Experimental Studies on Durability of PVD-Based CrCN/CrN-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process

 ,
,  , ,
, ,
Abstract
:1. Introduction
2. Process of Modification of the Operational Properties of Industrial Planer Knives
3. Methodology of Experiments
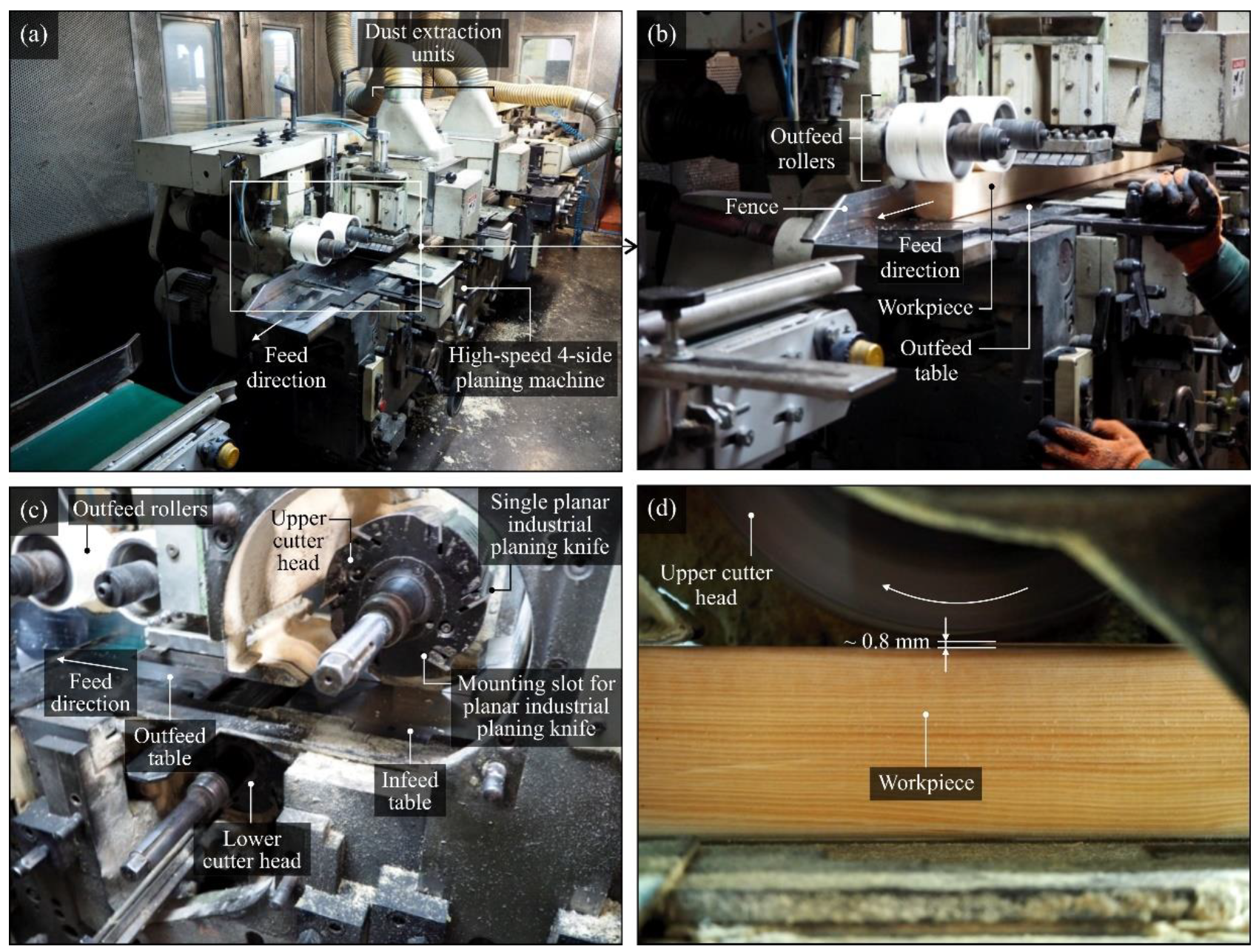
3.1. Operational Tests under Production Conditions
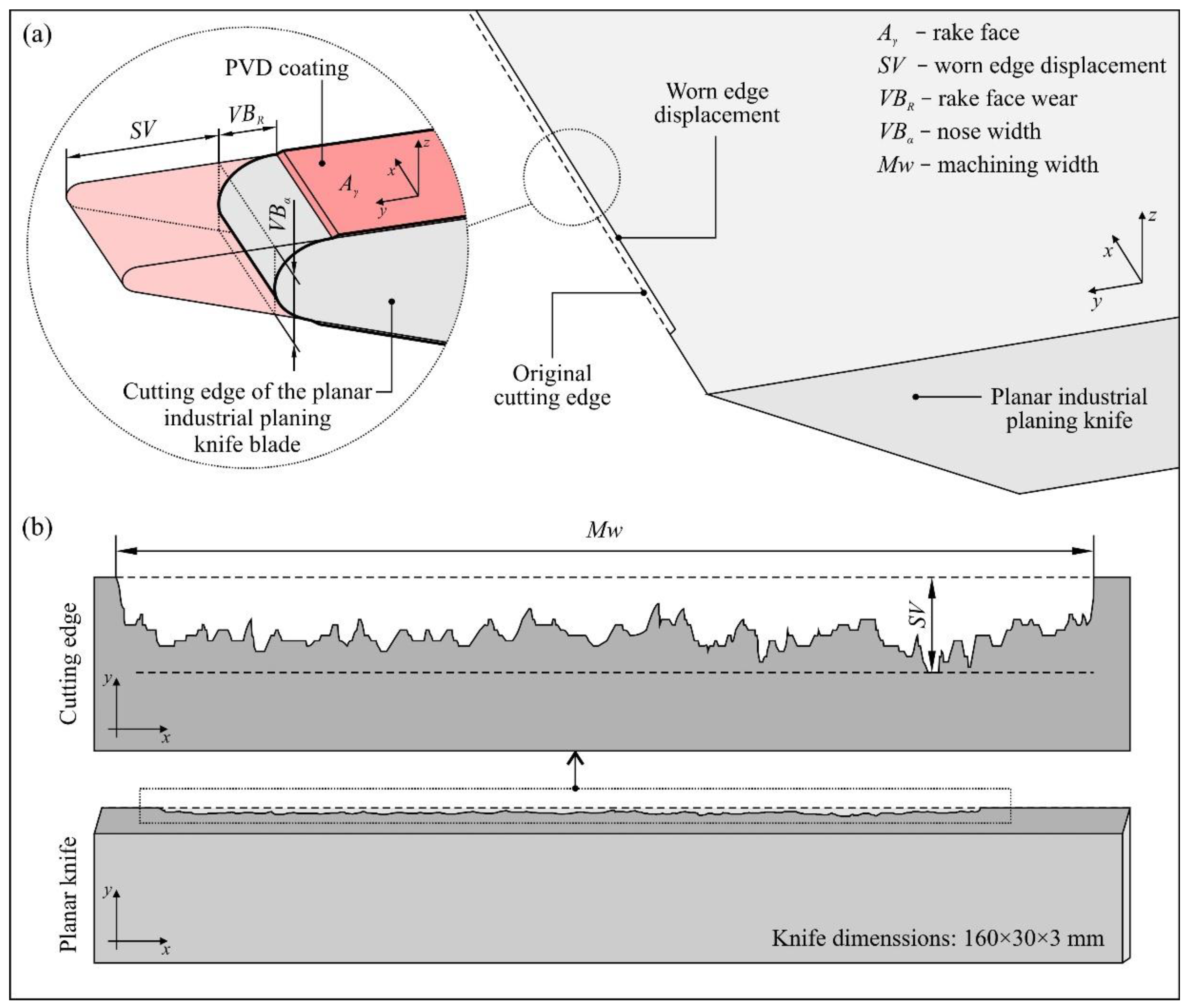
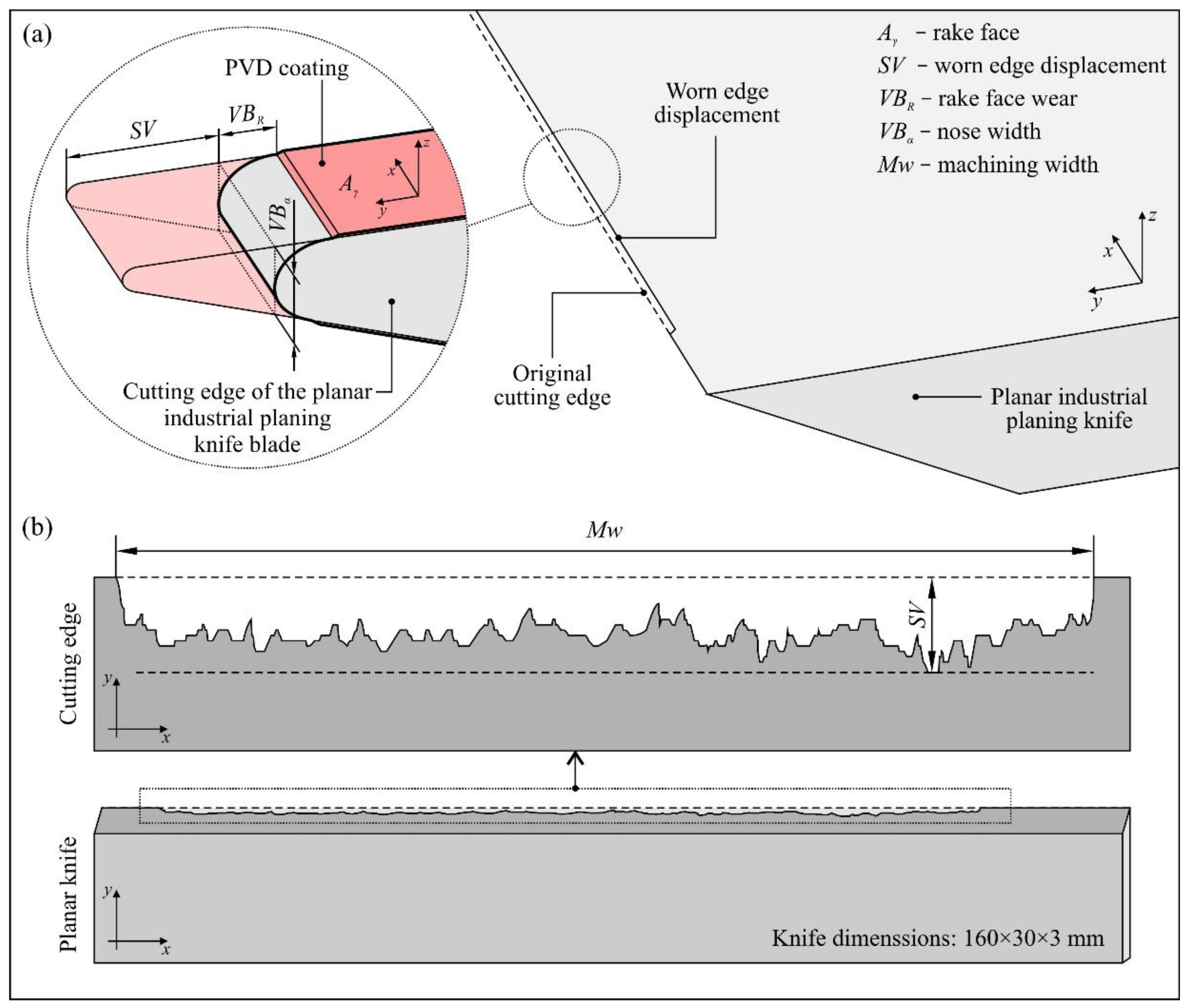
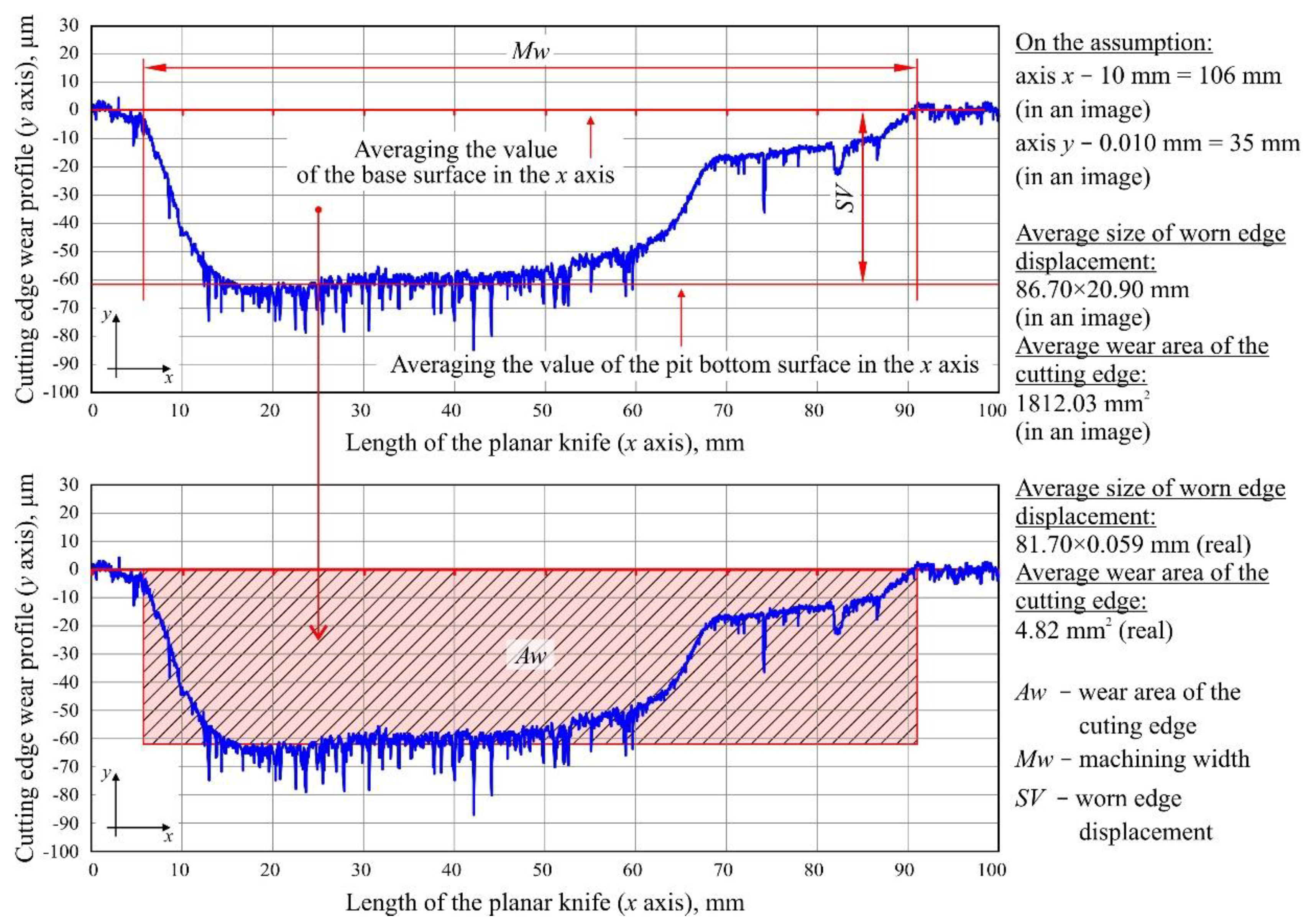
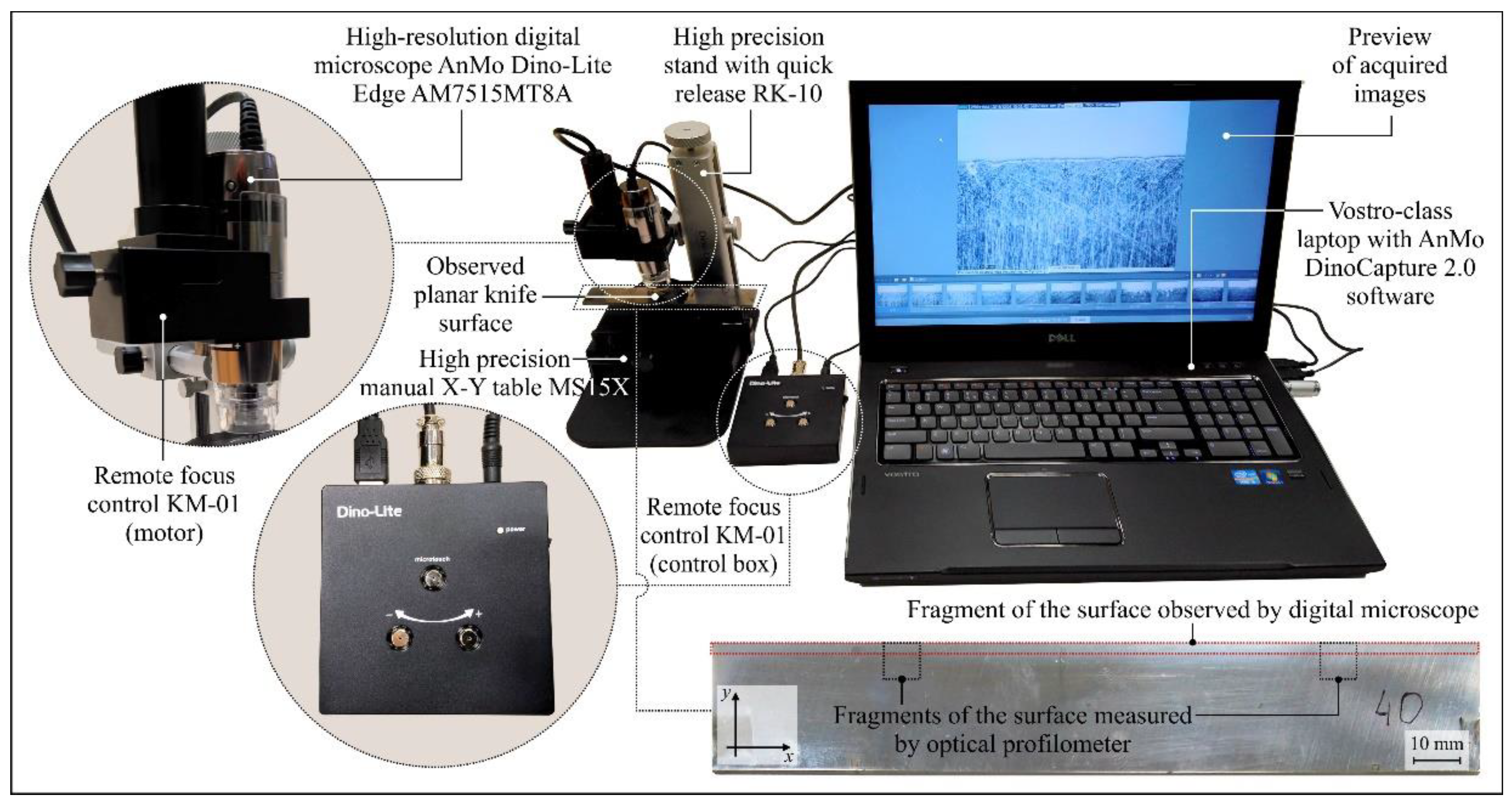
3.2. Measurements of Rounding Radius, Worn Edge Displacement, and Wear Area of the Cutting Edge of Industrial Planer Knive Blades
3.3. Measurement of the Texture of the Rake Face of the Industrial Planer Knives
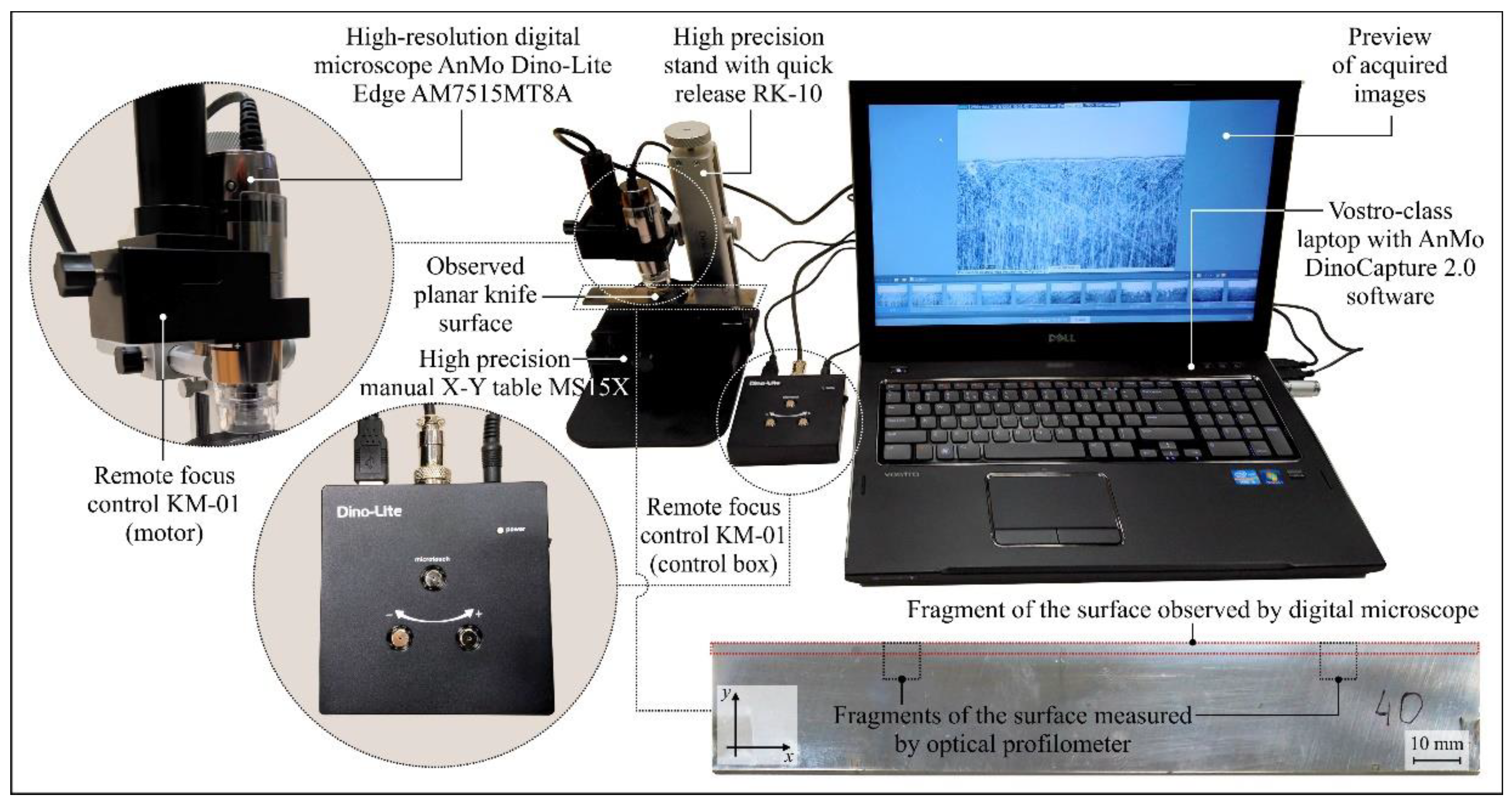
3.4. Microscopic Observation and Visual Analysis of the Cutting Edge Condition
4. Results and Discussion
- life of the knives (machining efficiency),
- radius of the cutting edge in and out of the working area,
- area of worn edge displacement,
- texture of the rake face of the industrial planer knives in and out of the working area, and
- condition of the cutting edge in both zones based on microscopic observations.
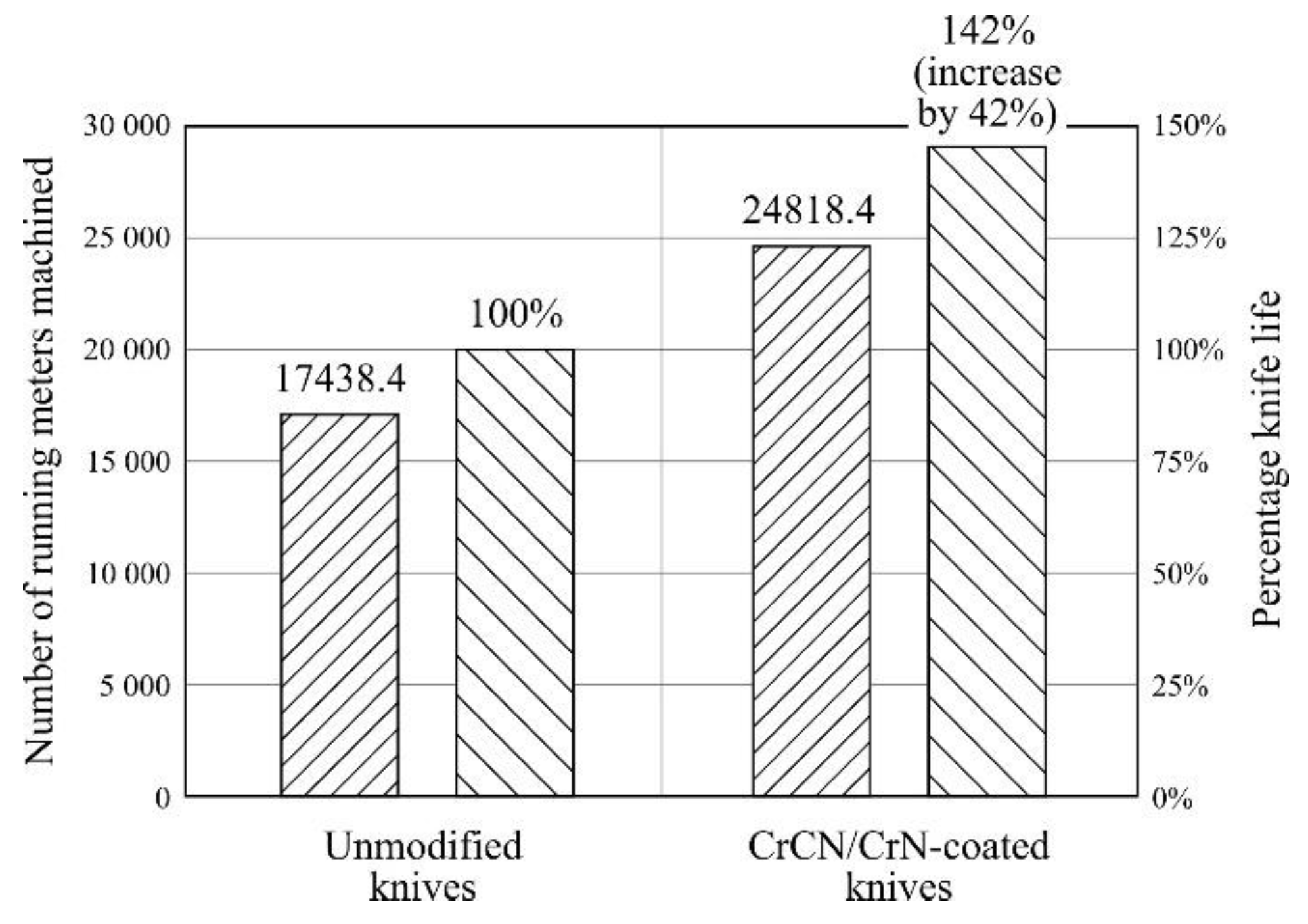
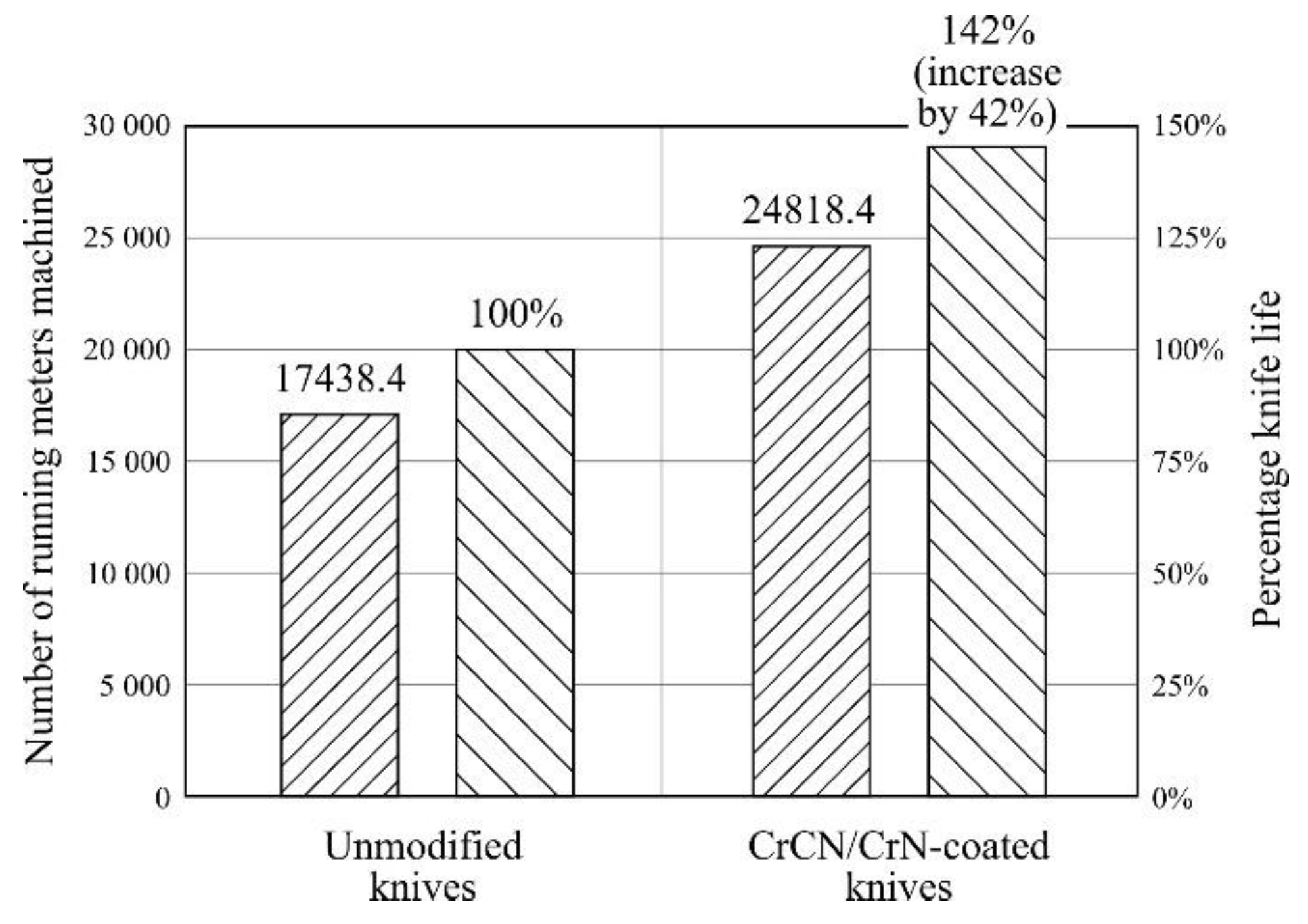
4.1. Life of the Knives
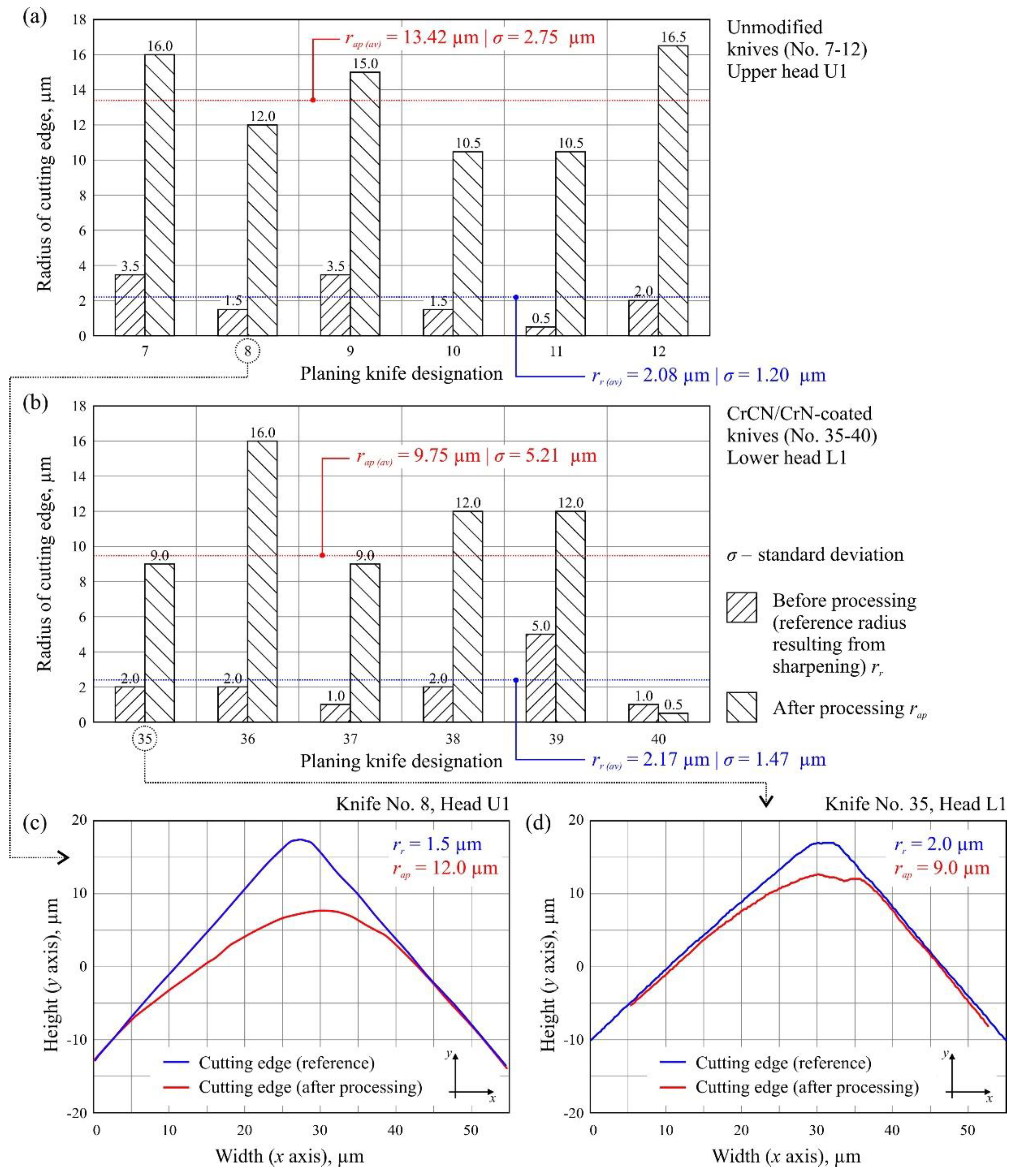
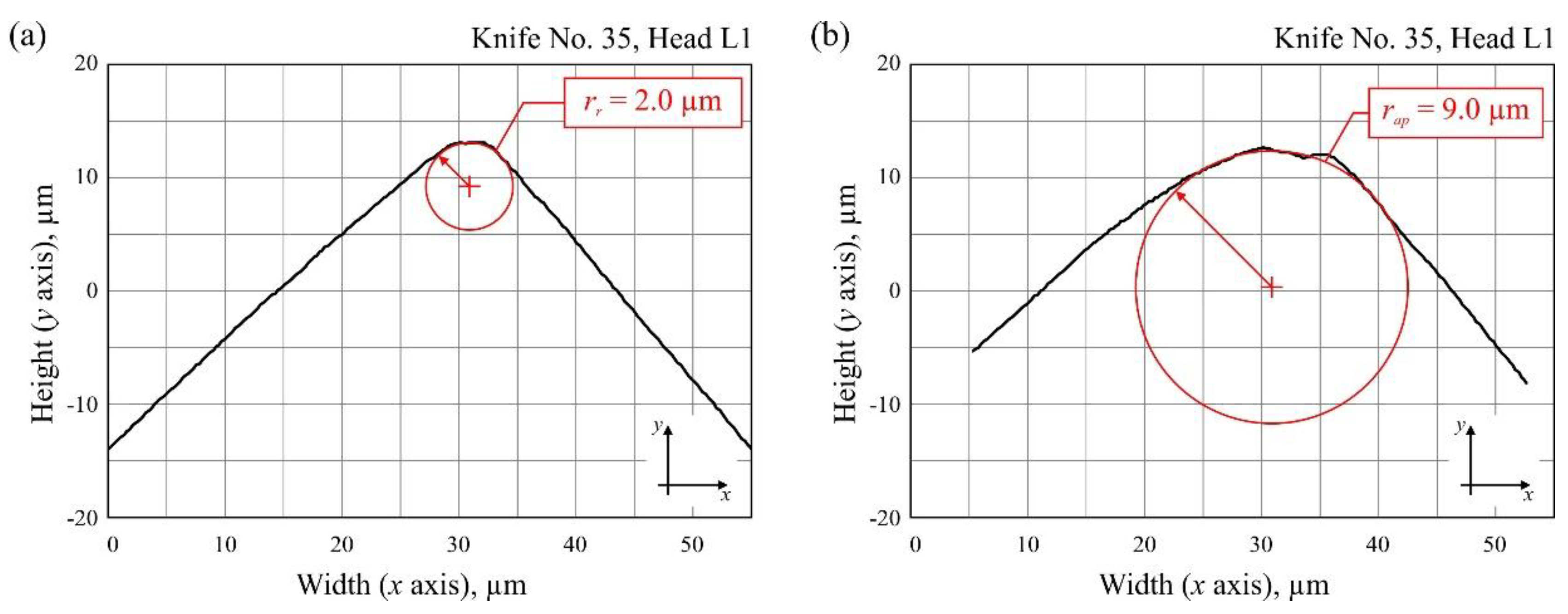
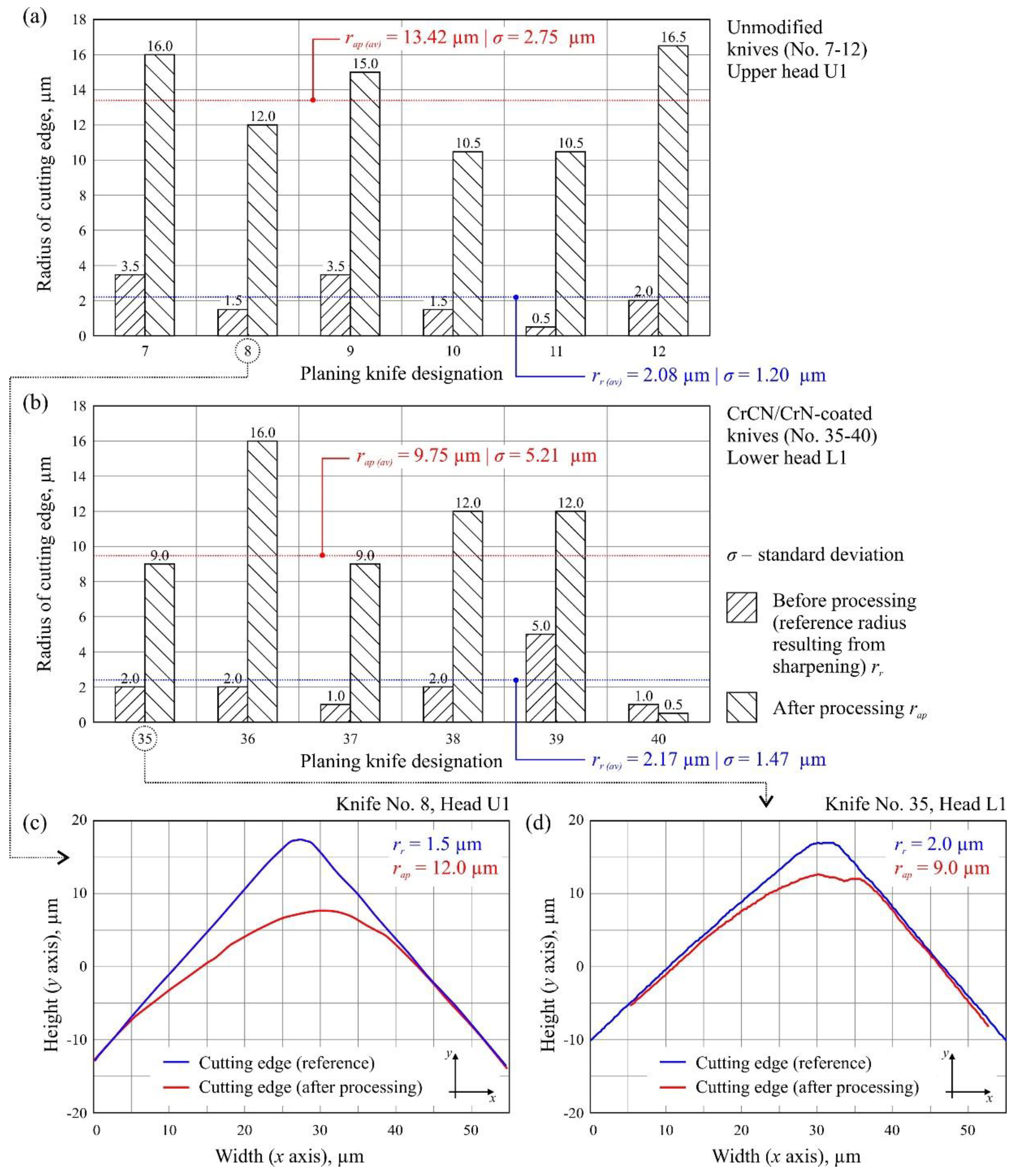
4.2. Radius of Cutting Edge
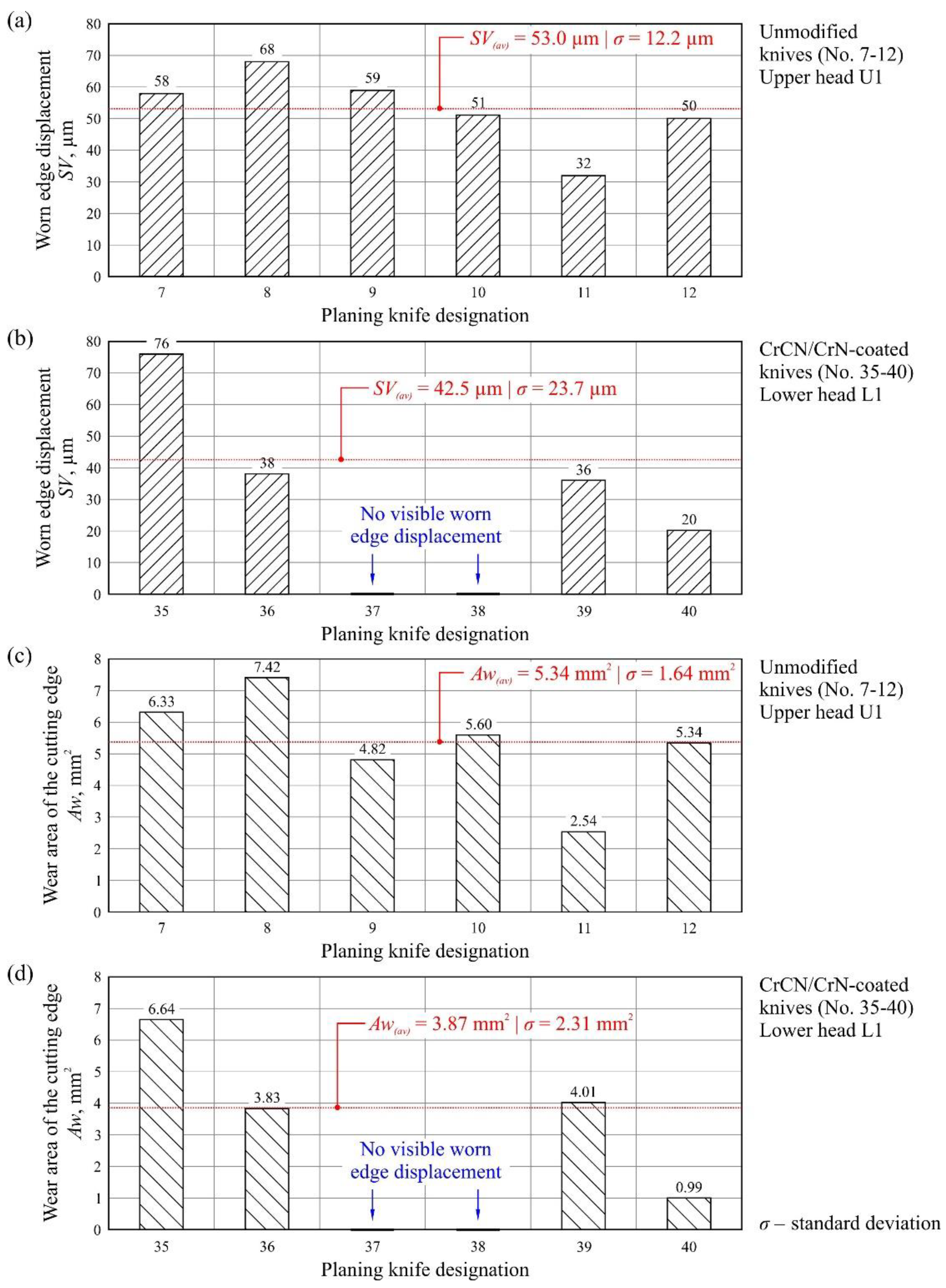
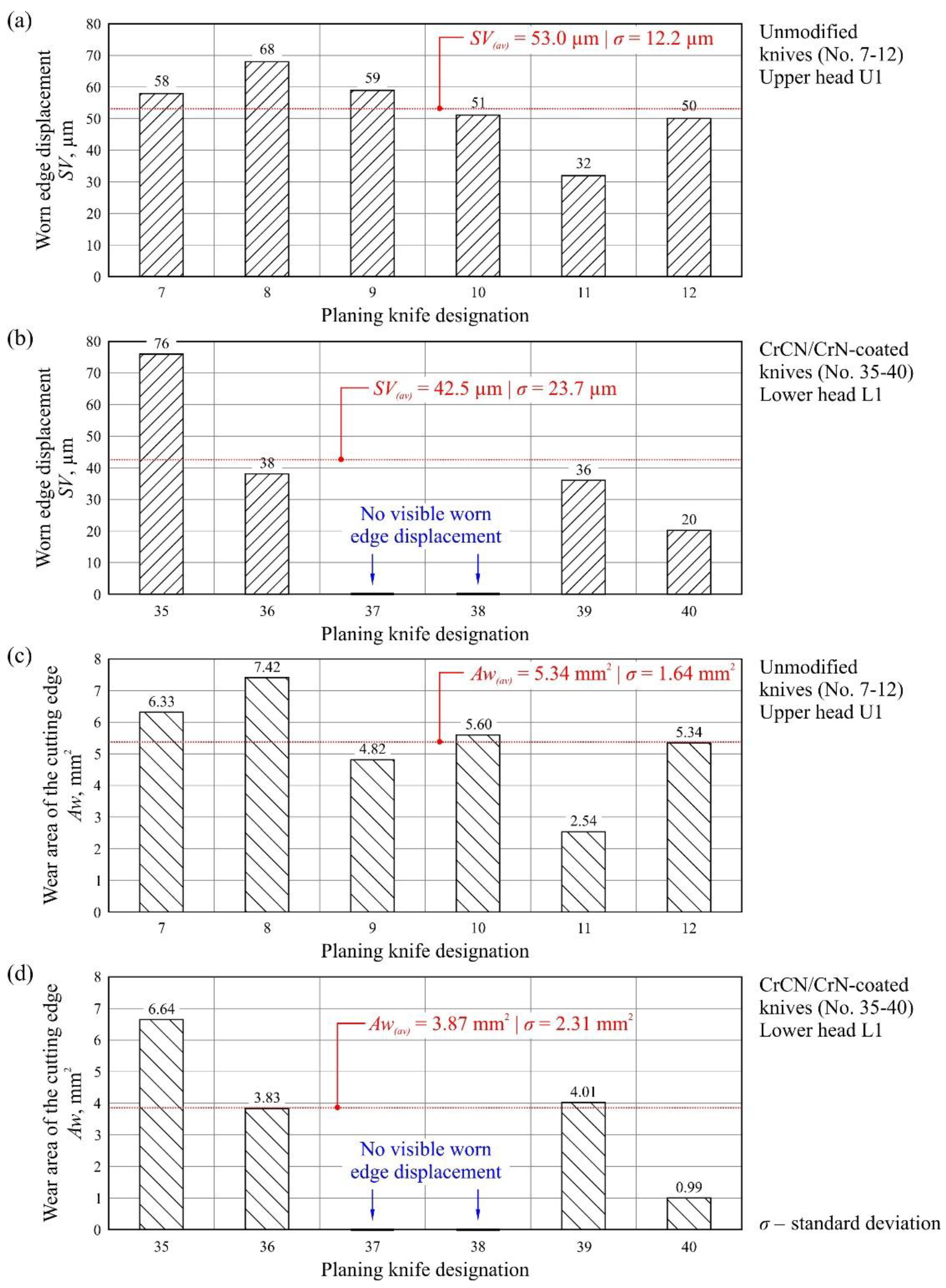
4.3. Area of Worn Edge Displacement
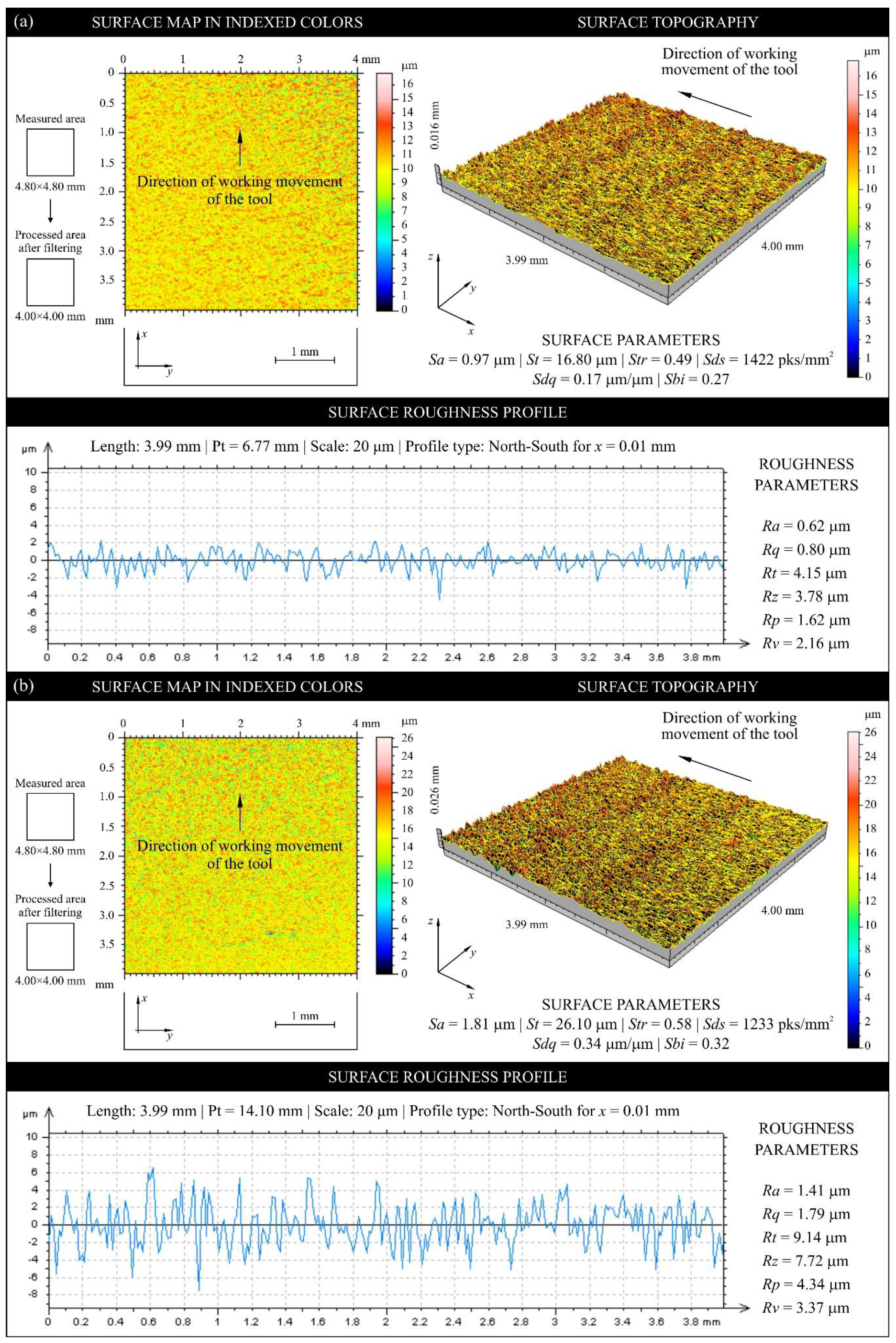
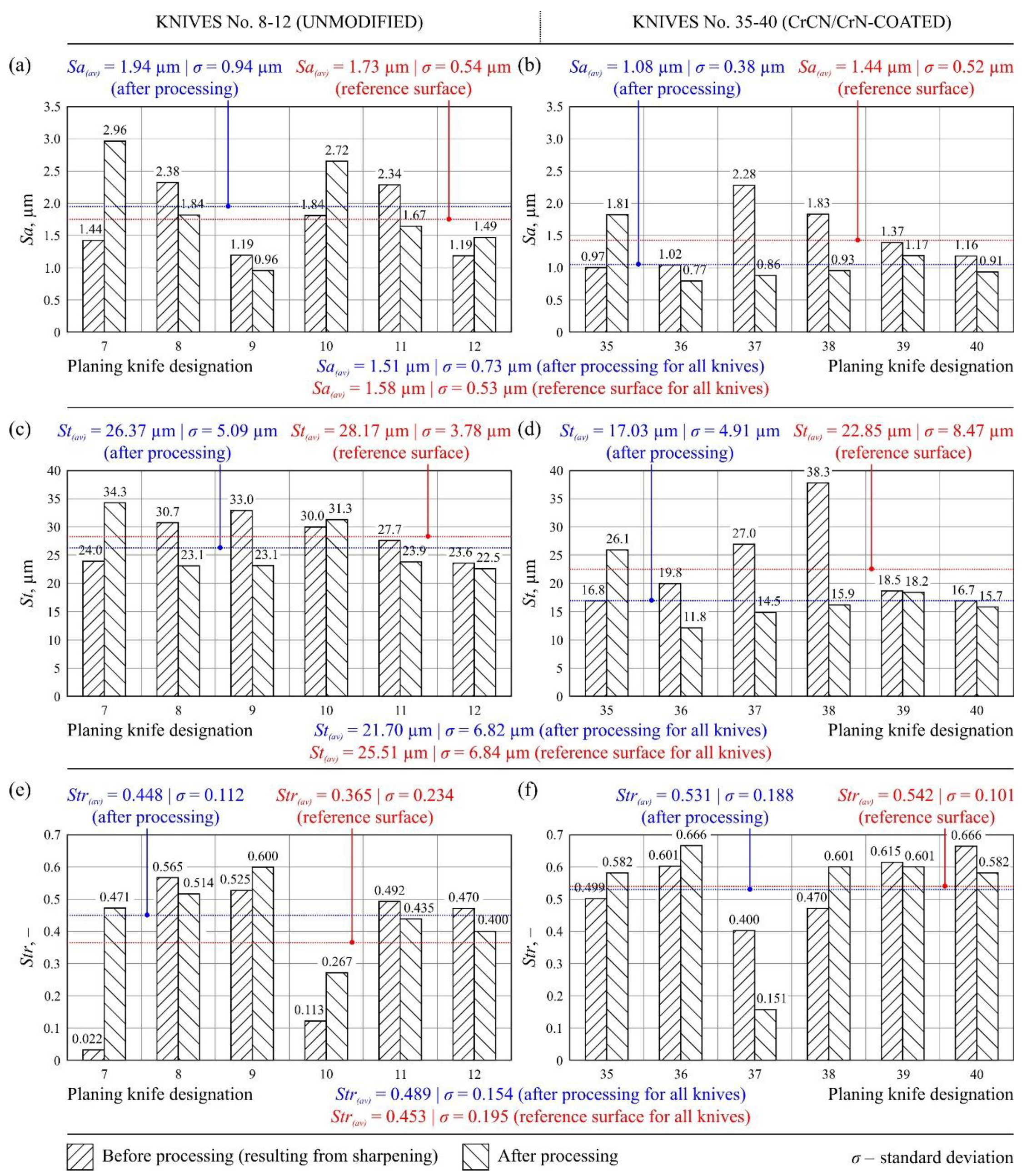
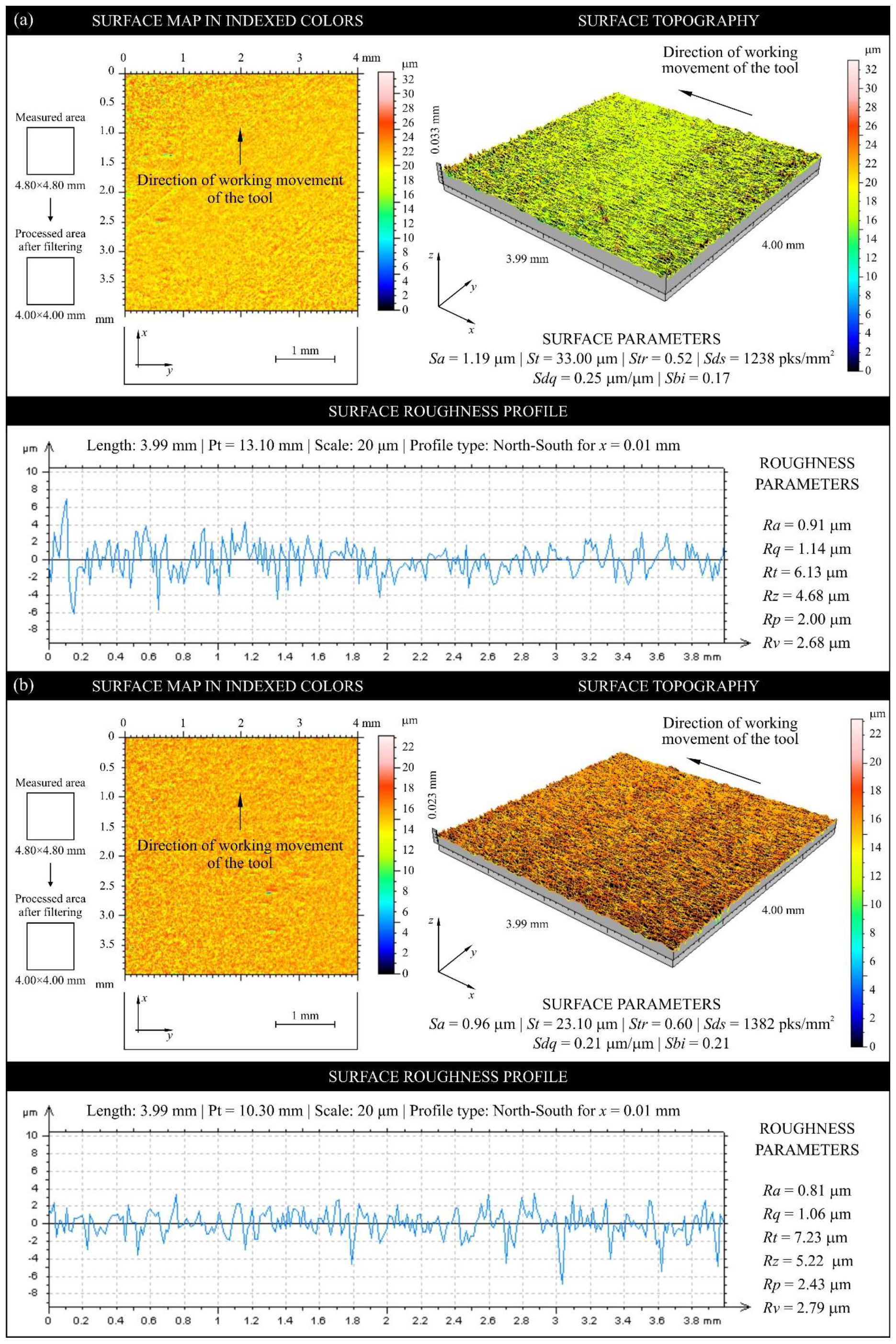
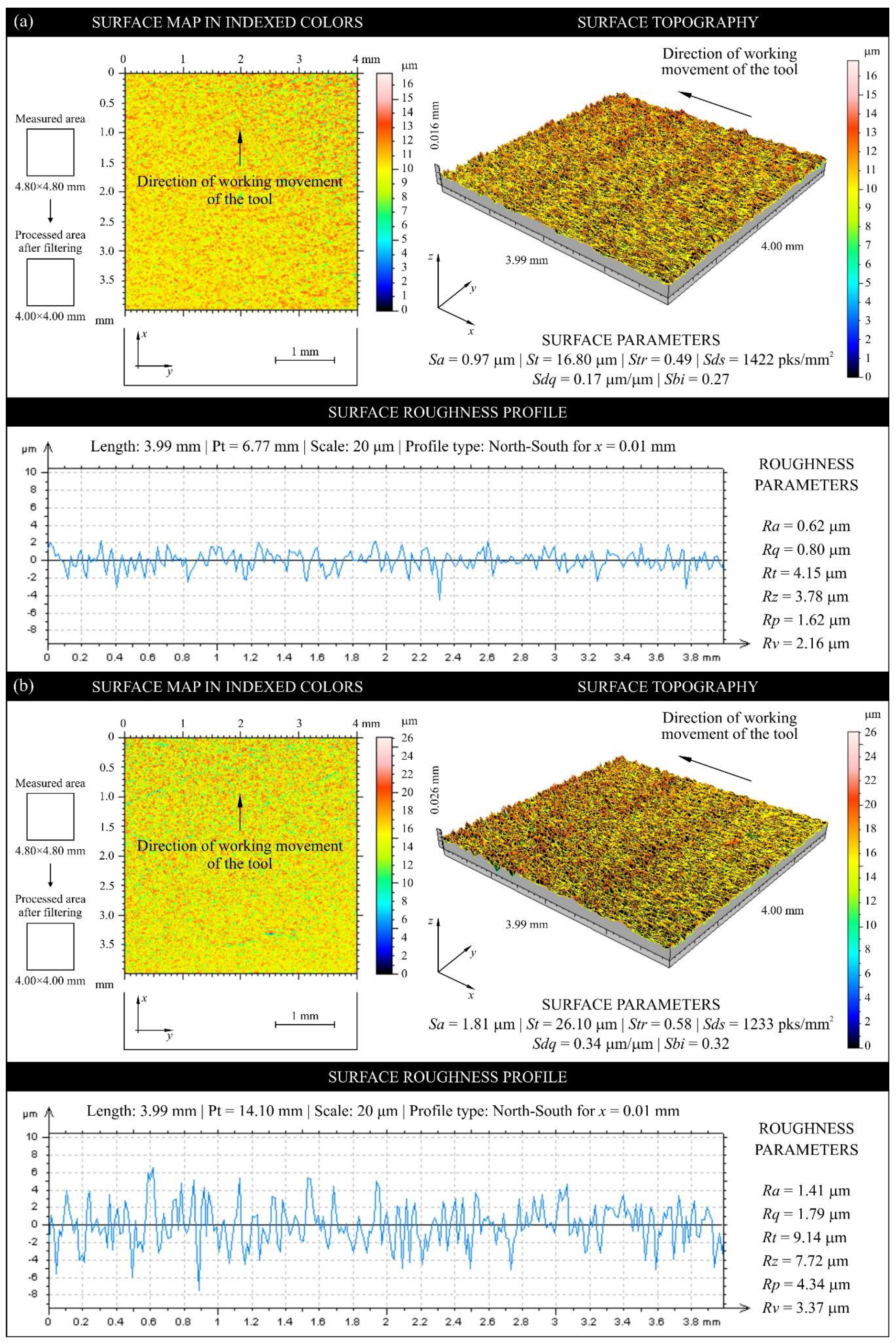
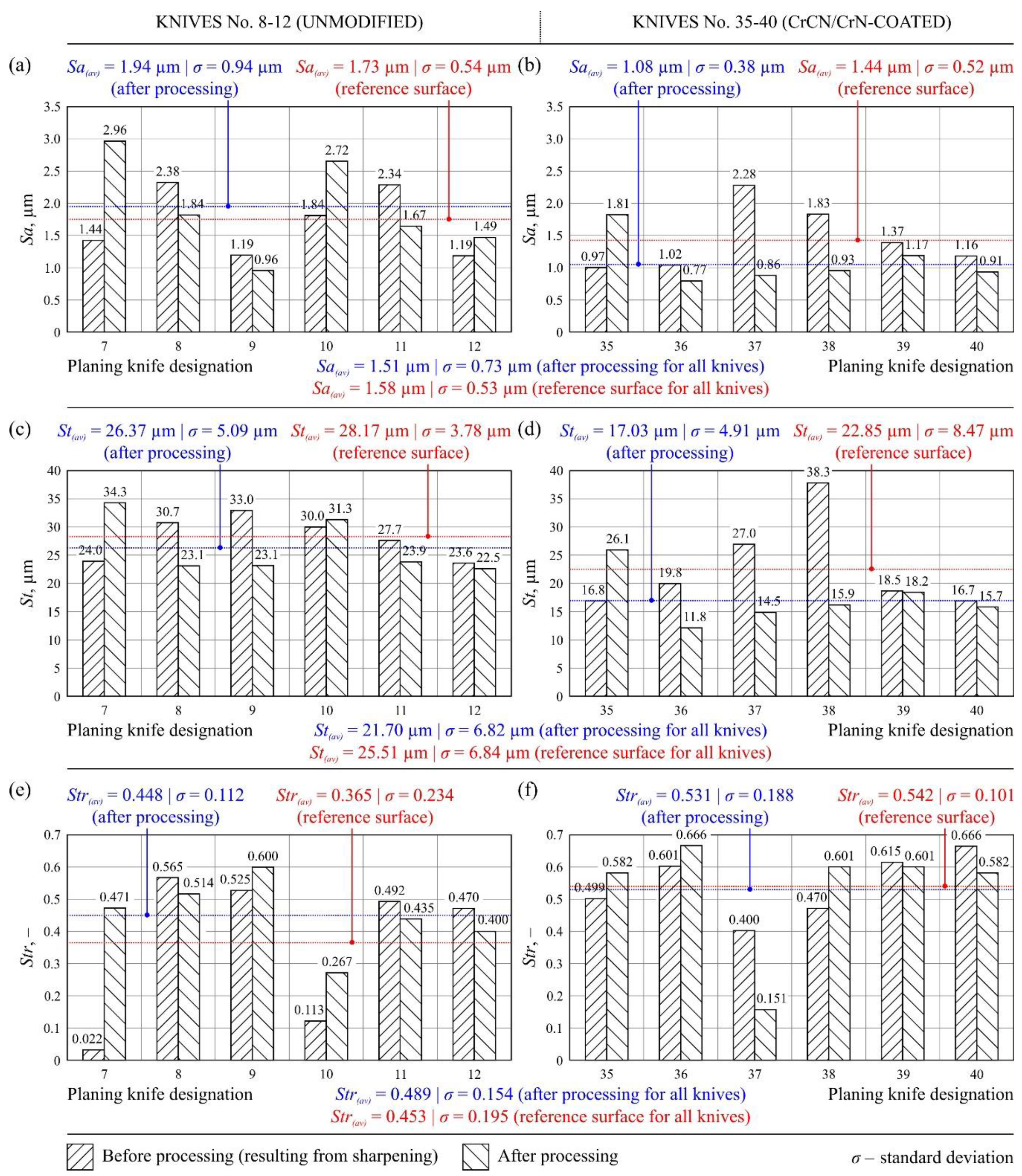
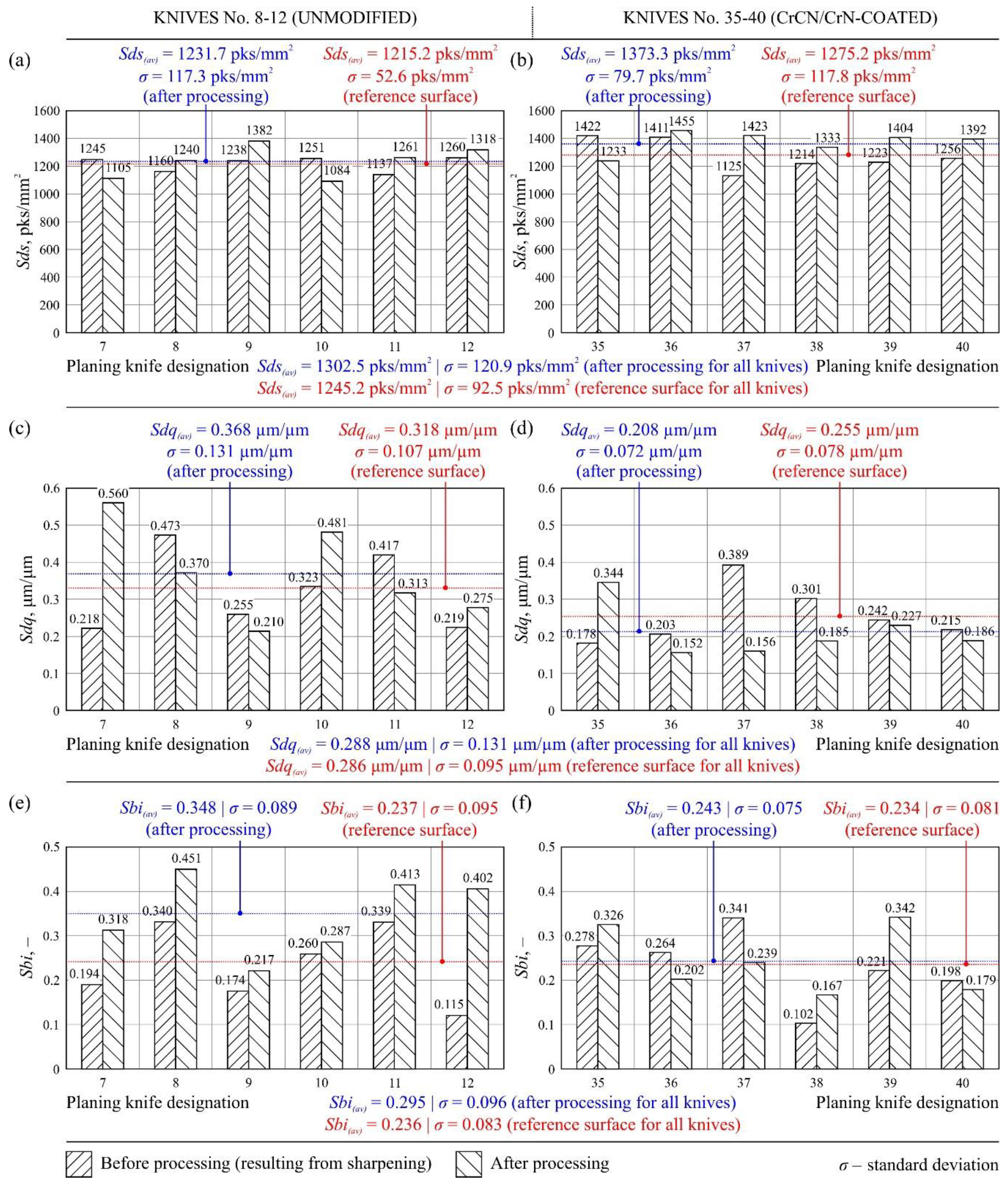
4.4. Texture of the Rake Face of Knives
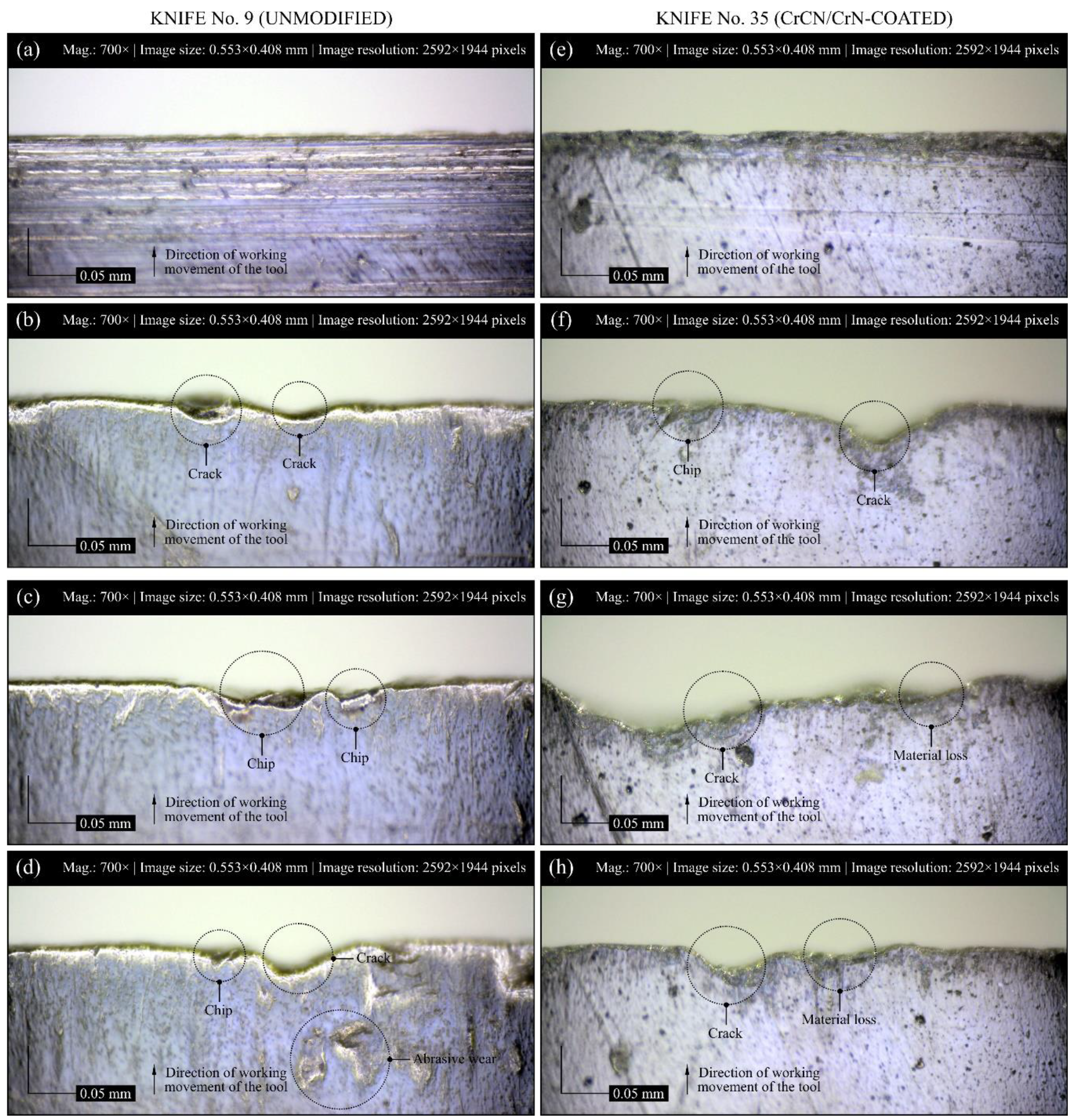
4.5. Microscopic Observation and Visual Analysis of the Cutting Edge Condition
4.6. Summary of Test Results
5. Conclusions
- Comparison of the volume of material removed by a set of heads with modified industrial planer knives and heads equipped only with unmodified knives indicated an increase in durability of up to 142% when using CrCN/CrN-coated tools.
- Analysis of the results obtained by measuring the radius of the cutting edge in and out of the work area showed significant variation, evaluated in relation to the reference radius and the radius measured after the operation of the blade in the planing process. The difference in the radii was much higher for unmodified industrial planer knives (ranging from 7× to 21×) than the CrCN/CrN-coated knives (ranging from 2× to 9×).
- Comparison of the average value of the cutting edge radius after processing for modified (rap (av) = 9.75 µm) and unmodified industrial planer knives (rap (av) = 13.42 µm) indicated beneficial effect of CrCN/CrN coating.
- Analysis of the results obtained during measurements of the area of worn edge indicated significant dispersion of the depth of edge displacement (SV) as well as the wear area (Aw). These might have resulted from issues such as inaccuracies in blade positioning on the planing head as well as varying degrees of deformation after removal caused by relaxation of stresses introduced into the tool structure as a result of the heat generated during the planing process.
- Smaller values of edge displacement (SV) as well as wear area (Aw) were observed on the cutter head mounted with CrCN/CrN-coated knives (SV(av) was about 21% smaller and Aw(av) was about 28% smaller) than in the case of unmodified knives.
- Analysis of the results obtained during the parametric evaluation of the texture of the rake face of industrial planer knives allowed us to conclude that this assessment did not significantly differ for unmodified and CrCN/CrN-coated blades.
- For all analyzed surfaces of the rake faces of industrial planer knives, it was concluded that the basic parameters of their surface texture, especially Sa and St, were clearly decreasing in the zone after work. This was a result of abrasive wear as it smoothed the vertices of the rake face, which had formed an uneven shape during the knife manufacturing process.
- Measurements of the surface texture also allowed us to conclude that the process of PVD coating (in the case of modified knife blades) did not significantly affect the roughness of the rake face.
- Microscopic observations of industrial planer knife blades (unmodified and CrCN/CrN-coated) after work made it possible to determine the usual occurrence of several different forms of wear at the same time (abrasive wear, breakage, crushing), characterized by different sizes and distributions on the analyzed surface. For CrCN/CrN-coated industrial planer knife surfaces, a relatively less intensification of wear was observed, which correlated with lower values of optically measured surface texture parameters.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| AMR | automatic magnification reading |
| CMOS | complementary metal-oxide semiconductor |
| CrCN | chrome carbon nitride |
| CrN | chromium nitride |
| CVD | chemical vapor deposition |
| FLC | flexible LED control |
| FOV | field of view (mm) |
| HSS | high-speed steel |
| LED | light-emitting diode |
| PVD | physical vapor deposition |
| M | modified industrial planer knives |
| ta-C | tetrahedral carbon |
| TiAlN | titanium aluminum nitride |
| TiBON | titanium boron oxide nitride |
| TiCN | titanium carbon nitride |
| TiN | titanium nitride |
| TiSiN | titanium silicon nitride |
| UM | unmodified industrial planer knives |
| ZrN | zirconium nitride |
| rap | radius of the cutting edge (after processing) (μm) |
| rr | radius of the cutting edge (reference) (μm) |
| Aγ | rake face of the industrial planer knife |
| Aw | wear area of the cutting edge (mm2) |
| Mw | machining width (mm) |
| Sa | arithmetic mean deviation of the surface (μm) |
| Sbi | surface bearing index |
| Sdq | root-mean-square slope of the surface (μm·μm−1) |
| Sds | density of summits of the surface (pks/mm2) |
| St | total height of the surface (μm) |
| Str | texture aspect ratio of the surface |
| SV | worn edge displacement (μm) |
| VBα | nose width (μm) |
| VBR | rake face wear (μm) |
| σ | standard deviation |
References
- Hansen, E.; Panwar, R.; Vlosky, R. The Global Forest Sector: Changes, Practices and Prospects; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Blennow, K.; Niklasson, M. Sustainable Forestry in Southern Sweden: The SUFOR Research Project, 1st ed.; CRC Press: Boca Raton, FL, USA, 2006. [Google Scholar]
- Lele, U.; Viana, V.; Verissimo, A.; Vosti, S.; Perkins, K.; Husain, S.A. Brazil - Forests in the Balance: Challenges of Conservation with Development; The World Bank: Washington, DC, USA, 2010. [Google Scholar]
- Walker, J.C. Primary Wood Processing: Principles and Practice; Springer: Dordrecht, The Netherlands, 2006. [Google Scholar]
- Csanády, E.; Magoss, E. Tool Wear. In Mechanics of Wood Machining; Springer: Berlin, Germany, 2013. [Google Scholar]
- Spinelli, R.; Glushkov, S.; Markov, I. Managing chipper knife wear to increase chip quality and reduce chipping cost. Biomass-Bioenergy 2014, 62, 117–122. [Google Scholar] [CrossRef]
- Ghosh, S.C.; Heidari, M.; Hernández, R.E.; Blais, C. Patterns of Knife Edge Recession in an Industrial Chipper-Canter. For. Prod. J. 2015, 65, 358–364. [Google Scholar] [CrossRef]
- Fahrussiam, F.; Praja, I.A.; Darmawan, W.; Wahyudi, I.; Nandika, D.; Usuki, H.; Koseki, S. Wear characteristics of multilayer-coated cutting tools in milling wood and wood-based composites. Tribol. Ind. 2016, 38, 66–73. [Google Scholar]
- Twardowski, P.; Legutko, S.; Krolczyk, G.M.; Hloch, S. Investigation of wear and tool life of coated carbide and cubic boron nitride cutting tools in high speed milling. Adv. Mech. Eng. 2015, 7. [Google Scholar] [CrossRef] [Green Version]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Królczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Measurement 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Nouveau, C.; Jorand, E.; Decès-Petit, C.; Labidi, C.; Djouadi, M.-A. Influence of carbide substrates on tribological properties of chromium and chromium nitride coatings: Application to wood machining. Wear 2005, 258, 157–165. [Google Scholar] [CrossRef]
- Soury, E.; Behravesh, A.H.; Esfahani, E.R.; Zolfaghari, A. Design, optimization and manufacturing of wood–plastic composite pallet. Mater. Des. 2009, 30, 4183–4191. [Google Scholar] [CrossRef]
- Kong, Y.; Tian, X.; Gong, C.; Chu, P.K. Enhancement of toughness and wear resistance by CrN/CrCN multilayered coatings for wood processing. Surf. Coat. Technol. 2018, 344, 204–213. [Google Scholar] [CrossRef]
- Chayeuski, V.; Zhylinski, V.; Cernashejus, O.; Višniakov, N.; Mikalauskas, G. Structural and Mechanical Properties of the ZrC/Ni-Nanodiamond Coating Synthesized by the PVD and Electroplating Processes for the Cutting Knifes. J. Mater. Eng. Perform. 2018, 28, 1278–1285. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y.; Morita, T. Tool coatings for wood machining: Problems and prospects. For. Prod. J. 2002, 52, 43–51. [Google Scholar]
- Ratajski, J.; Gulbiński, W.; Staśkiewicz, J.; Walkowicz, J.; Myśliński, P.; Czyżniewski, A.; Suszko, T.; Gilewicz, A.; Warcholiński, B. Hard coatings for woodworking tools – a review. Manuf. Eng. 2009, 3I7, 668–674. [Google Scholar]
- Busuladzic, I.; Horman, I.; Hajdarevic, S.; Katalinic, B. Prediction of Wear of Woodworking Tools Depending of the Chip Thickness by Boundary Element Method Simulation. DAAAM Proc. 2017, 1, 372–378. [Google Scholar] [CrossRef]
- Chekour, L.; Nouveau, C.; Chala, A.; Djouadi, M.-A. Duplex treatment of 32CrMoV13 steel by ionic nitriding and triode sputtering: Application to wood machining. Wear 2003, 255, 1438–1443. [Google Scholar] [CrossRef]
- Faga, M.G.; Settineri, L. Innovative anti-wear coatings on cutting tools for wood machining. Surf. Coat. Technol. 2006, 201, 3002–3007. [Google Scholar] [CrossRef]
- Gilewicz, A.; Warcholinski, B.; Myslinski, P.; Szymański, W. Anti-wear multilayer coatings based on chromium nitride for wood machining tools. Wear 2010, 270, 32–38. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A.; Ratajski, J. Cr2N/CrN multilayer coatings for wood machining tools. Tribol. Int. 2011, 44, 1076–1082. [Google Scholar] [CrossRef]
- Szymański, W.; Gilewicz, A.; Pinkowski, G.; Beer, P. Durability of blades covered by multilayer anti-wear coatings during wood milling. Annals WULS–SGGW. For. Wood Technol. 2009, 69, 353–357. [Google Scholar]
- Gilewicz, A.; Warcholinski, B.; Szymański, W.; Grimm, W. CrCN/CrN+ta-C multilayer coating for applications in wood processing. Tribol. Int. 2013, 57, 1–7. [Google Scholar] [CrossRef]
- Krella, A.; Czyzniewski, A.; Gilewicz, A.; Krupa, A. Cavitation erosion of CrN/CrCN multilayer coating. Wear 2017, 386, 80–89. [Google Scholar] [CrossRef]
- Warcholinski, B.; Gilewicz, A. Multilayer coatings on tools for woodworking. Wear 2011, 271, 2812–2820. [Google Scholar] [CrossRef]
- Kuleshov, A.; Uglov, V.; Rusalsky, D.; Grishkevich, A.A.; Chayeuski, V.V.; Haranin, V.N. Effect of ZrN and Mo-N coatings and sulfacyanization on wear of wood-cutting knives. J. Frict. Wear 2014, 35, 201–209. [Google Scholar] [CrossRef]
- Siow, P.C.; Ghani, J.A.; Ghazali, M.; Talib, R.; Selamat, M.A.; Haron, C.H.C. Characterization of TiCN and TiCN/ZrN coatings for cutting tool application. Ceram. Int. 2013, 39, 1293–1298. [Google Scholar] [CrossRef]
- Kapłonek, W.; Ungureanu, N.; Nadolny, K. Shaping the surface texture of the ring-type test samples used for evaluation of the surface roughness by ARS method based on imaging and analysis of the scattered light. Int. J. Precis. Technol. 2016, 6, 101. [Google Scholar] [CrossRef]
- Kapłonek, W.; Ungureanu, M.; Nadolny, K.; Sutowski, P. Stylus profilometry in surface roughness measurements of the vertical conical mixing unit used in a food industry. J. Mech. Eng. 2018, 47, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Guo, D.M.; Kang, R.K.; Jin, Z.J.; Qin, N. Novel Measurement Technique on 3D Surface Topography of Polishing Pad. Adv. Mater. Res. 2008, 53, 265–272. [Google Scholar] [CrossRef]
- Elmas, S.; Islam, N.; Jackson, M.; Parkin, R. Analysis of profile measurement techniques employed to surfaces planed by an active machining system. Measurement 2011, 44, 365–377. [Google Scholar] [CrossRef]
- Kapłonek, W.; Sutowska, M.; Ungureanu, M.; Çetinkaya, K. Optical profilometer with confocal chromatic sensor for high-accuracy 3D measurements of the uncirculated and circulated coins. J. Mech. Energy Eng. 2018, 2, 181–192. [Google Scholar] [CrossRef] [Green Version]
- International Organization for Standardization. Geometrical Product Specification (GPS) – Surface Texture: Areal – Part 2: Terms, Definitions and Surface Texture Parameters; ISO 25178-2:2012; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]
- Stout, K.J. The Development of Methods for the Characterization of Roughness in Three Dimensions; EUR 15178 EN (Final Report); BCR: Brussels, Belgium, 1993. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating(s) | Layer | References | |
|---|---|---|---|
| Single | Multi | ||
| CrN | + | Chekour et al. [19], Faga and Settineri [20], Gilewicz et al. [21], Kong et al. [14] | |
| Cr2N/CrN | + | Warcholiński et al. [22] | |
| CrCN/CrN | + | Kong et al. [14], Szymański et al. [23], Gilewicz et al. [24], Krela et al. [25], Warcholiński and Gilewicz [26] | |
| CrCN/CrN + ta-C | + | Gilewicz et al. [24] | |
| ZrN, Mo + Mo2N | + | + | Kuleshov et al. [27] |
| TiCN/TiCN + ZrN | + | Siow et al. [28] | |
| TiAlN, TiAlN/TiN | + | + | Fahrussiam et al. [8], Warcholiński and Gilewicz [26] |
| TiAlN/TiSiN | + | Fahrussiam et al. [8] | |
| TiAlN/TiBON | + | Fahrussiam et al. [8] | |
| Set No. | Cutter Head | M 1) | UM 2) | Designation of Planer Knives |
|---|---|---|---|---|
| 1 | U1 and U2 (upper head) | – | Yes | Initially equipped with knives No. 7–12 (U1), and after they had worn out, replaced with another set of knives No. 13–18 (U2) |
| L1 (lower head) | Yes | – | No. 35–40 |
| Group | Parameter | Unit | Description | Importance | IOP | CMS |
|---|---|---|---|---|---|---|
| Amplitude 1 | Sa | μm | Arithmetic mean deviation of the surface | Essential | Yes | Yes |
| St | μm | Total height of the surface | Essential | Yes | Yes | |
| Spatial 1 | Str | – | Texture aspect ratio of the surface | Essential | Yes | Yes |
| Sds | pks/mm2 | Density of summits of the surface | Additional | – | – | |
| Hybrid 1 | Sdq | μm/μm | Root-mean-square slope of the surface | Additional | – | No |
| Functional 1 | Sbi | – | Surface bearing index | Additional | No | No |
| Set No. | Cutter Head | Planer Knife Designation | Form of the Wear | |||
|---|---|---|---|---|---|---|
| Initial Lapping | Abrasive Wear | Crack | Chip | |||
| 1 | U1 (Upper head) unmodified knives | 7 | ++ | ++ | ++ | |
| 8 | + | ++ | ++ | ++ | ||
| 9 | +++ | ++ | ++ | |||
| 10 | ++ | ++ | + | |||
| 11 | ++ | + | + | |||
| 12 | ++ | + | + | + | ||
| L1 (Lower head) CrCN/CrN-coated knives | 35 | + | ++ | |||
| 36 | + | ++ | ||||
| 37 | + | +++ | ||||
| 38 | + | |||||
| 39 | ++ | ++ | ++ | |||
| 40 | + | + | + | |||
| Knife Type | Unmodified | CrCN/CrN-Coated | |
|---|---|---|---|
| Number of running meters processed | 17,438.4 | 24,818.4 | |
| Percentage increase in knife life | 100% | 142% | |
| Average radius of cutting edge before processing rr (av) | 2.08 µm σ = 1.20 µm | 2.17 µm σ = 1.47 µm | |
| Average radius of cutting edge after processing rap (av) | 13.42 µm σ = 2.75 µm | 9.75 µm σ = 5.21 µm | |
| Average worn edge displacement SV(av) | 53.0 µm σ = 12.2 µm | 42.5 µm σ = 23.7 µm | |
| Average area of worn edge displacement Aw(av) | 5.34 mm2 σ = 1.64 mm2 | 3.87 mm2 σ = 2.31 mm2 | |
| Texture parameters of the rake face of knives after processing | Sa(av) | 1.94 µm σ = 0.76 µm | 1.08 µm σ = 0.38 µm |
| St(av) | 26.37 µm σ = 5.09 µm | 17.03 µm σ = 4.91 µm | |
| Str(av) | 0.448 σ = 0.112 | 0.531 σ = 0.188 | |
| Sds(av) | 1231.7 pks/mm2 σ = 117.3 pks/mm2 | 1373.3 pks/mm2 σ = 79.7 pks/mm2 | |
| Sdq(av) | 0.368 μm/μm σ = 0.131 μm/μm | 0.208 μm/μm σ = 0.72 μm/μm | |
| Sbi(av) | 0.348 σ = 0.089 | 0.243 σ = 0.075 | |
| Forms of wear | Initial lapping, abrasive wear, crack, chip | Abrasive wear, crack, chip | |
| Wear intensity | Moderate (++) and high (+++) | Slight (+) and moderate (++) | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nadolny, K.; Kapłonek, W.; Sutowska, M.; Sutowski, P.; Myśliński, P.; Gilewicz, A. Experimental Studies on Durability of PVD-Based CrCN/CrN-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process. Materials 2020, 13, 2398. https://doi.org/10.3390/ma13102398
Nadolny K, Kapłonek W, Sutowska M, Sutowski P, Myśliński P, Gilewicz A. Experimental Studies on Durability of PVD-Based CrCN/CrN-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process. Materials. 2020; 13(10):2398. https://doi.org/10.3390/ma13102398
Chicago/Turabian StyleNadolny, Krzysztof, Wojciech Kapłonek, Marzena Sutowska, Paweł Sutowski, Piotr Myśliński, and Adam Gilewicz. 2020. "Experimental Studies on Durability of PVD-Based CrCN/CrN-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process" Materials 13, no. 10: 2398. https://doi.org/10.3390/ma13102398
APA StyleNadolny, K., Kapłonek, W., Sutowska, M., Sutowski, P., Myśliński, P., & Gilewicz, A. (2020). Experimental Studies on Durability of PVD-Based CrCN/CrN-Coated Cutting Blade of Planer Knives Used in the Pine Wood Planing Process. Materials, 13(10), 2398. https://doi.org/10.3390/ma13102398