Microstructure and Tensile Properties of Graphene-Oxide-Reinforced High-Temperature Titanium-Alloy-Matrix Composites



Abstract
:
1. Introduction
2. Materials and Experiment
2.1. Raw Materials
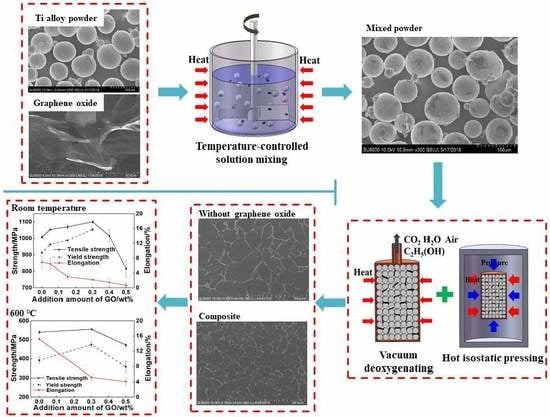
2.2. Fabrication of Composites
2.3. Characterization
3. Results
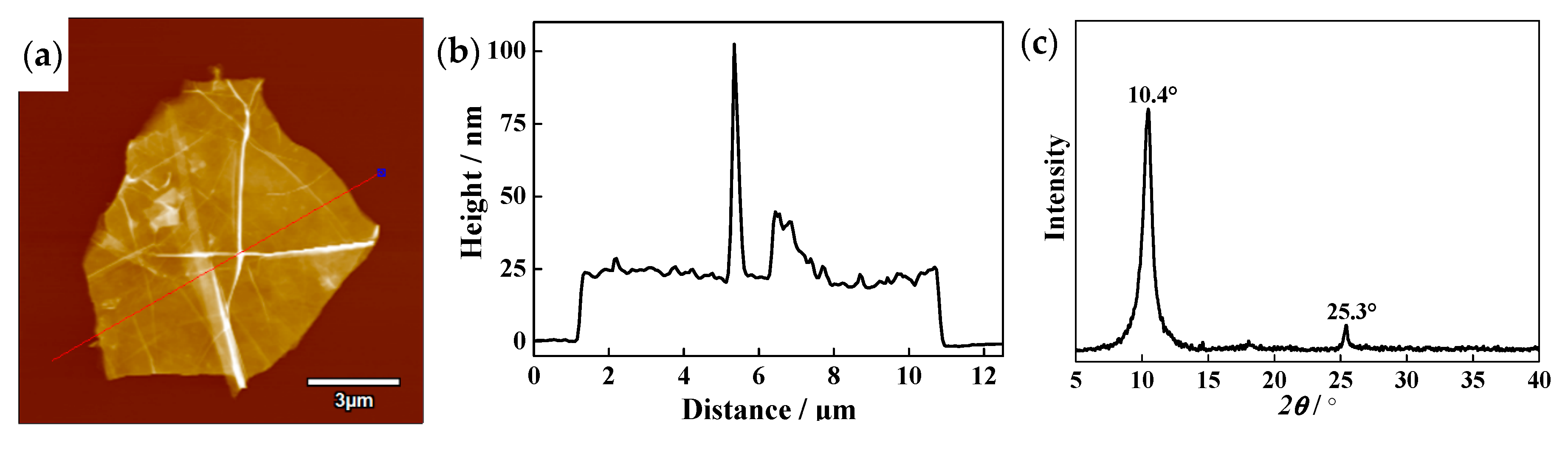
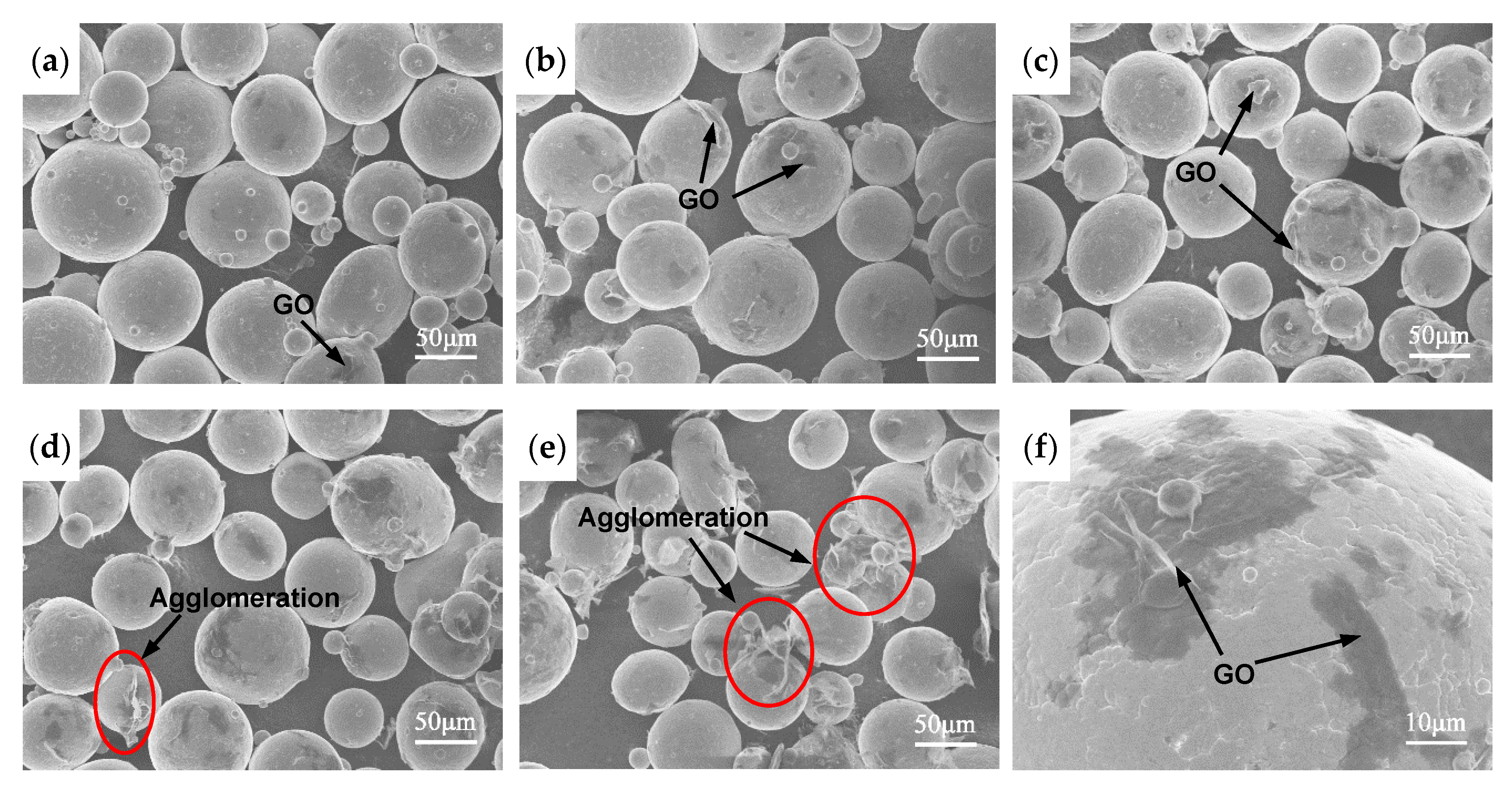
3.1. Characterizations of GO and GO/ High-Temperature Titanium Alloy Mixed Powders
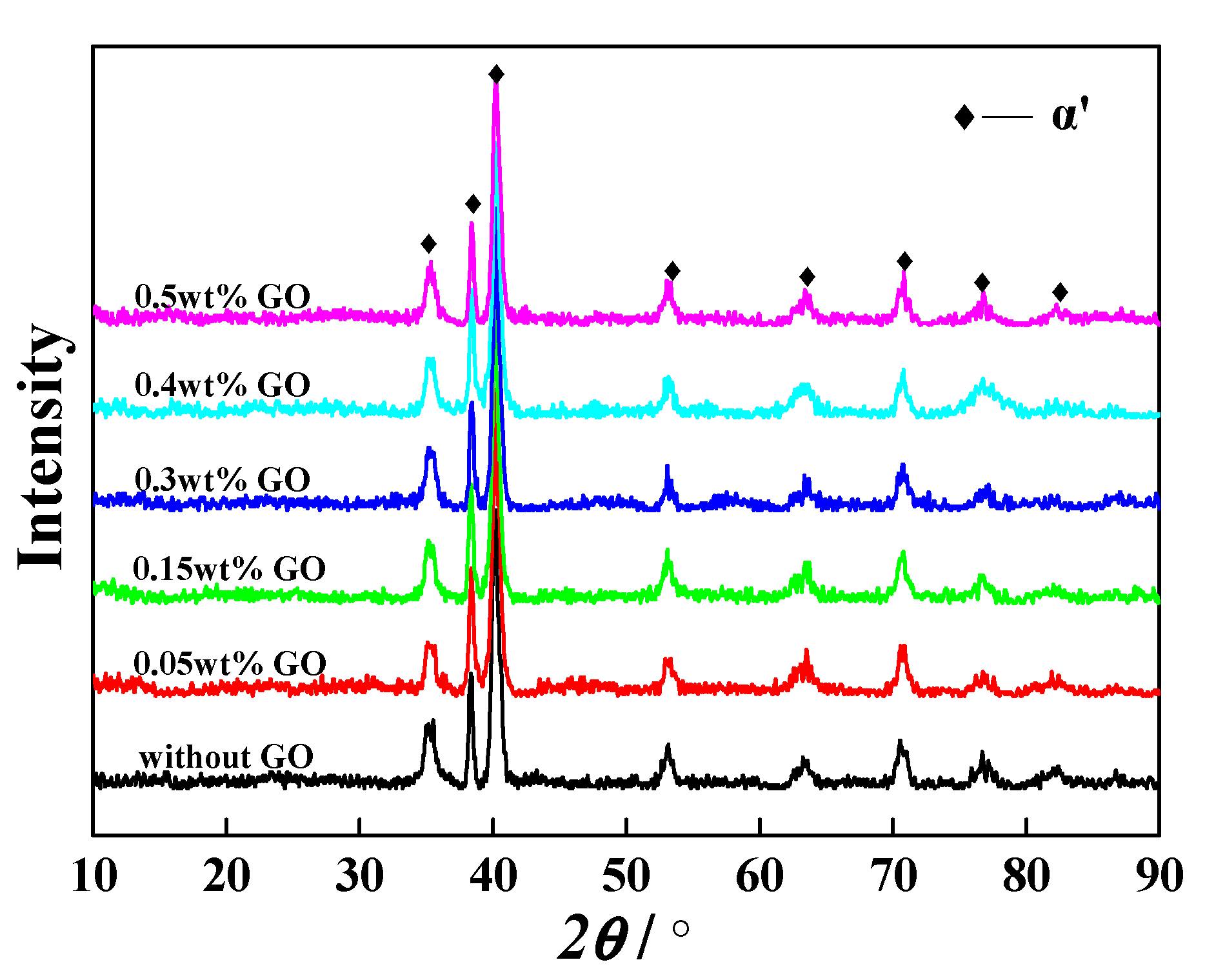
3.2. Microstructures
3.3. Mechanical Properties
4. Discussion
5. Conclusions
- The undamaged GO thin sheets adsorb on the surface of titanium alloy particles and disperse relatively uniformly in the mixed powders. Few agglomerations are observed when the addition amount of GO is less than 0.3 wt%. After vacuum deoxygenating, most of oxygen-containing groups in GO are removed and the C/O atom ratio of GO increase from ~1.7 to 2.7–3.3.
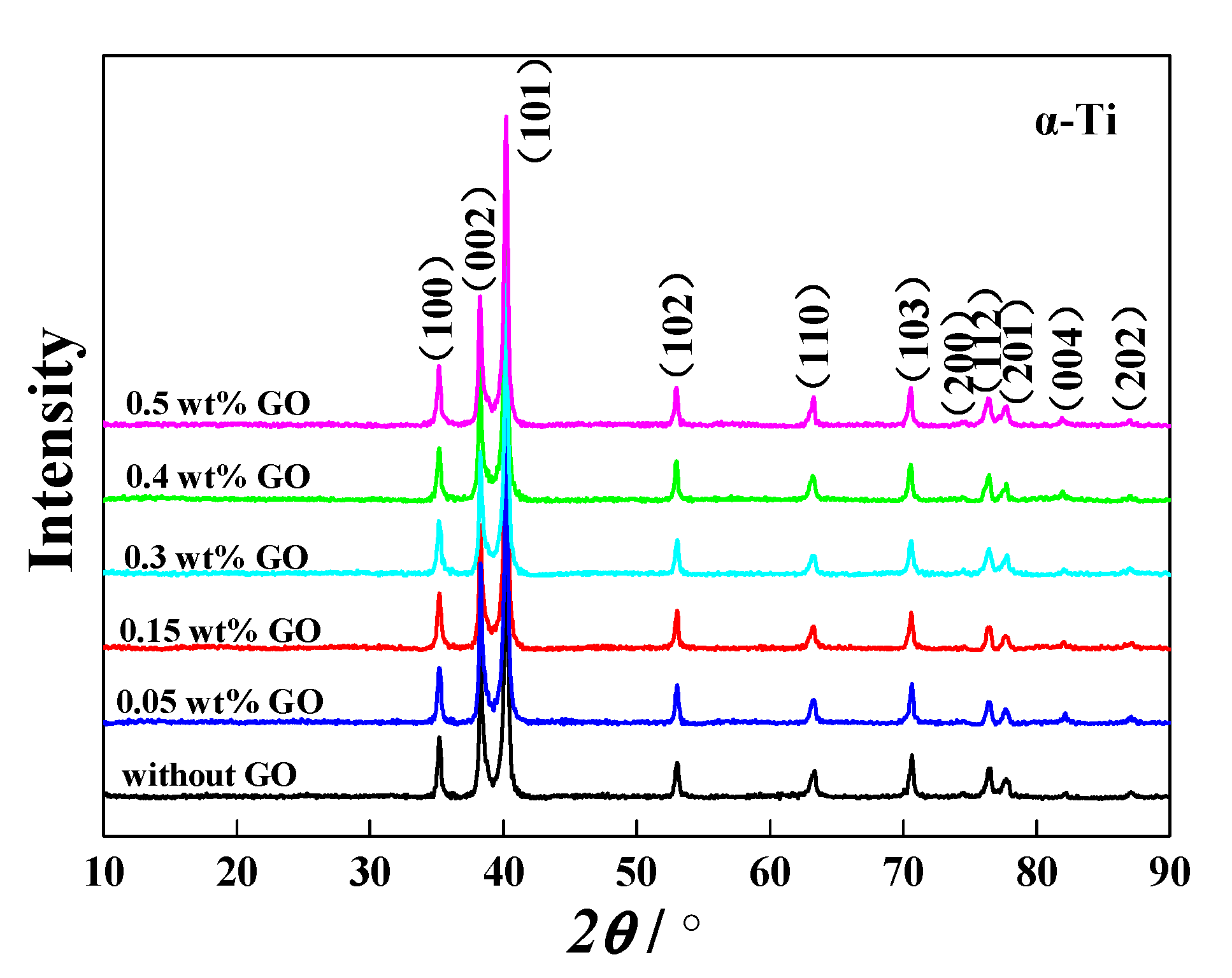
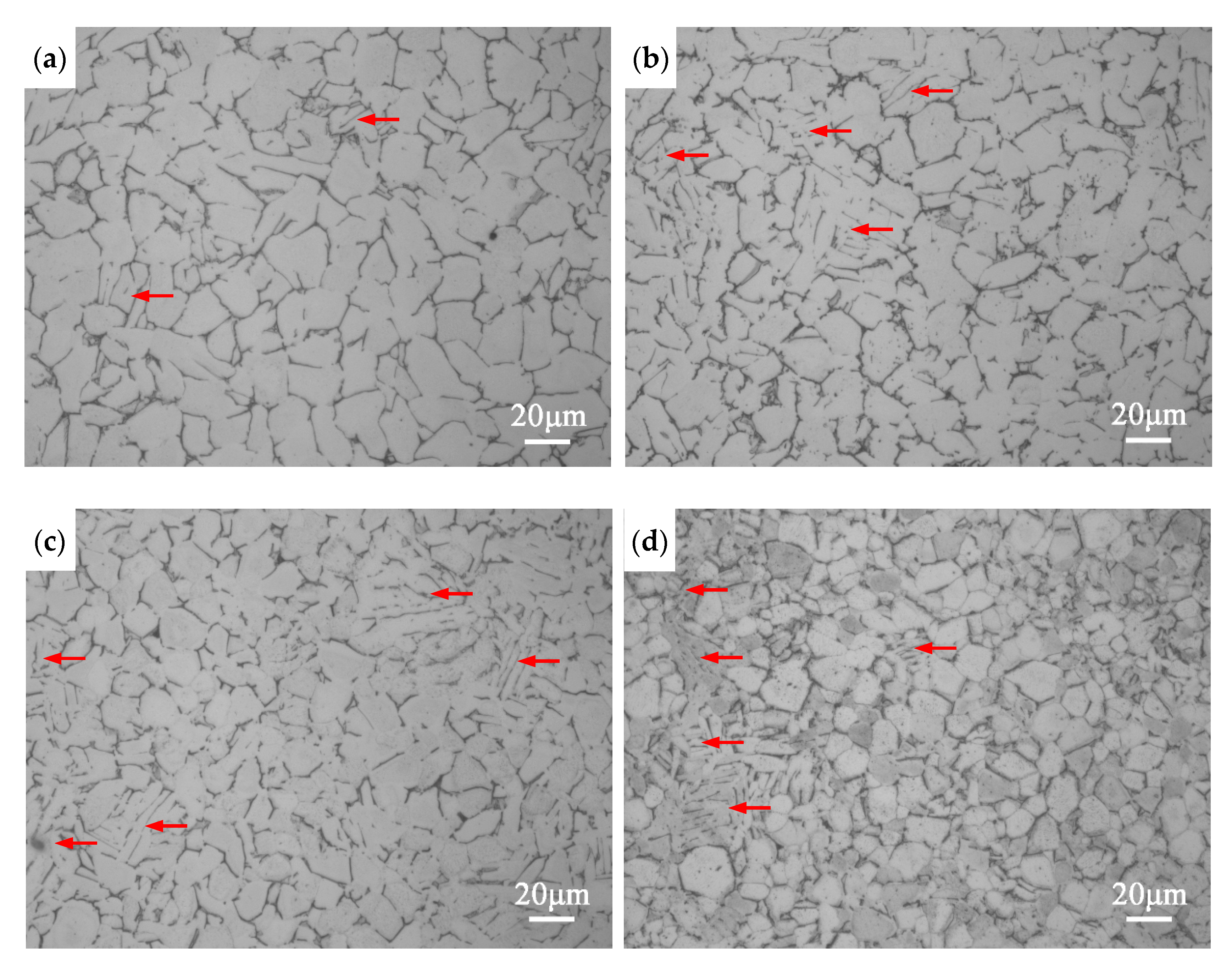
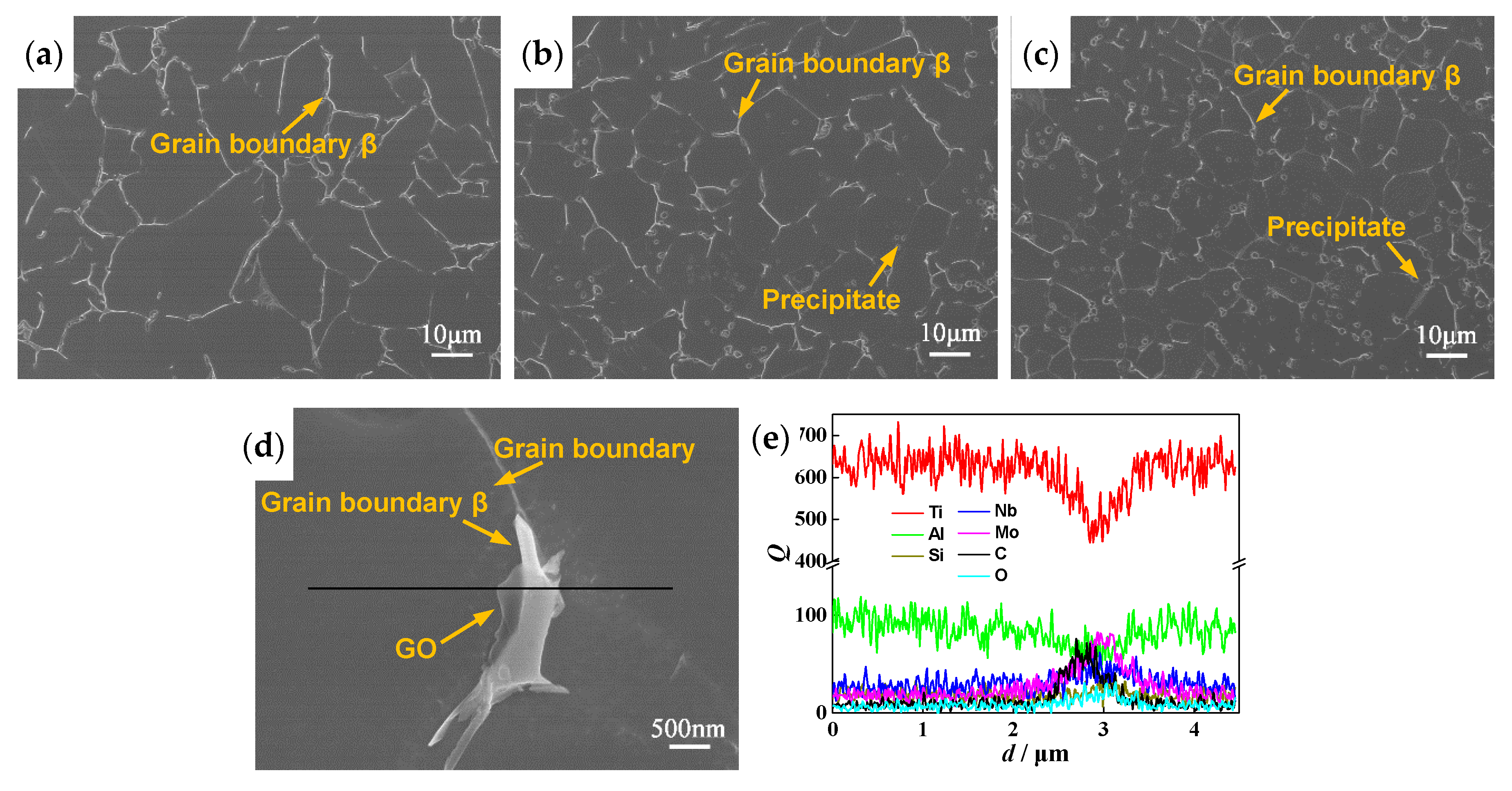
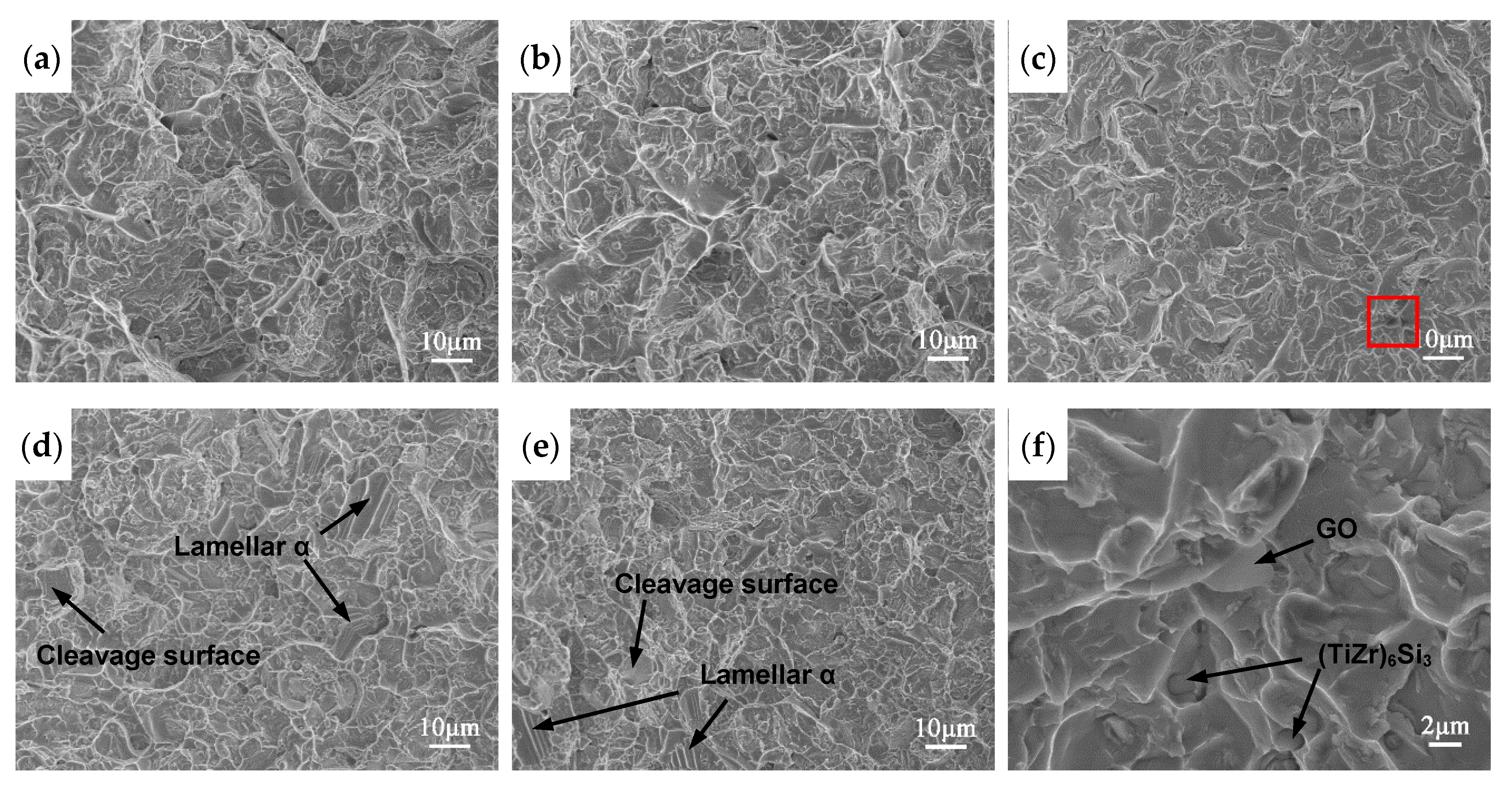
- The microstructure of composites consists of dominant equiaxed α phase, a small amount of lamellar α phase, discontinuous grain boundary β phase, hexagonal (TiZr)6Si3 precipitates and GO sheets located at grain boundaries. With the increase of GO addition, the contents of lamellar α phase and (TiZr)6Si3 precipitates increase and grains are refined significantly. The grain size of the composite added with 0.5 wt% GO is 8.5 μm, decreasing by 54% compared with the matrix alloy without GO. The in situ TiC thin layers are produced on the surface of transparent GO sheets, which play a significant role in the good interfacial bonding.
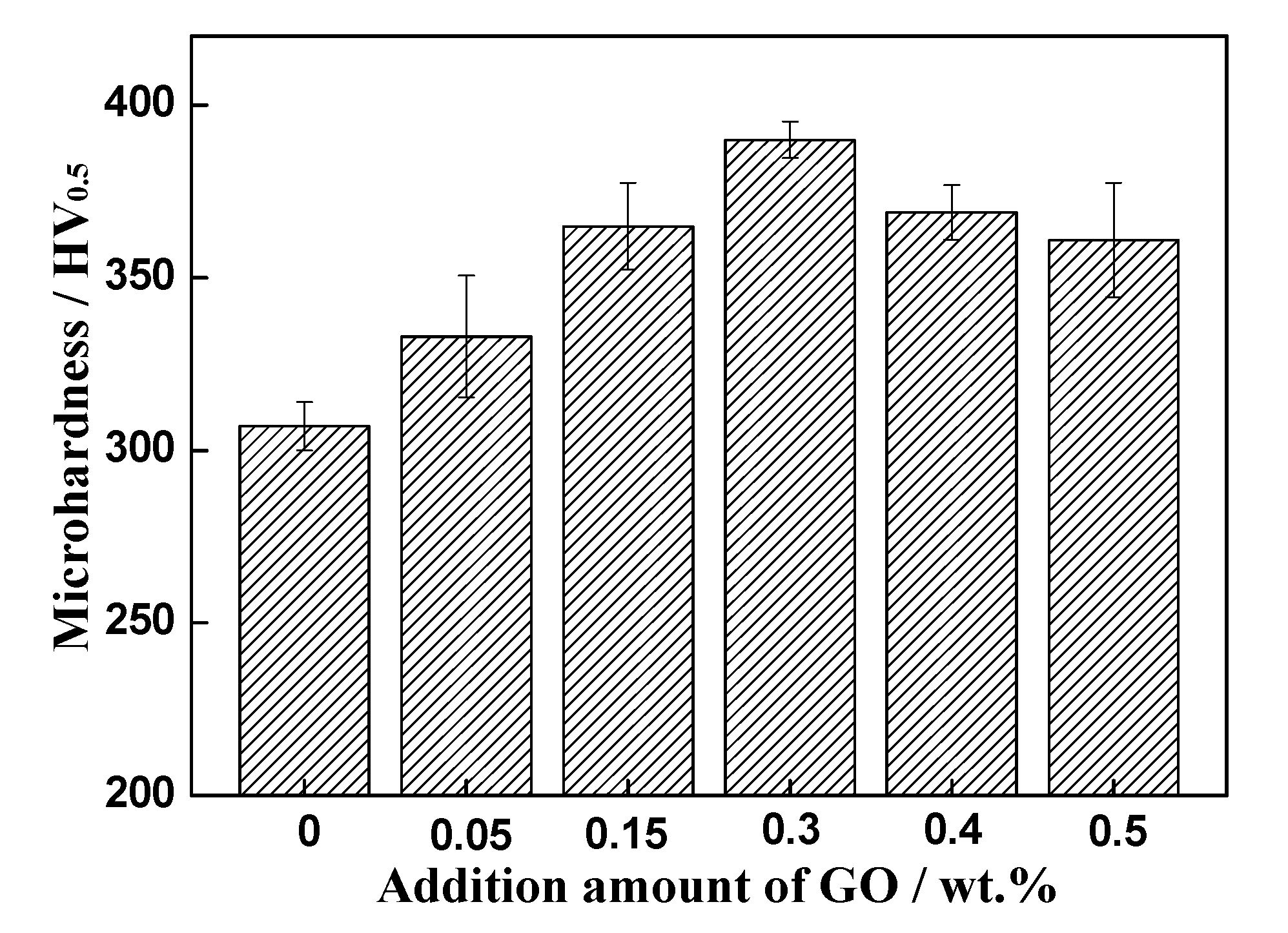
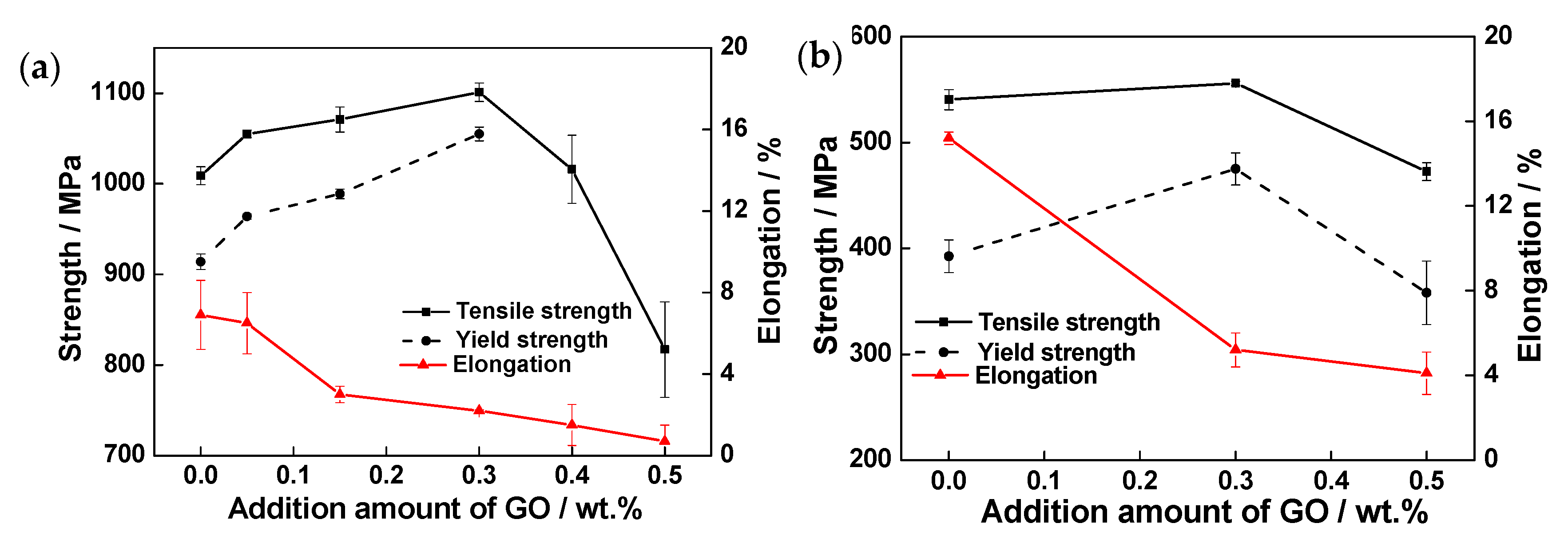
- When the addition amount of GO is in the range of 0 wt%–0.5 wt%, the composite added with 0.3 wt% GO has the maximum strengths and microhardness. Compared with the matrix titanium alloy without GO, the tensile strength, yield strength and microhardness at room temperature increase by 9%, 15% and 27%, respectively and the tensile strength and excellent yield strength at 600 °C increase by 3% and 21%, respectively. However, the lamellar α-phase and (TiZr)6Si3 precipitates reduce the ductility of composites.
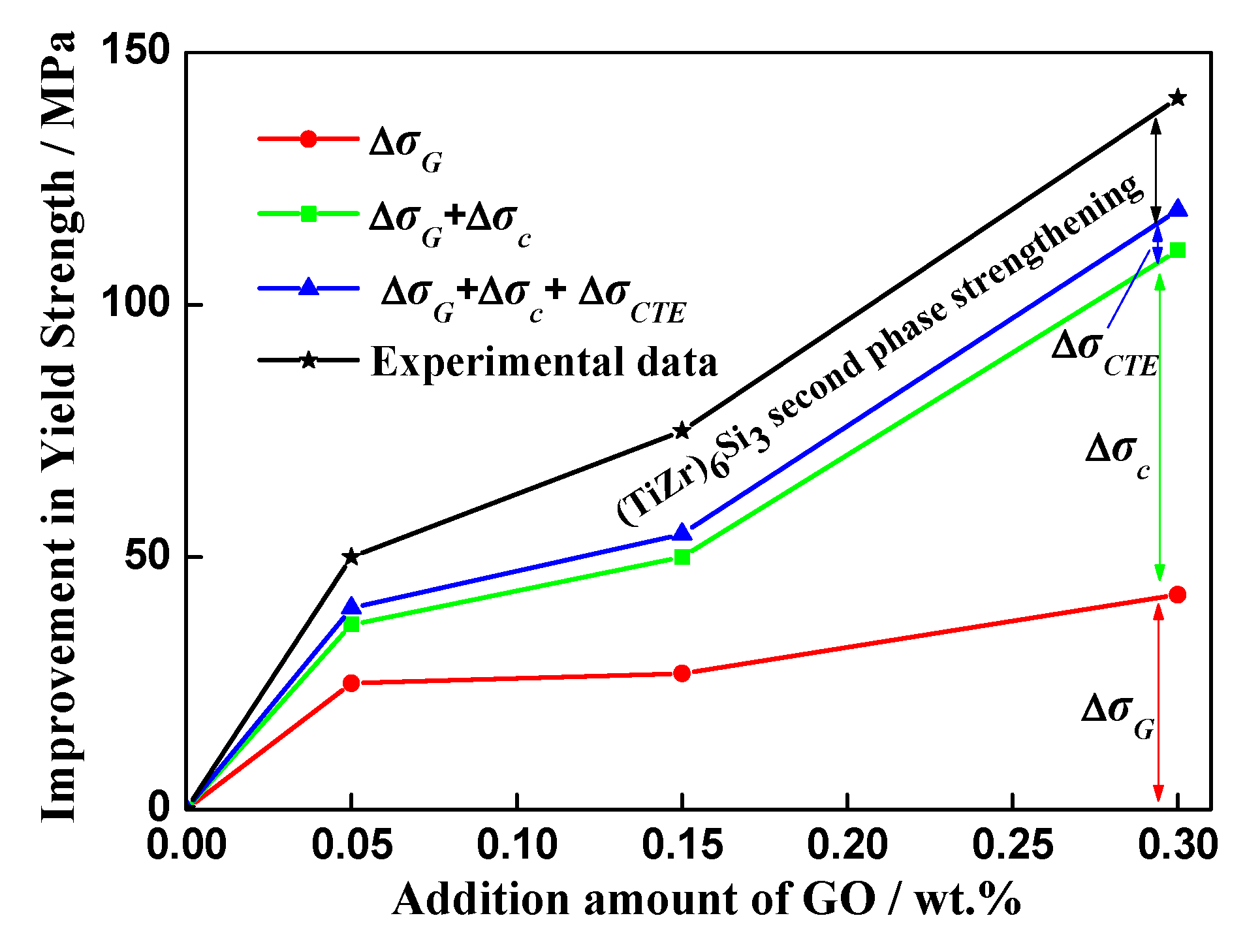
- The strengthening mechanisms are attributed to load transfer strengthening, grain refinement and (TiZr)6Si3 second phase strengthening, which account for 48%, 30% and 16% of the improvement of yield strength at room temperature, respectively. The strengthening due to mismatch in CTE and Orowan are unremarkable.
Author Contributions
Funding
Conflicts of Interest
References
- Gogia, A.K. High-temperature Titanium Alloys. Def. Sci. J. 2005, 55, 149–173. [Google Scholar] [CrossRef]
- Dowson, A.L.; Hollis, A.C.; Beevers, C.J. The effect of the alpha-phase volume fraction and stress ratio on the fatigue crack growth characteristics of the near-alpha IMI 834 Ti alloy. Int. J. Fatigue 1992, 14, 261–270. [Google Scholar] [CrossRef]
- Foerch, R.; Madsen, A.; Ghonem, H. Environmental interactions in high-temperature fatigue-crack growth of Ti-1100. Metall. Mater. Trans. A 1993, 24, 1321–1332. [Google Scholar] [CrossRef]
- Mi, G.B.; Ouyang, P.X.; Chen, H.; Li, P.J.; Huang, X.; Cao, C.X. Research progress of non-isothermal oxidation behavior of high temperature titanium alloys for aero-engine. Aeronaut. Manuf. Technol. 2019, 15, 88–92. [Google Scholar] [CrossRef]
- Cai, J.M.; Mi, G.B.; Gao, F.; Huang, H.; Cao, J.X.; Huang, X.; Cao, C.X. Research and development of some advanced high temperature titanium alloys for aero-engine. J. Mater. Eng. 2016, 44, 1–10. [Google Scholar] [CrossRef]
- Geim, A.K.; Novoselov, K.S. The rise of graphene. Nat. Mater. 2017, 6, 183–191. [Google Scholar] [CrossRef]
- Balandin, A.A.; Ghosh, S.; Bao, W.; Calizo, I.; Teweldebrhan, D.; Miao, F.; Lau, C.N. Superior Thermal Conductivity of Single-Layer Graphene. Nano Lett. 2008, 8, 902–907. [Google Scholar] [CrossRef]
- Zhu, Y.; Murali, S.; Cai, W.; Li, X.; Suk, J.W.; Potts, J.R.; Ruoff, R.S. Graphene and Graphene Oxide: Synthesis, Properties, and Applications. Adv. Mater. 2010, 22, 3906–3924. [Google Scholar] [CrossRef]
- Hwang, J.; Yoon, T.; Jin, S.H.; Lee, J.; Kim, T.S.; Hong, S.H.; Jeon, S. Enhanced Mechanical Properties of Graphene/Copper Nanocomposites Using a Molecular-Level Mixing Process. Adv. Mater. 2013, 25, 6724–6729. [Google Scholar] [CrossRef]
- Yan, S.J.; Dai, S.L.; Zhang, X.Y.; Yang, C.; Hong, Q.H.; Chen, J.Z.; Lin, Z.M. Investigating aluminum alloy reinforced by graphene nanoflakes. Mater. Sci. Eng. A Struct. 2014, 612, 440–444. [Google Scholar] [CrossRef]
- Zhang, H.; Xu, C.; Xiao, W.; Ameyama, K.; Ma, C. Enhanced mechanical properties of Al5083 alloy with graphene nanoplates prepared by ball milling and hot extrusion. Mater. Sci. Eng. A Struct. 2016, 658, 8–15. [Google Scholar] [CrossRef]
- Ji, C.B.; Wang, X.F.; Zou, J.W.; Yang, J. Mechanical properties of graphene reinforced nickel-based P/M superalloy. J. Mater. Eng. 2017, 45, 1–6. [Google Scholar] [CrossRef]
- Rashad, M.; Pan, F.; Tang, A.; Asif, M.; She, J.; Gou, J.; Mao, J.; Hu, H. Development of magnesium-graphene nanoplatelets composite. J. Compos. Mater. 2014, 49, 285–293. [Google Scholar] [CrossRef]
- Hu, Z.; Tong, G.; Lin, D.; Chen, C.; Guo, H.; Gou, J.; Xu, J.; Zhou, L. Graphene-reinforced metal matrix nanocomposites—A review. Mater. Sci. Technol. Lond. 2016, 32, 930–953. [Google Scholar] [CrossRef]
- Saboori, A.; Moheimani, S.K.; Dadkhah, M.; Pavese, M.; Badini, C.; Fino, P. An Overview of Key Challenges in the Fabrication of Metal Matrix Nanocomposites Reinforced by Graphene Nanoplatelets. Metals 2018, 8, 172. [Google Scholar] [CrossRef] [Green Version]
- Song, Y.; Chen, Y.; Liu, W.W.; Li, W.L.; Wang, Y.G.; Zhao, D.; Liu, X.B. Microscopic mechanical properties of titanium composites containing multi-layer graphene nanofillers. Mater. Des. 2016, 109, 256–263. [Google Scholar] [CrossRef]
- Liu, J.; Wu, M.; Yang, Y.; Yang, G.; Yan, H.; Jiang, K. Preparation and mechanical performance of graphene platelet reinforced titanium nanocomposites for high temperature applications. J. Alloys Compd. 2018, 765, 1111–1118. [Google Scholar] [CrossRef]
- Mu, X.N.; Zhang, H.M.; Cai, H.N.; Fan, Q.B.; Zhang, Z.H.; Wu, Y.; Fu, Z.J.; Yu, D.H. Microstructure evolution and superior tensile properties of low content graphene nanoplatelets reinforced pure Ti matrix composites. Mat. Sci. Eng. A Struct. 2017, 687, 164–174. [Google Scholar] [CrossRef]
- Mu, X.N.; Cai, H.N.; Zhang, H.M.; Fan, Q.B.; Zhang, Z.H.; Wu, Y.; Ge, Y.X.; Wang, D.D. Interface evolution and superior tensile properties of multi-layer graphene reinforced pure Ti matrix composite. Mater. Des. 2018, 140, 431–441. [Google Scholar] [CrossRef]
- Ye, W.; Chi, Q.; Zhou, H.; Gao, P. Ball-milling preparation of titanium/graphene composites and its enhanced hydrogen storage ability. Int. J. Hydrog. Energy 2018, 43, 19164–19173. [Google Scholar] [CrossRef]
- Bastwros, M.; Kim, G.Y.; Zhu, C.; Zhang, K.; Wang, S.; Tang, X.; Wang, X. Effect of ball milling on graphene reinforced Al6061 composite fabricated by semi-solid sintering. Compos. Part B Eng. 2014, 60, 111–118. [Google Scholar] [CrossRef]
- Dreyer, D.R.; Park, S.; Bielawski, C.W.; Ruoff, R.S. The chemistry of graphene oxide. Chem. Soc. Rev. 2010, 39, 228–240. [Google Scholar] [CrossRef] [PubMed]
- Paredes, J.I.; Villar-Rodil, S.; Martínez-Alonso, A.; Tascón, J.M.D. Graphene Oxide Dispersions in Organic Solvents. Langmuir 2008, 24, 10560–10564. [Google Scholar] [CrossRef] [PubMed]
- Dong, L.L.; Xiao, B.; Liu, Y.; Li, Y.L.; Fu, Y.Q.; Zhao, Y.Q.; Zhang, Y.S. Sintering effect on microstructural evolution and mechanical properties of spark plasma sintered Ti matrix composites reinforced by reduced graphene oxides. Ceram. Int. 2018, 44, 17835–17844. [Google Scholar] [CrossRef]
- Chen, H.; Mi, G.B.; Li, P.J.; Wang, X.D.; Huang, X.; Cao, C.X. Effects of Graphene Oxide Addition on Microstructure and Mechanical Properties of 600 °C High Temperature Titanium Alloy. J. Mater. Eng. 2019, 47, 38–45. [Google Scholar] [CrossRef]
- Zhen, C.; Wang, X.; Li, J.; Wu, Y.; Zhang, H.; Guo, J.; Wang, S. Reinforcement with graphene nanoflakes in titanium matrix composites. J. Alloys Compd. 2017, 696, 498–502. [Google Scholar] [CrossRef]
- Zhang, F.; Wang, J.; Liu, T.; Shang, C. Enhanced mechanical properties of few-layer graphene reinforced titanium alloy matrix nanocomposites with a network architecture. Mater. Des. 2020, 186, 108330. [Google Scholar] [CrossRef]
- Zhou, H.; Shi, X.; Liu, X.; Lu, G.; Chen, Y. Tribological Properties and Self-Repairing Functionality of Ti6Al4V-Multilayer Graphene-Ag Composites. J. Mater. Eng. Perform. 2019, 28, 3381–3392. [Google Scholar] [CrossRef]
- Yan, Z.; Shen, Q.; Shi, X.; Yang, K.; Zou, J.; Huang, Y.; Zhang, A.; Ibranim, A.M.M.; Wang, Z. Tribological Behavior of γ-TiAl Matrix Composites with Different Contents of Multilayer Graphene. J. Mater. Eng. Perform. 2017, 26, 2776–2783. [Google Scholar] [CrossRef]
- Park, S.; An, J.; Potts, J.R.; Velamakanni, A.; Murali, S.; Ruoff, R.S. Hydrazine-reduction of graphite- and graphene oxide. Carbon 2011, 49, 3019–3023. [Google Scholar] [CrossRef]
- Lei, Z.; Lu, L.; Zhao, X.Z. The electrocapacitive properties of graphene oxide reduced by urea. Energy Environ. Sci. 2012, 5, 6391–6399. [Google Scholar] [CrossRef]
- Kim, C.J.; Khan, W.; Park, S.Y. Structural evolution of graphite oxide during heat treatment. Chem. Phys. Lett. 2011, 511, 110–115. [Google Scholar] [CrossRef]
- McAllister, M.J.; Li, J.L.; Adamson, D.H.; Schniepp, H.C.; Abdala, A.A.; Liu, J.; Herrera-Alonso, M.; Milius, H.C.; Car, R.; Prud’Homme, R.K.; et al. Single Sheet Functionalized Graphene by Oxidation and Thermal Expansion of Graphite. Chem. Mater. 2007, 19, 4396–4404. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Yan, C.; Shi, Y. A novel near α-Ti alloy prepared by hot isostatic pressing: Microstructure evolution mechanism and high temperature tensile properties. Mater. Des. 2016, 106, 371–379. [Google Scholar] [CrossRef]
- Dong, L.L.; Xiao, B.; Jin, L.H.; Lu, J.W.; Liu, Y.; Fu, Y.Q.; Zhao, Y.Q.; Wu, G.H.; Zhang, Y.S. Mechanisms of simultaneously enhanced strength and ductility of titanium matrix composites reinforced with nanosheets of graphene oxides. Ceram. Int. 2019, 45, 19370–19379. [Google Scholar] [CrossRef]
- Guo, R.; Xu, L.; Chen, Z.; Wang, Q.; Zong, B.Y.; Yang, R. Effect of powder surface state on microstructure and tensile properties of a novel near α-Ti alloy using hot isostatic pressing. Mater. Sci. Eng. A Struct. 2017, 706, 57–63. [Google Scholar] [CrossRef]
- Zhang, A.; Liu, D.; Wang, H. Effect of thermal exposure on microstructure and tensile properties of laser deposited Ti60A alloy. Mater. Sci. Eng. A Struct. 2013, 562, 61–68. [Google Scholar] [CrossRef]
- Li, J.; Cai, J.M.; Rui, D. Precipitation Behavior of Silicide in Near-α TG6 Titanium Alloy. J. Aeronaut. Mater. 2012, 32, 32–36. [Google Scholar] [CrossRef]
- Liu, J.; Hu, N.; Liu, X.; Liu, Y.; Lv, X.; Wei, L.; Zheng, S. Microstructure and Mechanical Properties of Graphene Oxide Reinforced Titanium Matrix Composites Synthesized by Hot-Pressed Sintering. Nanoscale Res. Lett. 2019, 14, 1–12. [Google Scholar] [CrossRef]
- Wang, M.; Zhou, J.; Yin, Y.; Nan, H.; Xue, P.; Tu, Z. Hot deformation behavior of the Ti6Al4V alloy prepared by powder hot isostatic pressing. J. Alloys Compd. 2017, 721, 320–332. [Google Scholar] [CrossRef]
- Cao, C.; Daly, M.; Singh, C.V.; Sun, Y.; Filleter, T. High strength measurement of monolayer graphene oxide. Carbon 2015, 81, 497–504. [Google Scholar] [CrossRef]
- Shin, S.E.; Choi, H.J.; Shin, J.H.; Bae, D.H. Strengthening behavior of few-layered graphene/aluminum composites. Carbon 2015, 82, 143–151. [Google Scholar] [CrossRef]
- Yoon, D.; Son, Y.W.; Cheong, H. Negative thermal expansion coefficient of graphene measured by Raman spectroscopy. Nano Lett. 2011, 11, 3227–3231. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, X.; Zhu, Z.S.; Wang, H.H. Advanced Aeronautical Titanium Alloys and Applications; National Defense Industry Press: Beijing, China, 2012. [Google Scholar]
- Dadkhah, M.; Saboori, A.; Fino, P. An Overview of the Recent Developments in Metal Matrix Nanocomposites Reinforced by Graphene. Materials 2019, 12, 2823. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, M.; Zhao, Y.; Wang, L.D.; Zhu, Y.P.; Wang, X.J.; Sheng, J.; Yang, Z.Y.; Shi, H.L.; Shi, Z.D.; Fei, W.D. Achieving high strength and ductility in graphene/magnesium composite via an in-situ reaction wetting process. Carbon 2018, 139, 954–963. [Google Scholar] [CrossRef]
- Saba, F.; Zhang, F.; Liu, S.; Liu, T. Reinforcement size dependence of mechanical properties and strengthening mechanisms in diamond reinforced titanium metal matrix composites. Compos. Part B Eng. 2019, 167, 7–19. [Google Scholar] [CrossRef]
- Nieto, A.; Bisht, A.; Lahiri, D.; Zhang, C.; Agarwal, A. Graphene reinforced metal and ceramic matrix composites: A review. Int. Mater. Rev. 2017, 62, 241–302. [Google Scholar] [CrossRef]
- Kim, Y.; Song, Y.B.; Lee, S.H. Microstructure and intermediate-temperature mechanical properties of powder metallurgy Ti-6Al-4V alloy prepared by the prealloyed approach. J. Alloys Compd. 2015, 637, 234–241. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Sn | Zr | Mo | Nb | Si | C | Ti |
|---|---|---|---|---|---|---|---|
| 5.62 | 4.12 | 3.71 | 0.54 | 0.71 | 0.38 | 0.061 | Bal |
| Addition Amount of GO (wt%) | Density (g cm−3) | Mass Fraction of C (wt%) | Mass Fraction of O (wt%) | Mass Fraction of GO (wt%) | Grain Size (μm) |
|---|---|---|---|---|---|
| 0 (matrix alloy) | 4.596 | 0.06 | 0.09 | 0 | 18.3 ± 1.4 |
| 0.05 | 4.595 | 0.08 | 0.10 | 0.03 | 13.7 ± 0.4 |
| 0.15 | 4.594 | 0.11 | 0.11 | 0.07 | 13.4 ± 0.7 |
| 0.30 | 4.590 | 0.18 | 0.14 | 0.17 | 11.4 ± 0.8 |
| 0.40 | 4.588 | 0.20 | 0.15 | 0.20 | 9.6 ± 1.1 |
| 0.50 | 4.585 | 0.22 | 0.16 | 0.23 | 8.5 ± 0.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, H.; Mi, G.; Li, P.; Huang, X.; Cao, C. Microstructure and Tensile Properties of Graphene-Oxide-Reinforced High-Temperature Titanium-Alloy-Matrix Composites. Materials 2020, 13, 3358. https://doi.org/10.3390/ma13153358
Chen H, Mi G, Li P, Huang X, Cao C. Microstructure and Tensile Properties of Graphene-Oxide-Reinforced High-Temperature Titanium-Alloy-Matrix Composites. Materials. 2020; 13(15):3358. https://doi.org/10.3390/ma13153358
Chicago/Turabian StyleChen, Hang, Guangbao Mi, Peijie Li, Xu Huang, and Chunxiao Cao. 2020. "Microstructure and Tensile Properties of Graphene-Oxide-Reinforced High-Temperature Titanium-Alloy-Matrix Composites" Materials 13, no. 15: 3358. https://doi.org/10.3390/ma13153358