Percussion Drilling Hole in Cu, Al, Ti and Ni Alloys Using Ultra-Short Pulsed Laser Ablation


Abstract
:1. Introduction
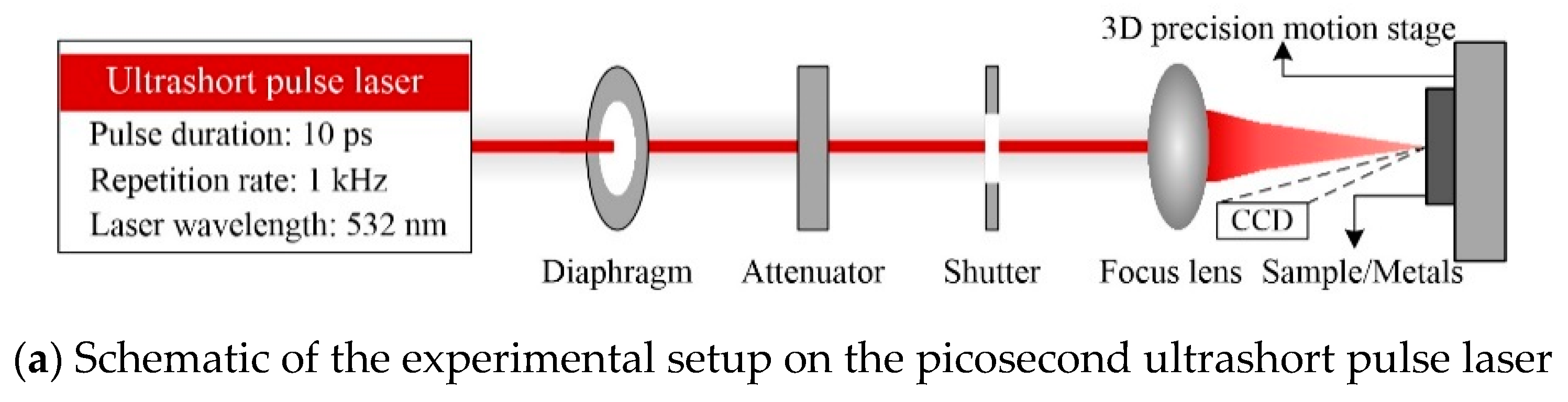
2. Experimental Setup and Procedure
3. Results and Discussion
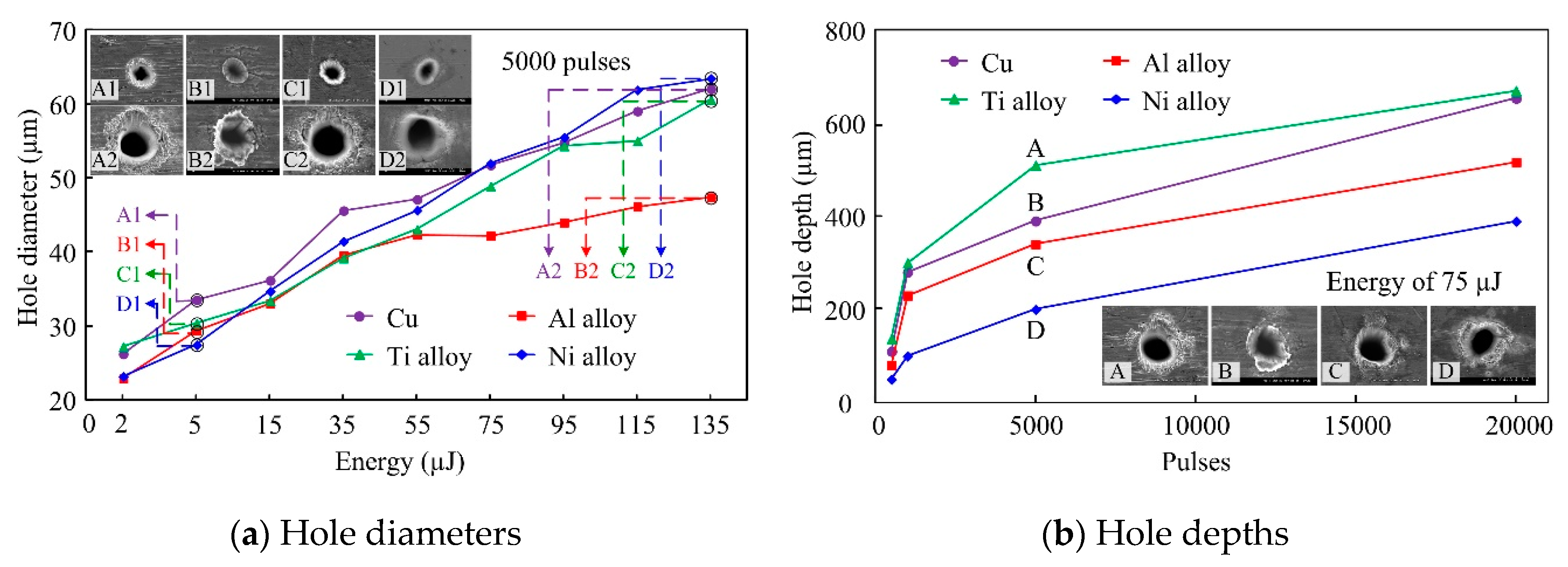
3.1. Hole Dimensions in Different Metals
3.2. Hole Morphology in Different Metals
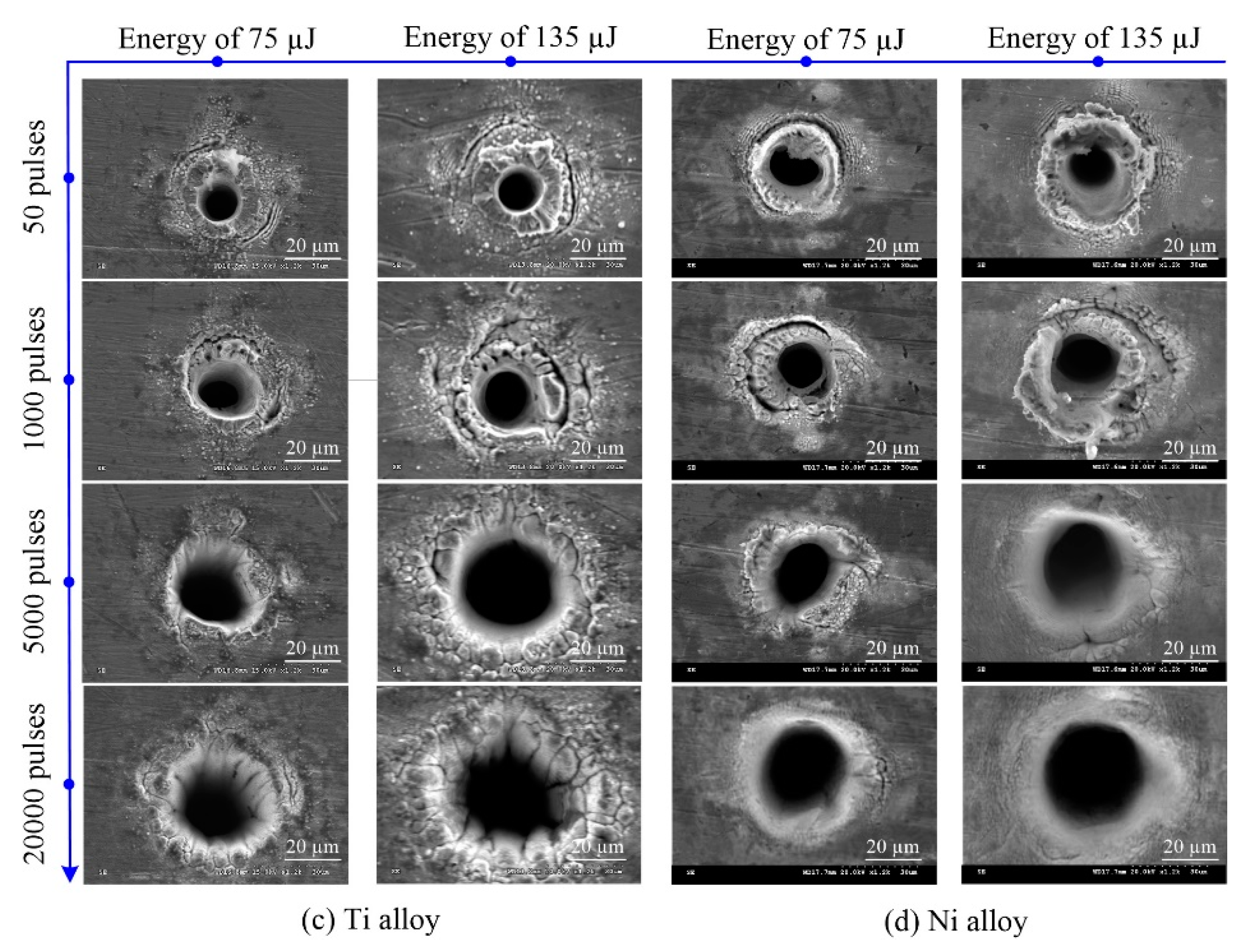
3.2.1. Surface Morphology
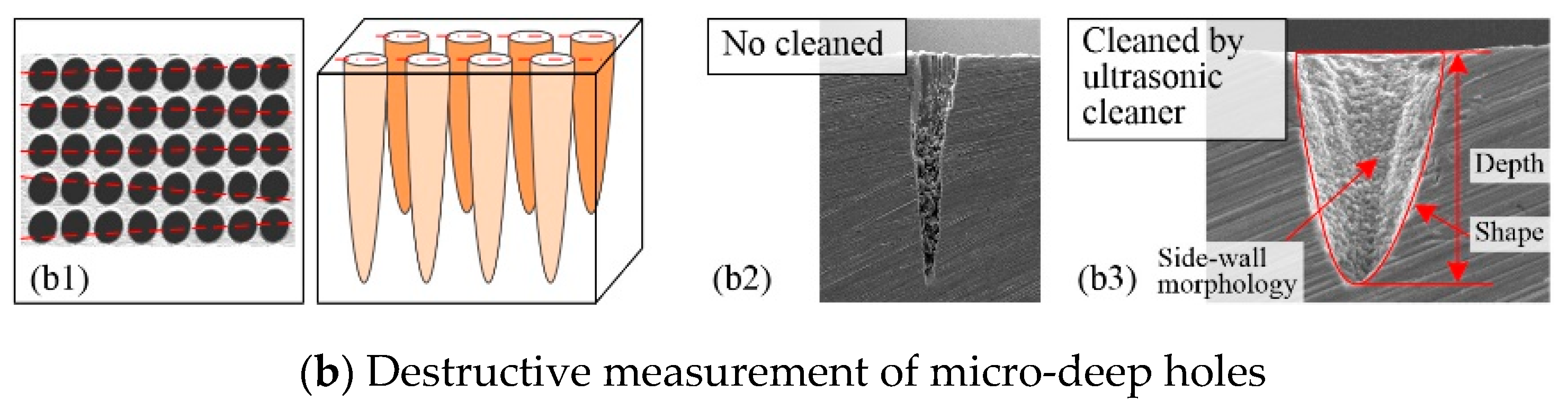
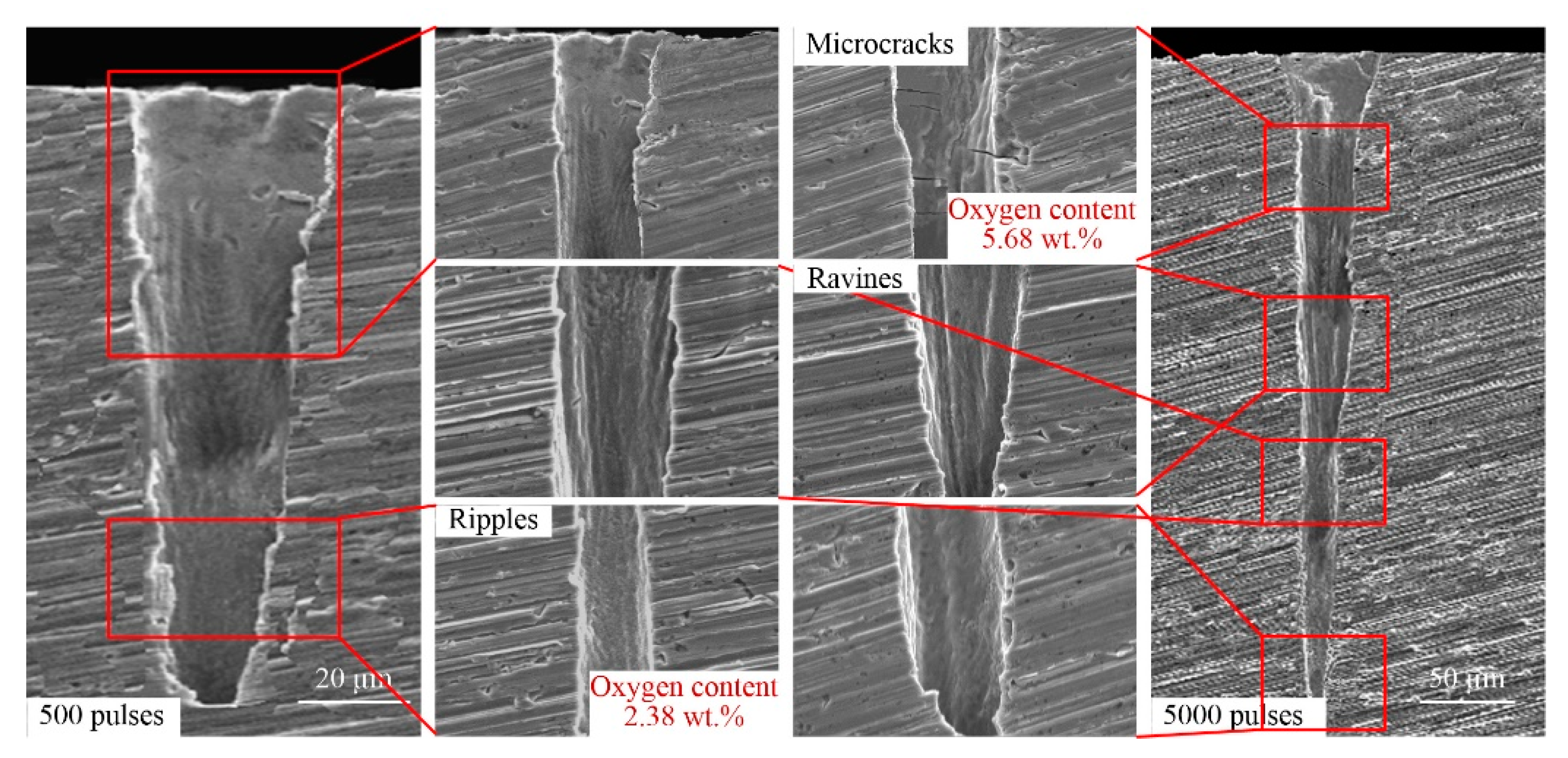
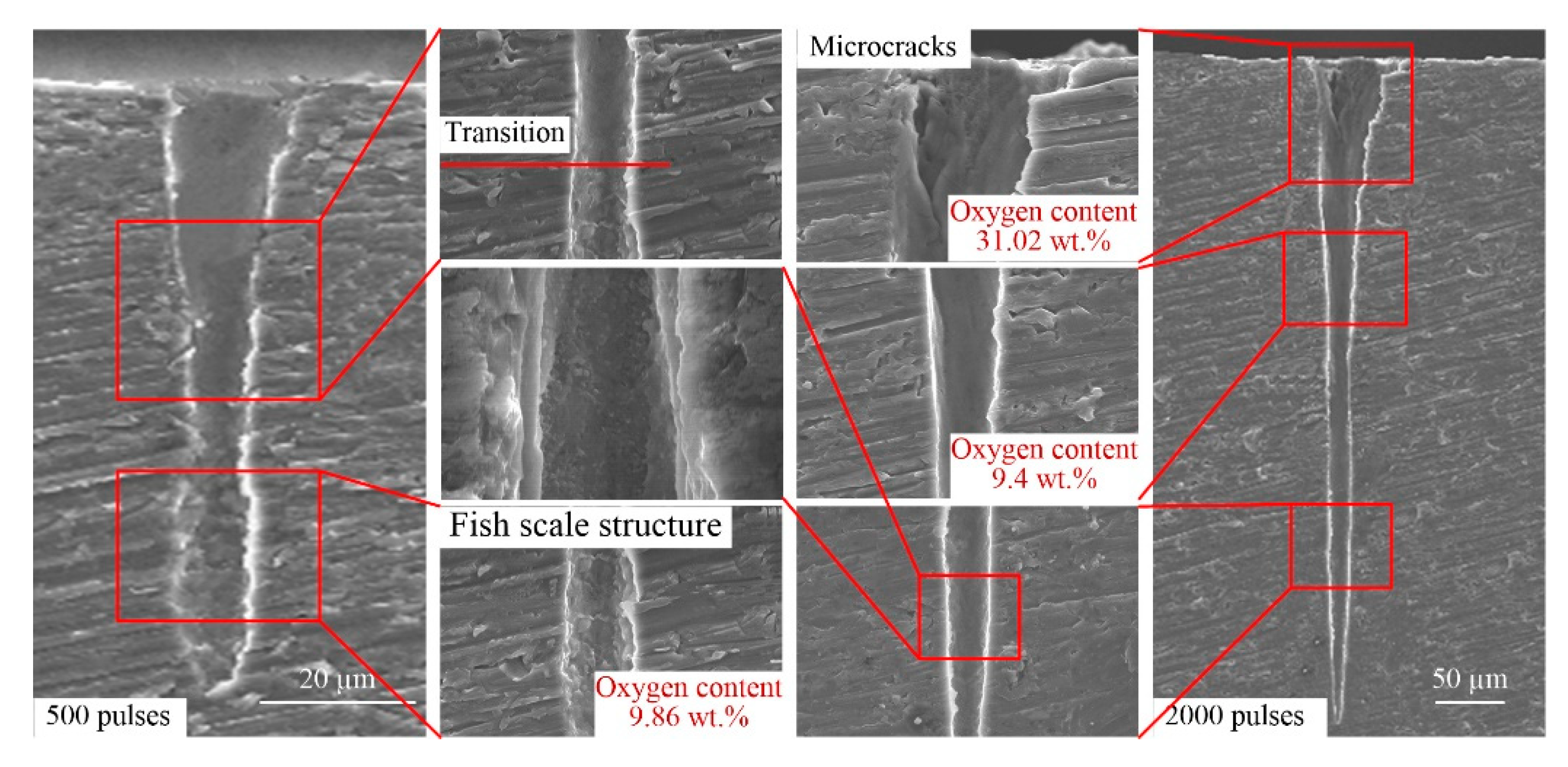
3.2.2. Side-Wall Morphology
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Klein-Wiele, J.H.; Bekesi, J.; Simon, P. Sub-micron patterning of solid materials with ultraviolet femtosecond pulses. Appl. Phys. A 2004, 79, 775–778. [Google Scholar] [CrossRef]
- Zang, Z.; Zeng, X.; Du, J.; Wang, M.; Tang, X. Femtosecond laser direct writing of microholes on roughened ZnO for output power enhancement of InGaN light-emitting diodes. Opt. Lett. 2016, 41, 3463–3466. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Mei, X.; Jiang, G.; Lei, S.; Yang, C. Effect of two typical focus positions on microstructure shape and morphology in femtosecond laser multi-pulse ablation of metals. Appl. Surf. Sci. 2008, 255, 2303–2311. [Google Scholar] [CrossRef]
- Zhao, W.; Shen, X.; Liu, H.; Wang, L.; Jiang, H. Effect of high repetition rate on dimension and morphology of micro-hole drilled in metals by picosecond ultra-short pulse laser. Opt. Lasers Eng. 2020, 124, 105811. [Google Scholar] [CrossRef]
- Breitling, D.; Dausinger, F.H. Precise Drilling of Steel with Ultrashort Pulsed Solid State Lasers. In Proceedings of SPIE; SPIE: Bellingham, WC, USA, 2003; pp. 271–279. [Google Scholar]
- Jahns, D.; Kaszemeikat, T.; Mueller, N.; Ashkenasi, D.; Dietrich, R.; Eichler, H.J. Laser Trepanning of Stainless Steel. Phys. Procedia 2013, 41, 630–635. [Google Scholar] [CrossRef] [Green Version]
- Romoli, L.; Vallini, R. Experimental study on the development of a micro-drilling cycle using ultrashort laser pulses. Opt. Lasers Eng. 2016, 78, 121–131. [Google Scholar] [CrossRef]
- Zhang, H.; Jianke, D.I.; Ming, Z.; Yu, Y. A Comparison in Laser Precision Drilling of Stainless Steel 304 with Nanosecond and Picosecond Laser Pulses. Chin. J. Mech. Eng. 2014, 27, 972–977. [Google Scholar] [CrossRef]
- Zhang, H.; Di, J.; Ming, Z.; Yu, Y.; Rong, W. An investigation on the hole quality during picosecond laser helical drilling of stainless steel 304. Appl. Phys. A 2015, 119, 1–8. [Google Scholar] [CrossRef]
- Knappe, R.; Haloui, H.; Seifert, A.; Weis, A.; Nebel, A. Scaling Ablation Rates for Picosecond Lasers Using Burst Micromachining. In Proceedings of SPIE; SPIE: Bellingham, WC, USA, 2010; Volume 7585, pp. 75850H-1–75850H-6. [Google Scholar]
- Liu, X. Industrial applications of ultrahigh precision short-pulse laser processing. Proc. SPIE 2005, 5713, 372–386. [Google Scholar]
- Chung, I.Y.; Kim, J.D.; Kang, K.H. Ablation drilling of invar alloy using ultrashort pulsed laser. Int. J. Precis. Eng. Manuf. 2009, 10, 11–16. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, L. Microdrilling of Through-Holes in Flexible Printed Circuits Using Picosecond Ultrashort Pulse Laser. Polymers 2018, 10, 1390. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Q.; Yang, L.; Hou, C.; Adeyemi, O.; Chen, C.; Wang, Y. Surface ablation properties and morphology evolution of K24 nickel based superalloy with femtosecond laser percussion drilling. Opt. Lasers Eng. 2019, 114, 22–30. [Google Scholar] [CrossRef]
- Nasrollahi, V.; Penchev, P.; Jwad, T.; Dimov, S.; Kim, K.; Im, C. Drilling of micron-scale high aspect ratio holes with ultra-short pulsed lasers: Critical effects of focusing lenses and fluence on the resulting holes’ morphology. Opt. Lasers Eng. 2018, 110, 315–322. [Google Scholar] [CrossRef]
- Campbell, B.R.; Forster, L.A.; Moore, J.A.; Lehecka, T.M.; Thomas, J.G.; Semak, V.V. A Study of Material Removal Rates for Shallow Drilling with an Ultrashort Pulse Laser. Proc. SPIE 2009, 7201, 72010I. [Google Scholar]
- Spiro, A.; Lowe, M.; Pasmanik, G. Drilling rate of five metals with picosecond laser pulses at 355, 532, and 1064 nm. Appl. Phys. A 2012, 107, 801–808. [Google Scholar] [CrossRef]
- Ahmmed, K.M.T.; Ling, E.J.Y.; Servio, P.; Kietzig, A.M. Introducing a new optimization tool for femtosecond laser-induced surface texturing on titanium, stainless steel, aluminum and copper. Opt. Lasers Eng. 2015, 66, 258–268. [Google Scholar] [CrossRef]
- Engelhardt, U.; Hildenhagen, J.; Dickmann, K. Micromachining using high-power picosecond lasers. Laser Tech. J. 2011, 8, 32–35. [Google Scholar] [CrossRef]
- Liu, J.M. Simple technique for measurements of pulsed Gaussian-beam spot sizes. Opt. Lett. 1982, 7, 196–198. [Google Scholar] [CrossRef]
- Semaltianos, N.G.; Perrie, W.; French, P.; Sharp, M.; Dearden, G.; Logothetidis, S.; Watkins, K.G. Femtosecond laser ablation characteristics of nickel-based superalloy C263. Appl. Phys. A 2009, 94, 999–1009. [Google Scholar] [CrossRef]
- Zhao, W.; Wang, W.; Jiang, G.; Li, B.Q.; Mei, X. Ablation and morphological evolution of micro-holes in stainless steel with picosecond laser pulses. Int. J. Adv. Manuf. Technol. 2015, 80, 1713–1720. [Google Scholar] [CrossRef]
- Mannion, P.T.; Magee, J.; Coyne, E.; O’Connor, G.M.; Glynn, T.J. The effect of damage accumulation behaviour on ablation thresholds and damage morphology in ultrafast laser micro-machining of common metals in air. Appl. Surf. Sci. 2004, 233, 275–287. [Google Scholar] [CrossRef]
- Harzic, R.L.; Valette, S.; Breitling, D.; Weikert, M.; Sommer, S.; Föhl, C.; Donnet, C.; Audouard, E.; Dausinger, F. Pulse width and energy influence on laser micromachining of metals in a range of 100fs to 5ps. Appl. Surf. Sci. 2005, 249, 322–331. [Google Scholar] [CrossRef]
- Harzic, R.L.; Breitling, D.; Weikert, M.; Sommer, S.; Föhl, C.; Dausinger, F.; Valette, S.; Donnet, C.; Audouard, E. Ablation comparison with low and high energy densities for Cu and Al with ultra-short laser pulses. Appl. Phys. A Mater. Sci. Process. 2005, 80, 1589–1593. [Google Scholar] [CrossRef]
- Cheng, J.; Perrie, W.; Edwardson, S.P.; Fearon, E.; Dearden, G.; Watkins, K.G. Effects of laser operating parameters on metals micromachining with ultrafast lasers. Appl. Surf. Sci. 2010, 256, 1514–1520. [Google Scholar] [CrossRef]
- Cheng, J.; Perrie, W.; Sharp, M.; Edwardson, S.P.; Semaltianos, N.G.; Dearden, G.; Watkins, K.G. Single-pulse drilling study on Au, Al and Ti alloy by using a picosecond laser. Appl. Phys. A 2009, 95, 739–746. [Google Scholar] [CrossRef]
- Momma, C.; Chichkov, B.N.; Nolte, S.; Alvensleben, F.V.; Tünnermann, A.; Welling, H.; Wellegehausen, B. Short-pulse laser ablation of solid targets. Opt. Commun. 1996, 129, 134–142. [Google Scholar] [CrossRef]
- Klimentov, S.; Kononenko, S.M.; Pivovarov, T.V.; Garnov, P.A.; Konov, S.V.; Breitling, V.I. Dausinger, D. Role of gas environment in the process of deep hole drilling by ultra-short laser pulses. Proc. Spie 2003, 4830, 515–520. [Google Scholar]
- Zhao, W.; Wang, W.; Li, B.Q.; Jiang, G.; Mei, X. Wavelength effect on hole shapes and morphology evolution during ablation by picosecond laser pulses. Opt. Laser Technol. 2016, 84, 79–86. [Google Scholar] [CrossRef]
- Dausinger, F.; Hugel, H. Micromachining with ultrashort laser pulses: From basic understanding to technical applications. Proc. Spie 2003, 5147, 106–115. [Google Scholar]
- Zhao, W.; Yu, Z. Self-cleaning effect in high quality percussion ablating of cooling hole by picosecond ultra-short pulse laser. Opt. Lasers Eng. 2018, 105, 125–131. [Google Scholar] [CrossRef]
- Herrmann, T.; Harth, F.; Henrich, B.; L’Huillier, J.; Hajri, M. How to Improve Efficiency in USP Laser Micromachining. Laser Tech. J. 2016, 13, 16–19. [Google Scholar] [CrossRef]
- Dausinger, F.; Lichtner, F.; Lubatschowski, H. Femtosecond Technology for Technical and Medical Applications; Springer: Berlin, Germany, 2004. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Al Alloy | Ti Alloy | Ni Alloy | |
|---|---|---|---|---|
| Heat capacity Cl (× 106 J m−3 K−1) | 3.46 | 2.43 | 2.33 | 4.1 |
| Melting temperature Tm (K) | 1337 | 933 | 1941 | 1609 |
| Optical penetration depth λ (nm) | 13.5 | 7.5 | / | 14.5 |
| Thermal conductivity K (W m−3 K−1) | 401 | 238 | 7.2 | 11.4 |
| Electron-phonon coupling constant g (× 1016 W m−3 K−1) | 10 | 56.9 | 40 | 36 |
| Electron-phonon coupling time = Cl (g/ps) | 34.6 | 4.3 | 5.8 | 11.4 |
| Absorptivity at 532 nm wavelength, tested (%) | 61.41 | 48.7 | 64.71 | 65.48 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, W.; Liu, H.; Shen, X.; Wang, L.; Mei, X. Percussion Drilling Hole in Cu, Al, Ti and Ni Alloys Using Ultra-Short Pulsed Laser Ablation. Materials 2020, 13, 31. https://doi.org/10.3390/ma13010031
Zhao W, Liu H, Shen X, Wang L, Mei X. Percussion Drilling Hole in Cu, Al, Ti and Ni Alloys Using Ultra-Short Pulsed Laser Ablation. Materials. 2020; 13(1):31. https://doi.org/10.3390/ma13010031
Chicago/Turabian StyleZhao, Wanqin, Haodong Liu, Xiaowei Shen, Lingzhi Wang, and Xuesong Mei. 2020. "Percussion Drilling Hole in Cu, Al, Ti and Ni Alloys Using Ultra-Short Pulsed Laser Ablation" Materials 13, no. 1: 31. https://doi.org/10.3390/ma13010031