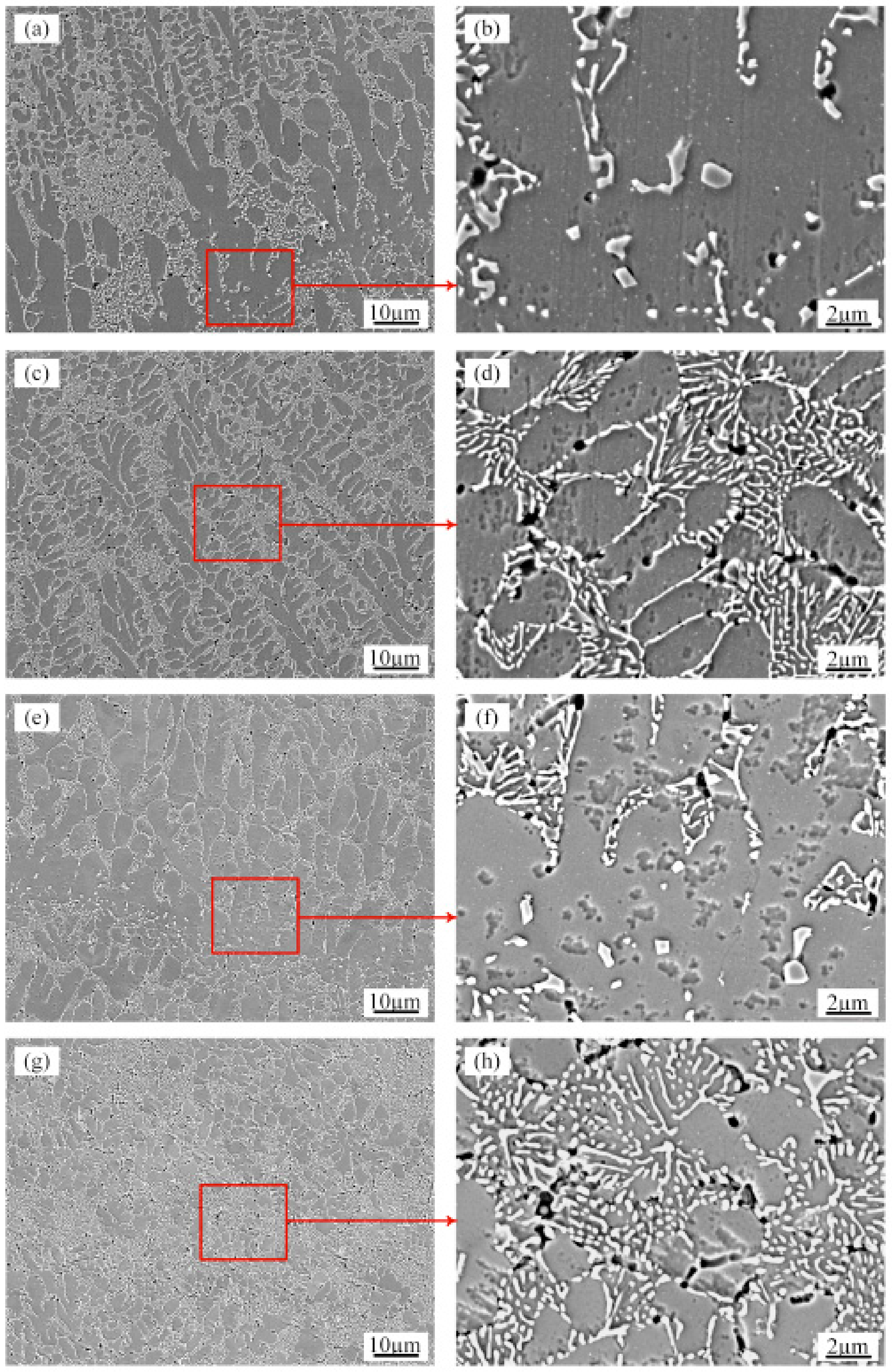
- The microstructure of the specimens prepared under different processes was composed of the α-Al solid solution and interdendritic Si particles. The evolution of the α-Al solid solution gradually transformed from columnar crystals at the boundary of the molten pool to equiaxed crystals in the upper part of the molten pool. The EBSD measurements showed that the maximum size of the primary α-Al solid solution was significantly refined from 277.5 µm to 87.5 µm due to ultrasonic-enhanced nucleation rate and dendrite fragmentation. The morphology of the Si particles was not homogeneous in each position of a layer. Fibrous Si particles developed in the track cores, and equiaxed Si particles developed at the layer boundary; the ultrasound had negligible effect on the characteristics of the Si particles.
- (3)
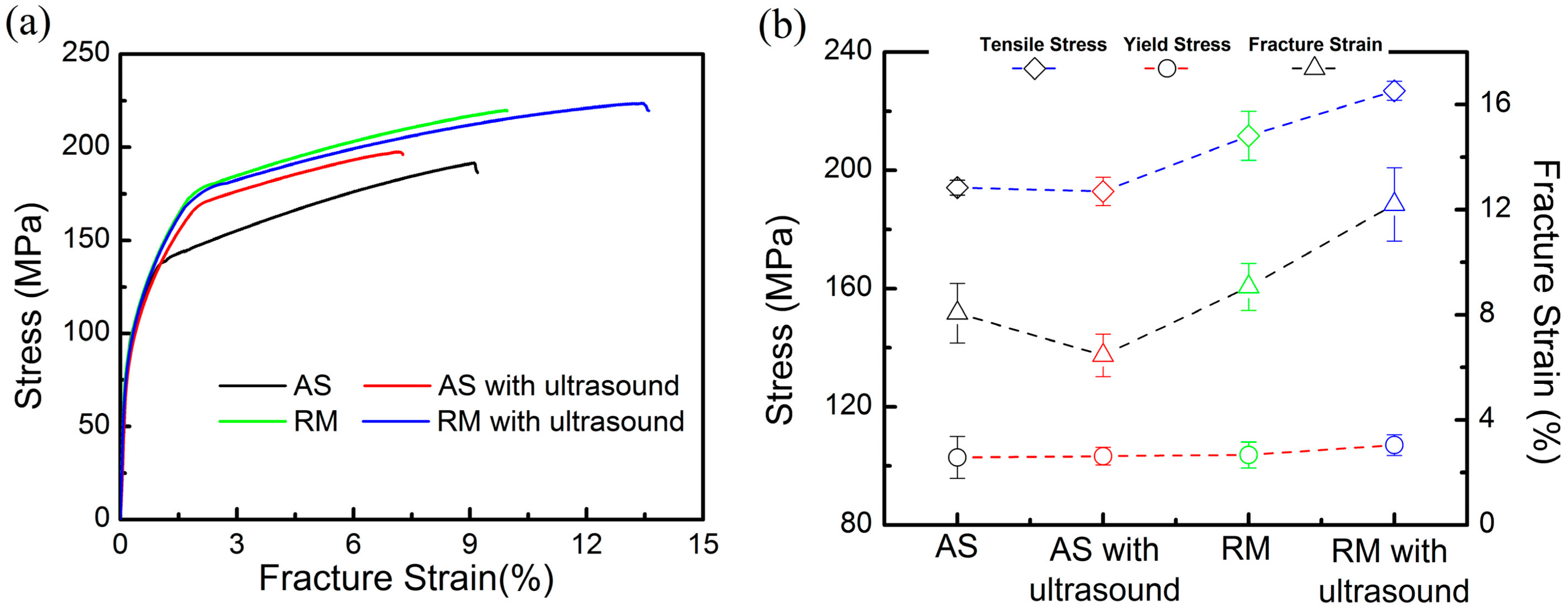
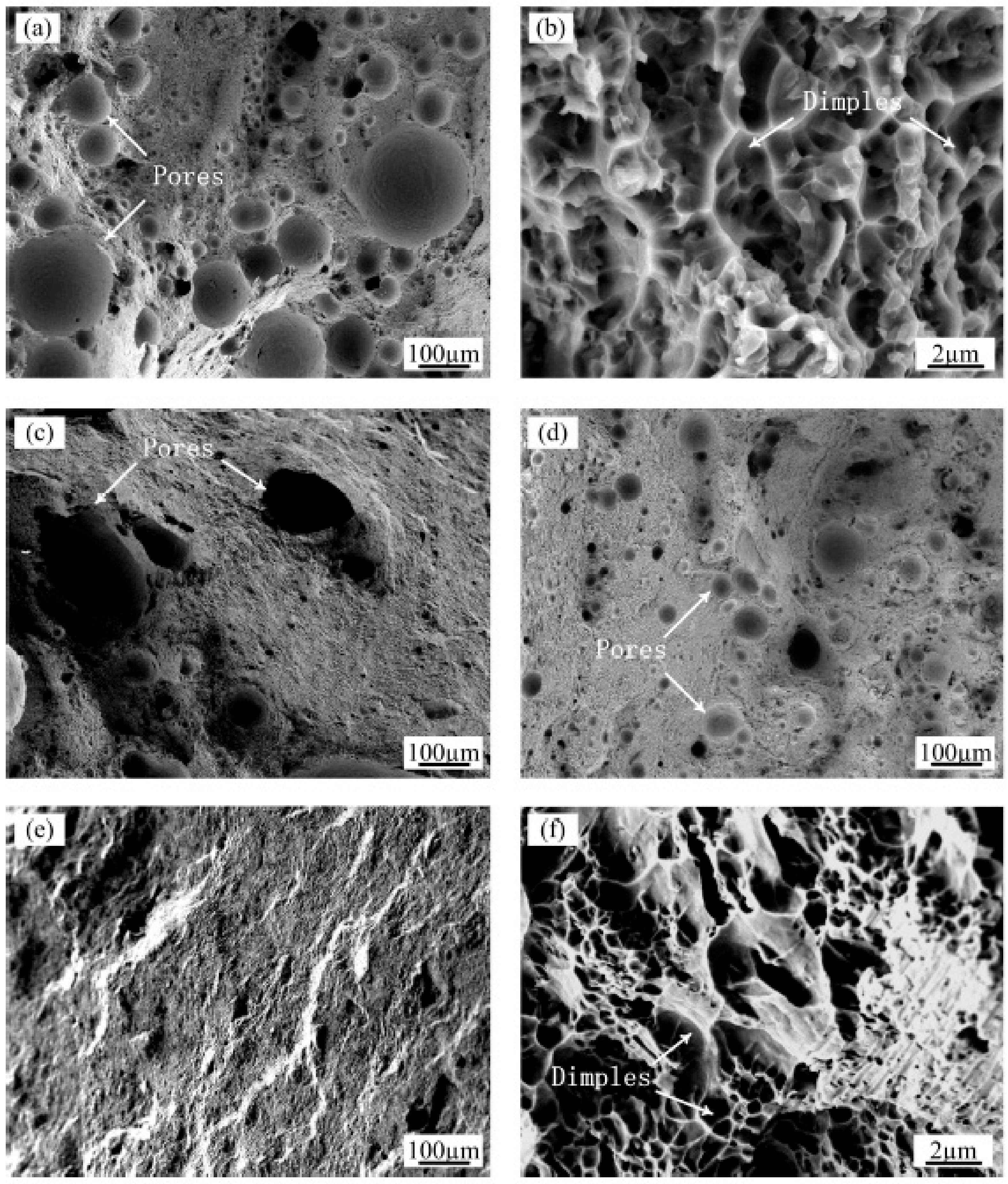
- In the LMD process of the Al-Si alloy, the samples fabricated by employing a combination of ultrasound and remelting treatment obtained the highest tensile properties. These samples displayed ultimate tensile strength and fracture strain of approximately 227 MPa and ~12.2%, respectively, which was 17% and 53% higher than the corresponding properties of the as-prepared LMD samples, respectively. The improvement in the tensile properties was mainly attributed to the enhancement of the density and the grain refinement of the LMD parts, wherein density increase dominated the improvement of mechanical properties.
Author Contributions
Funding
Conflicts of Interest
References
- Grosselle, F.; Timelli, G.; Bonollo, F. Doe applied to microstructural and mechanical properties of Al-Si-Cu-Mg casting alloys for automotive applications. Mater. Sci. Eng. A 2010, 527, 3536–3545. [Google Scholar] [CrossRef]
- Zhang, S.K.; Ma, P.; Jia, Y.D.; Yu, Z.S.; Sokkalingam, R.; Shi, X.R.; Ji, P.C.; Eckert, J.; Prashanth, K.G. Microstructure and mechanical properties of Al-(12-20)Si Bi-material fabricated by selective laser melting. Materials 2019, 12, 2126. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Olakanmi, E.O.; Cochrane, R.F.; Dalgarno, K.W. A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Prog. Mater. Sci. 2015, 74, 401–477. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heild, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365–369. [Google Scholar] [CrossRef] [PubMed]
- Ostra, T.; Alonso, U.; Veiga, F.; Ortiz, M.; Ramiro, P.; Alberdi, A. Analysis of the machining process of inconel 718 parts manufactured by laser metal deposition. Materials 2019, 12, 2159. [Google Scholar] [CrossRef] [Green Version]
- Gu, T.; Chen, B.; Tan, C.W.; Feng, J.C. Microstructure evolution and mechanical properties of laser additive manufacturing of high strength Al-Cu-Mg alloy. Opt. Laser. Technol. 2019, 112, 140–150. [Google Scholar] [CrossRef]
- Plotkowski, A.; Rios, O.; Sridharan, N.; Sims, Z.; Unocic, K.; Ott, R.T.; Dehoff, R.R.; Badu, S.S. Evaluation of an Al-Ce alloy for laser additive manufacturing. Acta Mater. 2017, 126, 507–519. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Cheng, X.; Li, Z.; Zong, X.; Zhang, S.Q.; Wang, H.M. Improving the mechanical properties of Al-5Si-1Cu-Mg aluminum alloy produced by laser additive manufacturing with post-process heat treatments. Mater. Sci. Eng. A 2018, 735, 408–417. [Google Scholar] [CrossRef]
- Singh, A.; Ramakrishnan, A.; Baker, D.; Biswas, A.; Dinda, G.P. Laser metal deposition of nickel coated Al 7050 alloy. J. Alloy. Compd. 2017, 719, 151–158. [Google Scholar] [CrossRef]
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Rao, H.; Giet, S.; Yang, K.; Wu, X.H.; Davies, C.H. The influence of processing parameters on aluminium alloy A357 manufactured by selective laser melting. Mater. Des. 2016, 109, 334–346. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Everitt, N.M.; Ashcroft, I.; Tuck, C. Reducing porosity in AlSi10Mg parts processed by selective laser melting. Addit. Manuf. 2014, 1, 77–86. [Google Scholar] [CrossRef]
- Dai, D.H.; Gu, D.D.; Zhang, H.; Xiong, J.P.; Ma, C.L.; Hong, C.; Poprawe, R. Influence of scan strategy and molten pool configuration on microstructures and tensile properties of selective laser melting additive manufactured aluminum based parts. Opt. Laser. Technol. 2018, 99, 91–100. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, Y.Q.; Chen, Y.; Kang, L.; Cao, Y.B.; Qi, H.B.; Yang, S.P. Ultrasonic-assisted laser metal deposition of the Al 4047 alloy. Metals 2019, 9, 1111. [Google Scholar] [CrossRef] [Green Version]
- Xu, H.B.; Han, Q.Y.; Meek, T.T. Effects of ultrasonic vibration on degassing of aluminum alloys. Mater. Sci. Eng. A 2008, 473, 96–104. [Google Scholar] [CrossRef]
- Puga, H.; Barbosa, J.; Seabra, E.; Ribeiro, S.; Prokic, M. The influence of processing parameters on the ultrasonic degassing of molten AlSi9Cu3 aluminium alloy. Mater. Lett. 2009, 63, 806–808. [Google Scholar] [CrossRef]
- Wu, B.Z.; Leng, X.S.; Xiu, Z.Y.; Yan, J.C. Microstructural evolution of SiC joints soldered using Zn-Al filler metals with the assistance of ultrasound. Ultrason. Sonochem. 2018, 44, 280–287. [Google Scholar] [CrossRef]
- Jung, J.G.; Lee, S.H.; Lee, J.M.; Cho, Y.H.; Kim, S.H.; Yoon, W.H. Improved mechanical properties of near-eutectic Al-Si piston alloy through ultrasonic melt treatment. Mater. Sci. Eng. A 2016, 669, 187–195. [Google Scholar] [CrossRef]
- Srivastava, N.; Chaudhari, G.P.; Qian, M. Grain refinement of binary Al-Si, Al-Cu and Al-Ni alloys by ultrasonication. J. Mater. Process. Technol. 2017, 249, 367–378. [Google Scholar] [CrossRef]
- Wang, J.Y.; Wang, B.J.; Huang, L.F. Structural evolution of Al-8%Si hypoeutectic alloy by ultrasonic processing. J. Mater. Sci. Technol. 2017, 33, 1235–1239. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Bhattacharya, S.; Natu, H.; Dutta, B.; Mazumder, J. Microstructural characterization of laser-deposited Al 4047 alloy. Metall. Mater. Trans. A 2013, 44, 2233–2242. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Evolution of microstructure in laser deposited Al-11.28%Si alloy. Surf. Coat. Technol. 2012, 206, 2152–2160. [Google Scholar] [CrossRef]
- Wei, H.L.; Elmer, J.W.; DebRoy, T. Origin of grain orientation during solidification of an aluminum alloy. Acta Mater. 2016, 115, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Aboulkhair, N.T.; Simonelli, M.; Parry, L.; Ashcroft, I.; Tuck, C.; Hague, R. 3D printing of aluminium alloys: Additive manufacturing of aluminium alloys using selective laser melting. Prog. Mater. Sci. 2019, 106, 100578. [Google Scholar] [CrossRef]
- Das, S. Physical aspects of process control in selective laser sintering of metals. Adv. Eng. Mater. 2003, 5, 701–711. [Google Scholar] [CrossRef]
- Han, Q.; Viswanathan, S. Hydrogen evolution during directional solidification and its effect on porosity formation in aluminum alloys. Metall. Mater. Trans. A 2002, 33, 2067–2072. [Google Scholar] [CrossRef]
- Roberts, I.A.; Wang, C.J.; Esterlein, R.; Stanford, M.; Mynors, D.J. A three-dimensional finite element analysis of the temperature field during laser melting of metal powders in additive layer manufacturing. Int. J. Mach. Tools. Manuf. 2009, 49, 916–923. [Google Scholar] [CrossRef]
- Sander, J.R.G.; Zeiger, B.W.; Suslick, K.S. Sonocrystallization and sonofragmentation. Ultrason. Sonochem. 2014, 21, 1908–1915. [Google Scholar] [CrossRef]
- Tuan, N.Q.; Puga, H.; Barbosa, J.; Pinto, A.M.P. Grain refinement of Al-Mg-Sc alloy by ultrasonic treatment. Met. Mater. Int. 2015, 21, 72–78. [Google Scholar] [CrossRef] [Green Version]
- Nagira, T.; Nakatsuka, N.; Yasuda, H.; Uesugi, K.; Takeuchi, A.; Suzuki, Y. Impact of melt convection induced by ultrasonic wave on dendrite growth in Sn-Bi alloys. Mater. Lett. 2015, 150, 135–138. [Google Scholar] [CrossRef]
- Fang, X.G.; Wu, S.S.; Lü, S.L.; Wang, J.; Yang, X. Microstructure evolution and mechanical properties of quasicrystal-reinforced Mg-Zn-Y alloy subjected to ultrasonic vibration. Mater. Sci. Eng. A 2017, 679, 372–378. [Google Scholar] [CrossRef]
- Feng, X.H.; Zhao, F.Z.; Jia, H.M.; Li, Y.J.; Yang, Y.S. Numerical simulation of non-dendritic structure formation in Mg-Al alloy solidified with ultrasonic field. Ultrason. Sonochem. 2018, 40, 113–119. [Google Scholar] [CrossRef] [PubMed]
- Maskery, I.; Aboulkhair, N.T.; Corfield, M.R.; Tuck, C.; Clare, A.T.; Leach, R.K.; Wildman, R.D.; Ashcroft, I.A.; Hague, R.J.M. Quantification and characterisation of porosity in selectively laser melted Al-Si10-Mg using X-ray computed tomography. Mater. Charact. 2016, 111, 193–204. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy Element | Si | Fe | Mg | Zn | Cu | Mn | Al |
|---|---|---|---|---|---|---|---|
| Al-12Si powder | 11.96 | 0.22 | 0.0008 | 0.012 | 0.0022 | 0.0006 | Balance |
| Process Parameters | Pore Size Range (μm) | Average Pore Size (μm) | Number of Pores per Unit Area (N/mm2) | Pore Volume Fraction (%) |
|---|---|---|---|---|
| AS | 3–310 | 10 ± 4 | 26 ± 12 | 4.3 ± 1.9 |
| AS with ultrasound | 3–150 | 13 ± 1 | 10 ± 5 | 2.8 ± 1.1 |
| RM | 3–93 | 9 ± 3 | 8 ± 4 | 2.4 ± 0.9 |
| RM with ultrasound | 3–40 | 6 ± 1 | 4 ± 2 | 1.2 ± 0.7 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Guo, Y.; Chen, Y.; Cao, Y.; Qi, H.; Yang, S. Microstructure and Mechanical Properties of Al-12Si Alloys Fabricated by Ultrasonic-Assisted Laser Metal Deposition. Materials 2020, 13, 126. https://doi.org/10.3390/ma13010126
Zhang Y, Guo Y, Chen Y, Cao Y, Qi H, Yang S. Microstructure and Mechanical Properties of Al-12Si Alloys Fabricated by Ultrasonic-Assisted Laser Metal Deposition. Materials. 2020; 13(1):126. https://doi.org/10.3390/ma13010126
Chicago/Turabian StyleZhang, Yang, Yuqi Guo, Yan Chen, Yabin Cao, Haibo Qi, and Shaopu Yang. 2020. "Microstructure and Mechanical Properties of Al-12Si Alloys Fabricated by Ultrasonic-Assisted Laser Metal Deposition" Materials 13, no. 1: 126. https://doi.org/10.3390/ma13010126