Estimation of the Adhesion Interface Performance in Aluminum-PLA Joints by Thermographic Monitoring of the Material Extrusion Process

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Sample Preparation
2.1.1. Aluminum Substrates
2.1.2. Polylactic Acid (PLA)
2.2. Methods
2.2.1. Thermography (Thermal Process Monitoring)
2.2.2. Differential Scanning Calorimetry (Caloric Properties)
2.2.3. Rheometry (Thermo-Rheological Properties)
2.2.4. Light Microscopy (Wetting Behavior)
2.2.5. Tensile Tester (Mechanical Performance)
3. Results and Discussion
3.1. Material Properties
3.2. Thermal Process Characterization by Means of Thermography
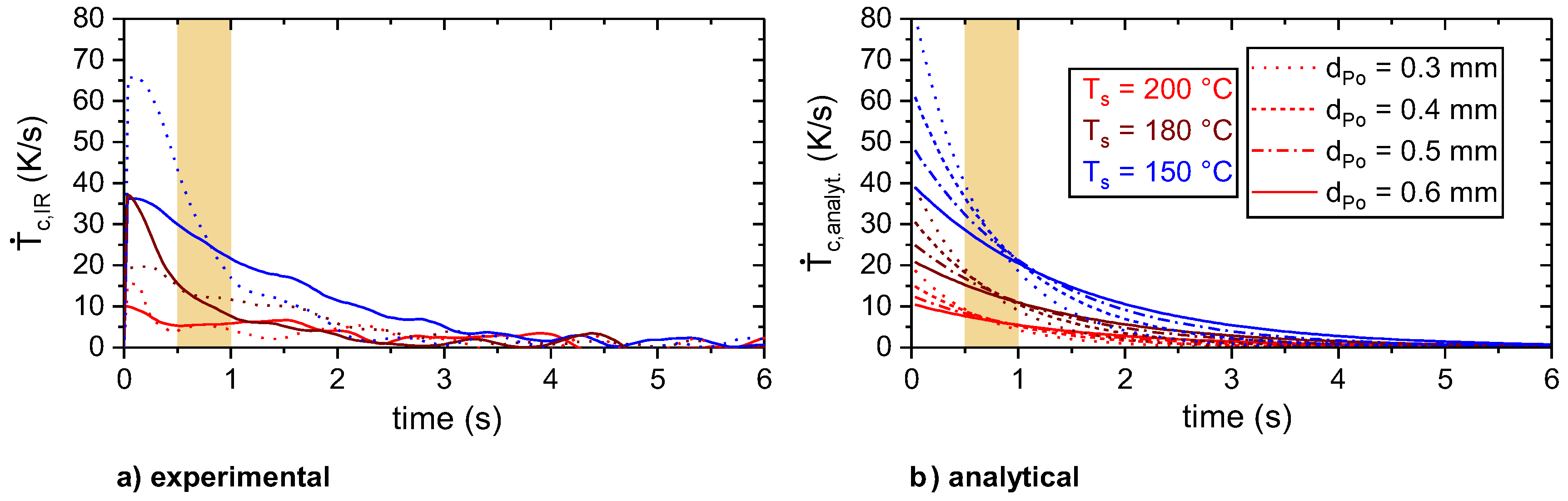
Cooling Behavior of the Polymer During the ME Joining Process
3.3. Wetting Behavior
3.4. Adhesion Interface Performance
- Different thermal boundary conditions exist due to the presence (SLJ) or absence (CAM) of a neighboring polymer track.
- The temperature measuring position on the polymer track might differ, as the boundaries of the polymer track were hard to segment in the case of the SLJ experiment.
- The joint failure is very sensitive to local heterogeneities due to processing and substrate surface condition (e.g., roughness, contaminations and pores).
- Differences in the coefficient of thermal expansion (cf. Table 1) lead to internal stresses during cooling. Relaxation of the residual stresses, which can weaken or strengthen the bonding, is a time dependent process and depends on the ambient conditions (temperature and humidity).
- Additional peel stresses at the edges of the bond during loading amplify the effects mentioned above.
4. Conclusions
- accounted for the effect of substrate temperature, Ts. For the given processing conditions in terms of layer height, dPo, and substrate temperature, Ts, the average cooling rate within 0.5 and 1 s after extrusion, , could be used for the estimation instead of the plateau temperature, TIR,plat. This facilitates the evaluation during the production of an actual part, as it is difficult to monitor any point until TIR,plat is reached.
- A variation in layer height affected the preset shape of the polymer trace in terms of φcs,i and, hence, wetting and adhesion.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Bromberger, J.; Kelly, R. Additive manufacturing: A long-term game changer for manufacturers. In The Great Re-Make: Manufacturing for Modern Times; Backwell, E., Gambell, T., Marya, V., Schmitz, C., Eds.; McKinsey & Company: New York, NY, USA, 2017; pp. 59–66. [Google Scholar]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Kaspar, J.; Bechtel, S.; Häfele, T.; Herter, F.; Schneberger, J.; Bähre, D.; Griebsch, J.; Herrmann, H.-G.; Vielhaber, M. Integrated Additive Product Development for Multi-Material Parts. Procedia Manuf. 2019, 33, 3–10. [Google Scholar] [CrossRef]
- Summa, J.; Becker, M.; Grossmann, F.; Pohl, M.; Stommel, M.; Herrmann, H.G. Fracture analysis of a metal to CFRP hybrid with thermoplastic interlayers for interfacial stress relaxation using in situ thermography. Compos. Struct. 2018, 193, 19–28. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Sapkota, J.; Schuschnigg, S.; Holzer, C. Effect of the printing bed temperature on the adhesion of parts produced by fused filament fabrication. Plast. Rubber Compos. 2017, 47, 17–24. [Google Scholar] [CrossRef]
- Spoerk, M.; Gonzalez-Gutierrez, J.; Lichal, C.; Cajner, H.; Berger, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Optimisation of the Adhesion of Polypropylene-Based Materials during Extrusion-Based Additive Manufacturing. Polymers 2018, 10, 490. [Google Scholar] [CrossRef]
- Habenicht, G.; Ahner, C. Applied Adhesive Bonding. A Practical Guide for Flawless Results; Wiley-VCH: Weinheim, Chichester, UK, 2009; ISBN 978-3-527-32014-1. [Google Scholar]
- Habenicht, G. Kleben: Grundlagen, Technologien, Anwendungen, 5., Erw. und aktualisierte Aufl.; Springer: Berlin, Germany, 2006. [Google Scholar]
- Kajihara, Y.; Tamura, Y.; Kimura, F.; Suzuki, G.; Nakura, N.; Yamaguchi, E. Joining strength dependence on molding conditions and surface textures in blast-assisted metal-polymer direct joining. Cirp Ann. 2018, 67, 591–594. [Google Scholar] [CrossRef]
- Ramani, K.; Moriarty, B. Thermoplastic bonding to metals via injection molding for macro-composite manufacture. Polym. Eng. Sci. 1998, 38, 870–877. [Google Scholar] [CrossRef]
- Li, X.; Liu, F.; Gong, N.; Huang, P.; Yang, C. Enhancing the joining strength of injection-molded polymer-metal hybrids by rapid heating and cooling. J. Mater. Process. Technol. 2017, 249, 386–393. [Google Scholar] [CrossRef]
- Bonpain, B.; Stommel, M. Influence of surface roughness on the shear strength of direct injection molded plastic-aluminum hybrid-parts. Int. J. Adhes. Adhes. 2018, 82, 290–298. [Google Scholar] [CrossRef]
- Amancio-Filho, S.T.; Falck, R. Verfahren zum Herstellen eines Schichtförmigen Bauteils. Patent DE 10 2016 121 267 A1, 7 November 2016. [Google Scholar]
- Falck, R.; Dos Santos, J.F.; Amancio-Filho, S.T. Microstructure and Mechanical Performance of Additively Manufactured Aluminum 2024-T3/Acrylonitrile Butadiene Styrene Hybrid Joints Using an AddJoining Technique. Materials 2019, 12, 864. [Google Scholar] [CrossRef]
- Falck, R.; Goushegir, S.M.; dos Santos, J.F.; Amancio-Filho, S.T. AddJoining: A novel additive manufacturing approach for layered metal-polymer hybrid structures. Mater. Lett. 2018, 217, 211–214. [Google Scholar] [CrossRef]
- Chueh, Y.-H.; Wei, C.; Zhang, X.; Li, L. Integrated laser-based powder bed fusion and fused filament fabrication for three-dimensional printing of hybrid metal/polymer objects. Addit. Manuf. 2020, 31, 100928. [Google Scholar] [CrossRef]
- Hertle, S.; Kleffel, T.; Wörz, A.; Drummer, D. Production of polymer-metal hybrids using extrusion-based additive manufacturing and electrochemically treated aluminum. Addit. Manuf. 2020, 33, 101135. [Google Scholar] [CrossRef]
- Costa, S.F.; Duarte, F.M.; Covas, J.A. Estimation of filament temperature and adhesion development in fused deposition techniques. J. Mater. Process. Technol. 2017, 245, 167–179. [Google Scholar] [CrossRef]
- Seppala, J.E.; Hoon Han, S.; Hillgartner, K.E.; Davis, C.S.; Migler, K.B. Weld formation during material extrusion additive manufacturing. Soft Matter 2017, 13, 6761–6769. [Google Scholar] [CrossRef]
- Ravoori, D.; Prajapati, H.; Talluru, V.; Adnan, A.; Jain, A. Nozzle-integrated pre-deposition and post-deposition heating of previously deposited layers in polymer extrusion based additive manufacturing. Addit. Manuf. 2019, 28, 719–726. [Google Scholar] [CrossRef]
- Seppala, J.E.; Migler, K.D. Infrared thermography of welding zones produced by polymer extrusion additive manufacturing. Addit. Manuf. 2016, 12, 71–76. [Google Scholar] [CrossRef]
- Ferraris, E.; Zhang, J.; van Hooreweder, B. Thermography based in-process monitoring of Fused Filament Fabrication of polymeric parts. Cirp Ann. 2019. [Google Scholar] [CrossRef]
- Hartmann, J.; Bernhard, F. Strahlungstemperaturmessung. In Handbuch der Technischen Temperaturmessung; Bernhard, F., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1161–1393. ISBN 978-3-642-24505-3. [Google Scholar]
- Bernhard, F. Thermografie. In Handbuch der Technischen Temperaturmessung; Bernhard, F., Ed.; Springer: Berlin/Heidelberg, Germany, 2014; pp. 1395–1463. ISBN 978-3-642-24505-3. [Google Scholar]
- Bartolai, J.; Simpson, T.W.; Xie, R. Predicting strength of additively manufactured thermoplastic polymer parts produced using material extrusion. Rapid Prototyp. J. 2018, 24, 321–332. [Google Scholar] [CrossRef]
- Ostermann, F. Anwendungstechnologie Aluminium, 3rd ed.; Springer: Berlin/Heidelberg, Germany, 2014; ISBN 978-3-662-43806-0. [Google Scholar]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. In-line rheological monitoring of fused deposition modeling. J. Rheol. 2019, 63, 141–155. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Modeling of interlayer contact and contact pressure during fused filament fabrication. J. Rheol. 2019, 63, 655–672. [Google Scholar] [CrossRef]
- Mackay, M.E. The importance of rheological behavior in the additive manufacturing technique material extrusion. J. Rheol. 2018, 62, 1549–1561. [Google Scholar] [CrossRef]
- Ghaffari, S.; Khalid, S.; Butler, M.; Naguib, H.E. Development of High Thermally Conductive and Electrically Insulative Polylactic Acid (PLA) and Hexagonal Boron Nitride (hBN) Composites for Electronic Packaging Applications. J. Biobased Mat. Bioenerg. 2015, 9, 145–154. [Google Scholar] [CrossRef]
- NatureWorks. Ingeo Biopolymer 3D870 Technical Data Sheet. Available online: https://www.natureworksllc.com/~/media/Files/NatureWorks/Technical-Documents/Technical-Data-Sheets/TechnicalDataSheet_3D870_monofilament_pdf.pdf?la=en (accessed on 11 September 2019).
- Zhang, J.; Tashiro, K.; Tsuji, H.; Domb, A.J. Disorder-to-Order Phase Transition and Multiple Melting Behavior of Poly(l -lactide) Investigated by Simultaneous Measurements of WAXD and DSC. Macromolecules 2008, 41, 1352–1357. [Google Scholar] [CrossRef]
- Bagheriasl, D.; Carreau, P.J.; Riedl, B.; Dubois, C.; Hamad, W.Y. Shear rheology of polylactide (PLA)–cellulose nanocrystal (CNC) nanocomposites. Cellulose 2016, 23, 1885–1897. [Google Scholar] [CrossRef]
- Benwood, C.; Anstey, A.; Andrzejewski, J.; Misra, M.; Mohanty, A.K. Improving the Impact Strength and Heat Resistance of 3D Printed Models: Structure, Property, and Processing Correlationships during Fused Deposition Modeling (FDM) of Poly(Lactic Acid). Acs Omega 2018, 3, 4400–4411. [Google Scholar] [CrossRef]
- Hepperle, J. Rheological properties of polymer melts. In Co-rotating Twin-screw Extruder: Fundamentals, Technology, and Applications; Kohlgrüber, K., Bierdel, M., Eds.; Hanser; Hanser Gardner: Munich, Cincinnati, OH, USA, 2008; ISBN 9781569904220. [Google Scholar]
- Gupta, M.C.; Deshmukh, V.G. Thermal oxidative degradation of poly-lactic acid. Colloid Polym. Sci. 1982, 1982, 514–517. [Google Scholar]
- Ebnesajjad, S. Adhesives Technology Handbook, 2nd ed.; William Andrew Pub: Norwich, NY, USA, 2008; ISBN 0815515332. [Google Scholar]
- Welygan, D.G.; Burns, C.M. Dynamic Contact Angles of Viscous Liquids. J. Adhes. 1980, 11, 41–55. [Google Scholar] [CrossRef]
- Vollmer, M. Newton’s law of cooling revisited. Eur. J. Phys. 2009, 30, 1063–1084. [Google Scholar] [CrossRef]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of Bond Formation Between Polymer Filaments in the Fused Deposition Modeling Process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Reverte, J.M.; Becar, J.P. Additive Manufacturing of PLA-Based Composites Using Fused Filament Fabrication: Effect of Graphene Nanoplatelet Reinforcement on Mechanical Properties, Dimensional Accuracy and Texture. Polymers 2019, 11, 799. [Google Scholar] [CrossRef] [PubMed]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Al EN AW-6082-T6 | PLA Ingeo™ 3D870 | |
|---|---|---|---|
| Thermal Expansion Coefficient | α (10−6/K) | 23.1 [26] | 85–185 * [31] |
| Thermal Conductivity | k (W/m·K) | 172 [26] | 0.1–0.2 * [27] |
| Heat Capacity | cp (kJ/kg·K) | 0.9 [26] | 1.6–2.1 * [27] |
| Density | ρ (g/cm3) | 2.71 [26] | 1.07–1.25 * [27] |
| Melting Temperature | Tm (°C) | 575–650 [26] | 175.2 ± 0.8 |
| Glass Transition Temperature | Tg (°C) | 60.5 ± 0.3 | |
| Elastic Modulus | E (GPa) | 70 [26] | 2.9 [32] |
| Tensile Strength | σm (MPa) | 340 [26] | 40 [32] |
| Surface Roughness -Blank -Sandblasted (FEPA 150) | Ra, Rz (µm) | 0.18 ± 0.02, 1.5 ± 0.1 1.9 ± 0.5, 15 ± 4 | |
| Process Parameters | TIR, e (°C) | TIR, plat (°C) | ||
|---|---|---|---|---|
| Ts = 200 °C | dPo = 0.3 mm dPo = 0.6 mm | 206.1 ± 0.8 205.6 ± 1.3 | 193.0 ± 2.2 189.6 ± 2.1 | 13.0 ± 2.7 8.9 ± 0.9 |
| Ts = 180 °C | dPo = 0.3 mm dPo = 0.6 mm | 203.3 ± 0.8 204.1 ± 0.6 | 175.5 ± 2.4 172.1 ± 0.6 | 38.8 ± 5.2 19.3 ± 1.6 |
| Ts = 150 °C | dPo = 0.3 mm dPo = 0.6 mm | 200.0 ± 0.4 202.1 ± 0.4 | 143.8 ± 0.7 141.8 ± 1.4 | 74.5 ± 7.4 39.1 ± 2.5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bechtel, S.; Meisberger, M.; Klein, S.; Heib, T.; Quirin, S.; Herrmann, H.-G. Estimation of the Adhesion Interface Performance in Aluminum-PLA Joints by Thermographic Monitoring of the Material Extrusion Process. Materials 2020, 13, 3371. https://doi.org/10.3390/ma13153371
Bechtel S, Meisberger M, Klein S, Heib T, Quirin S, Herrmann H-G. Estimation of the Adhesion Interface Performance in Aluminum-PLA Joints by Thermographic Monitoring of the Material Extrusion Process. Materials. 2020; 13(15):3371. https://doi.org/10.3390/ma13153371
Chicago/Turabian StyleBechtel, Stephan, Mirko Meisberger, Samuel Klein, Tobias Heib, Steven Quirin, and Hans-Georg Herrmann. 2020. "Estimation of the Adhesion Interface Performance in Aluminum-PLA Joints by Thermographic Monitoring of the Material Extrusion Process" Materials 13, no. 15: 3371. https://doi.org/10.3390/ma13153371
APA StyleBechtel, S., Meisberger, M., Klein, S., Heib, T., Quirin, S., & Herrmann, H.-G. (2020). Estimation of the Adhesion Interface Performance in Aluminum-PLA Joints by Thermographic Monitoring of the Material Extrusion Process. Materials, 13(15), 3371. https://doi.org/10.3390/ma13153371