2.2.1. Laboratory and Field Tests
This section describes the control methods and resulting specifications for compaction control according to the satisfactory results obtained using experimental sections. More than 1100 in-situ density and moisture measurements, UNE 103900 [
21], 160 modified Proctor, 250 wheel-tracking tests, UNE 103407 [
22], 220 topographic settlements and 24 plate bearing tests (Φ 762 mm), UNE 103808 [
23], were carried out during this research.
Initially, the compaction control test procedures were revised in order to verify their effectiveness, modifying the procedures of the wheel-tracking and topographic settlement tests. The core includes foundation and backfills, and the crown consists of the top, transition layers and structure transitions.
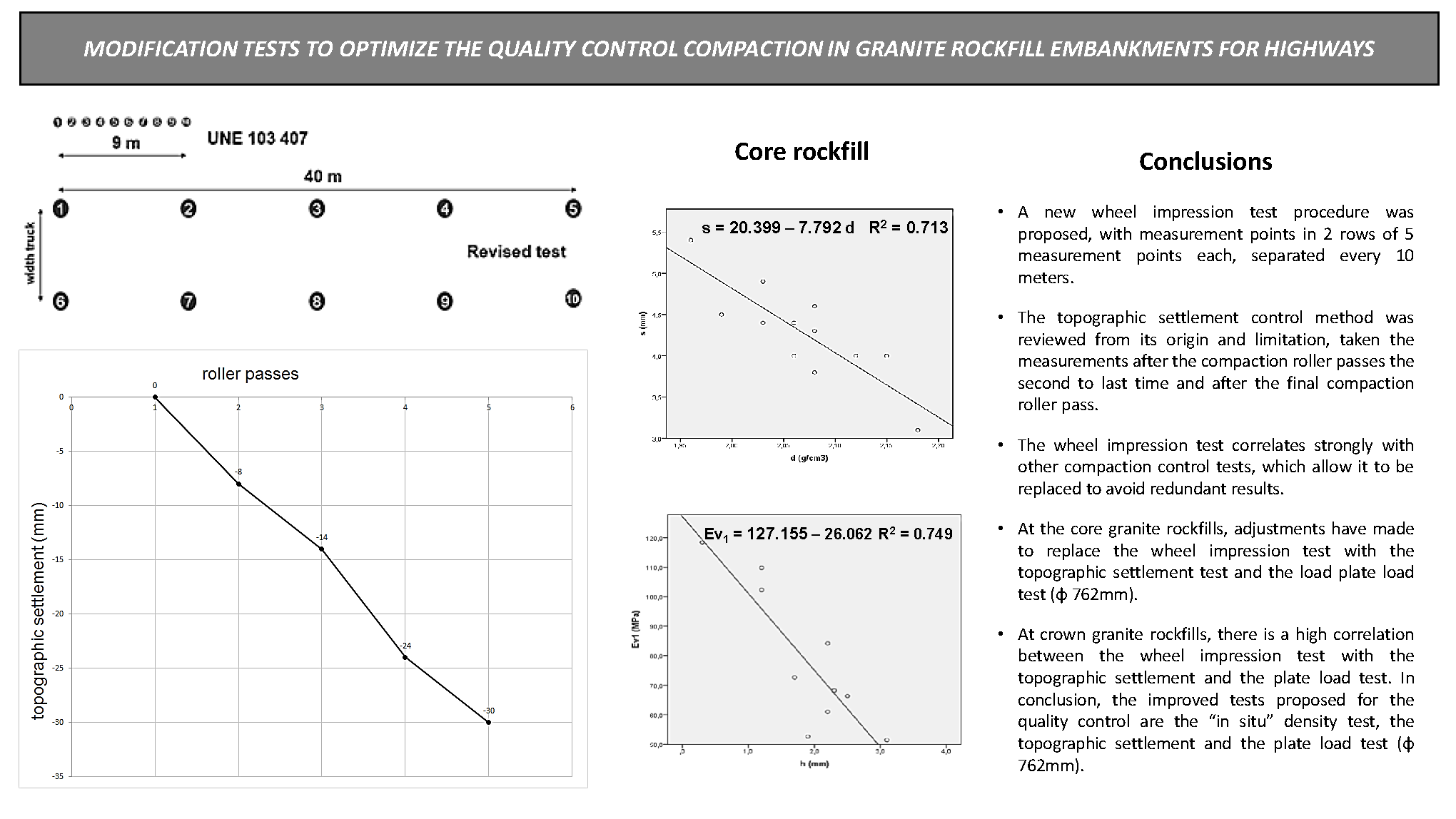
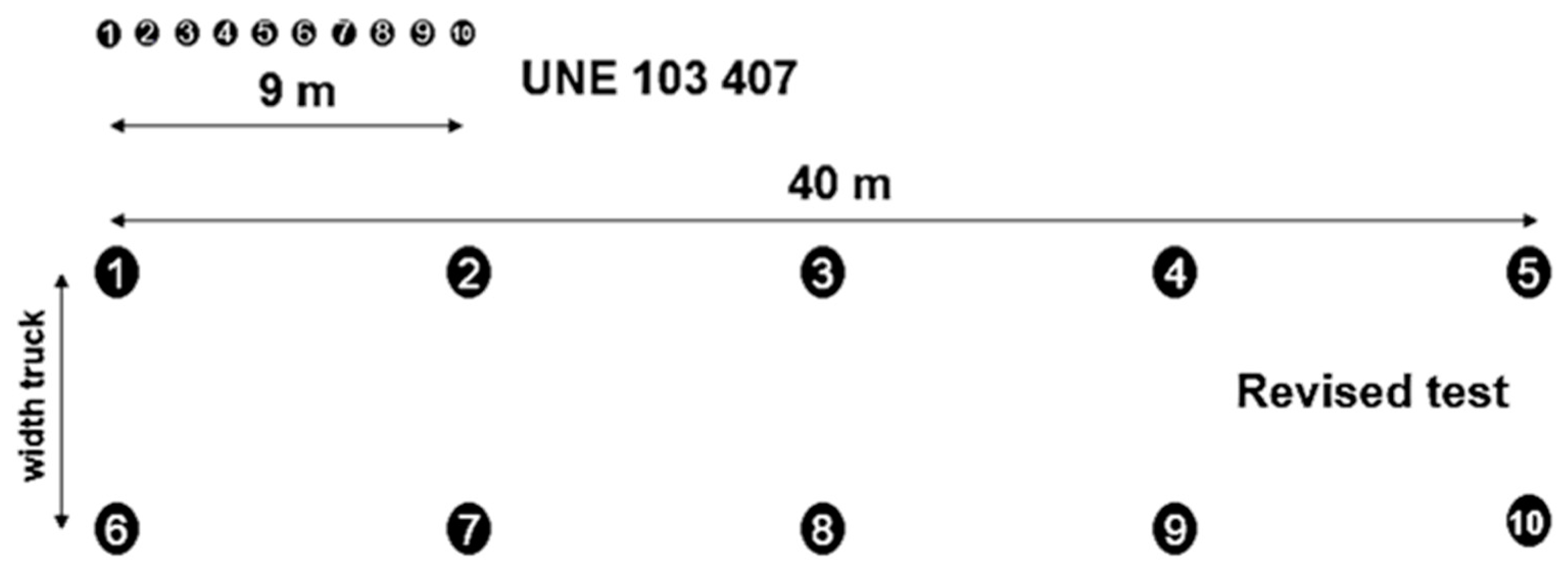
The measurement points were obtained through the wheel-tracking test using a tape measure attached to two poles. The measurement element on which to place the topographic milestone consists of a set of welded metal frames commonly known as “H” because of its cross-linked arrangement. Measurements were taken by placing the metal device on each measurement point, before and after the loaded carriage passes. There were 10 measurement points spaced 1 m apart from each other and aligned to the left side of the truck. This means a reduced testing length when compared to the 100–200 m test length that is usual in compaction batches. Conversely, in order to make the test more representative, peg dispositions were modified, spacing the measurement points every 10 m. The rut to the left of the carriage proved equal to that of the right, the influence of the driver’s weight was insignificant due to the vehicle’s suspension performance. However, there were other deadweights such as the fuel tank that allows both sides to balance out, so that it was preferable to arrange the pegs into two rows, one per carriage roll. Finally, two points were checked using the filling profile. Thus, the final layout of the 10 measurement points was two rows with five measurement points each, separated every 10 m by two measurement points, as shown in
Figure 1. This new arrangement allowed the assessment of 40 m, against the initial 10 m. Additionally, two measurements per section helped to compensate for any possible errors resulting from a single measurement of a heterogeneous material.
The leveling pegs could be quickly rearranged using edge stakes every 20 m. They should be inside the layer, at the same surface level. An initial leveling of the slabs was also required. Leveling using metal pegs was not necessary to position the measuring device “H” on each point since the topographic focus was placed directly on the metal pegs. This added speed to the test by not having to transport the “H” and, most importantly, it prevented inaccuracies resulting from measuring with the milestone resting on the ground, thus ensuring millimeter precision. The twin wheels were run over the alignment pegs by guiding the carriage from its front axle. Passing the front wheels through the middle of the slab ensures symmetry. The next step was to put the metal support into place, well centered on the measurement point and above the twin wheels. Homogeneous support of the “H” structure in the rut was guaranteed using captive screws that allow regulation of the length of the transversal frame, adapting it to the wheel impression. Once the leveling nail of the “H” was vertical on the point of the peg, readings with a topographic level on the “H” were conducted. The values of the depression caused by the passage of the truck were obtained by subtracting the height of the metal template constant. The value of the rut was calculated as the average mean of the 10 points (δm). This value is called the degree of compaction index. A new limit of 4 mm was proposed, and extreme values deviating from the average mean were avoided, as established in the criteria for the revised test. Therefore, it was possible to reject up to three measurements while obtaining the mean. The topographic leveling was carried out with millimeter precision, although when the average of the depressions was obtained, a tenth of a millimeter was preserved to maintain the precision and differentiation of measurements. In this way, any possible extreme erroneous observations were reduced, alongside possible heterogeneities or instrumental errors that could affect the test, such as speed differences in carriage passes, the trajectory of the reference wheels, etc., that are difficult to control while the test is in process. The assistance of a specialized operator was necessary to guide the carriage driver so that the wheels could pass through the center of the pegs, facilitating the symmetry of the twin wheels with respect to the leveling point at a constant speed (similar to that of a man walking). Hence, the advantages of the revised procedure are as follows:
The length that the revised test covers five times that of the initial test and offers two measurements for the same section.
Reduction of leveling errors by means of a fixed point over the leveling peg. Millimetric accuracy is guaranteed, avoiding ground distortion.
Higher performance by reducing test times. The first measurements were made over the pegs without the need to move the heavy metal support.
The dynamic effects of carriage acceleration and braking become minimized. The revised test ensures constant speed when the carriage passes over the pegs.
Two measurements per section provide more thorough testing of the section than measuring a single point. When measuring in two parallel and independent ruts, any exceptional deficiency in one of them becomes corrected. In addition, second-order effects such as driver or fuel tank weight are excluded from the test.
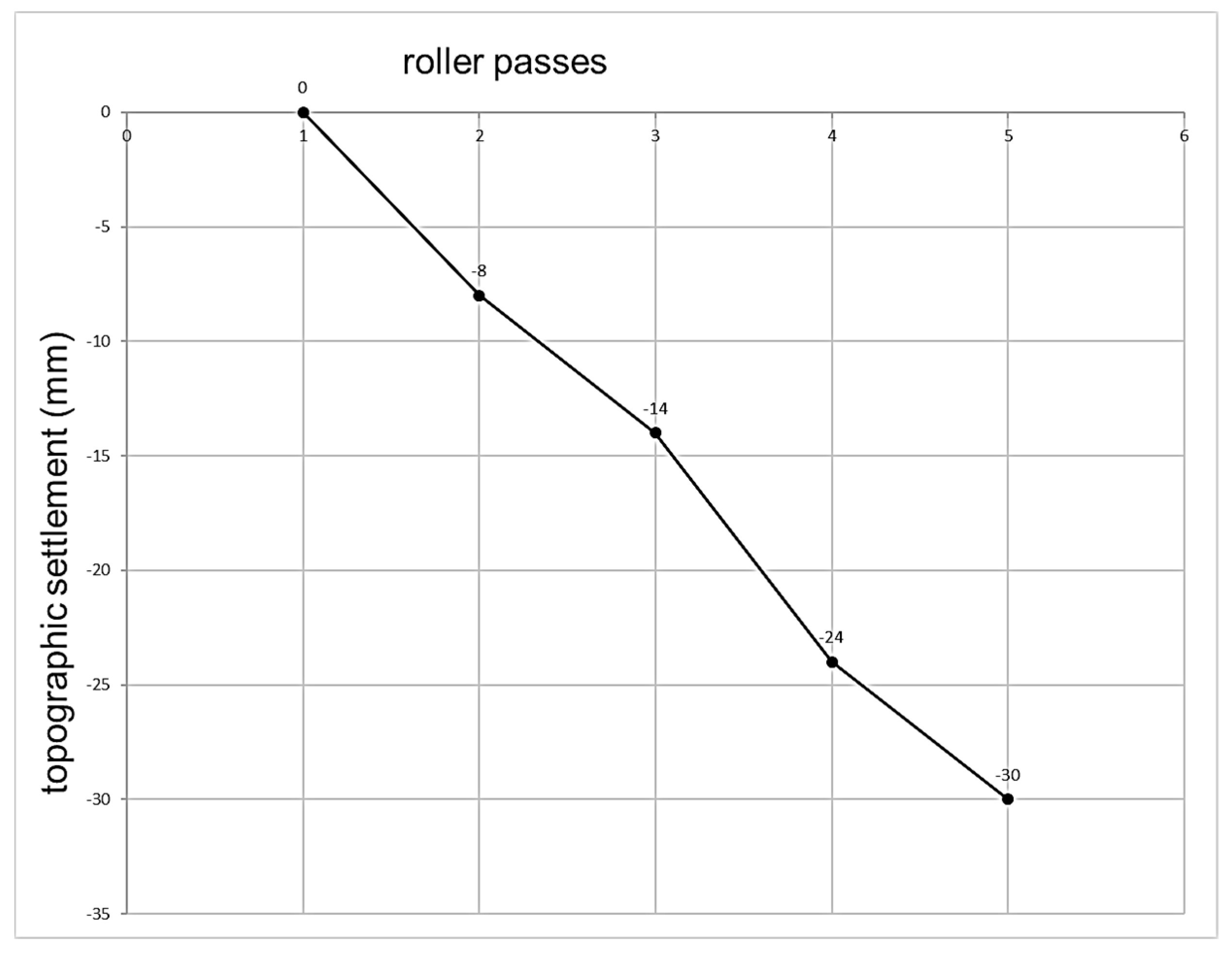
Another significant control test is the topographic settlement. There is a standard procedure test in which the last roll pass must be under 1% of the thickness of the compacted layer. This settlement must be measured after the first roll pass.
Figure 2 shows the experimental verification of how this criterion has easily exceeded the settlement threshold at the first pass. Additionally, there are undefined indicators in the arrangement of the dots, their spacing, and how they were measured.
Likewise, it does not set a new origin for the repetition of seats in case of non-compliance, maintaining the original settlement after the first pass, which could give rise to ambiguities such as layer rejection before compaction finishes. Hence, it is appropriate to revise this control method. As shown in the previous figure, topographic control must reach the stabilization of values by increasing the number of passes when compaction is completed. In addition, the measurement points must be defined, proposing the same arrangement as in the wheel-tracking test. Therefore, extreme values deviating from the mean in such test were excluded.
In-situ density measurements were performed using nuclear gauges, whose high performance and high speed of operation and delivery of results enabled testing for possible correlations with the rest of the compaction control tests. The plate bearing test of soil requires a plate diameter to be at least five times the maximum material size, so a 762 mm diameter plate was chosen. The general specifications applied to the quality control of the granite rockfills are summarized in
Table 2.
2.2.2. Statistical Estimation
Multilinear adjustment models with dependency relationships have been researched. These dependency relationships allowed for the dependent variables to be evaluated without the need to run them. All models include well-defined validity zones.
Since there was a large number of lots, the Kolmogorov–Sminornov test was used instead of the Shapiro–Wilk test. Sometimes the Shapiro–Wilk test is used as a contrast. Specifically, 125 compaction lots at core and 40 at crown were processed. Every compaction lot was subjected to a minimum of two tests. The independent variables used for each control lot were generated and introduced into the IBM SPSS statistical program. More than 12 variables were analyzed, and independent variables with low absolute values in the Student’s t-test were discarded because they were not significant for statistical adjustment. Accordingly, the independent variables used were the following:
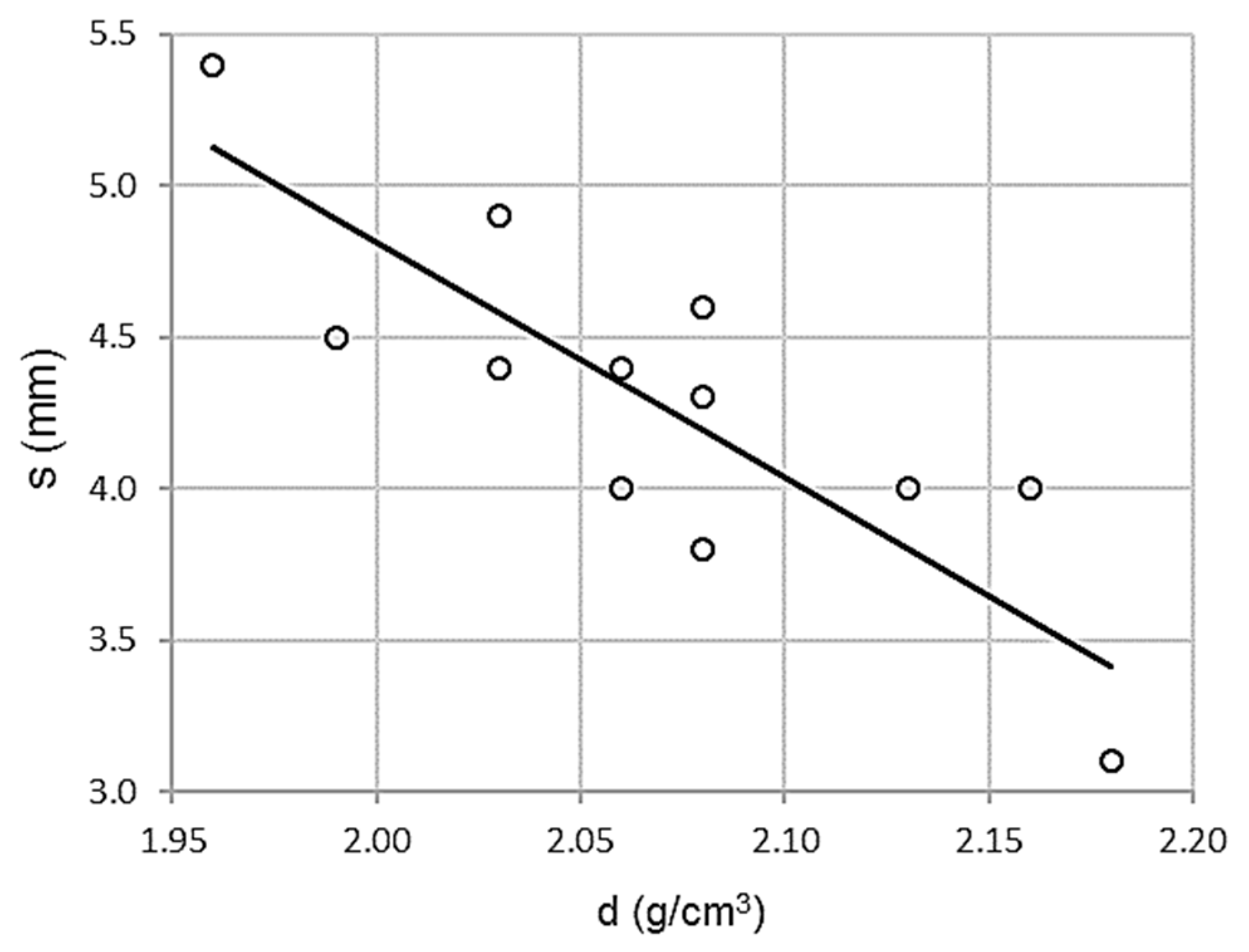
d: Average lot density (g/cm3).
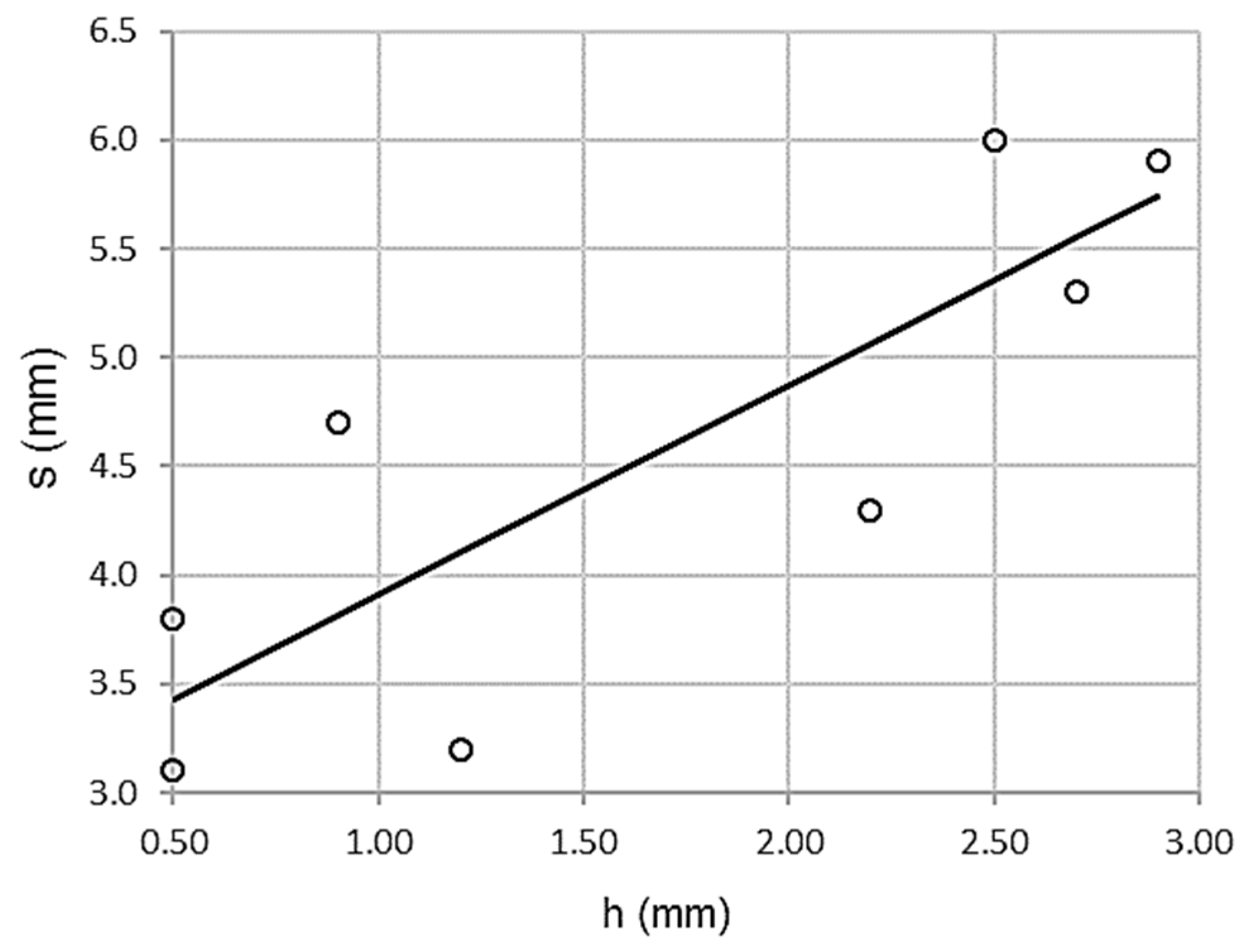
s: Average settlement between last and first roller pass (mm).
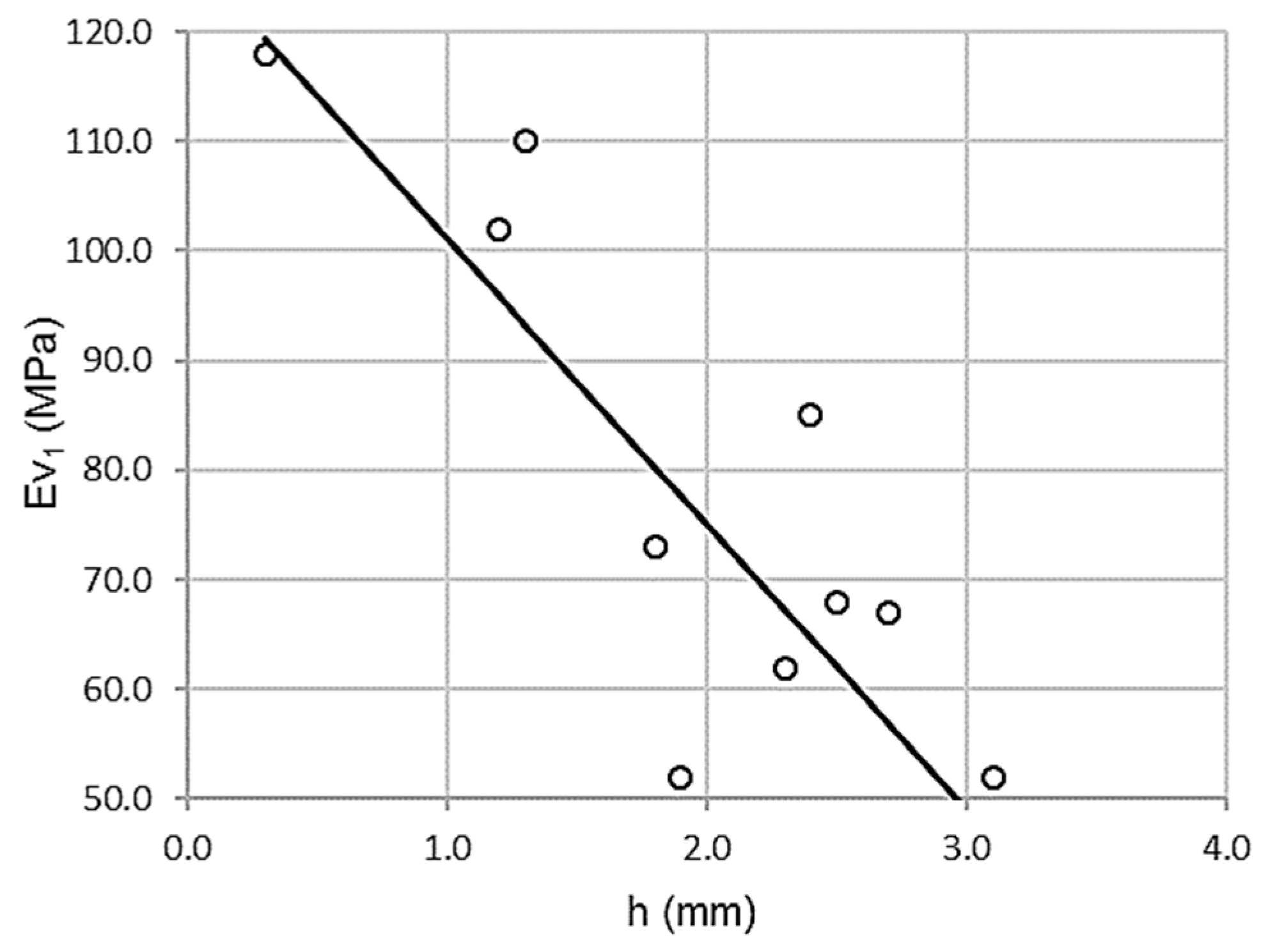
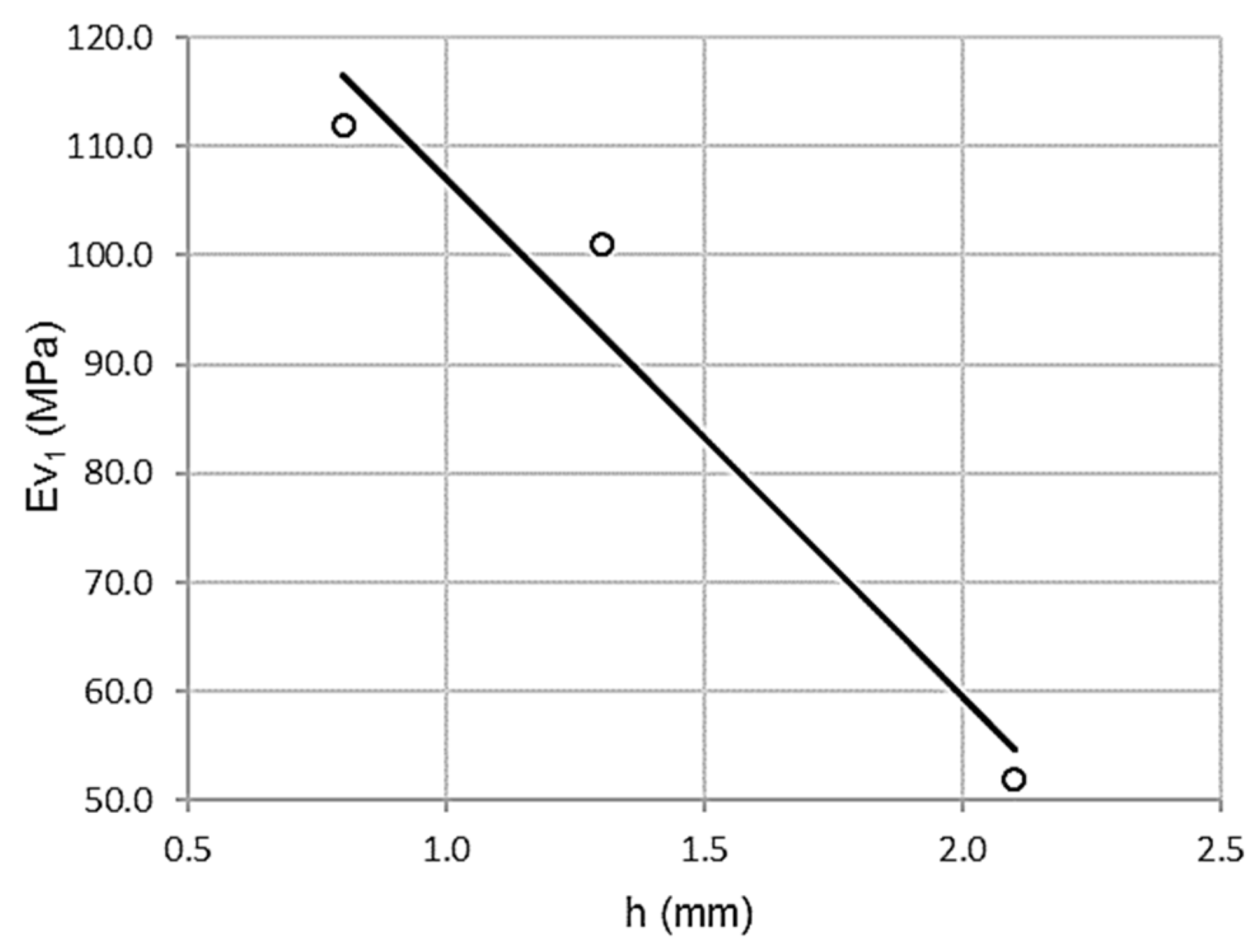
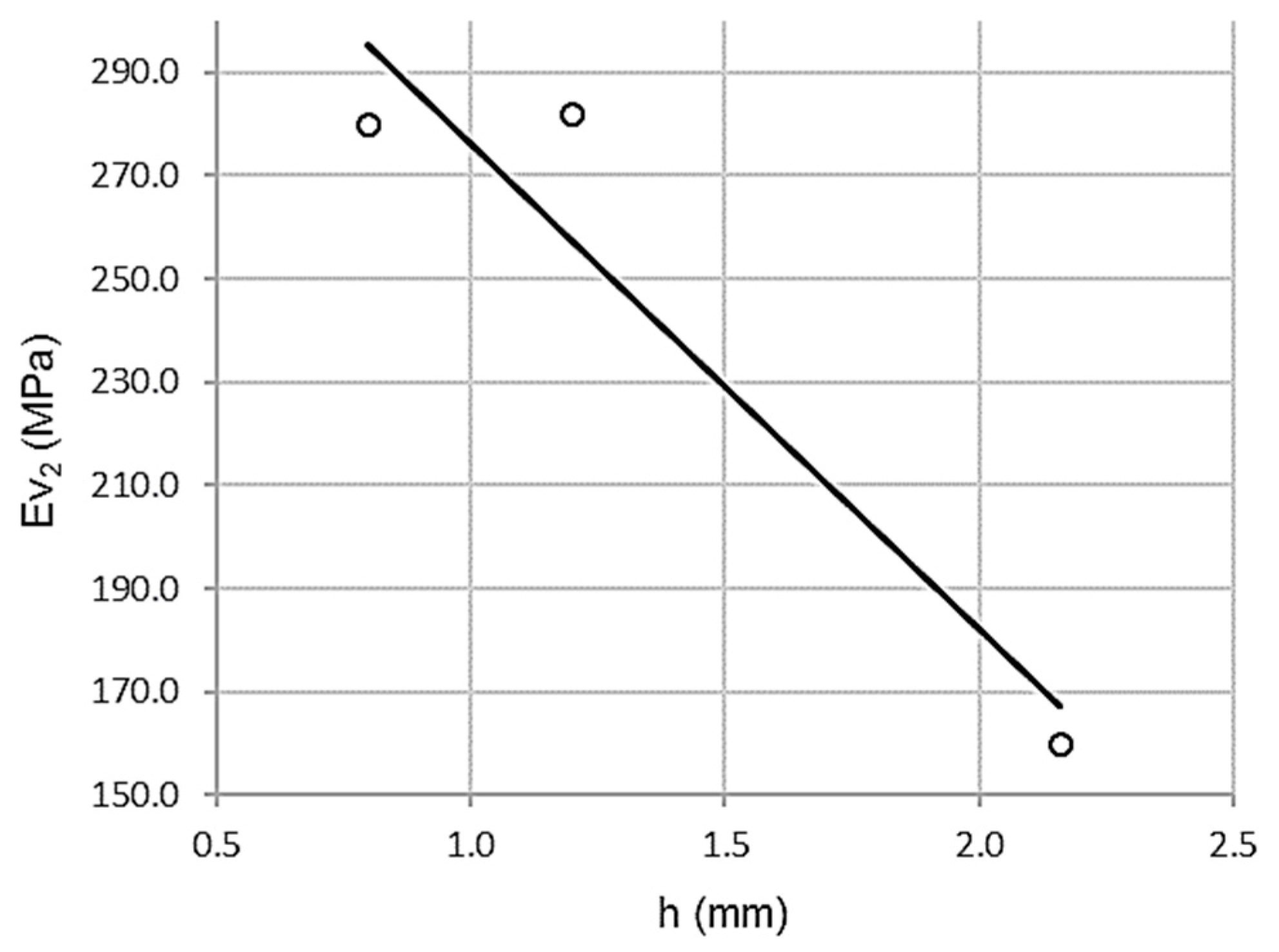
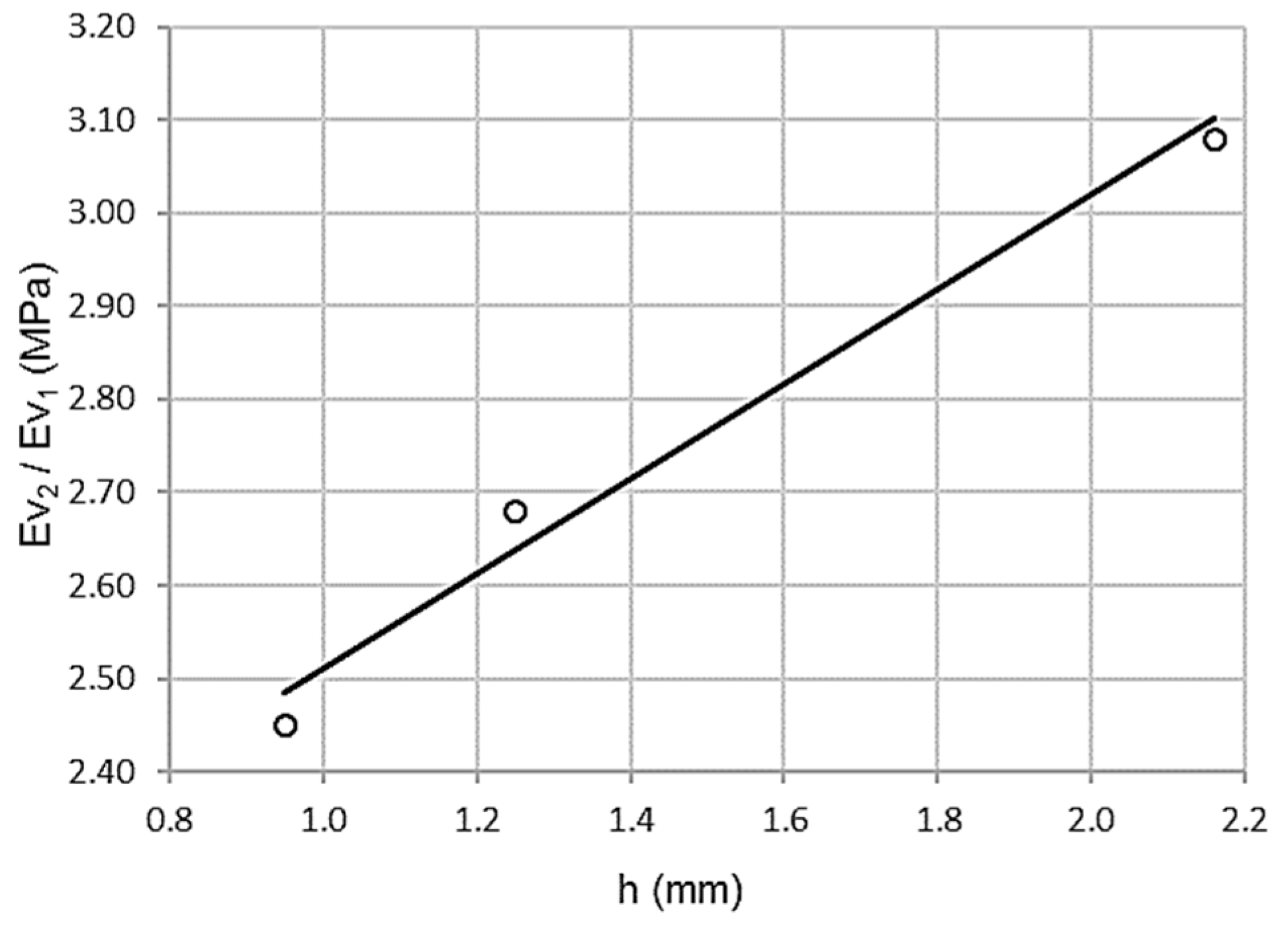
h: Average wheel impression after test carriage (mm).
Ev1: First vertical modulus of the plate bearing test (MPa).
Ev2: Second vertical modulus of the plate bearing test (MPa).
k: Relationship between second and first moduli of the plate bearing test (Ev2/Ev1).
In general, a coefficient of determination value of R2 ≥ 0.70 was the cutoff point for a strong relationship. An ANOVA analysis of variance yielded the sums of squares, the degrees of freedom, and Levene’s F statistic.


 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}