Enhanced Erosion–Corrosion Resistance of Tungsten by Carburizing Using Spark Plasma Sintering Technique



Abstract
:1. Introduction
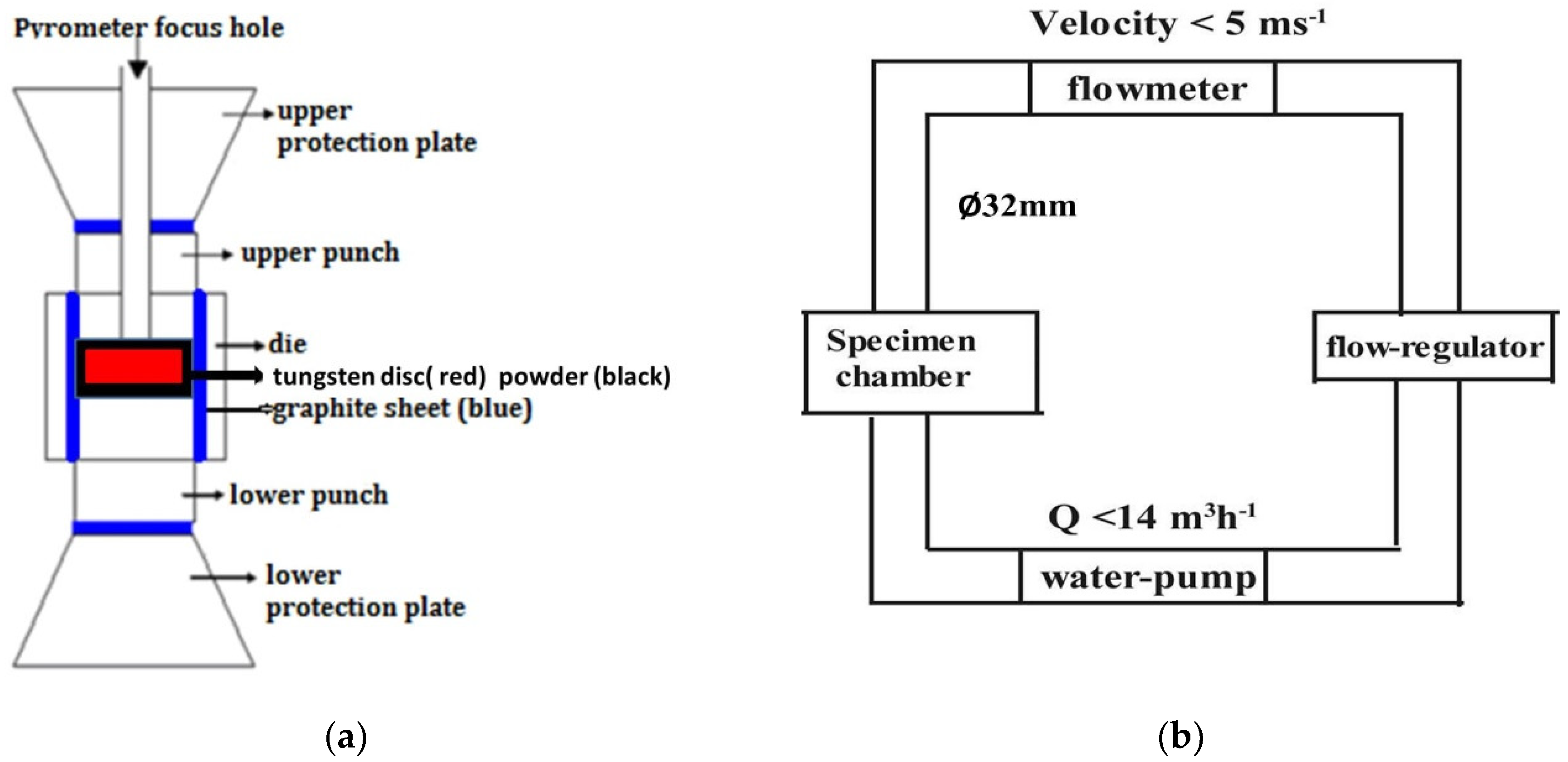
2. Materials and Methods
3. Results
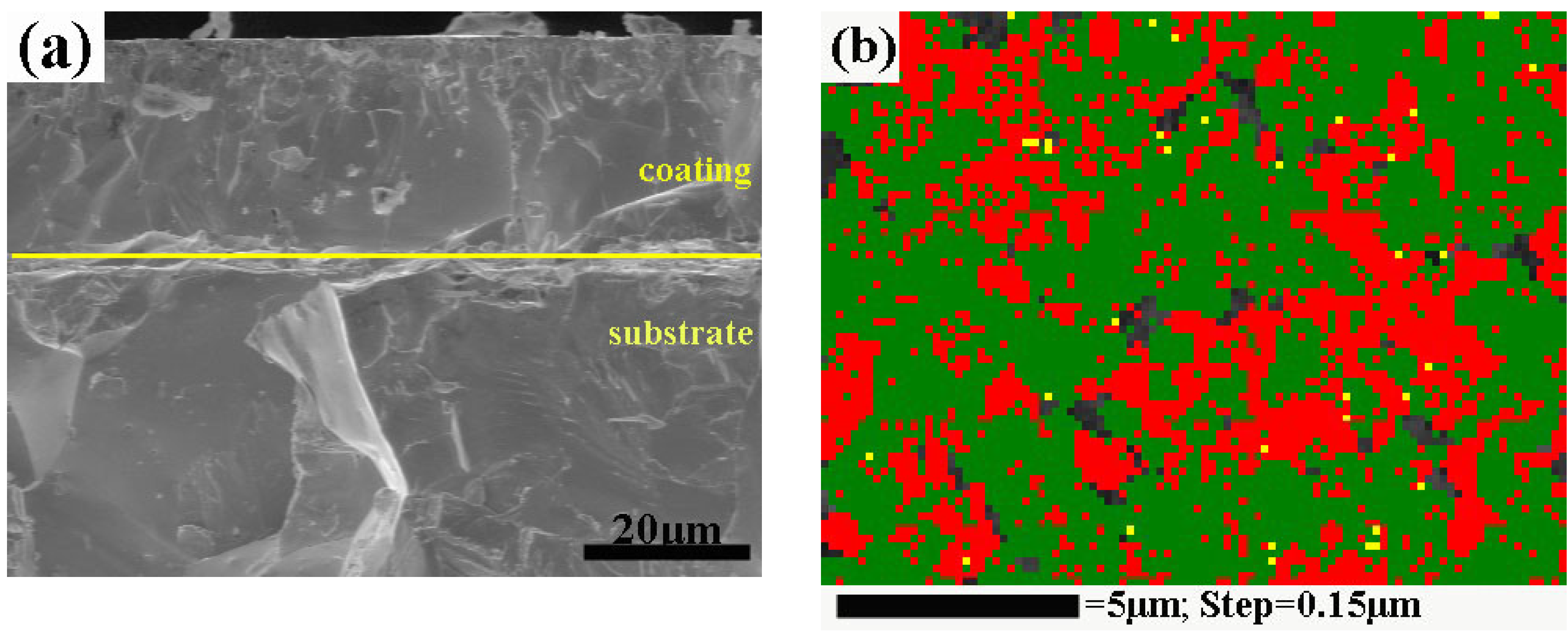
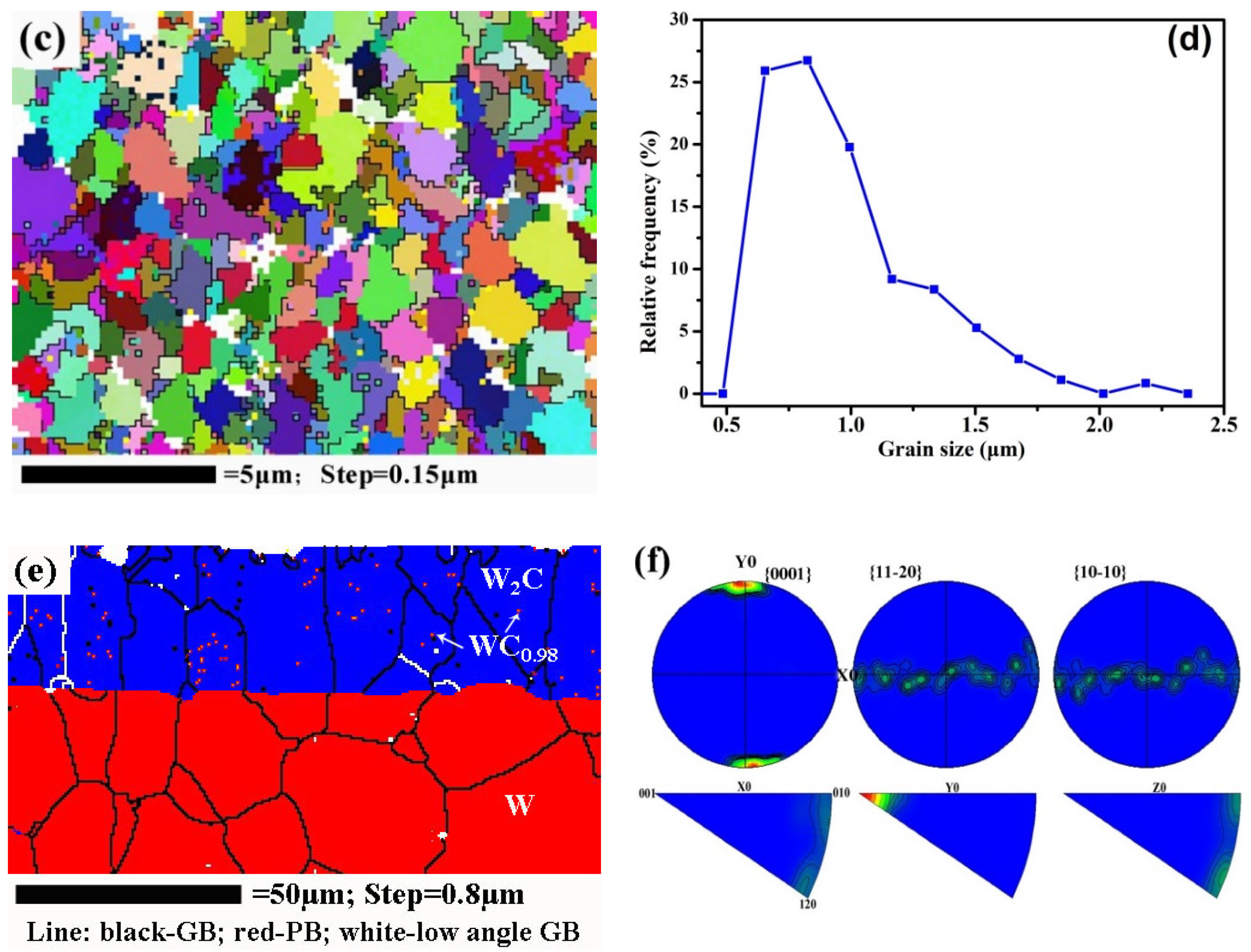
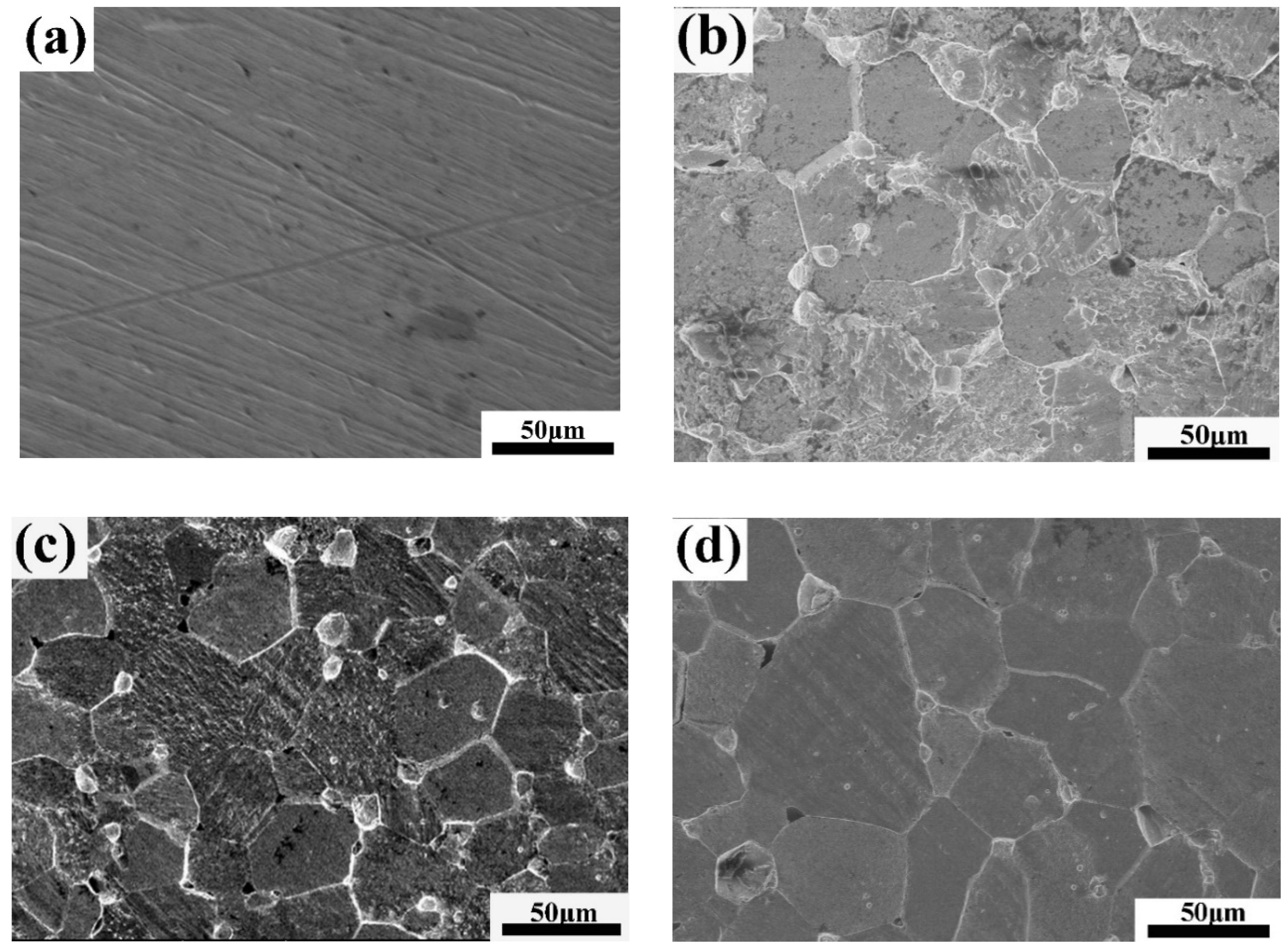
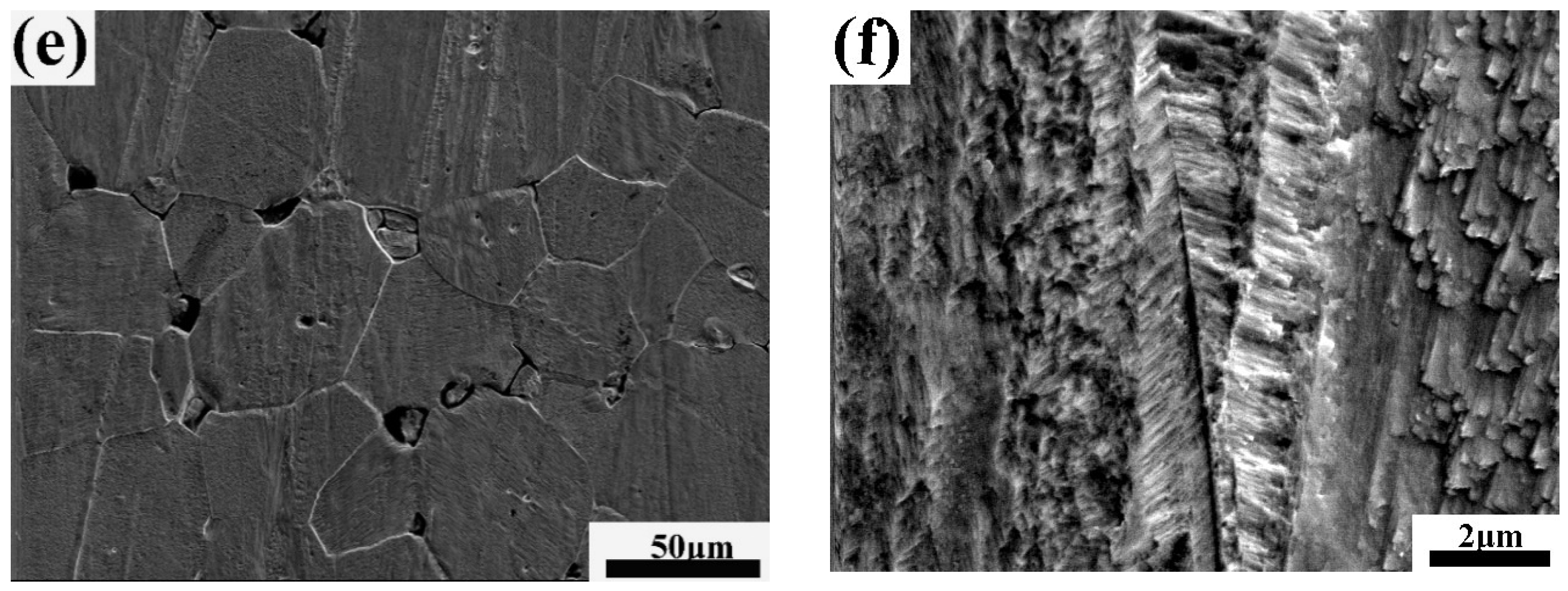
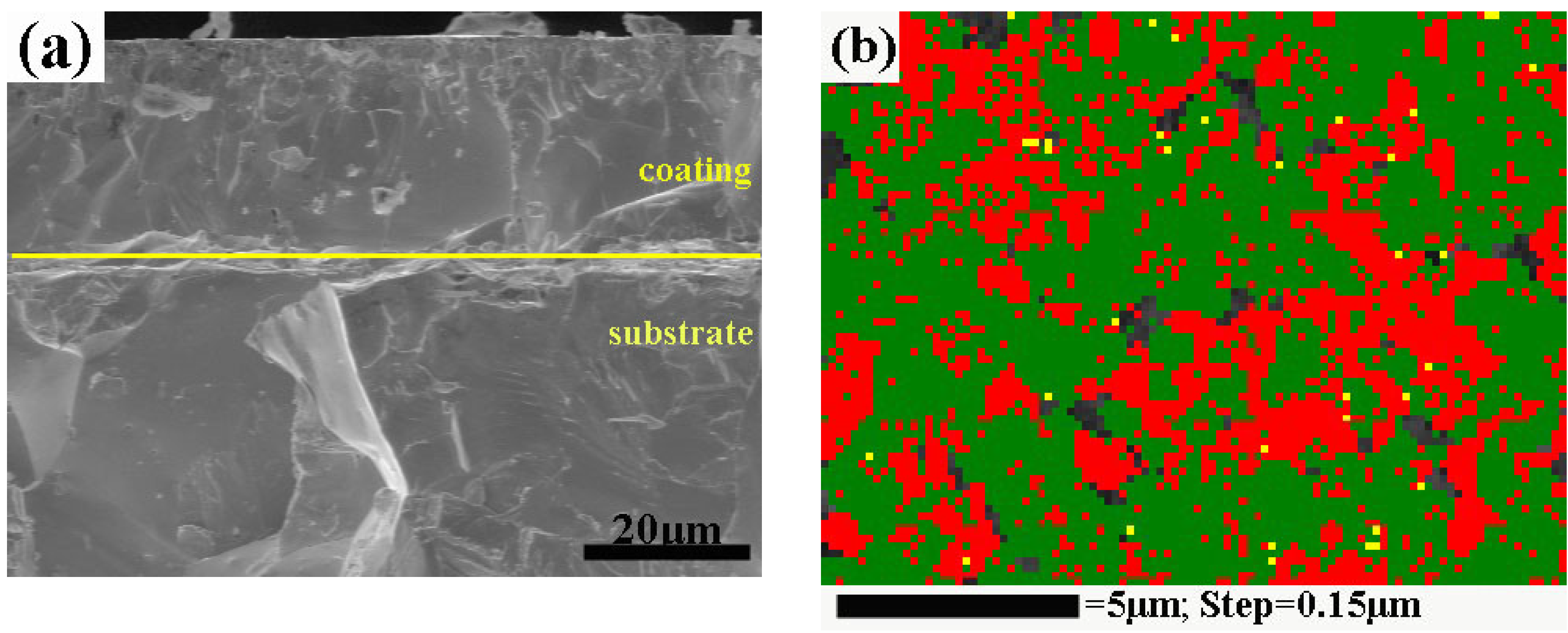
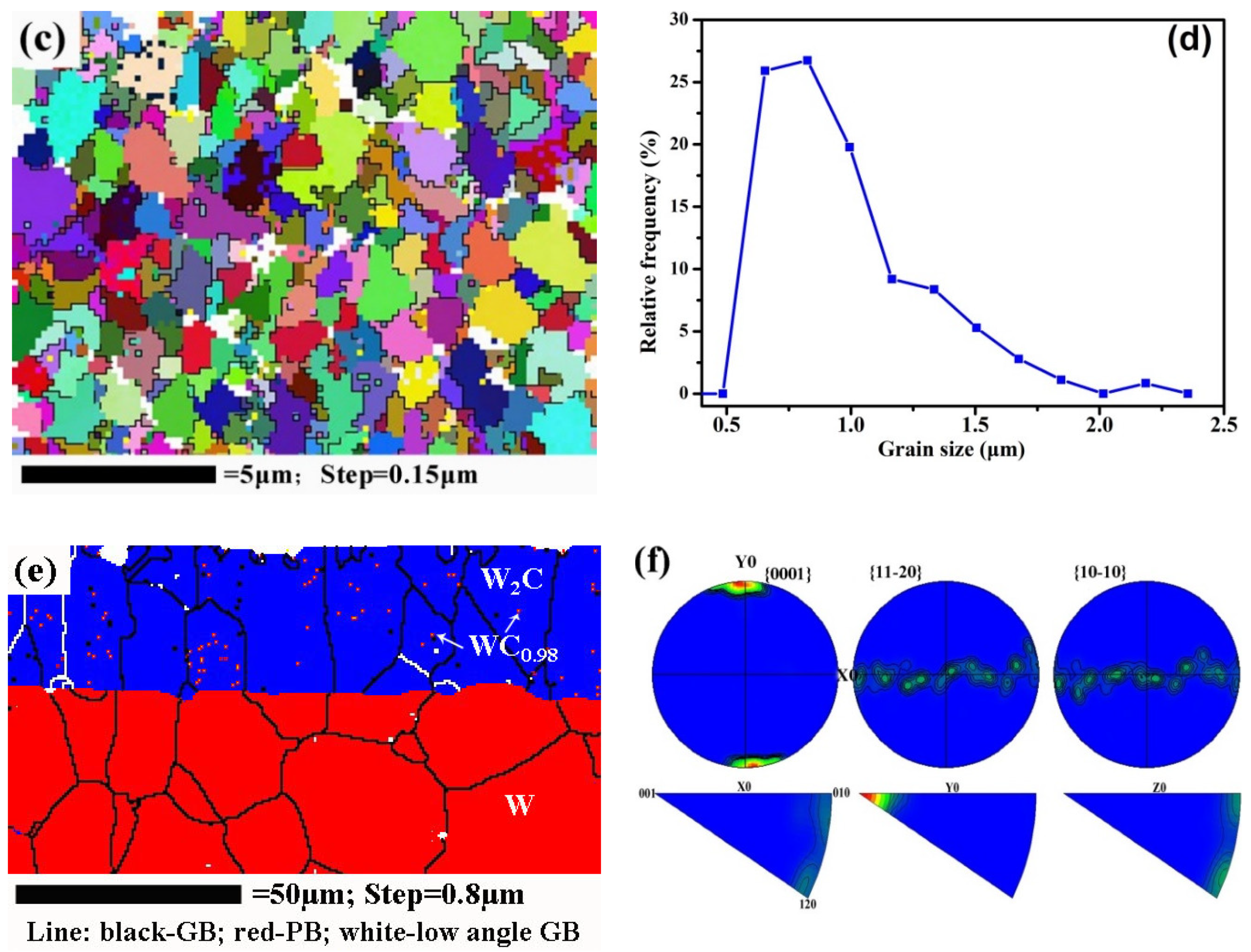
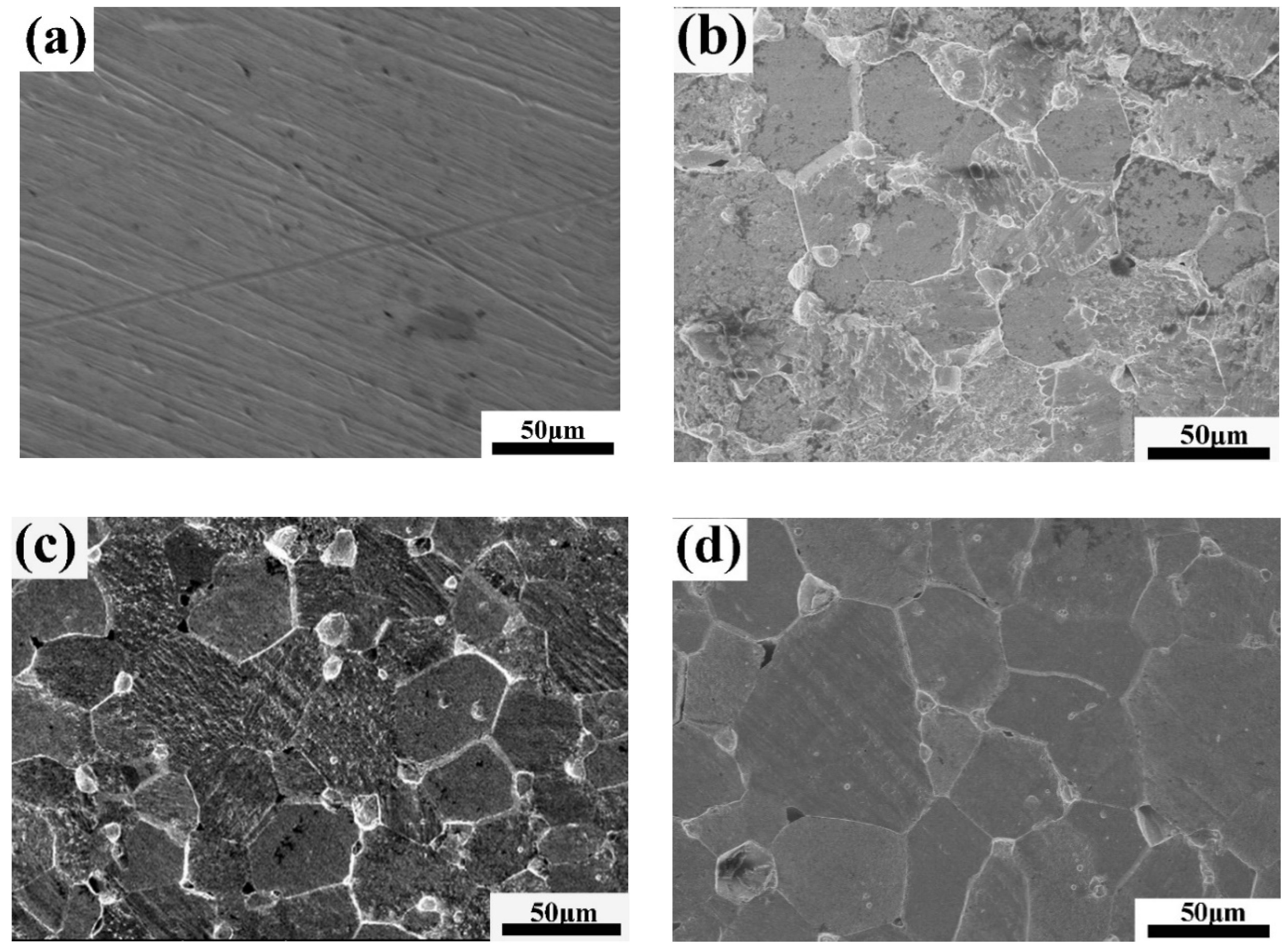
3.1. Morphology and Phases
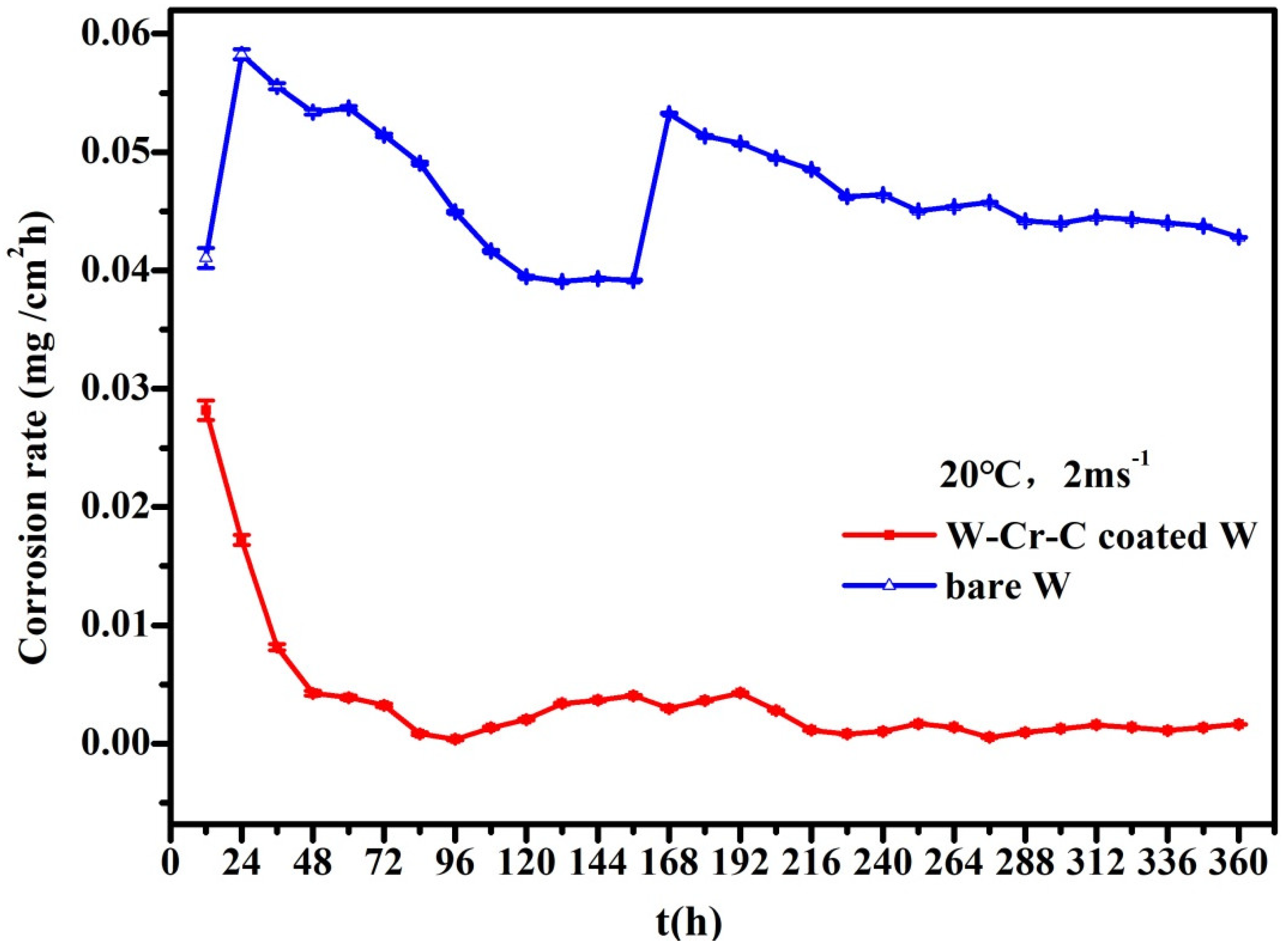
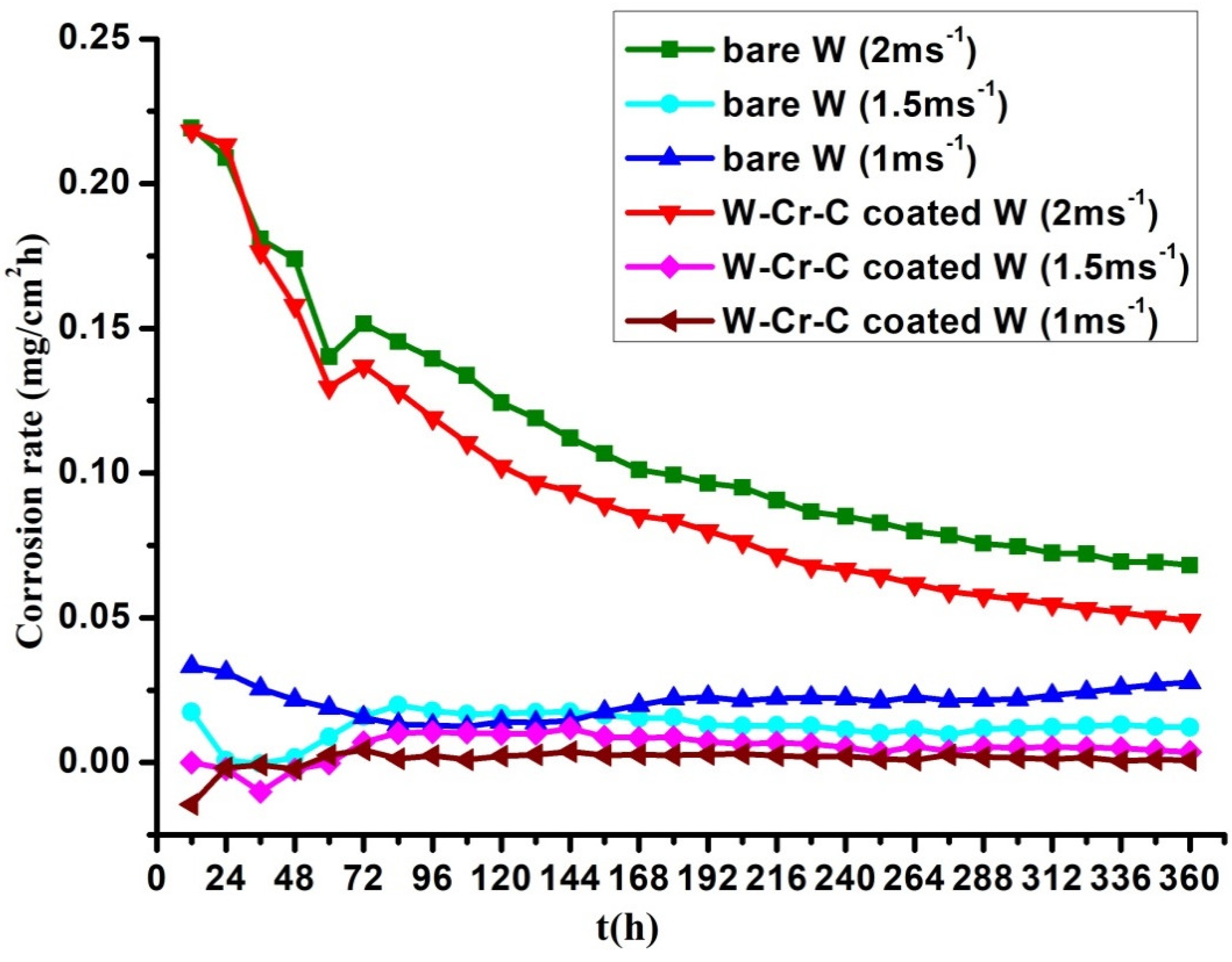
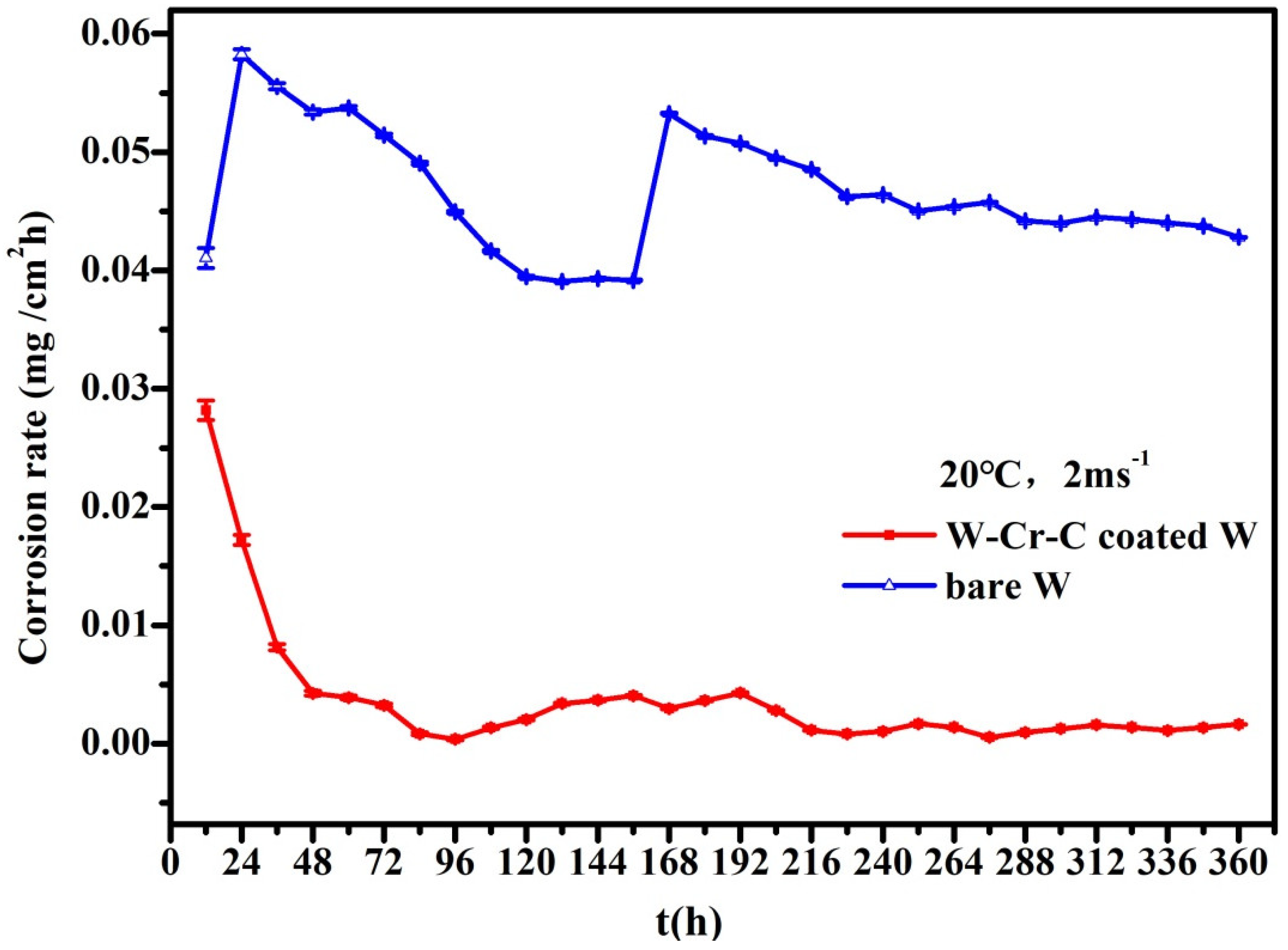
3.2. Corrosion Rate
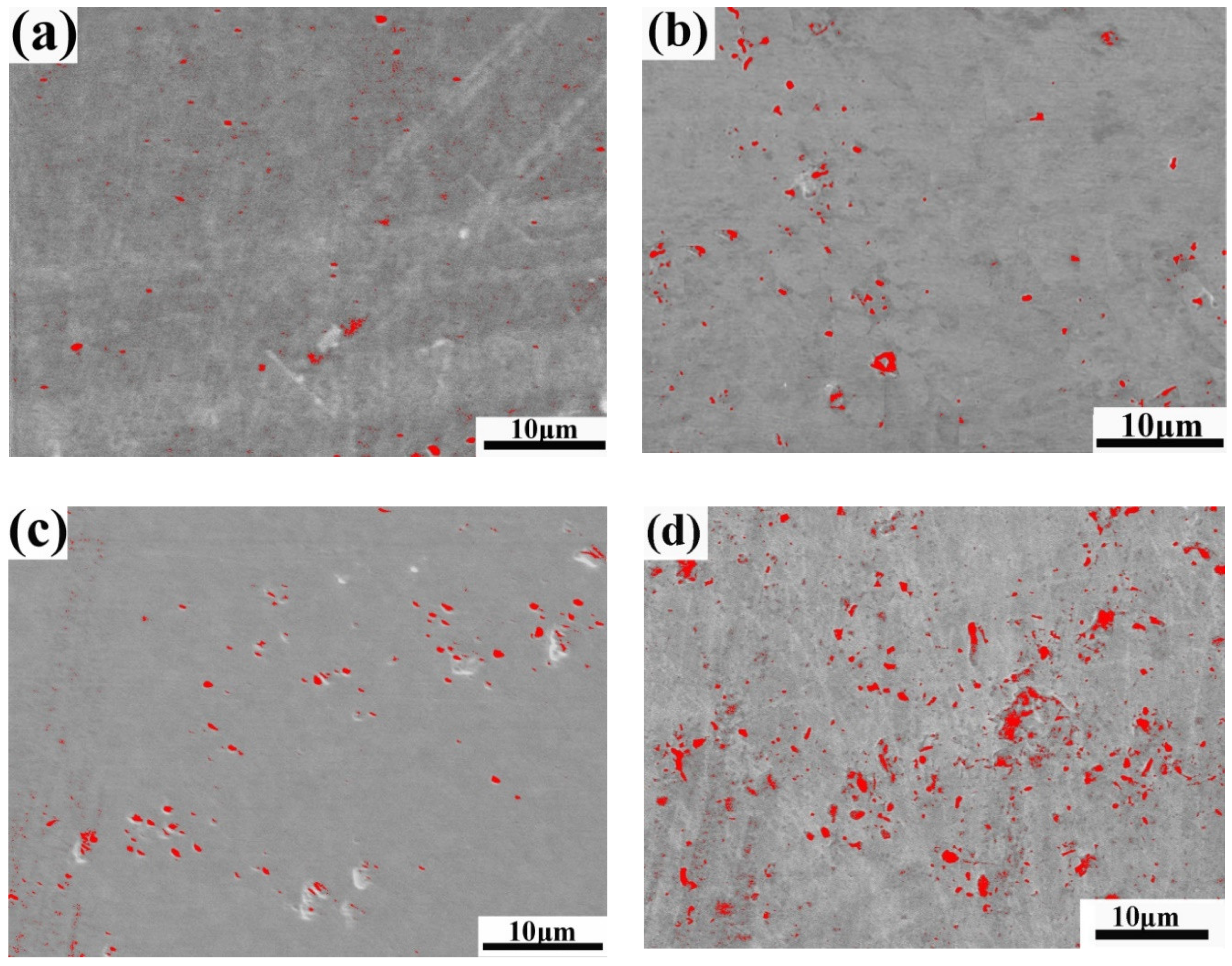
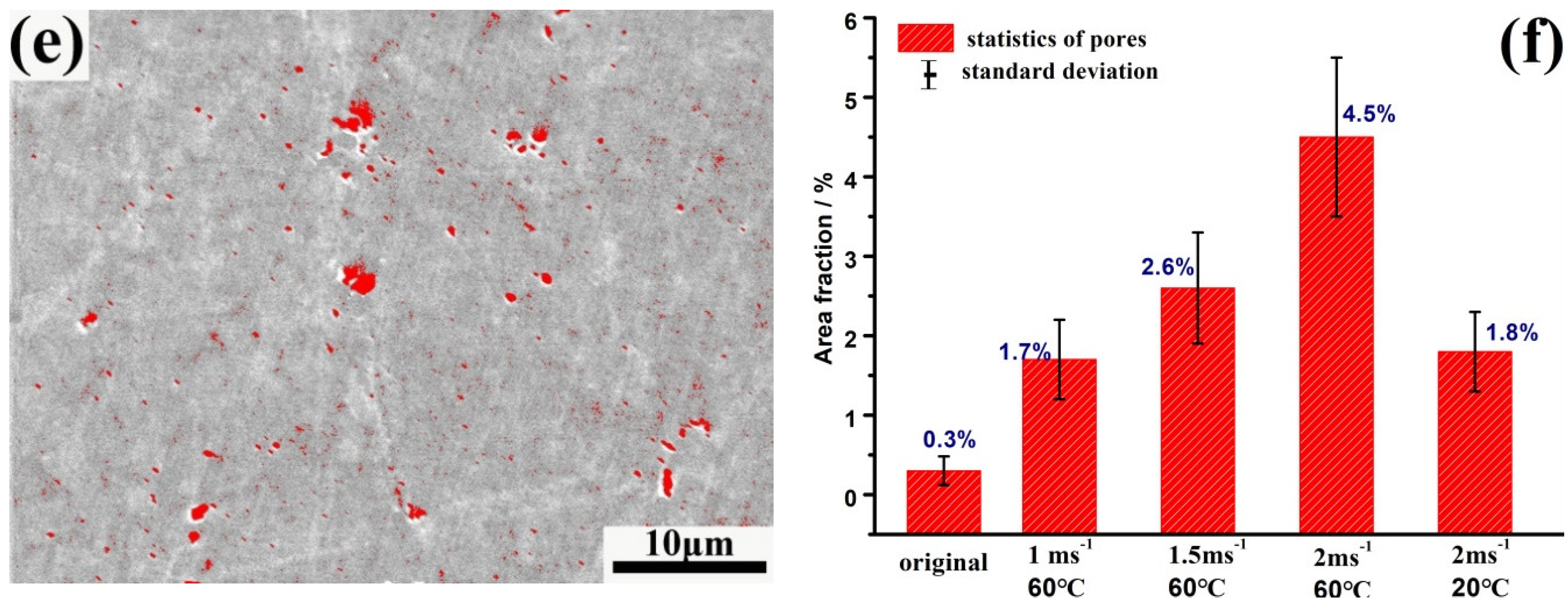
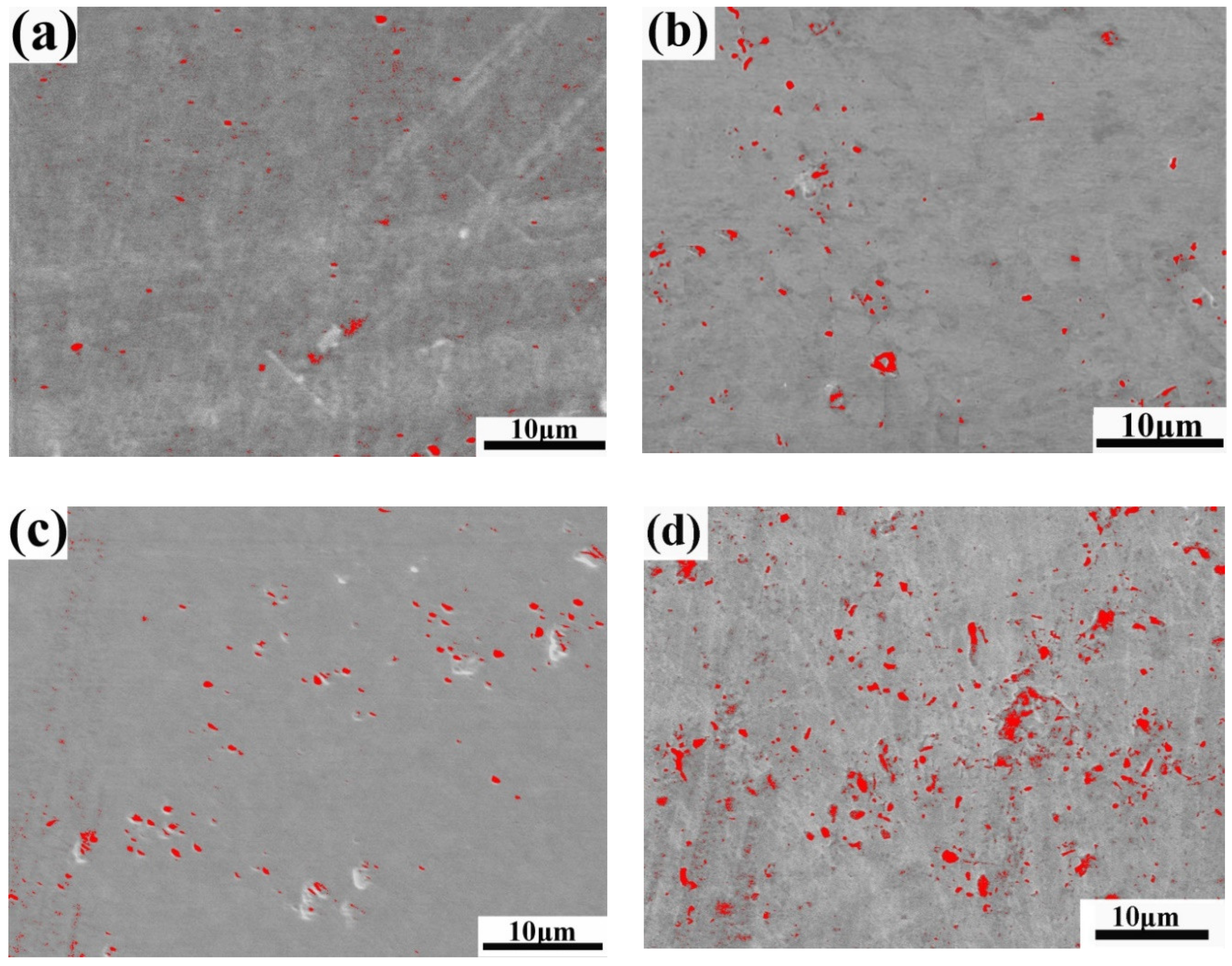
3.3. Corrosion Mechanism
4. Discussion
5. Conclusions
- (1)
- The commercial bare tungsten showed an electrochemically-driven type of intergranular corrosion, with a larger corrosion rate due to impurities segregated at the grain boundaries. After W–Cr–C cladding, the corrosion rate of tungsten dropped significantly due to the change of corrosion type from intergranular corrosion to pitting corrosion.
- (2)
- The simultaneous increase of water temperature and flow velocity accelerated corrosion of the samples with and without the W–Cr–C cladding. The corrosion rate of the W–Cr–C coating was slower than that of tungsten under the same parameters, demonstrating its better corrosion-erosion resistance than that of pure tungsten.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, J.J.; Yan, Q.W.; Zhang, C. Recent Progress of the Project of the Chinese Spallation Neutron Source. J. Neutron Res. 2005, 13, 11–14. [Google Scholar] [CrossRef] [Green Version]
- Yan, Q.W.; Yin, W.; Yu, B.L. Optimized concept design of the target station of Chinese spallation neutron source. J. Nucl. Mater. 2005, 343, 45–52. [Google Scholar] [CrossRef]
- Kawai, M.; Furusaka, M.; Kikuchi, K.; Kurishita, H.; Watanabe, R.; Li, J.F.; Sugimoto, K.; Yamamura, T.; Hiraoka, Y.; Abe, K. R&D of A MW-class solid-target for a spallation neutron source. J. Nucl. Mater. 2003, 318, 38–55. [Google Scholar]
- Kawai, M.; Kikuchi, K.; Kurishita, H.; Li, J.F.; Furusaka, M. Fabrication of a tantalum-clad tungsten target for KENS. J. Nucl. Mater. 2001, 296, 312–320. [Google Scholar] [CrossRef]
- Noji, N.; Kashiwagura, K.; Akao, N. Corrosion resistance of tungsten and tungsten alloys for spallation target in stagnant and flowing water. J. Jpn. Inst. Met. 2002, 66, 1107–1115. [Google Scholar] [CrossRef] [Green Version]
- Maloy, S.A.; Lillard, R.S.; Sommer, W.F.; Butt, D.P.; Gac, F.D.; Willcutt, G.J.; Louthan, M.R., Jr. Water corrosion measurements on tungsten irradiated with high energy protons and spallation neutrons. J. Nucl. Mater. 2012, 431, 140–146. [Google Scholar] [CrossRef]
- Nelson, A.T.; O’Toole, J.A.; Valicenti, R.A.; Maloy, S.A. Fabrication of a tantalum-clad tungsten target for LANSCE. J. Nucl. Mater. 2012, 431, 172–184. [Google Scholar] [CrossRef]
- Yu, Q.Z.; Lu, Y.L.; Hu, Z.L.; Zhou, B.; Yin, W.; Liang, T.J. Decay heat calculations for a 500 kW W-Ta spallation target. Nucl. Instrum. Methods B 2015, 351, 41–45. [Google Scholar] [CrossRef]
- Nio, D.; Ooi, M.; Takenaka, N.; Furusaka, M.; Kawai, M.; Mishima, K.; Kiyanagi, Y. Neutronics performance and decay heat calculation of a solid target for a spallation neutron source. J. Nucl. Mater. 2005, 343, 163–168. [Google Scholar] [CrossRef]
- Espallargas, N.; Berget, J.; Guilemany, J.; Benedetti, A.V.; Suegama, P. Cr3C2–NiCr and WC–Ni thermal spray coatings as alternatives to hard chromium for erosion–corrosion resistance. Surf. Coat. Technol. 2008, 202, 1405–1417. [Google Scholar] [CrossRef]
- Alzouma, O.M.; Azman, M.-A.; Yung, D.-L.; Fridrici, V.; Kapsa, P. Influence of different reinforcing particles on the scratch resistance and microstructure of different WC–Ni composites. Wear 2016, 352, 130–135. [Google Scholar] [CrossRef]
- Chen, J.; Liu, W.; Deng, X.; Wu, S. Tool life and wear mechanism of WC–5TiC–0.5VC–8Co cemented carbides inserts when machining HT250 gray cast iron. Ceram. Int. 2016, 42, 10037–10044. [Google Scholar] [CrossRef]
- Zhang, D.Q.; Liu, T.; Joo, H.G.; Gao, L.X.; Lee, K.Y. Microstructure and corrosion resistance of the brazed WC composite coatings in aerated acidic chloride media. Int. J. Refract. Met. Hard Mater. 2012, 35, 246–250. [Google Scholar] [CrossRef]
- He, Y.Z.; Si, S.H.; Xu, K.; Yuan, X.M. Effect of Cr3C2 Particles on Microstructure and Corrosion-Wear Resistance of Laser Cladding Co-based Alloy Coating. Chin. J. Lasers 2004, 31, 1143–1148. [Google Scholar]
- Durst, O.; Ellermeier, J.; Trossmann, T.; Berger, C. Erosion corrosion of graded chromium carbide coatings in multi layer structure. Materialwiss. Werkstofftech. 2009, 40, 756–768. [Google Scholar] [CrossRef]
- Gao, J.X.; Fan, J.L. Research developments on the binderless WC-based cemented carbide. China Tungsten Ind. 2011, 26, 22–26. [Google Scholar]
- Jiang, Y.; Yang, J.F.; Zhuang, Z.; Liu, R.; Zhou, Y.; Wang, X.P.; Fang, Q.F. Characterization and properties of tungsten carbide coatings fabricated by SPS technique. J. Nucl. Mater. 2013, 433, 449–454. [Google Scholar] [CrossRef]
- Jiang, Y.; Yang, J.F.; Xie, Z.M.; Gao, R.; Fang, Q.F. Corrosion resistance of W–Cr–C coatings fabricated by spark plasma sintering method. Surf. Coat. Tech. 2014, 254, 202–206. [Google Scholar] [CrossRef]
- Jiang, Y.; Yang, J.F.; Fang, Q.F. Effect of chromium content on microstructure and corrosion behavior of W-Cr-C coatings prepared on tungsten substrate. Front. Mater. Sci. 2015, 9, 77–84. [Google Scholar] [CrossRef]
- Du, J.H. The thermal design of tungsten target for 100 kW neutron spallation source. Mach. Des. Manuf. 2008, 10, 86. [Google Scholar]
- Tan, J.; Zhou, Z.J.; Liu, Y.Q.; Qu, D.D.; Zhong, M.; Ge, C.C. Effect of carbon nanotubes on the microstructure and mechanical properties of W. Acta Metall. Sin. 2011, 47, 1555–1560. [Google Scholar]
- Kurlov, A.S.; Gusev, A.I. Tungsten carbides and W-C phase diagram. Inorg. Mater. 2006, 42, 121–127. [Google Scholar] [CrossRef]
- Guzanová, A.; Brezinová, J.; Draganovská, D.; Maruschak, P.O. Properties of coatings created by HVOF technology using micro-and nano-sized powder. Koroze A Ochr. Mater. 2019, 63, 86–93. [Google Scholar] [CrossRef] [Green Version]
- Grácio, J.J.; Picu, C.R.; Vincze, G.; Mathew, N.; Schubert, T.; Lopes, A.; Buchheim, C. Mechanical behavior of Al-SiC nanocomposites produced by ball milling and spark plasma sintering. Metall. Mater. Trans. A 2013, 44, 5259–5269. [Google Scholar] [CrossRef]
- Copson, H.R. Effect of velocity on corrosion by water. Ind. Eng. Chem. 1952, 44, 1745–1752. [Google Scholar] [CrossRef]
- Revie, R.W. Corrosion and Corrosion Control, 4th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2008. [Google Scholar]
- Zhu, S.D.; Yin, Z.F.; Bai, Z.Q.; Wei, J.F.; Zhou, G.S.; Tian, W. Influences of temperature on corrosion behavior of P110 steel. J. Chin. Soc. Corros. Prot. 2009, 29, 493–497. [Google Scholar]
- Weidman, M.C.; Esposito, D.V.; Hsu, Y.C.; Chen, J.G. Comparison of electrochemical stability of transition metal carbides (WC, W2C, Mo2C) over a wide pH range. J. Power Sources 2012, 202, 11–17. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mo | Fe | Al | Si | P | C | N | O | W |
|---|---|---|---|---|---|---|---|---|
| 0.009 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.0014 | Bal |
| Sample | Temperature (±3 °C) | Velocity (±0.1 ms−1) | Characterization |
|---|---|---|---|
| Tungsten and W–Cr–C coated tungsten | 20 60 | 2 1, 1.5, 2 | Corrosion rate and Morphology |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Yang, J.; Xie, Z.; Fang, Q. Enhanced Erosion–Corrosion Resistance of Tungsten by Carburizing Using Spark Plasma Sintering Technique. Materials 2020, 13, 2719. https://doi.org/10.3390/ma13122719
Jiang Y, Yang J, Xie Z, Fang Q. Enhanced Erosion–Corrosion Resistance of Tungsten by Carburizing Using Spark Plasma Sintering Technique. Materials. 2020; 13(12):2719. https://doi.org/10.3390/ma13122719
Chicago/Turabian StyleJiang, Yan, Junfeng Yang, Zhuoming Xie, and Qianfeng Fang. 2020. "Enhanced Erosion–Corrosion Resistance of Tungsten by Carburizing Using Spark Plasma Sintering Technique" Materials 13, no. 12: 2719. https://doi.org/10.3390/ma13122719
APA StyleJiang, Y., Yang, J., Xie, Z., & Fang, Q. (2020). Enhanced Erosion–Corrosion Resistance of Tungsten by Carburizing Using Spark Plasma Sintering Technique. Materials, 13(12), 2719. https://doi.org/10.3390/ma13122719