3.1. Determination of the Corrosion Potential and the Instantaneous Corrosion Rate for the Studied Samples
3.1.1. In Rainwater (RW)
The experimental results for the samples studied in rainwater (RW) are summarised in
Table 2.
As can be seen from
Table 2, the corrosion potentials are in the negative range. Except for the corrosion potential specific to sample C45, their absolute values are relatively small, i.e., the corrosion potential values are slightly displaced to the positive range. Therefore, rainwater is not an aggressive agent for the studied samples.
In the case of the OPS and PPS samples, the corrosion currents values are in the range of pico-amperes and cannot be evaluated properly with the equipment used. This behaviour is due to the increased corrosion resistance of the working electrode surface due to the lubricant or the paint layer. Therefore, the low value of the corrosion current is due to the low conductivity of rainwater and the high polarisation resistance of the coating. According to the measured data, the polarisation resistance is between 10 and 20 kΩ·cm2. The lowest value was obtained for the base material, while for the phosphate samples, the polarisation resistance differs depending on the phosphating solution used.
From the polarisation resistance point of view, the samples analysed are in the following order:
C45< III-Mn < II-Zn/Fe < I-Zn <<< OPS, PPS;
While from the current density point of view, the order of the samples is as follows:
C45 > II-Zn/Fe > III-Mn > I-Zn.
At the same time, it can be observed that the corrosion rates have low values (20–30 µm/year), not affecting the integrity of the samples.
According to the recorded voltammograms, the Tafel slope for the cathodic branch (bc) is higher than that for the anodic branch (ba) for all the samples analysed. This may be due to limitations in the rate of ion transfer in the solution, specific to environments with low electrical conductivity. The value of the corrosion rate can be influenced by the Tafel slope because the current density equation is dependent on it. Therefore, the inversion in the order of current densities compared to the polarisation resistance is due to the ratio between the absolute values of the Tafel constants (bc/ba), these being: 1.5 for C45, 1.07 for I-Zn, 2.5 for II-Zn/Fe and 1.7 for III-Mn.
3.1.2. In Black Sea Water (BSW)
The experimental results obtained for the samples studied in the Black Sea water (BSW) are presented in
Table 3.
In the case of this corrosive environment, the corrosion potential value of the III-Mn sample is shifted to negative values, which indicates an advanced corrosion tendency. However, the corrosion tendency of zinc phosphate samples, as well as those coated with lubricant or paint, is much lower. These tendencies are quantitatively confirmed by the polarisation resistances values, which are between 0.6 and 4.11 kΩ·cm2, approximately an order of magnitude smaller than in the case of rainwater corrosion. Nevertheless, no correspondence can be established between the values of the corrosion potential and those of the polarisation resistance. The largest discrepancy between these is identified in the case of the phosphate and painted steel sample. PPS has the lowest absolute value of the corrosion potential (−163 mV), as well as a polarisation resistance of 0.715 kΩ·cm2. Still, the corrosion rate is very high because seawater quickly damages the paint used.
According to the obtained data, the I-Zn sample has a high polarisation resistance due to the accumulation of ionic species involved in the corrosion process in the phosphating layer which is more compact than that of the II-Zn/Fe and III-Mn samples.
By coating the C45 sample phosphate in solution 1 with the lubricant (OPS), the corrosion resistance was improved. Thus, the polarisation resistance increases considerably (RpOPS/RpI-Zn = 1.5), and the corrosion rate decreases approximately twice (vI-ZN/vOPS = 1.69).
In the BSW, the III-Mn sample shows a very low polarisation resistance and, at the same time, a high corrosion rate, more than three times higher than in the case of the zinc phosphate sample (v
III-MN/v
I-ZN = 3.21). This behaviour can be explained if galvanic corrosion and direct corrosion occur at the same time. The appearance of galvanic corrosion can be correlated with the high porosity of the manganese phosphate layer as well as with the high content of iron and nickel ions. Therefore, micro-piles form on the surface of the alloy between two different materials joined by a strong electrolytic medium [
17]
3.1.3. In Fire Extinguishing Solution (FES)
In the case of the fire extinguishing solution (FES), the analysed samples presented the following experimental values (
Table 4).
Comparing the aggressiveness of those three environments, it can be seen that in the case of the fire extinguishing solution, the absolute values of the corrosion potential are generally higher. Therefore, the fire extinguishing solution is the most aggressive corrosion environment of the three studied.
In this case, the manganese phosphate layer has lower corrosion resistance, and the ordering of the samples according to the polarisation resistance value is as follows:
I-Zn > II-Zn/Fe > C45 > III-Mn
However, the order of the samples according to the instantaneous corrosion current value of the density for C45 and the phosphate samples, as well as the corrosion rate, is as follows:
II-Zn/Fe < C45 < I-Zn < III-Mn
The inversions of the current density values concerning the values of the polarisation resistance are attributed to the auxiliary electrode processes that lead to large differences between the Tafel slopes. Auxiliary electrode processes include concentration polarisation (change in the concentration of active species near the alloy surface, removal of dissolved oxygen in solution, mass transport (migration, diffusion, convection)), ohmic polarisation (which manifests itself when the electrolyte resistance is high) and hydrogen reduction. All these processes have the effect of changing the transport rate of active species to the electrode (either to the cathode or to the anode).
In FES, the III-Mn sample, as in the case of corrosion in Black Sea water, has the lowest corrosion resistance in the fire extinguishing solution; its corrosion rate being two or three times higher than that of zinc or zinc/iron phosphate samples. The corrosion of this sample in this solution is about seven times higher than in seawater (vFE/vBSW ≈ 6.9) and about one hundred times higher than in rainwater (vFES/vRW ≈ 149.32).
Coating with a lubricant or painting the phosphate samples provide better corrosion protection when immersed in FES, the lowest corrosion rate being ensured by painting. Unlike seawater, the fire extinguishing solution does not deteriorate the paint layer.
3.2. Corrosion Behaviour at Overpotential. Cyclic Potentiodynamic Polarisation
3.2.1. Corrosion Behaviour at Overpotential of C45 Sample
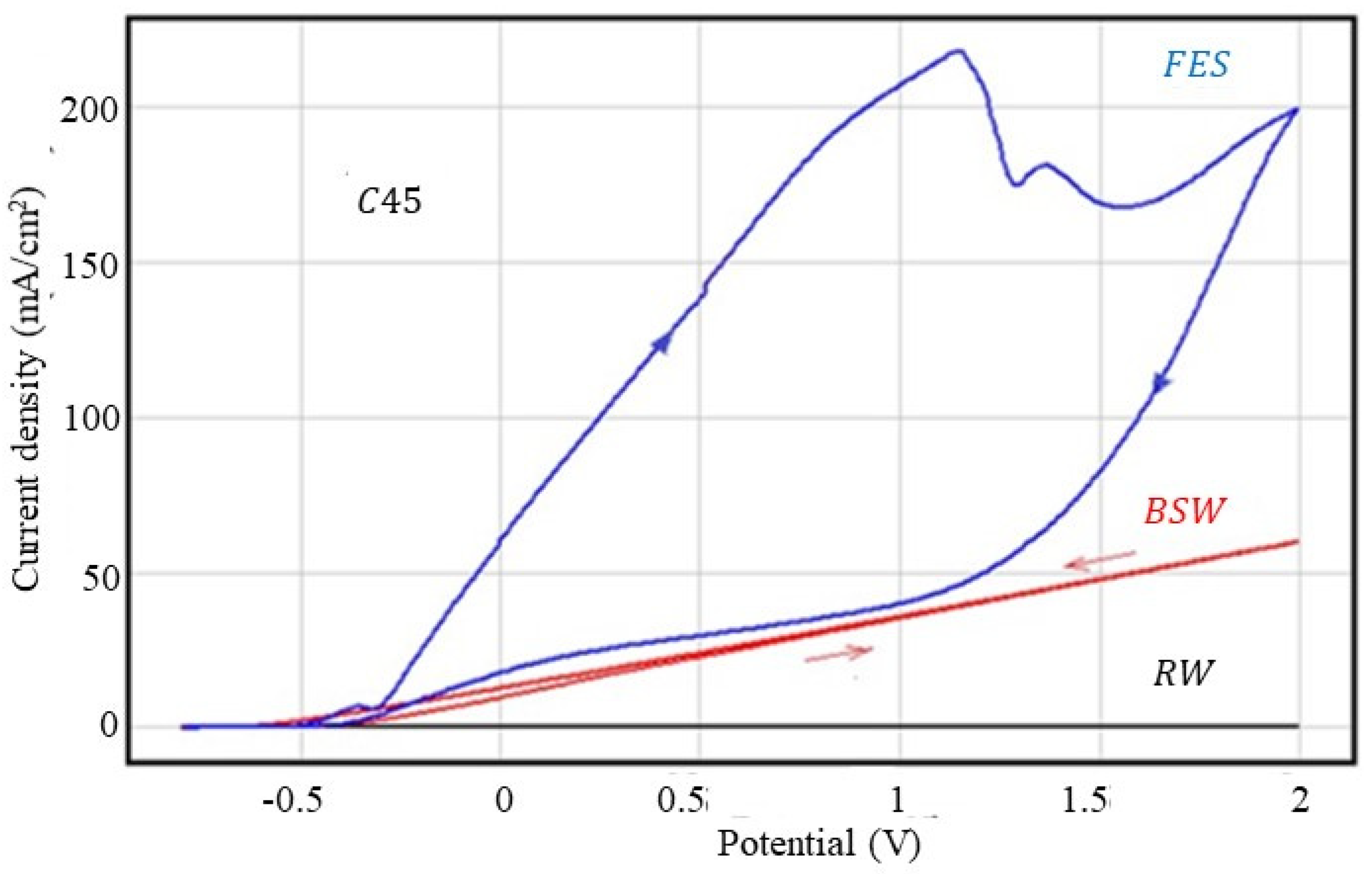
The cyclic polarisation curves obtained for the freshly ground C45 sample in the three corrosive environments are shown in
Figure 1, and the parameters characteristic of the overpotential behaviour are shown in
Table 5.
As can be seen from
Figure 1 and
Table 4, rainwater is not an aggressive corrosion agent, not significantly affecting the C45 steel surface, while the fire extinguishing solution is the most aggressive agent. Thus, taking as a criterion of aggression the value of current density at an overpotential of 2V, it can be reported that: j
2V (FES): j
2V (BSW) = 3.28; j
2V (FES): j
2V (RW) = 519 and j
2V (BSW): j
2V (RW) = 159. According to this criterion, the fire extinguishing solution is 500 times more aggressive than rainwater and more than three times more aggressive than seawater.
In rainwater and Black Sea water, the anodic and cathodic curves are practically linear in the potential range 0–2000 mV. The two branches of the voltammograms are very close, indicating a widespread corrosion process.
In the voltammogram recorded in the fire extinguishing solution, the anodic branch and the cathodic branch are curved and distant from each other, where the anodic branch (direct curve) is above the cathodic curve (reverse curve), indicating that during cyclic polarisation, an accentuated metal passivation occurs. This behaviour is because some of the FES organic substances are preferentially adsorbed on the alloy surface, influencing the repassivation potential [
17,
18,
19]. Therefore, if in the case of seawater and rainwater the repassivation potential has lower values compared to the values of the corrosion potential, in the case of the fire extinguishing solution, the repassivation potential has a value close to the corrosion potential value.
A comparison between the corrosion rates evaluated at a low scanning potential and those evaluated at a high scan rate is shown in
Table 6.
Surprisingly, only in the case of the rainwater measurements of the corrosion rate (determined at a sweep rate of the potential of 10 mV/s) is it very close to the rate determined from the linear polarisation curve obtained at a sweep of 0.5 mV/s. In BSW, the corrosion rate is much lower at a high sweep rate compared to the low rate.
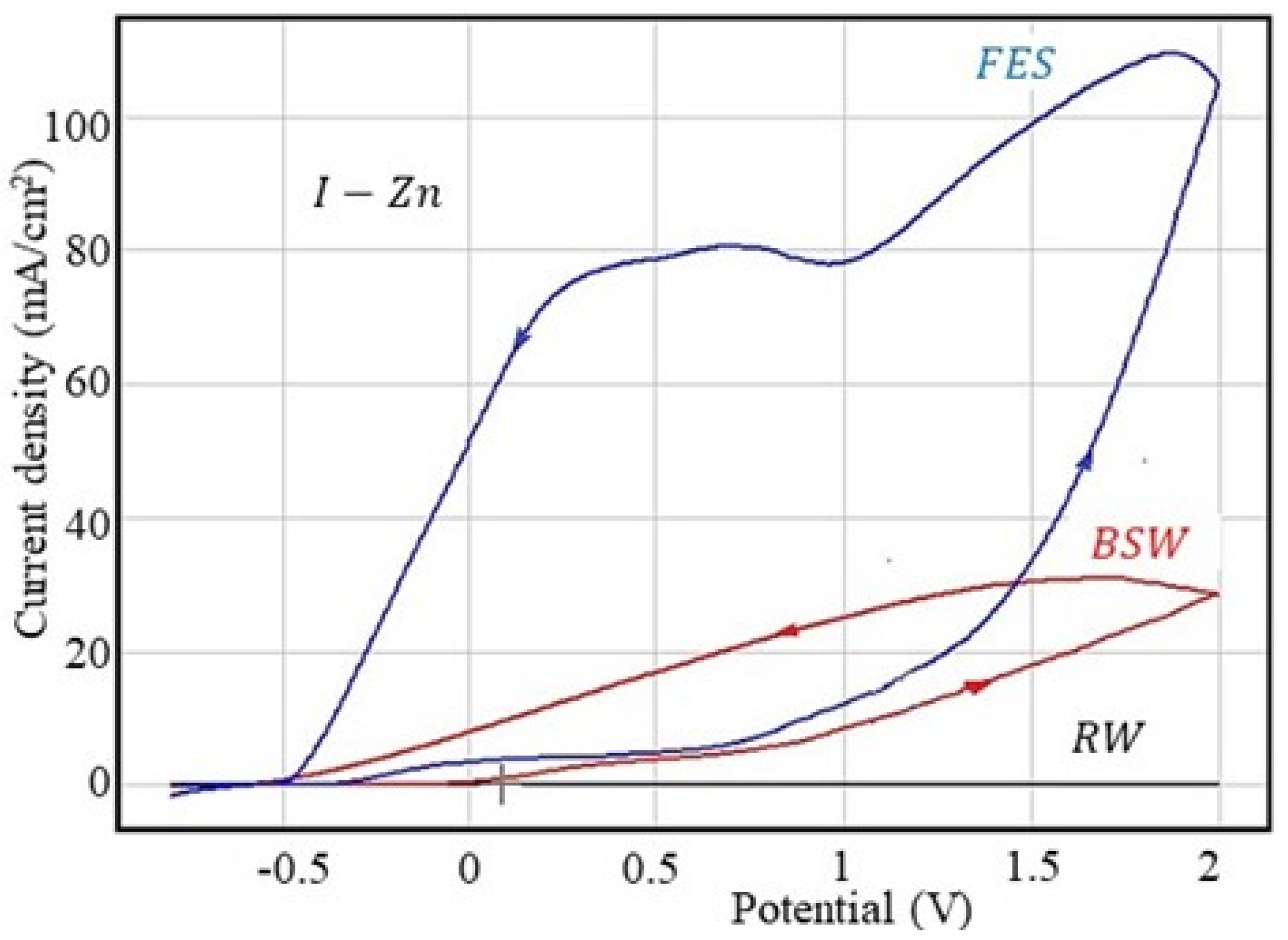
3.2.2. Corrosion Behaviour at Overpotential of I-Zn Sample
The results of the cyclic polarisation measurements for the steel samples’ phosphating in solution 1 (I-Zn) are presented in
Figure 2 and
Table 7.
For the I-Zn sample, the corrosion resistance increases in rainwater (corrosion rate decreases about twice) and in Black Sea water (v
cor decreases 1.4 times) but, surprisingly, the corrosion rate increases in the fire extinguishing solution, as can be seen in
Table 8.
In Black Sea water and fire extinguishing solution, the cathodic branch is located above the anodic branch, thus indicating an increase in the corrosion rate following the anodic process (at the same potential as the return current density (on the cathodic branch), it is higher than on the direct branch (anodic branch)).
3.2.3. Corrosion Behaviour at Overpotential of II-Zn/Fe Sample
The cyclic polarisation curves obtained for II-Zn/Fe in the corrosive environments used in the present study are shown in
Figure 3 and the parameters characteristic of the overpotential behaviour are summarised in
Table 9.
As with the C45 and I-Zn samples, rainwater is not an aggressive agent, while the fire extinguishing solution is very aggressive, although seawater is recognised as an aggressive corrosive environment due to the high chlorine concentration.
In all three corrosive environments, although there are differences between the corrosion rates for C45 and II-Zn/Fe, the maximum values at 2 V are very close: the ratio j2v (II-Zn/Fe): j2V (C45) is equal with 0.86 in rainwater, 0.92 in seawater and 0.97 in the fire extinguishing solution. This behaviour could be explained by the reduction in the corrosion rate during the anodic polarisation of the phosphate sample. The corrosion rates presented in these tables are evaluated at the corrosion potential, even in the initial moments of polarisation, when the pores of the phosphate film are empty. As the potential increases and the reaction evolves, the reaction products formed on the surface (most likely Fe2O3 or Fe3O4) cover the pores and thereby reduce the flow of the corrosive agent to the metal.
In seawater, the two branches of the cyclic polarisation curve are perfectly linear; the current density (and the corrosion rate) is directly proportional to the potential applied to the alloy. The cathodic branch is located slightly above the anodic branch, which means that the phosphate alloy does not passivate but, on the contrary, the corrosion rate increases, probably due to the increase in the alloy surface roughness due to corrosion.
In the fire extinguishing solution, the cathodic branch is located below the anodic branch, this indicating a rather accentuated passivation. In this case, passivation occurs by clogging the pores with corrosion products, as well as by adsorption of organic components from the solution [
17].
Unlike the C45 or I-Zn sample, in this case, the scan rate has a different influence (inverse) on the corrosion rate evaluated by the Tafel method, and the rate determined by cycling polarisation is much higher than with linear polarisation (
Table 10).
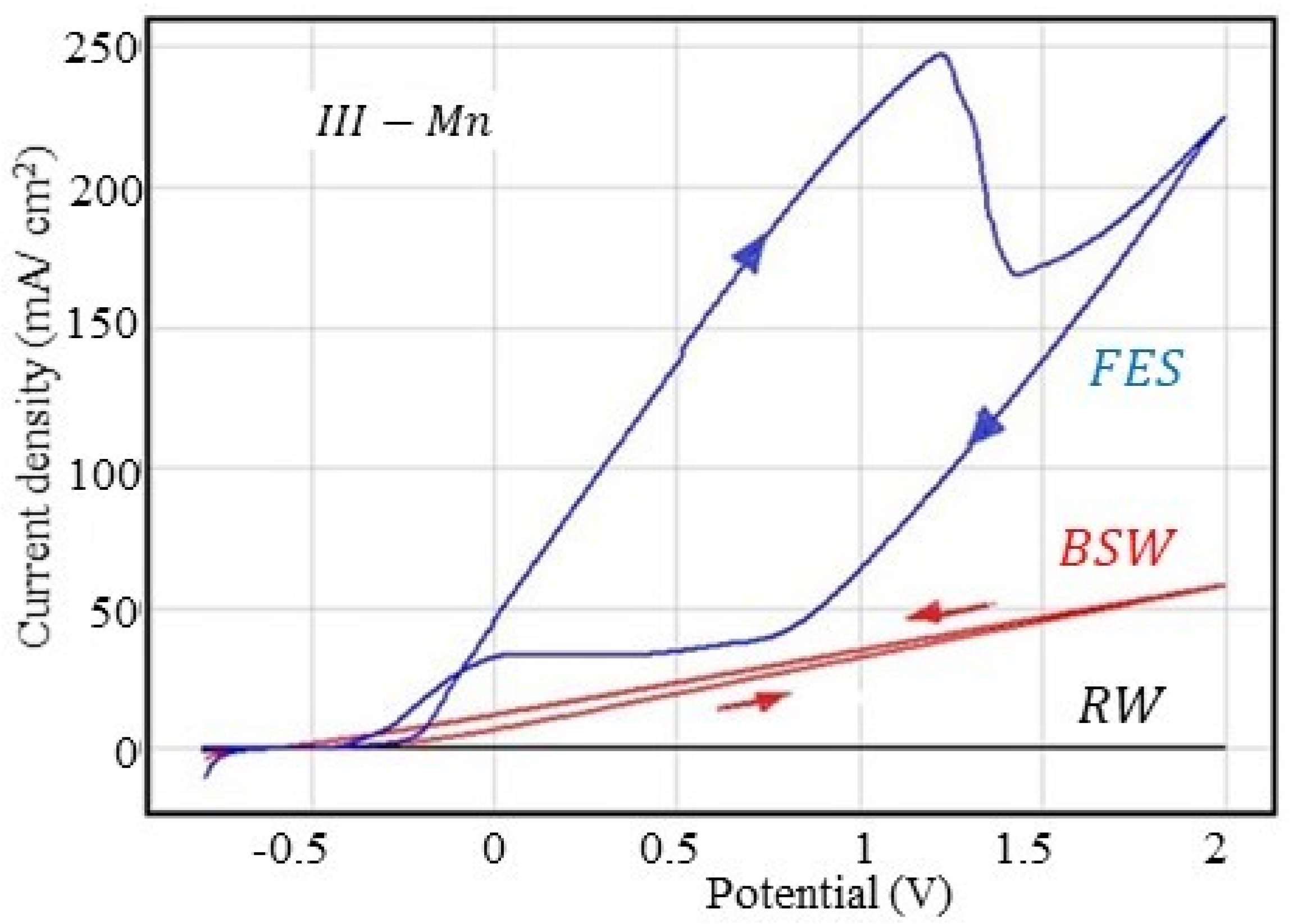
3.2.4. Corrosion Behaviour at Overpotential of III-Mn Sample
The cyclic polarisation curves obtained for the III-Mn sample in the used corrosive environments are presented in
Figure 4, and the parameters characteristic of the overpotential behaviour are summarised in
Table 11.
The shapes of the cyclic voltammograms in the three corrosive environments are similar to those obtained for the other samples. For the maximum current density (j2V), in the phosphate samples series, III-Mn is the sample with the lowest corrosion resistance, the classification according to the corrosion resistance being III-Mn < II-Zn/Fe < I-Zn.
The same order can be established based on the analysis of the corrosion rate values determined by the polarisation resistance method evaluated at a scan rate of 10 mV/s. Exceptions to this rule are found in the case of measurements made in the fire extinguishing solution, where an inversion between II-Zn/Fe and III-Mn occurs, probably due to the higher passivation of III-Mn (related to the adsorption of substances from FES).
The anodic and cathodic branches of the voltammogram are linear in rainwater and seawater. The position of the cathode curve above the anodic branch indicates generalised corrosion (uniform over the entire surface in contact with the FES), with a slight increase in the corrosion rate after traversing the anodic branch.
As in the case of II-Zn/Fe (but different compared to I-Zn), the cyclic voltammogram is typical of an alloy that is passivated, the cathodic branch is located below the anodic branch and the distance between them is very large (passivation is quite significant).
The corrosion rate evaluated at 10 mV/s is much higher than the evaluated one at 0.5 mV/s, as can be seen in
Table 12.
The exception made in this case is the results obtained in FES, probably also due to its complex composition and the possibility of adsorption on the surface.
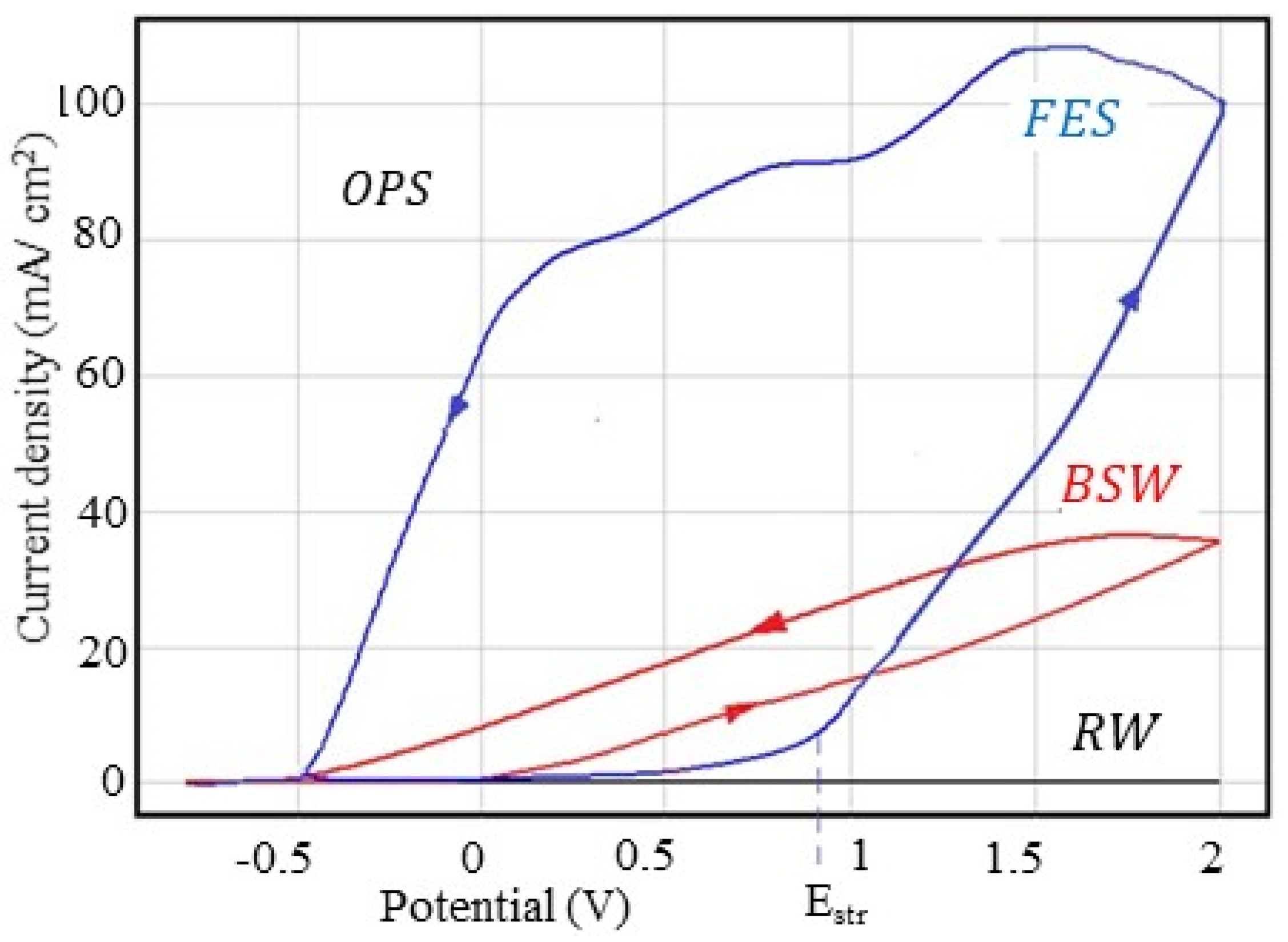
3.2.5. Corrosion Behaviour at Overpotential of OPS Sample
The cyclic polarisation curves obtained for the C45 sample phosphating in solution I and impregnated in the molybdenum disulfide-based lubricant are presented in
Figure 5, and the parameters characteristic of the overpotential behaviour are listed in
Table 13.
The shapes of the cyclic voltammograms in the three corrosive environments are similar to those obtained for the other samples: linear variations on the anodic and cathodic branches in the potential range 0–2000 mV in rainwater and in Black Sea water (exception is the I-Zn sample).
In rainwater, j2V and the corrosion rate are very low and not significant for the occurrence of dangerous material corrosion.
In Black Sea water, the cathodic branch of the voltammogram is located above the anodic curve, quite far apart, indicating that by corrosion produced during anodic polarisation, the sample surface was affected, thus leading to an increase in the corrosion rate on the cathodic branch (at the same potential, the current density on the cathode branch is higher than on the anodic branch). In seawater, the corrosion rate of this sample has the lowest value, both compared to C45 and to the phosphate samples (however, it is very close to the corrosion rate value of the I-Zn sample—which was also used for coating with a lubricant).
In the fire extinguishing solution, the lubricated sample shows a sharp decrease in corrosion resistance. On the anodic curve, in the field of small potentials, the corrosion rate increases with the increase in the potential, up to Estr, where after this point an accelerating increase is observed. Estr is called the penetration potential and is due to the penetration of the protective layer (probably the phosphating layer) but also the simultaneous removal of the lubricant. The corrosion behaviour of this sample in a fire extinguishing solution is very similar to the I-Zn sample behaviour. The other two phosphate samples have completely different behaviour in a fire extinguishing solution; both samples are easily passivated after passing through the anodic branch, probably in these cases, the phosphate layer is not destroyed by anodic polarisation, and the passivation occurs by adsorption of some products from the fire extinguishing solution.
As can be seen in
Table 14, no correlation can be established between the corrosion rates measured at the two potential scan rates.
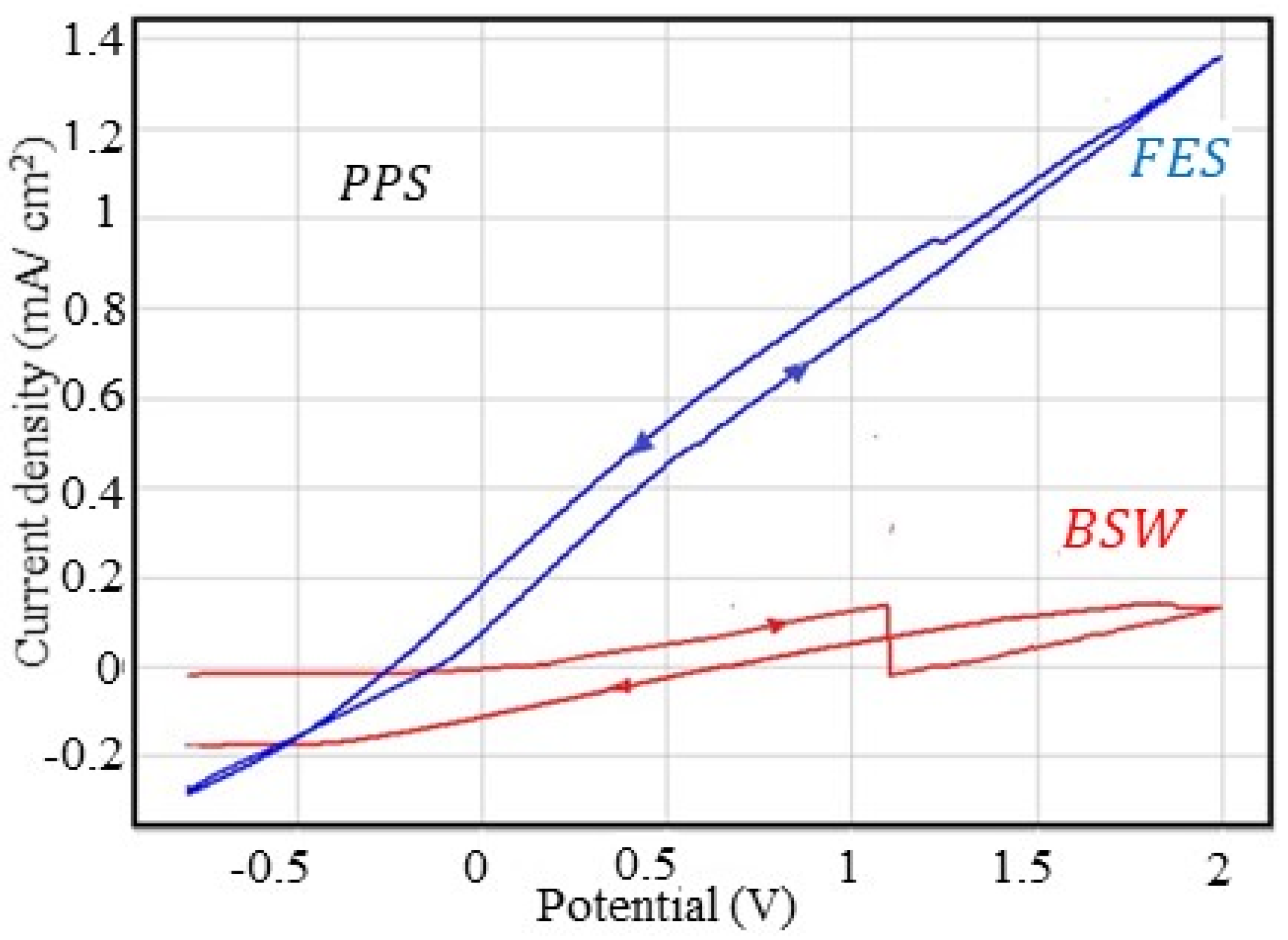
3.2.6. Corrosion Behaviour at Overpotential of PPS Sample
The cyclic polarisation curves obtained for the PPS sample are presented in
Figure 6 and the parameters characteristic of the overpotential behaviour are summarised in
Table 15.
The cyclic polarisation curve for the PPS sample in rainwater could not be recorded because the paint layer is compact and does not conduct electricity or because rainwater is not an aggressive agent, thus it does not deteriorate the paint layer.
Seawater and the fire extinguishing solution affect the quality of the paint layer, by enlarging the micropores already existing in the coating layer, thus allowing the access of the corrosive agent to the phosphate layer and alloy. However, the paint layer provides better corrosion resistance than the phosphate films and even the lubricated sample.
Table 16 presents a comparison of the corrosion rates (v
cor) and current densities at the maximum overpotential (j
2V) between the values obtained for PPS and other samples in seawater and fire extinguishing solution.
Corrosion potentials are positive for seawater and far shifted towards the positive range for the fire extinguishing solution, which also indicates a low tendency for corrosion.
By introducing the studied samples in corrosive agents with various degrees of aggression towards carbon steel, in the initial moments, there is a wetting process followed by the beginning of the corrosion process. The period elapsed from the introduction of the samples into the electrochemical cell until the measurements were performed was of approximately 60 min, and this period includes the thermostatic period, the programming period and the time of determining the potential in open circuit (approximately 30 min). This period of immersion of the alloys in the solution is short so that the corrosion process is only at the beginning, and the amount of corrosion products is quite small (mostly depending on the aggressiveness of the liquid environment). Under these conditions, the structure of the alloy surface depends on the initially deposited layer as well as on the insoluble corrosion products, which can be partially adsorbed on the surface, block the pores and even form a thin layer on the sample surface. In the case of immersion in the fire extinguishing solution, a process of adsorption of some components takes place.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}