Fabrication of Refractory Materials from Coal Fly Ash, Commercially Purified Kaolin, and Alumina Powders

Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Materials
2.2. Instruments
2.3. Material Processing and Procedures
3. Results and Discussion
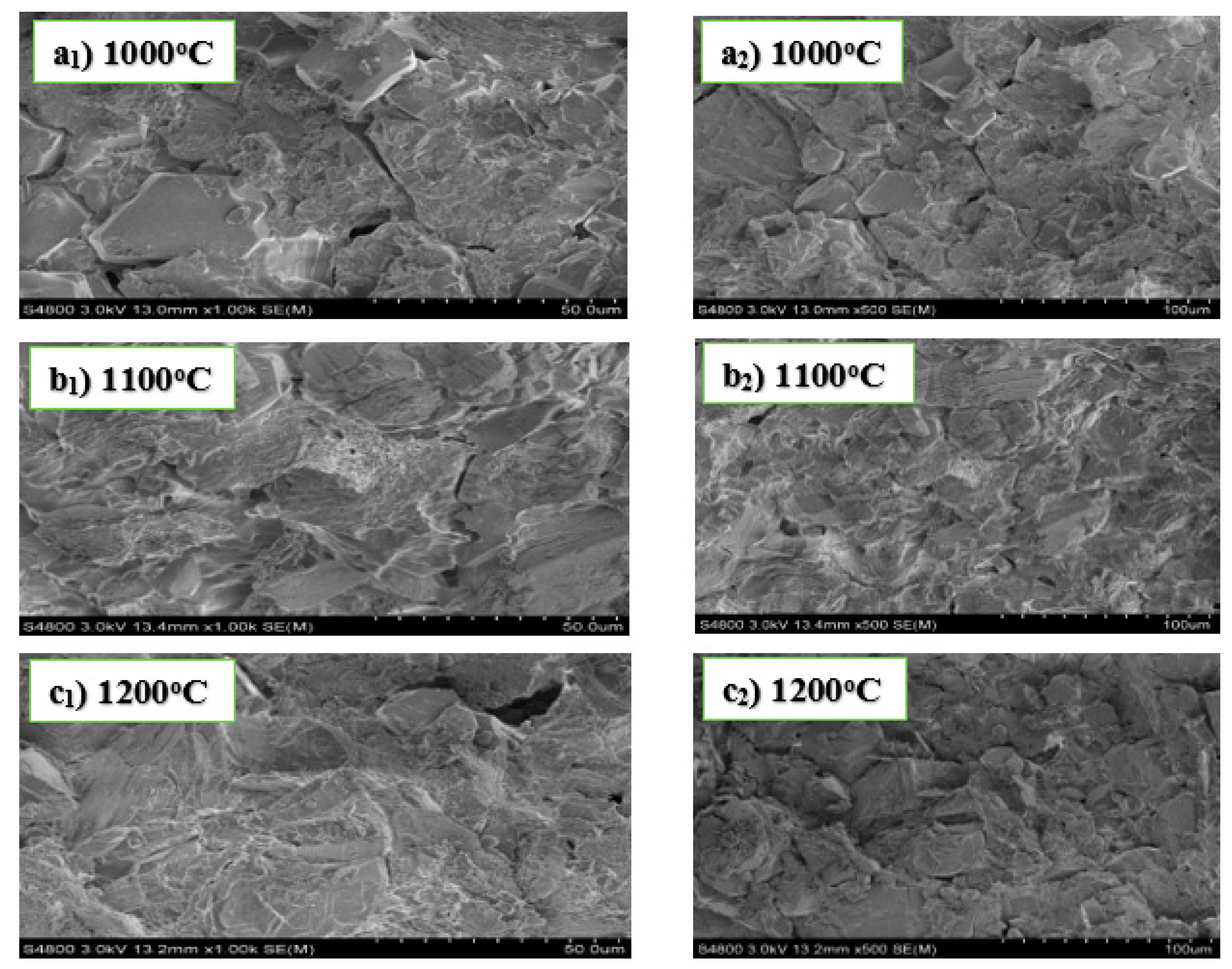
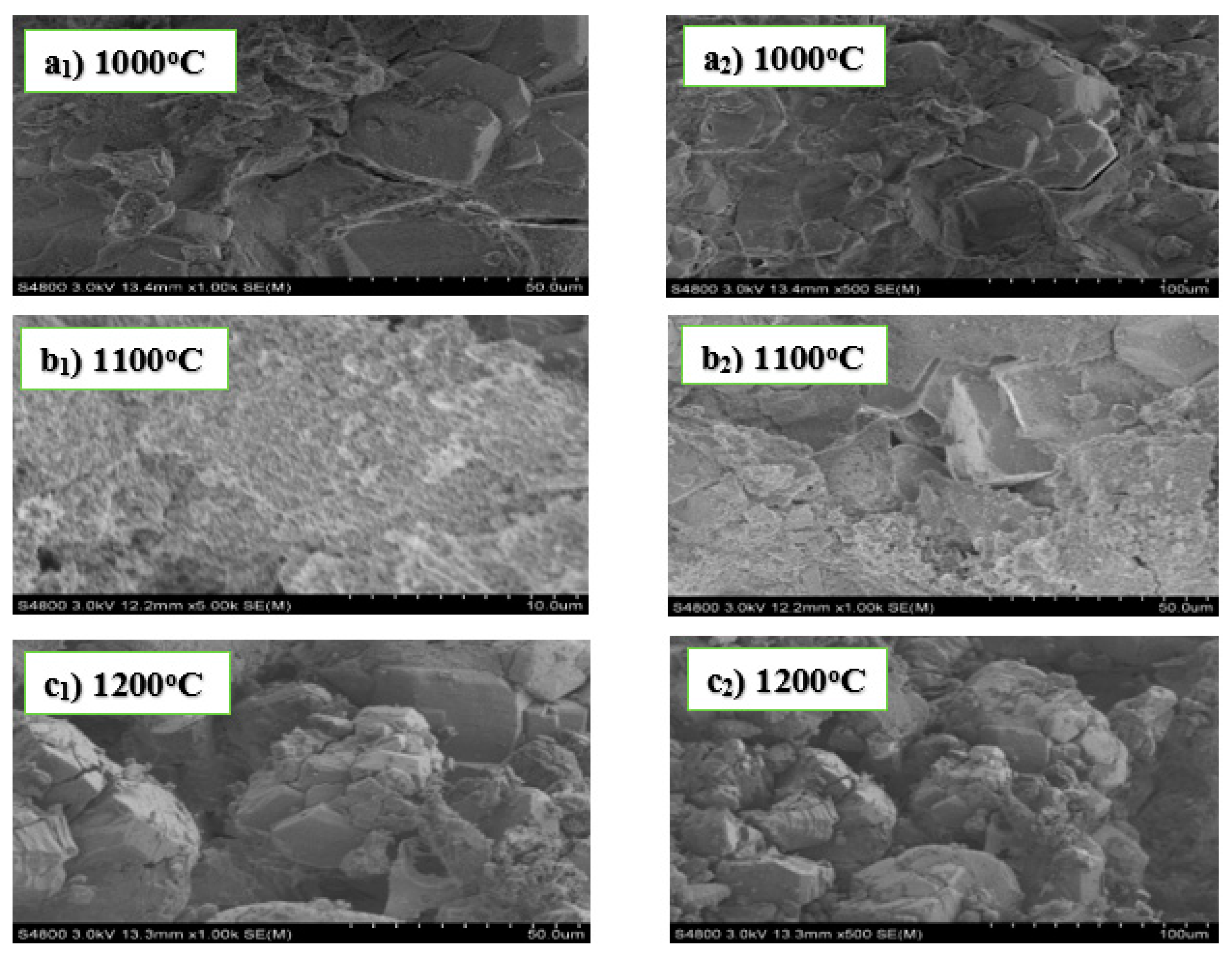
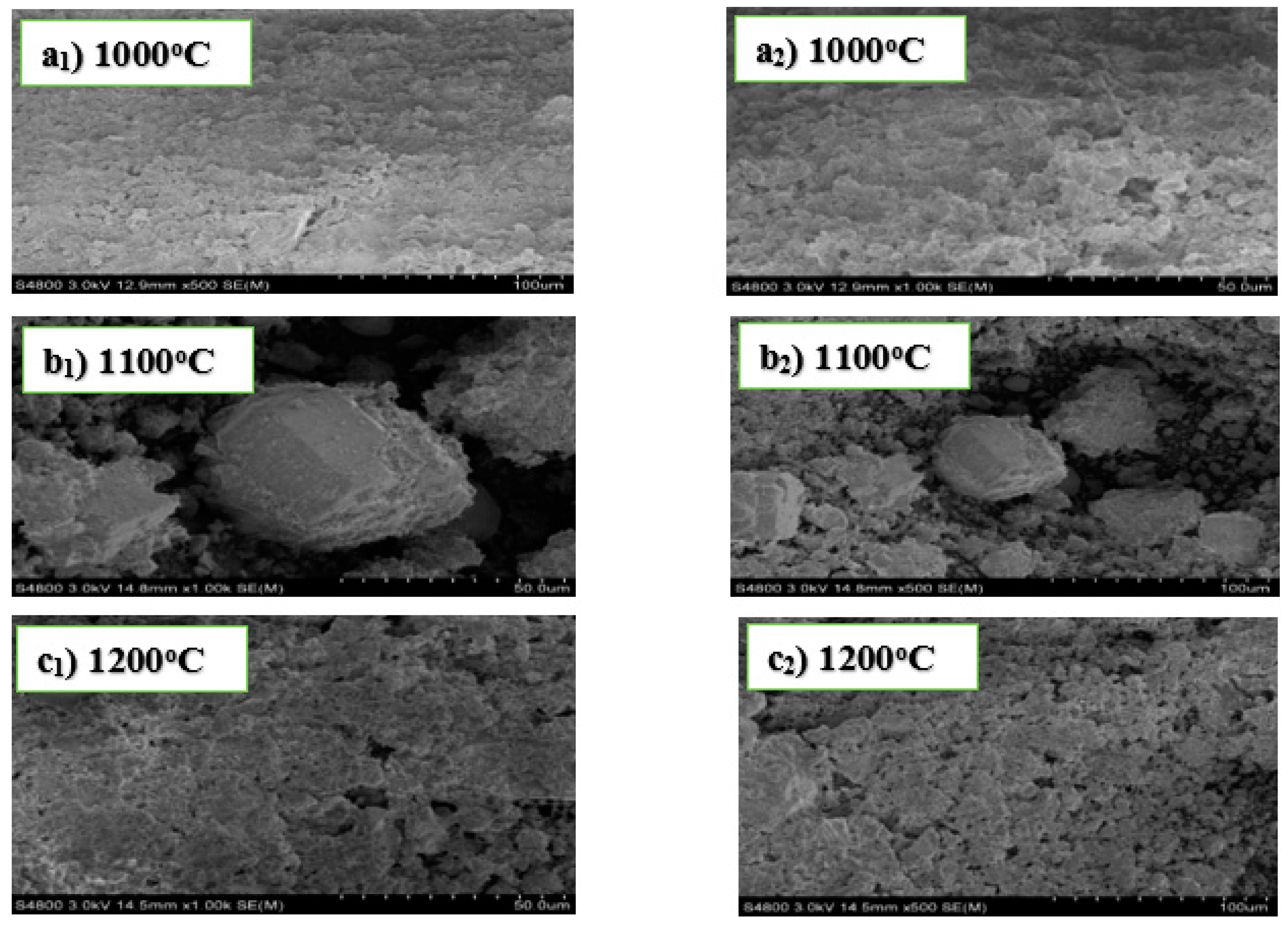
3.1. Scanning Electron Microscope
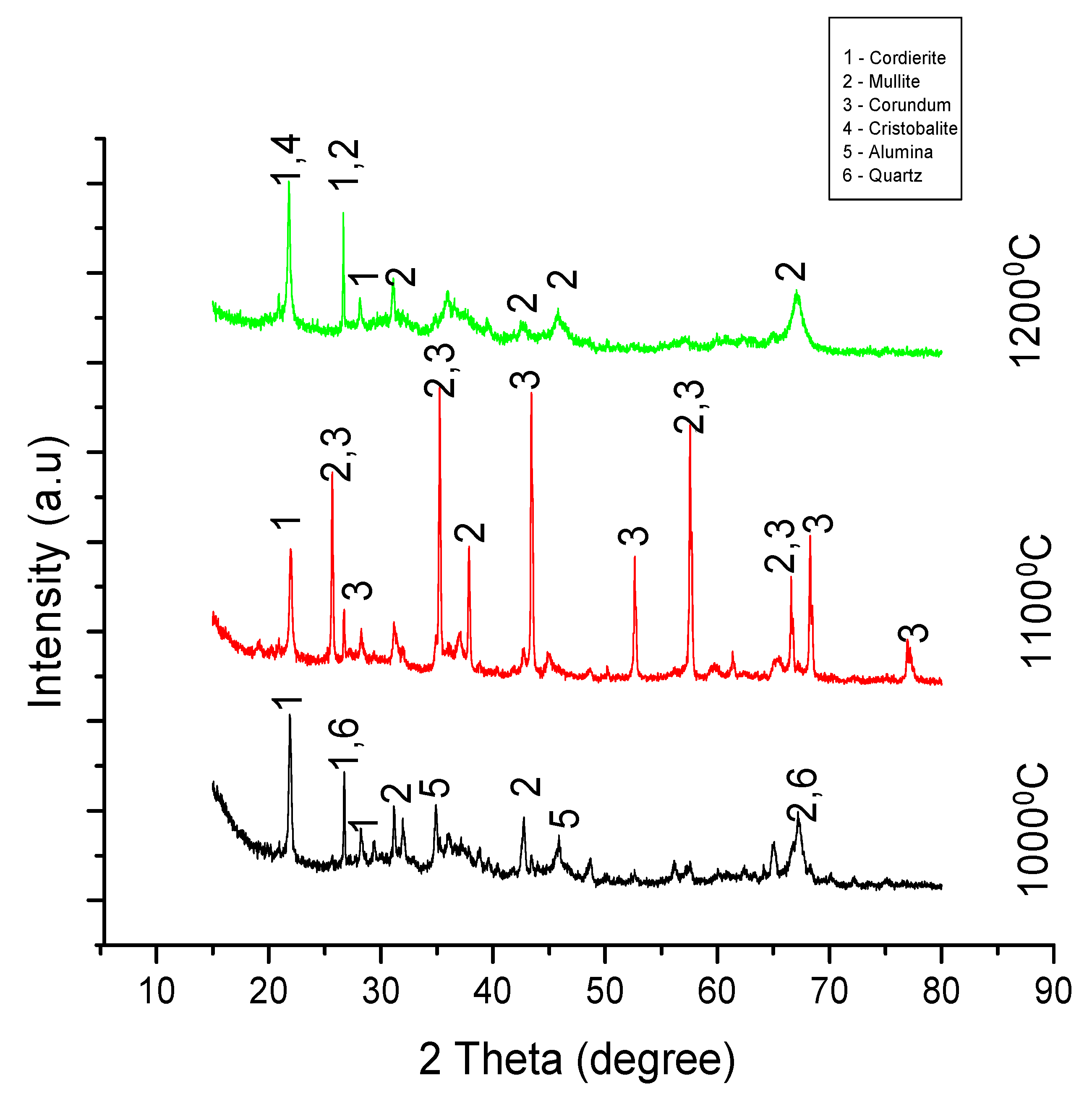
3.2. X-ray Diffraction
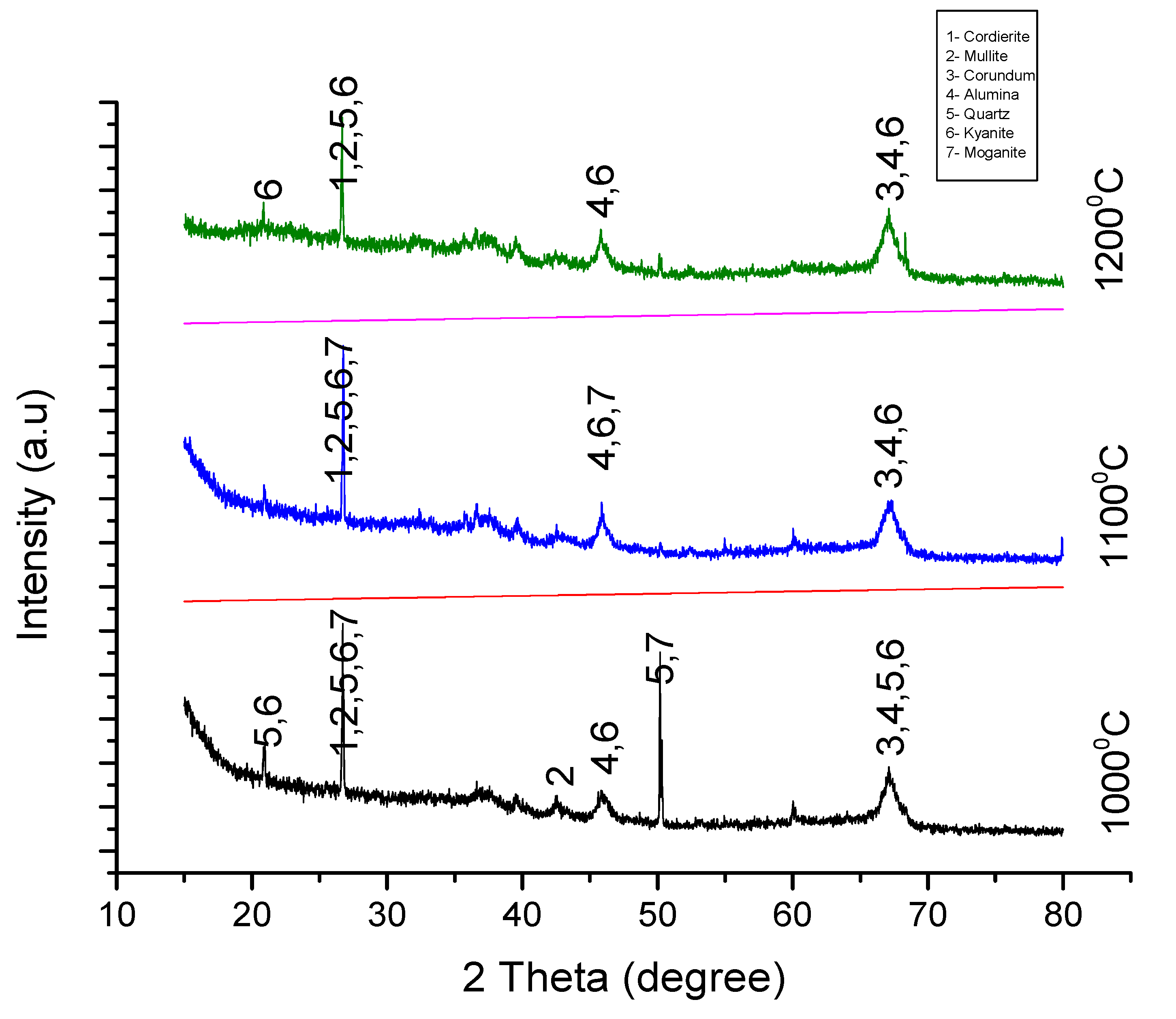
3.2.1. Analysis for Experiment A
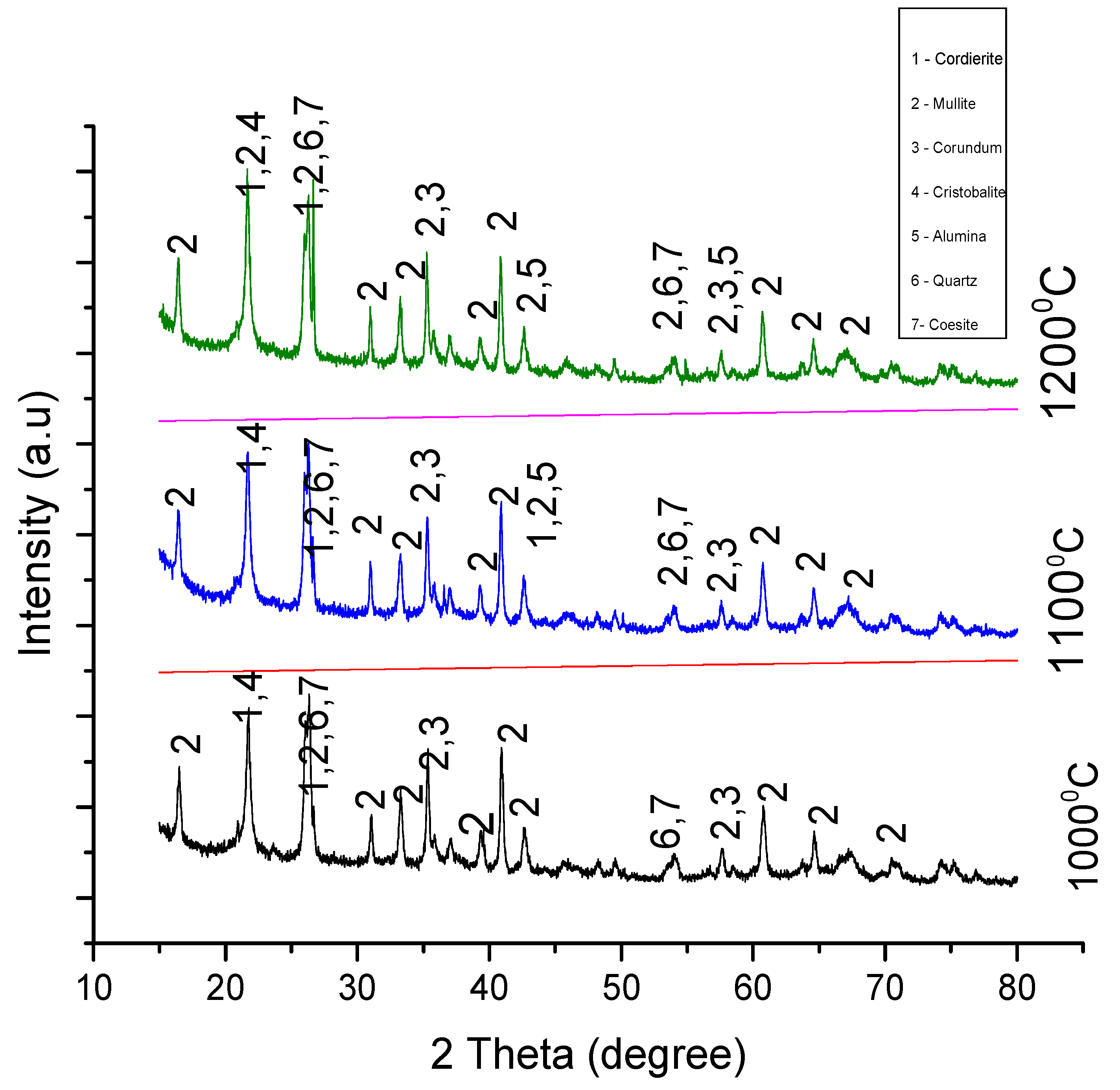
3.2.2. Analysis of Experiment B
3.2.3. Analysis of Experiment C
3.2.4. Analysis of Experiment D
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sembiring, S.; Simanjuntak, W.; Situmeang, R.; Riyanto, A.; Junaidi, J. Structural and Physical Properties of Refractory Cordierite Precursors Prepared from Rice Husk Silica with different MgO Addition. Ceramics-Silikaty 2018, 62, 163–172. [Google Scholar] [CrossRef]
- Low, I.; Mathews, E.; Garrod, T.; Zhou, D.; Phillips, D.; Pillai, X. Processing of Spodumene-Modified Mullite Ceramics. J. Mater. Sci. 1997, 32, 3807–3812. [Google Scholar] [CrossRef]
- Namiranian, A.; Kalantar, M. Mullite Synthesis and Formation from Kyanite Concentrates in Different Conditions of Heat Treatment and Particle Size. Iran. J. Mater. Sci. Eng. 2011, 8, 29–36. [Google Scholar]
- Ruíz-Conde, A.; Pascual Cosp, J.; Garzón Garzón, E.; Morales, L.; Raigón Pichardo, M.; Sánchez-Soto, P.J. Processing of Mullite and Mullite-Based Ceramic Composites from Metal Wastes and By-Products of Mining. 2009. Available online: https://digital.csic.es/handle/10261/18496 (accessed on 29 July 2020).
- Pask, J.A.; Tomsia, A.P. Formation of Mullite from Sol-Gel Mixtures and Kaolinite. J. Am. Ceram. Soc. 1991, 74, 2367–2373. [Google Scholar] [CrossRef]
- Aksay, I.A.; Dabbs, D.M.; Sarikaya, M. Mullite for Structural, Electronic, and Optical Applications. J. Am. Ceram. Soc. 1991, 74, 2343–2358. [Google Scholar] [CrossRef]
- Njoya, D.; Elimbi, A.; Fouejio, D.; Hajjaji, M. Effects of Two Mixtures of Kaolin-Talc-Bauxite and Firing Temperatures on the Characteristics of Cordierite-Based Ceramics. J. Build. Eng. 2016, 8, 99–106. [Google Scholar] [CrossRef]
- Zhu, P.; Wang, L.; Hong, D.; Zhou, M. Study of Cordierite Ceramics Synthesis from Serpentine Tailing and Kaolin Tailing. Sci. Sinter. 2012, 44, 129–134. [Google Scholar] [CrossRef]
- Chargui, F.; Hamidouche, M.; Belhouchet, H.; Jorand, Y.; Doufnoune, R.; Fantozzi, G. Mullite Fabrication from Natural Kaolin and Aluminium Slag. Bol. Soc. Esp. Cerám. y Vidr. 2018, 57, 169–177. [Google Scholar] [CrossRef]
- Sadik, C.; El Amrani, I.-E.; Albizane, A. Effect of Carbon Graphite on the Crystallization of Andalusite: Application to the Synthesis of Mullite and the Improvement of Refractory Quality. Mater. Sci. Appl. 2013, 4, 337. [Google Scholar] [CrossRef] [Green Version]
- Sarkar, R.; Mallick, M. Formation and Densification of Mullite through Solid-Oxide Reaction Technique Using Commercial-Grade Raw Materials. Bull. Mater. Sci. 2018, 41, 31. [Google Scholar] [CrossRef] [Green Version]
- Cividanes, L.S.; Campos, T.M.; Rodrigues, L.A.; Brunelli, D.D.; Thim, G.P. Review of Mullite Synthesis Routes by Sol–Gel Method. J. Sol-Gel Sci. Technol. 2010, 55, 111–125. [Google Scholar] [CrossRef]
- Suriyanarayanan, N.; Nithin, K.K.; Bernardo, E. Mullite Glass Ceramics Production from Coal Ash and Alumina by High Temperature Plasma. J. Non-Oxide Glasses 2009, 1, 247–260. [Google Scholar]
- Sadik, C.; Amrani, I.-E.E.; Albizane, A. Processing and Characterization of Alumina–Mullite Ceramics. J. Asian Ceram. Soc. 2014, 2, 310–316. [Google Scholar] [CrossRef]
- Khatim, O.; Nguyen, T.; Amamra, M.; Museur, L.; Khodan, A.; Kanaev, A. Synthesis and Photoluminescence Properties of Nanostructured Mullite/α-Al2O3. Acta Mater. 2014, 71, 108–116. [Google Scholar] [CrossRef] [Green Version]
- Hung, C.-M. Cordierite-Supported Pt–Pd–Rh Ternary Composite for Selective Catalytic Oxidation of Ammonia. Powder Technol. 2010, 200, 78–83. [Google Scholar] [CrossRef]
- Labrincha, J.; Albuquerque, C.; Ferreira, J.; Ribeiro, M. Electrical characterisation of Cordierite Bodies Containing Al-Rich Anodising Sludge. J. Eur. Ceram. Soc. 2006, 26, 825–830. [Google Scholar] [CrossRef]
- Marghussian, V.; Balazadegan, O.; Eftekhari-Yekta, B. Crystallization Behaviour, Microstructure and Mechanical Properties of Cordierite–Mullite Glass Ceramics. J. Alloys Compd. 2009, 484, 902–906. [Google Scholar] [CrossRef]
- Ribeiro, M.; Blackburn, S.; Ferreira, J.; Labrincha, J. Extrusion of Alumina and Cordierite-Based Tubes Containing Al-Rich Anodising Sludge. J. Eur. Ceram. Soc. 2006, 26, 817–823. [Google Scholar] [CrossRef]
- Takahashi, J.; Natsuisaka, M.; Shimada, S. Fabrication of Cordierite–Mullite Ceramic Composites with Differently Shaped Mullite Grains. J. Eur. Ceram. Soc. 2002, 22, 479–485. [Google Scholar] [CrossRef]
- Chandran, G.R.; Patil, K. Combustion Synthesis, Characterization, Sintering and Microstructure of Cordierite. Br. Ceram. Trans. 1993, 92, 239–245. [Google Scholar]
- Douy, A. Synthesis of Cordierite Powder by Spray-Drying. J. Non-Cryst. Sol. 1992, 147, 554–558. [Google Scholar] [CrossRef]
- Ianoş, R.; Lazău, I.; Păcurariu, C. Solution Combustion Synthesis of α-Cordierite. J. Alloys Compd. 2009, 480, 702–705. [Google Scholar] [CrossRef]
- Menchi, A.; Scian, A. Mechanism of cordierite Formation Obtained by the Sol–Gel Technique. Mater. Lett. 2005, 59, 2664–2667. [Google Scholar] [CrossRef]
- Shieh, Y.; Rawlings, R.; West, D. Constitution of Laser Melted Alumina-Magnesia-Silica Ceramics. Mater. Sci. Technol. 1995, 11, 863–869. [Google Scholar] [CrossRef]
- Sultana, P.; Das, S.; Bhattacharya, A.; Basu, R.; Nandy, P. Mullite Formation in Coal Fly Ash is Facilitated by the Incorporation of Magnesium Oxide. Rev. Adv. Mater. Sci. 2011, 27, 69–74. [Google Scholar]
- Lemougna, P.N.; MacKenzie, K.J.; Melo, U.C. Synthesis and thermal Properties of Inorganic Polymers (Geopolymers) for Structural and Refractory Applications from Volcanic Ash. Ceram. Int. 2011, 37, 3011–3018. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Melo, U.C.; Delplancke, M.-P.; Rahier, H. Influence of the Activating Solution Composition on the Stability and Thermo-Mechanical Properties of Inorganic Polymers (Geopolymers) from Volcanic ash. Constr. Build. Mater. 2013, 48, 278–286. [Google Scholar] [CrossRef]
- Koutnik, P.; Soukup, A.; Bezucha, P.; Šafář, J.; Hájková, P.; Čmelík, J. Comparison of Kaolin and Kaolinitic Claystones as Raw Materials for Preparing Meta-Kaolinite-Based Geopolymers. Ceramics–Silikáty 2019, 63, 110–123. [Google Scholar] [CrossRef] [Green Version]
- Hwang, C.-L.; Huynh, T.-P. Effect of Alkali-Activator and Rice Husk Ash Content on Strength Development of Fly Ash and Residual Rice Husk Ash-Based Geopolymers. Constr. Build. Mater. 2015, 101, 1–9. [Google Scholar] [CrossRef]
- Khater, H. Effect of Calcium on Geopolymerization of Aluminosilicate Wastes. J. Mater. Civ. Eng. 2012, 24, 92–101. [Google Scholar] [CrossRef]
- Lemougna, P.N.; Wang, K.-T.; Tang, Q.; Melo, U.C.; Cui, X.-M. Recent Developments on Inorganic Polymers Synthesis and Applications. Ceram. Int. 2016, 42, 15142–15159. [Google Scholar] [CrossRef]
- Priyadarshee, A.; Gupta, D.; Kumar, V.; Sharma, V. Comparative Study on Performance of Tire Crumbles with Fly Ash and Kaolin Clay. Int. J. Geosynth. Ground Eng. 2015, 1, 38. [Google Scholar] [CrossRef] [Green Version]
- Sultana, P.; Das, S.; Bagchi, B.; Bhattacharya, A.; Basu, R.; Nandy, P. Effect of Size of Fly Ash Particle on Enhancement of Mullite Content and Glass Formation. Bull. Mater. Sci. 2011, 34, 1663–1670. [Google Scholar] [CrossRef]
- Li, S.; Zhang, J.; Li, Z.; Lin, B.; Li, Y.; Li, H. Preparation of Mullite Ceramics from Coal Fly Ash by Deep-desilication Technology. In Proceedings of the 2015 World of Coal Ash Conference, Nashville, TN, USA, 5–7 May 2015. [Google Scholar]
- Yao, Z.; Ji, X.; Sarker, P.; Tang, J.; Ge, L.; Xia, M.; Xi, Y. A Comprehensive Review on the Applications of Coal Fly Ash. Earth-Sci. Rev. 2015, 141, 105–121. [Google Scholar] [CrossRef] [Green Version]
- Luo, Y.; Zheng, S.; Ma, S.; Liu, C.; Wang, X. Ceramic Tiles Derived from Coal Fly Ash: Preparation and Mechanical Characterization. Ceram. Int. 2017, 43, 11953–11966. [Google Scholar] [CrossRef]
- Efavi, J.K.; Damoah, L.; Bensah, D.Y.; Arhin, D.D.; Tetteh, D. Development of Porous Ceramic Bodies from Kaolin Deposits for Industrial Applications. Appl. Clay Sci. 2012, 65, 31–36. [Google Scholar] [CrossRef]
- Murray, H.H. Traditional and New Applications for Kaolin, Smectite, and Palygorskite: A General Overview. Appl. Clay Sci. 2000, 17, 207–221. [Google Scholar] [CrossRef]
- Ali, M.S.; Ariff, A.H.M.; Jaafar, C.N.A.; Tahir, S.M.; Mazlan, N.; Maori, K.A.; Naser, H. Factors Affecting the Porosity and Mechanical Properties of Porous Ceramic Composite Materials. In Reference Module in Materials Science and Materials Engineering; Elsevier: Oxford, UK, 2017. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reacting Materials | Additives | Temperature (°C) | |||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| Experiment A | Al2O3 (10g) SiO2 (4g) | MgO (1g) | 1000 | 1100 | 1200 |
| Experiment B | Al2O3 (10.2g) Al2Si2O5(OH)4 (12.9g) | MgO (2g) | 1000 | 1100 | 1200 |
| Experiment C | Al2O3 (10g) SiO2 (4g) | AlF3·3H2O (1g) | 1000 | 1100 | 1200 |
| Experiment D | Al2O3 (10.2g) Al2Si2O5(OH)4 (12.9g) | AlF3·3H2O (2g) | 1000 | 1100 | 1200 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kamara, S.; Wang, W.; Ai, C. Fabrication of Refractory Materials from Coal Fly Ash, Commercially Purified Kaolin, and Alumina Powders. Materials 2020, 13, 3406. https://doi.org/10.3390/ma13153406
Kamara S, Wang W, Ai C. Fabrication of Refractory Materials from Coal Fly Ash, Commercially Purified Kaolin, and Alumina Powders. Materials. 2020; 13(15):3406. https://doi.org/10.3390/ma13153406
Chicago/Turabian StyleKamara, Saidu, Wei Wang, and Chaoqian Ai. 2020. "Fabrication of Refractory Materials from Coal Fly Ash, Commercially Purified Kaolin, and Alumina Powders" Materials 13, no. 15: 3406. https://doi.org/10.3390/ma13153406