Experimental Assessment of Time-Limited Operation and Rectification of a Bridge Crane

 , , ,
, , ,
Abstract
:1. Introduction
Factors Determining Fatigue Damage
- elements with unforeseen inconsistencies in their cross-sectional parts or connecting and joining elements with consequent undesired stress redistribution;
- elements with extra-jaw or off-axis loads associated with the formation of additional stresses;
- components or complete equipment for which the actual nature of the load or use is different from that prescribed;
- locations with sudden (step-like) cross-sectional changes;
- sites with a small transition radius;
- undersized elements with asymmetrical construction;
- attachment points of secondary elements to main elements at stress concentration points;
- combinations of two or more elements, arranged in parallel to each other, with extremely different levels of stiffness (combinations of a rigid and a flexible path);
- fatigue elements that are undersized but not functionally backed up;
- elements operating at maximum load during each duty cycle;
- elements or locations within them with high residual stresses arising from their manufacture or introduced after their mutual assembly [17];
- elements with extremely long overlaps and a large ratio of length to diameter [18];
- sheets with an abnormally small bending radius;
- reinforced elements, especially sheets, without relief cut-outs;
- connection points with an inappropriate combination of connecting elements, e.g., a combination of rivets and screws;
- eccentrically loaded mounting eyes, or eyes subjected to a high axial load in combination with a high compression load;
- threaded bolts (instead of rolled bolts) and preloaded bolts without the introduction of permanent pre-load;
- places of poor quality, or poor-quality tensile weld;
- elements of small thickness when joined by a butt weld;
- elements not protected against surface or contact corrosion;
- elements with a superheated surface due to high-speed grinding;
- incorrectly plated elements which subsequently undergo possible hydrogen brittleness or stress corrosion and the associated process of corrosion fatigue;
- non-interconnected elements between which there is wear-related play;
- elements which have undergone major deformations due to prolonged high temperatures;
- elements neglected with respect to regular or extraordinary inspection and maintenance.
2. Main Starting Points for Determination of Structural Life
3. Analysed Object and Problem Solved
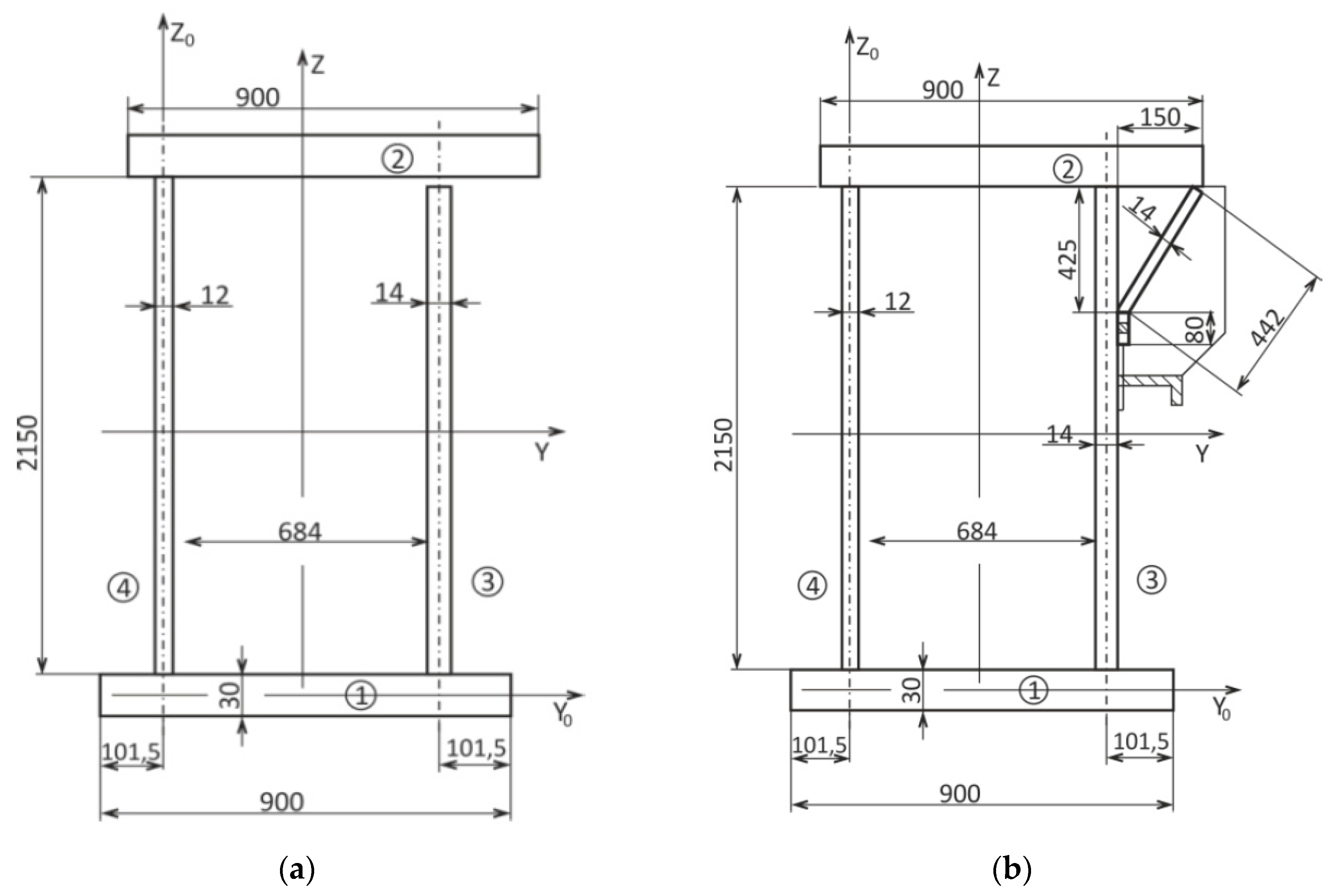
4. Main Beam Rectification for Restricted Operation Mode
- its own weight;
- the actual load on the hook;
- jamming;
- the effects of inertia during run up and braking.
- shear force in the z-direction, ;
- bending moment to the y-axis, ;
- bending moment to the z-axis,
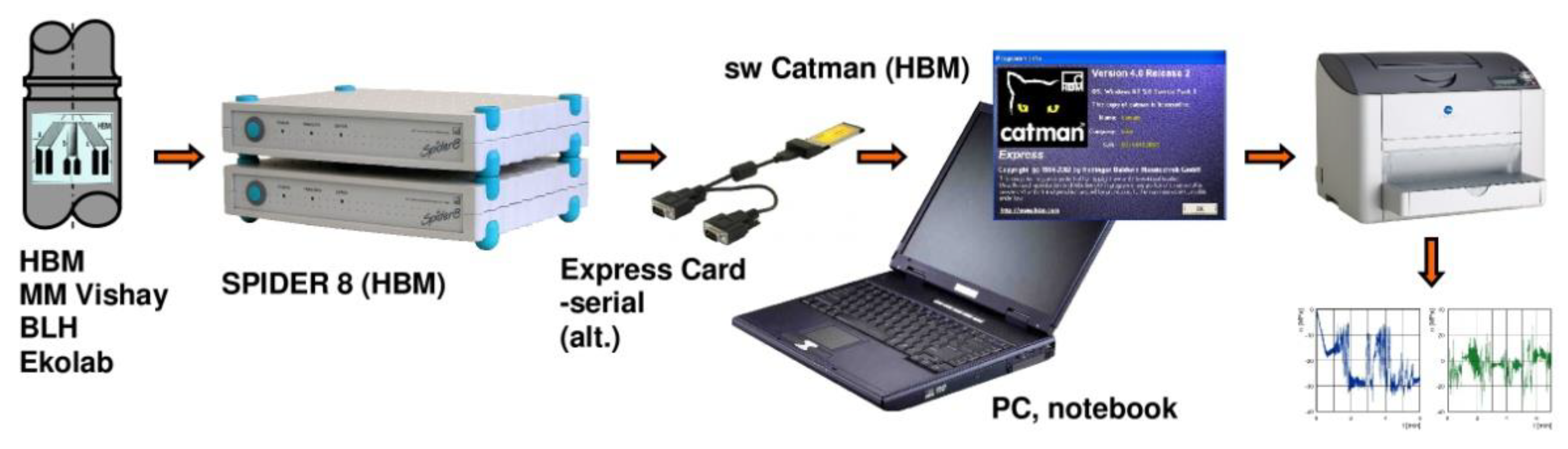
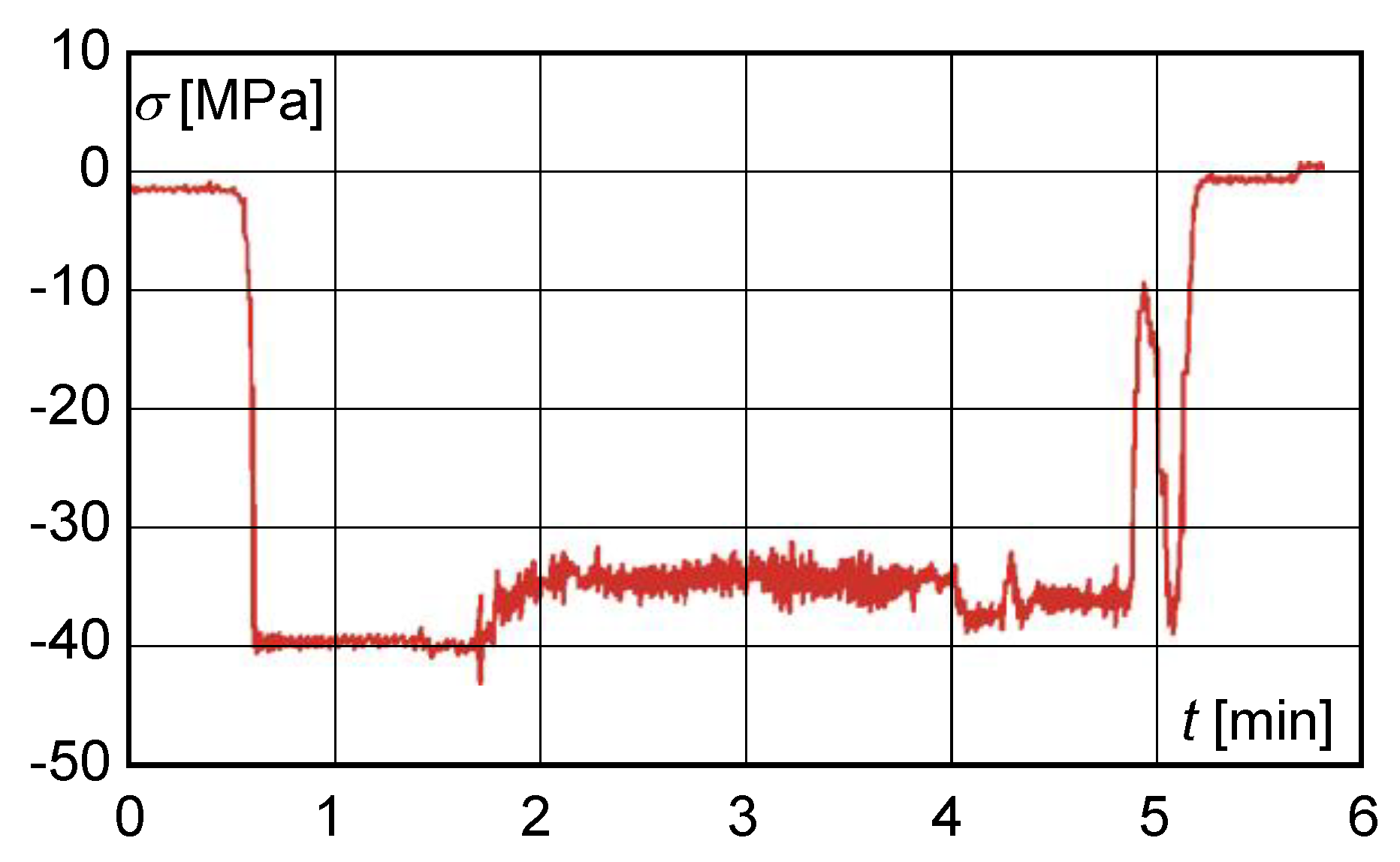
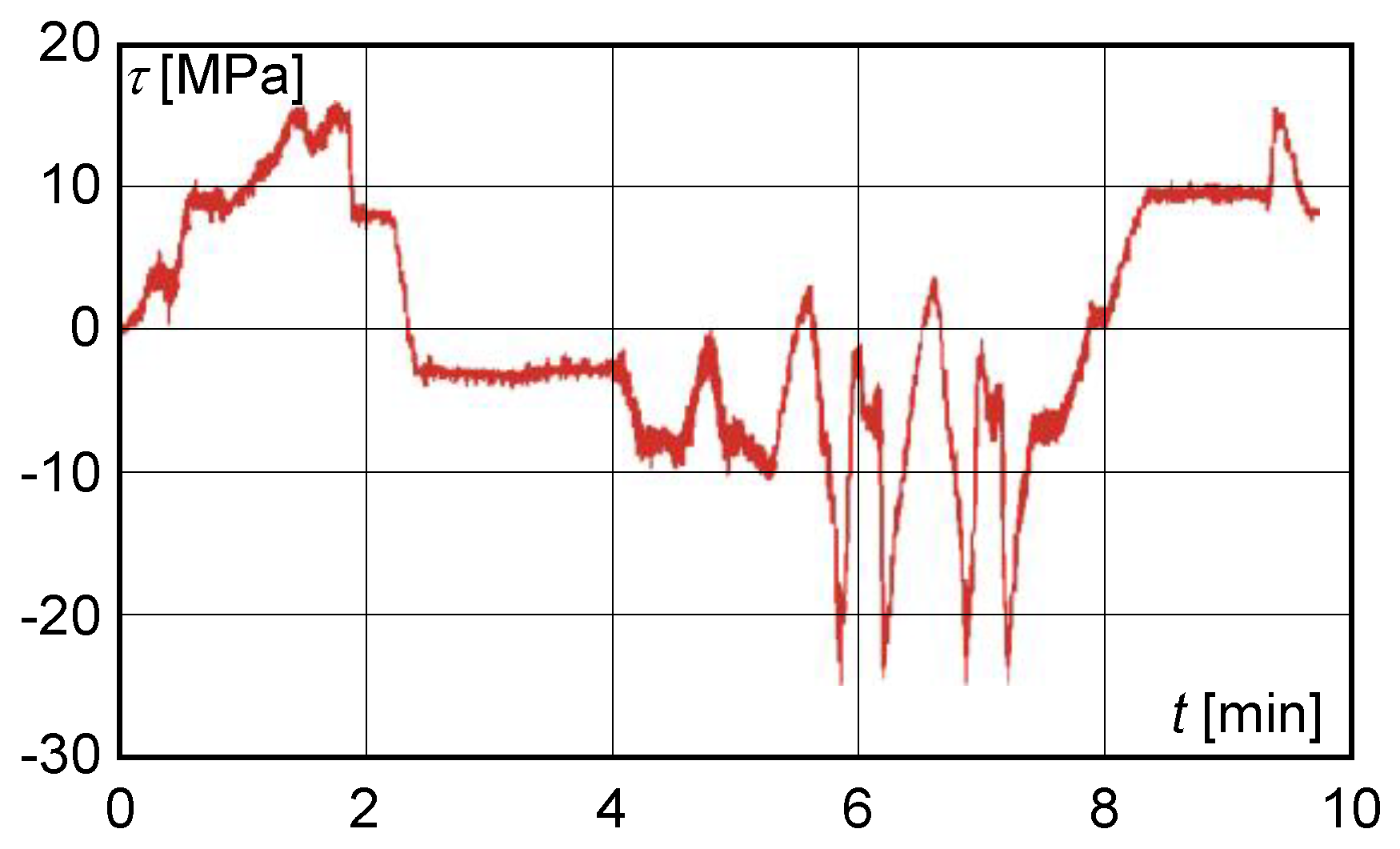
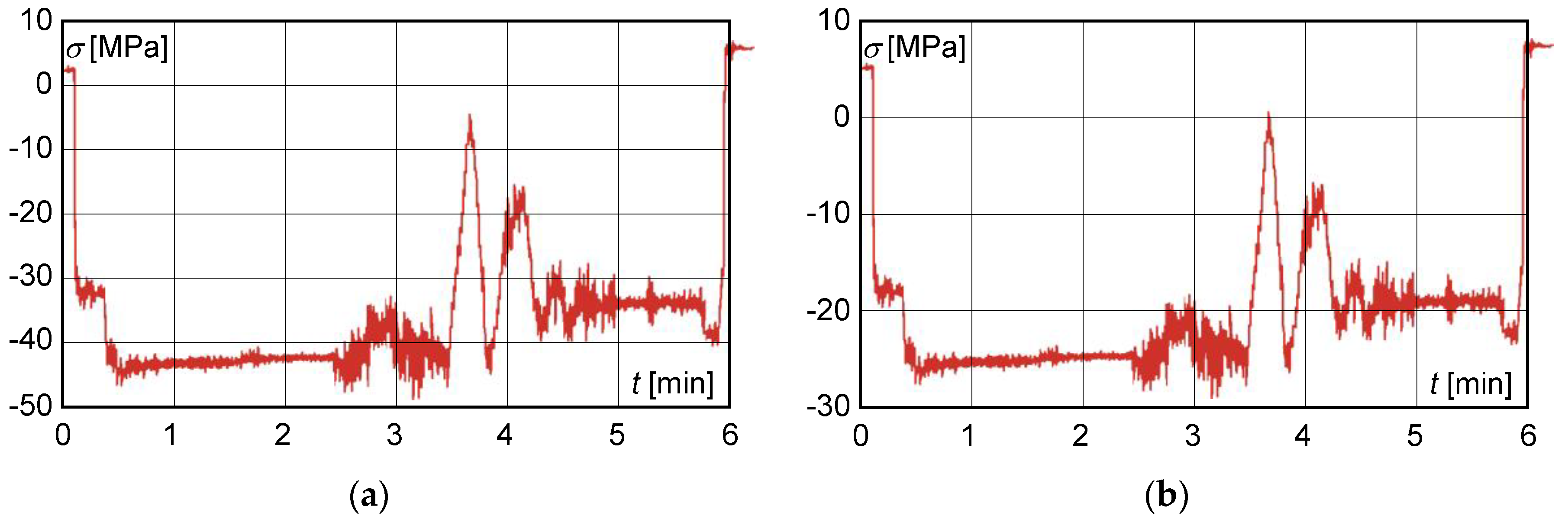
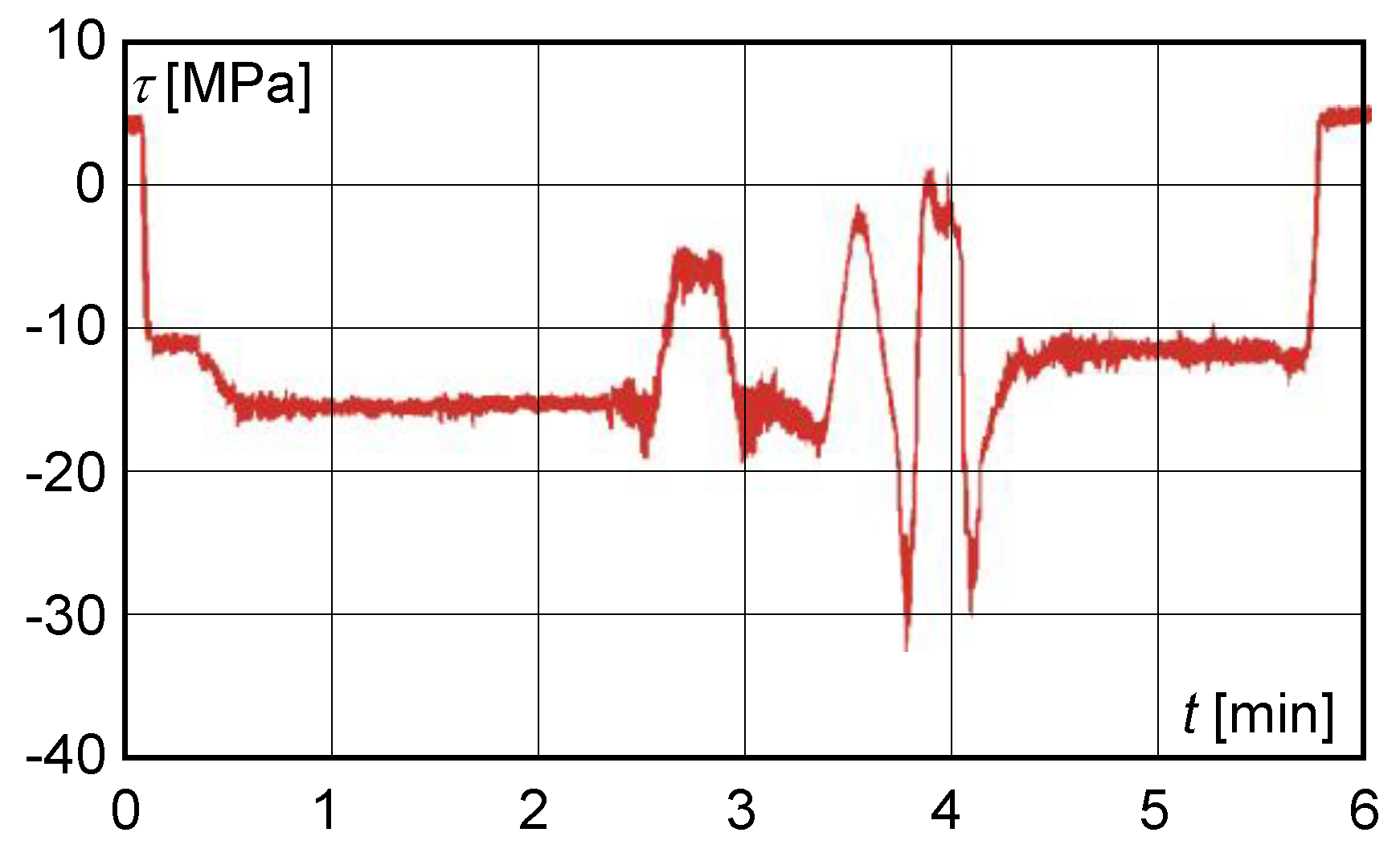
5. Assessment of Structural State Based on Experimental Measurements
- mode 1—movement of the trolley from the centre of the main beam to the extreme positions of the beam and return to the centre;
- mode 2—trolley approximately in the centre of the main beam, loading of the lift, travel of the trolley to the front and rear cross members, return of the trolley to the starting position, lowering of the load;
- mode 3—trolley approximately in the centre of the main beam, loading of the lift, travel to the bridge, return to the starting position, travel to the front and rear cross members, return to the starting position, lowering of the load.
- the resulting normal stress, determined experimentally by calculation, did not exceed 110 MPa;
- on the basis of experimental measurements, the calculated dynamic lift factor had reached the value of 1.059 and did not exceed the permissible value;
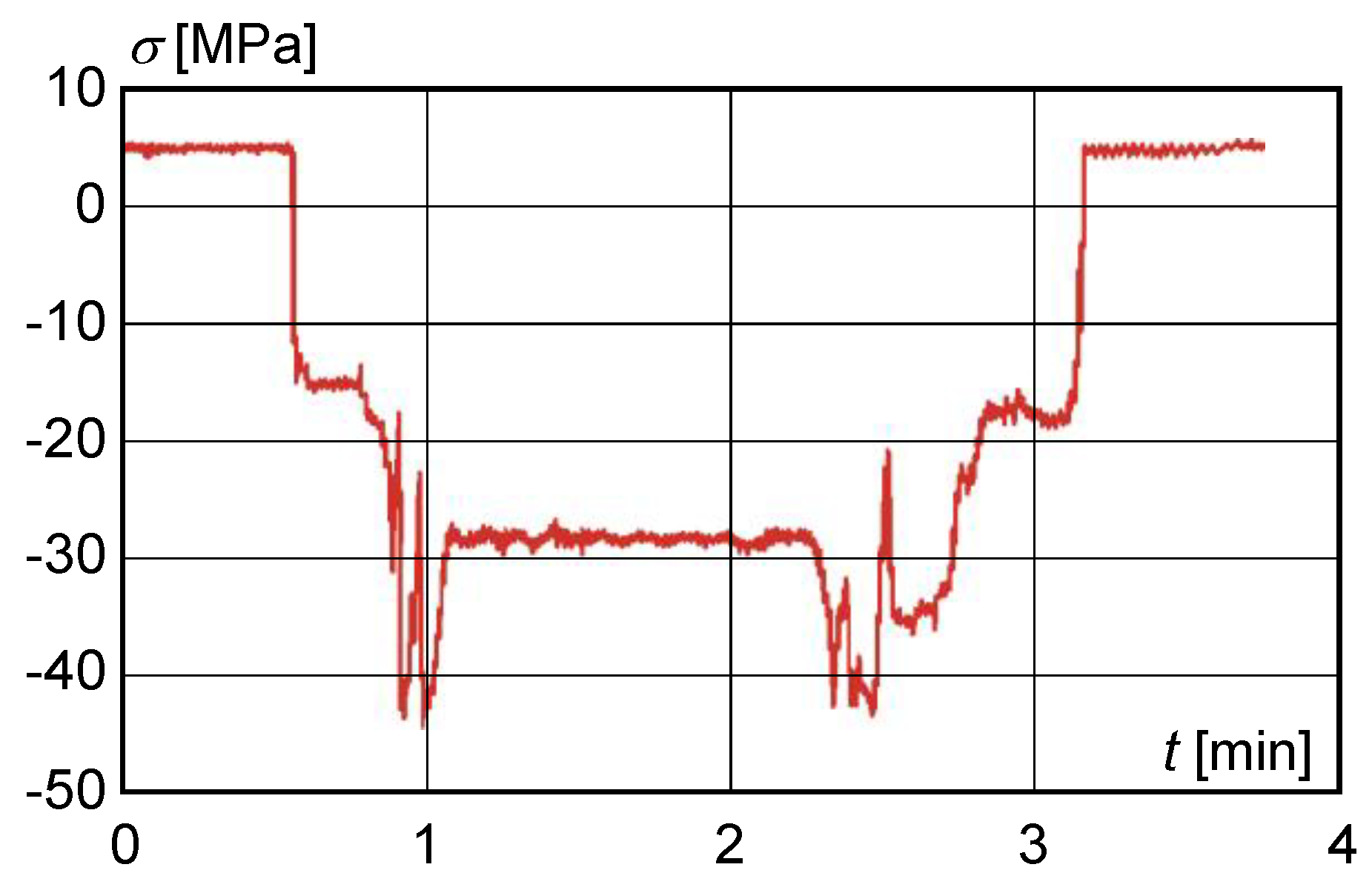
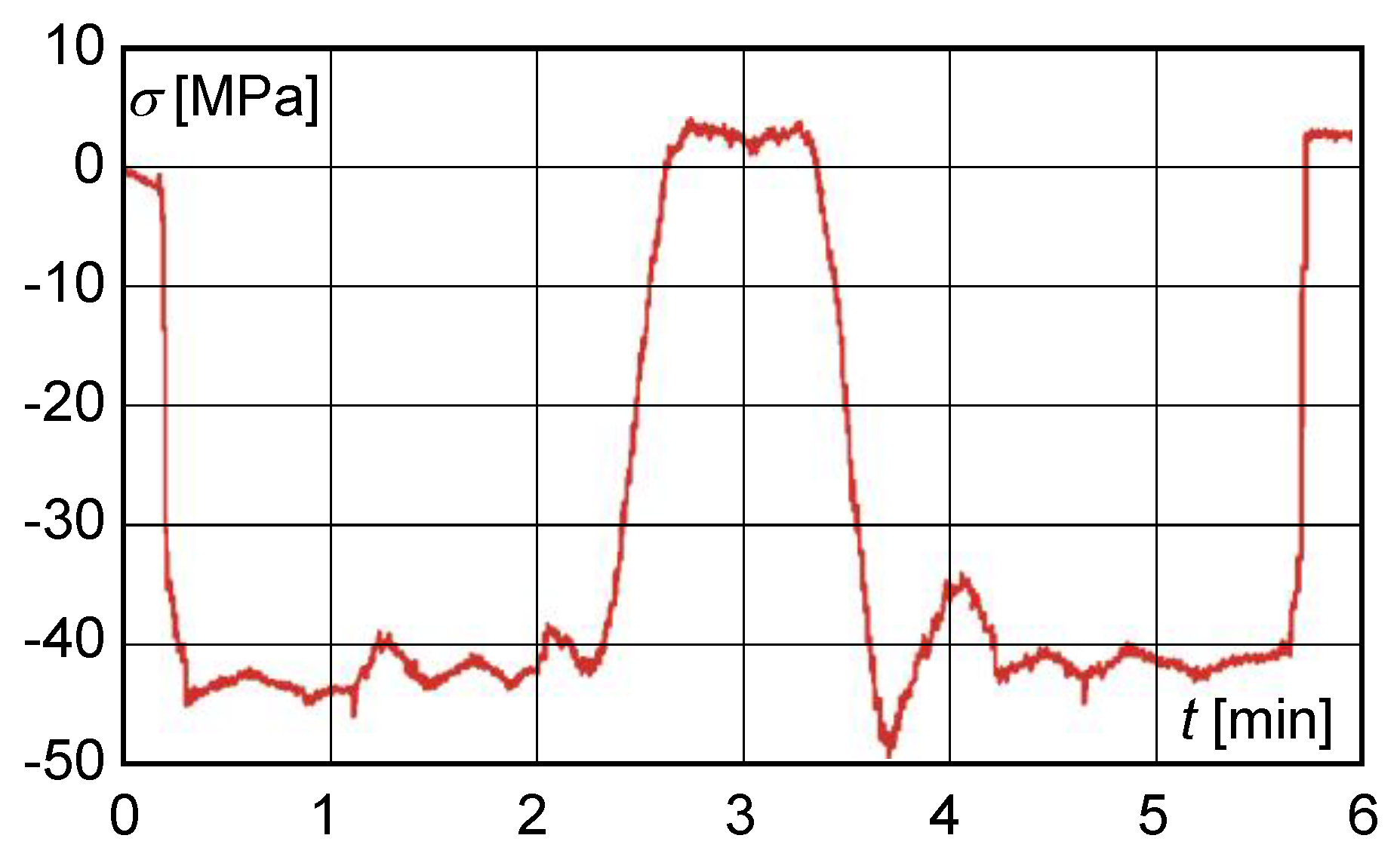
- the maximum shear stress value obtained from the measured deformation values at S1 with a load of 200,000 kg did not exceed 40 MPa (Figure 8).
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kopnov, V.A. Fatigue life prediction of the metalwork of a travelling gantry crane. Eng. Fail. Anal. 1999, 6, 131–141. [Google Scholar] [CrossRef]
- Qi, K.; Wang, W. Safety assessment and fatigue life analysis of aged crane structures. In Proceedings of the 13th International Conference on Fracture, Beijing, China, 16–21 June 2013. [Google Scholar]
- Rettenmeier, P.; Roos, E.; Weihe, S.; Schuler, X. Assessment of mixed mode crack propagation of crane runway girders subjected to cyclic loading. Eng. Fract. Mech. 2016, 153, 11–24. [Google Scholar] [CrossRef]
- Rettenmeier, P.; Roos, E.; Weihe, S. Fatigue analysis of multiaxially loaded crane runway structures including welding residual stress effects. Int. J. Fatigue 2016, 82, 179–187. [Google Scholar] [CrossRef]
- Euler, M.; Kuhlmann, U. Crane runways—Fatigue evaluation of crane rail welds using local concepts. Int. J. Fatigue 2011, 33, 1118–1126. [Google Scholar] [CrossRef]
- Černecký, J.; Božek, P.; Pivarčiová, E. A new system for measuring the deflection of the beam with the support of digital holographic interferometry. J. Electr. Eng. 2015, 66, 53–56. [Google Scholar] [CrossRef] [Green Version]
- Ostertag, O.; Sivák, P. Degradation Processes and Fatigue Life Prediction; Technical University of Košice: Košice, Slovakia, 2010; p. 225. ISBN 978-80-553-0486-1. (In Slovak) [Google Scholar]
- Bomas, H.; Mayr, P. Crack density and fatigue lifetime of metals under variable amplitude loading. In Advances in Fatigue Lifetime Predictive Techniques, 2nd ed.; ASTM International: West Conshohocken, PA, USA, 1993. [Google Scholar]
- Kopas, P.; Sága, M.; Handrik, M.; Vaško, M.; Jakubovičová, L. Fatigue characteristics of welded high strength steel in the low cycle region of loading. In Proceedings of the XXIII Polish-Slovak Scientific Conference on Machine Modelling and Simulations (MMS 2018), Rydzyna, Poland, 4–7 September 2018. [Google Scholar]
- Darisuren, S.; Park, J.H.; Pyun, Y.S.; Amanov, A. A Study on the Improvement of the Fatigue Life of Bearings by Ultrasonic Nanocrystal Surface Modification Technology. Metals 2019, 9, 1114. [Google Scholar] [CrossRef] [Green Version]
- Hensel, J.; Eslami, H.; Nitschke-Pagel, T.; Dilger, K. Fatigue strength enhancement of butt welds by means of shot peening and clean blasting. Metals 2019, 9, 744. [Google Scholar] [CrossRef] [Green Version]
- Sága, M.; Kopas, P.; Uhríčík, M. Modeling and Experimental Analysis of the Aluminium Alloy Fatigue Damage in the case of Bending–Torsion Loading. Procedia Eng. 2012, 48, 599–606. [Google Scholar] [CrossRef] [Green Version]
- Papacz, W.; Tertel, E.; Frankovský, P.; Kurylo, P. Analysis of the fatigue life of composite leaf springs. In Applied Mechanics and Materials; Trans Tech Publications: Bäch SZ, Switzerland, 2014; Volume 611, pp. 346–351. [Google Scholar]
- Delyová, I.; Trebuňa, F.; Sivák, P. Estimation of Residual Life and Proposed Adjustments for Extending the Life of an Overhead Travelling Crane. Am. J. Mech. Eng. 2016, 4, 293–296. [Google Scholar]
- Peterka, J. A new approach to calculating the arithmetical mean deviation of a profile during copy milling. Stroj. Vestn. J. Mech. Eng. 2004, 50, 594–597. [Google Scholar]
- Beno, M.; Zvoncan, M.; Kovac, M.; Peterka, J. Circular interpolation and positioning accuracy deviation measurement on five axis machine tools with different structures. Teh. Vjesn. Tech. Gaz. 2013, 20, 479–484. [Google Scholar]
- Vaclav, S.; Peterka, J.; Pokorny, P. Objective method for assembly. In Proceedings of the Annals of DAAAM for 2007 Inter. DAAAM Symp.: Intelligent Manufacturing & Automation: Focus on Creativity, Responsibility, and Ethics of Engineering, Zadar, Croatia, 24–27 October 2007; pp. 797–798. [Google Scholar]
- Sentyakov, K.; Peterka, J.; Smirnov, V.; Bozek, P.; Sviatskii, V. Modeling of boring mandrel working proces with vibration damper. Materials 2020, 13, 1931. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, T.W.; Lee, J.S.; Kim, Y.C.; Joo, Y.C.; Kim, B.J. Bending Strain and Bending Fatigue Lifetime of Flexible Metal Electrodes on Polymer Substrates. Materials 2019, 12, 2490. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ye, X.W.; Ni, Y.Q.; Wong, K.Y.; Ko, J.M. Statistical analysis of stress spectra for fatigue life assessment of steel bridges with structural health monitoring data. Eng. Struct. 2012, 45, 166–176. [Google Scholar] [CrossRef]
- Zhang, Y.H.; Maddox, S.J. Fatigue life prediction for toe ground welded joints. Int. J. Fatigue 2009, 31, 1124–1136. [Google Scholar] [CrossRef]
- James, M.N.; Hughes, D.J.; Chen, Z.; Lombard, H.; Hattingh, D.G.; Asquith, D.; Webster, P.J. Residual stresses and fatigue performance. Eng. Fail. Anal. 2007, 14, 384–395. [Google Scholar] [CrossRef] [Green Version]
- Yeom, H.; Choi, B.; Seol, T.; Lee, M.; Jeon, Y. Very high cycle fatigue of butt-welded high-strength steel plate. Metals 2017, 7, 103. [Google Scholar] [CrossRef] [Green Version]
- Rojas, J.I.; Daniel, C. Onset Frequency of Fatigue Effects in Pure Aluminum and 7075 (AlZnMg) and 2024 (AlCuMg). Metals 2016, 6, 50. [Google Scholar] [CrossRef] [Green Version]
- Shrama, K. Fatigue of Welded High Strength Steels for Automotive Chassis and Suspension Applications. Ph.D. Thesis, Cardiff University, Cardiff, UK, 2016. [Google Scholar]
- Bathias, C.; Paris, P.C. Gigacycle Fatigue in Mechanical Practice; Marcel Dekker: New York, NY, USA, 2005; pp. 9–50. [Google Scholar]
- Seon, S.W.; Yi, W.; Park, H.D.; Hwang, Y.T. Characteristics of welds of pure titanium plate using ultrasonic attenuation. J. Korean Soc. Nondestruct. Test. 2013, 33, 205–211. [Google Scholar] [CrossRef]
- Mikado, H.; Ishihara, S.; Oguma, N.; Kawamura, S. On the short surface fatigue crack growth behavior in a fine-grained wc-co cemented carbide. Metals 2017, 7, 254. [Google Scholar] [CrossRef] [Green Version]
- Li, C.; Li, S.; Duan, F.; Wang, Y.; Zhang, Y.; He, D.; Wang, W. Statistical analysis and fatigue life estimations for quenched and tempered steel at different tempering temperatures. Metals 2017, 7, 312. [Google Scholar] [CrossRef] [Green Version]
- Pivarčiová, E.; Božek, P. Industrial production surety factor increasing by a system of fingerprint verification. In Proceedings of the 2014 International Conference on Information Science, Electronics and Electrical Engineering, Sapporo, Japan, 26–28 April 2014; pp. 493–497. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Description | Symbol and Unit | Before Modification of the Cross-Section | After Modification of the Cross-Section |
|---|---|---|---|
| Cross-section surface | 109.90 × 103 | 117.70 × 103 | |
| Cross-section module at the bend towards the y-axis | 77.56 × 106 | 86.14 × 106 | |
| Cross-section module at the bend towards the z-axis | 21.82 × 106 | 24.88 × 106 | |
| Area enclosed by the centre line | 1519.46 × 103 | 1556.59 × 103 | |
| Main quadratic moment | 85,700.00 × 106 | 90,680.00 × 106 | |
| 10,430.00 × 106 | 11,360.00 × 106 |
| Load Coefficient | Dynamic Coefficient | ||
|---|---|---|---|
| From its own weight | Travelling | ||
| From the load | Lifting | ||
| From forces of inertia | For the main lift (200 t) | ||
| From the path crossing | For the auxiliary lift (50 t) | ||
| Heading | (kN) | (kNm) | (kNm) | (MPa) | (MPa) | (MPa) |
|---|---|---|---|---|---|---|
| In the centre of the beam span without crossing | 1184.00 | 10,357.80 | 245.16 | 14.10 | 130.10 | 132.40 |
| At the point of joining the beam to the crossbeam without crossing | 2261.80 | 6141.00 | 205.40 | 26.90 | 79.54 | 92.2 |
| In the centre of the beam span with crossing | 963.50 | 8571.80 | 196.20 | 11.50 | 107.40 | 109.2 |
| At the point of joining the beam to the crossbeam with crossing | 1930.70 | 5034.70 | 499.20 | 22.90 | 78.50 | 88 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frankovský, P.; Delyová, I.; Sivák, P.; Kurylo, P.; Pivarčiová, E.; Neumann, V. Experimental Assessment of Time-Limited Operation and Rectification of a Bridge Crane. Materials 2020, 13, 2708. https://doi.org/10.3390/ma13122708
Frankovský P, Delyová I, Sivák P, Kurylo P, Pivarčiová E, Neumann V. Experimental Assessment of Time-Limited Operation and Rectification of a Bridge Crane. Materials. 2020; 13(12):2708. https://doi.org/10.3390/ma13122708
Chicago/Turabian StyleFrankovský, Peter, Ingrid Delyová, Peter Sivák, Piotr Kurylo, Elena Pivarčiová, and Vojtech Neumann. 2020. "Experimental Assessment of Time-Limited Operation and Rectification of a Bridge Crane" Materials 13, no. 12: 2708. https://doi.org/10.3390/ma13122708