Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Development of Predictive Models Using Response Surface Methodology
2.3. Mix Proportioning of CR-ECC
2.4. Sample Preparation and Testing
3. Result and Discussion
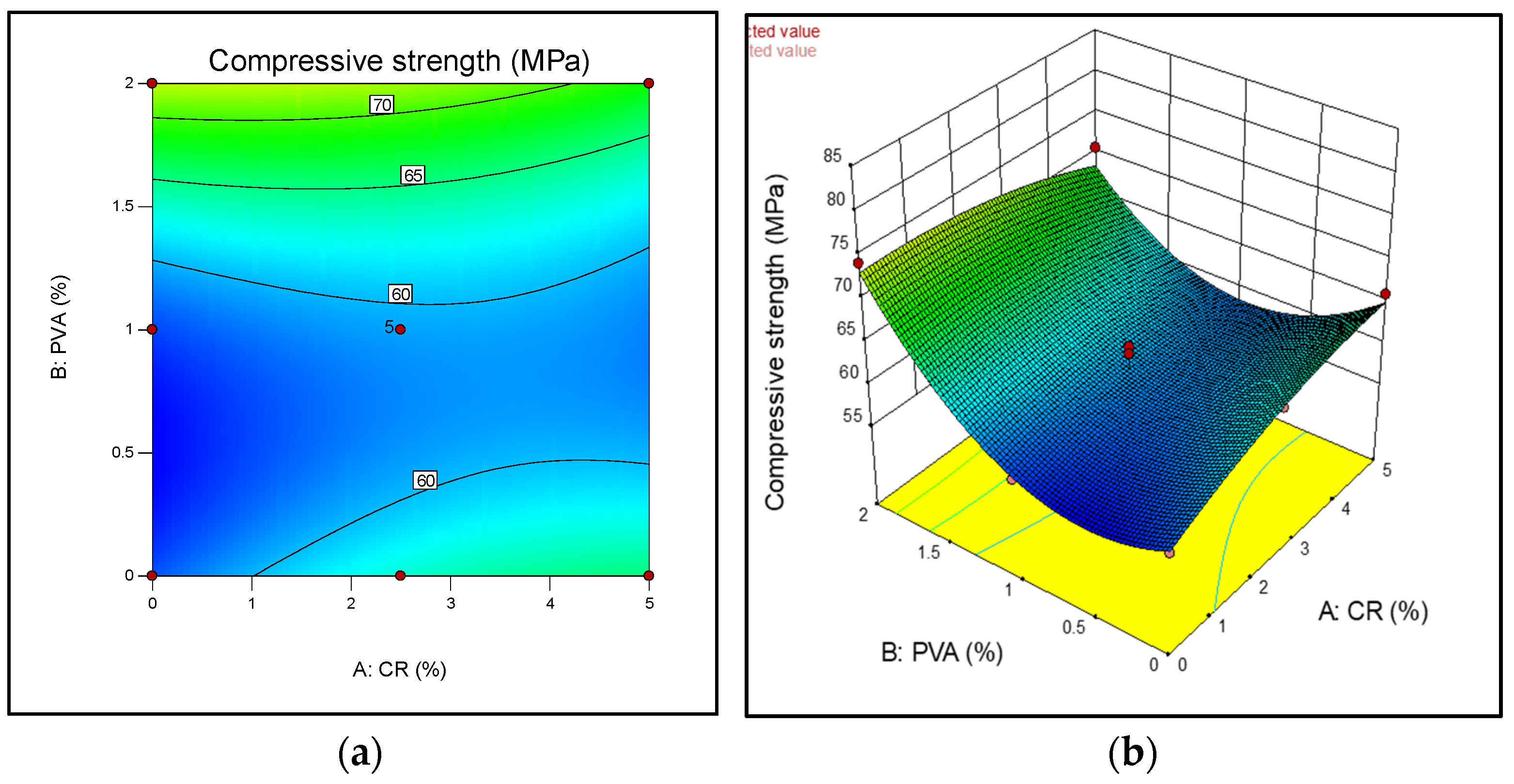
3.1. Compressive Strength
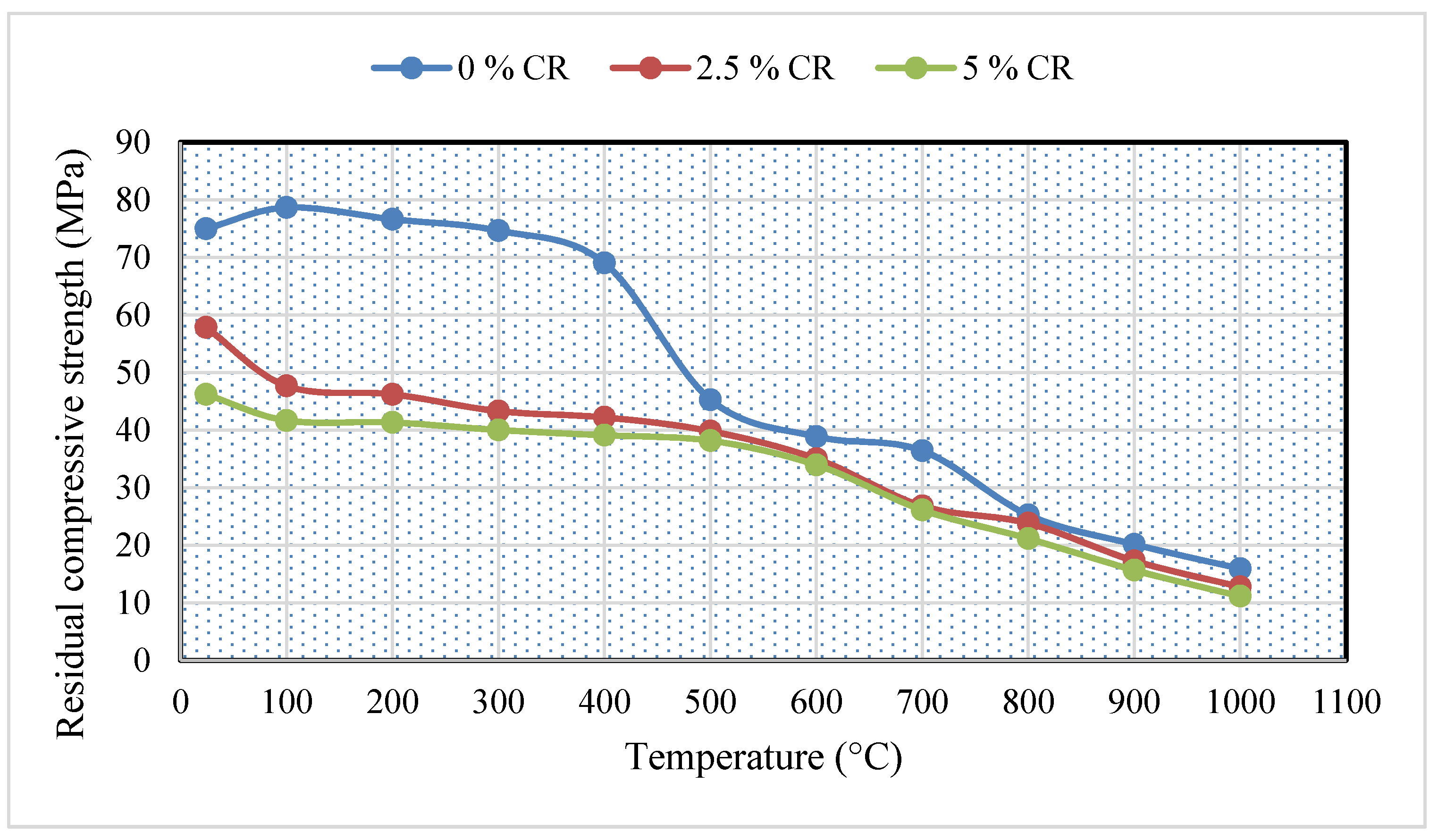
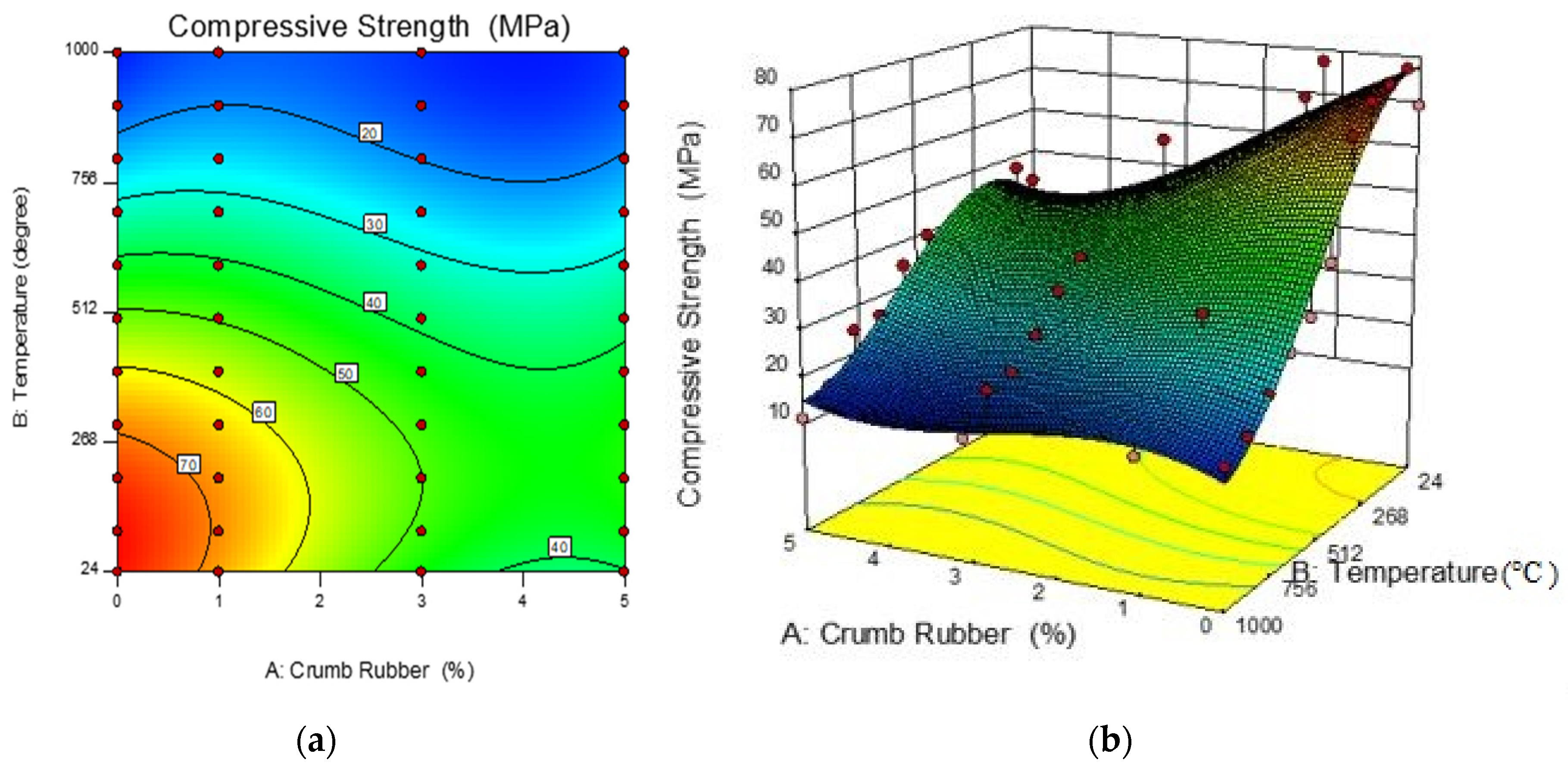
3.2. Residual Compressive Strength at Elevated Temperature
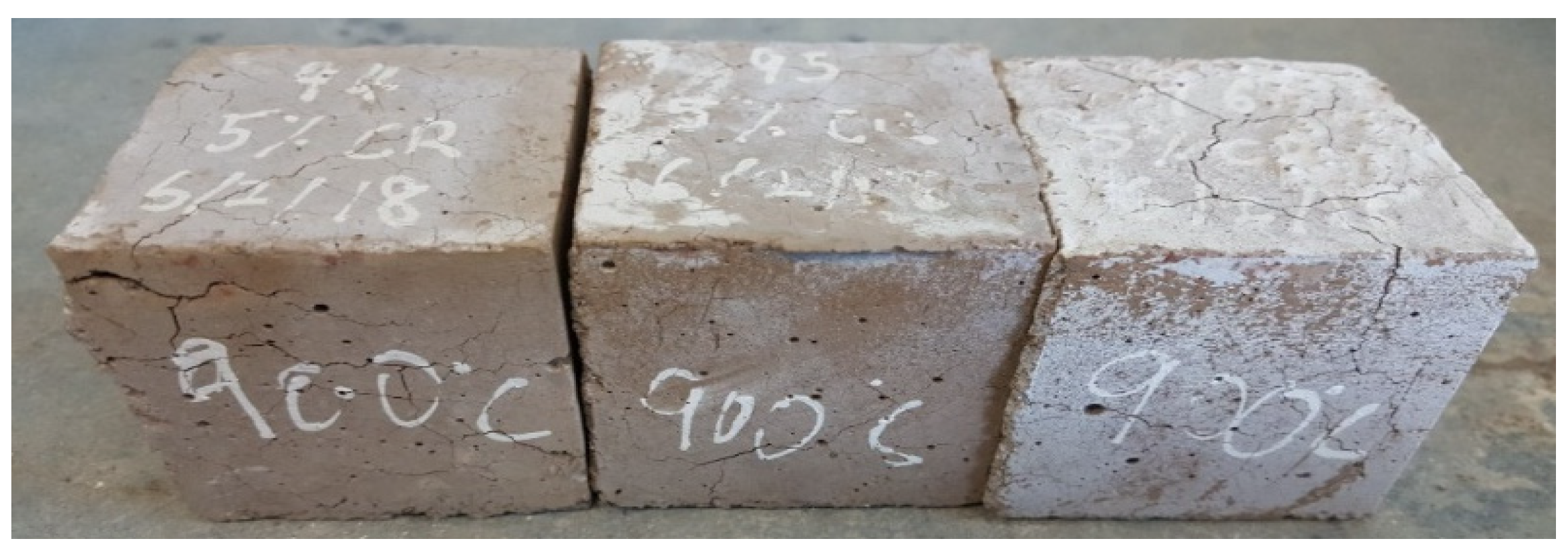
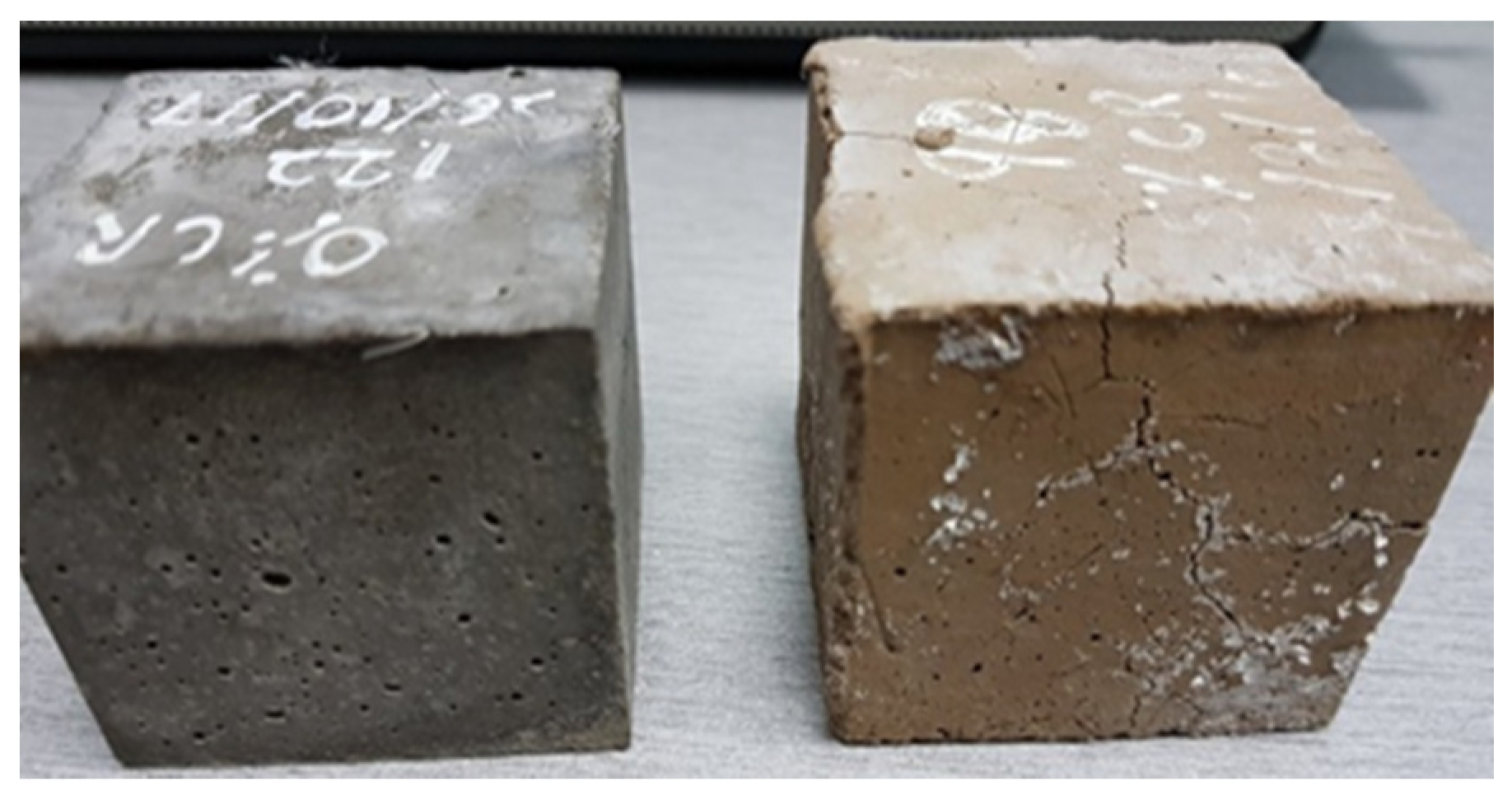
3.3. Cracking and Spalling Behavior
Visual Inspection of CR-ECC Specimens after Heating
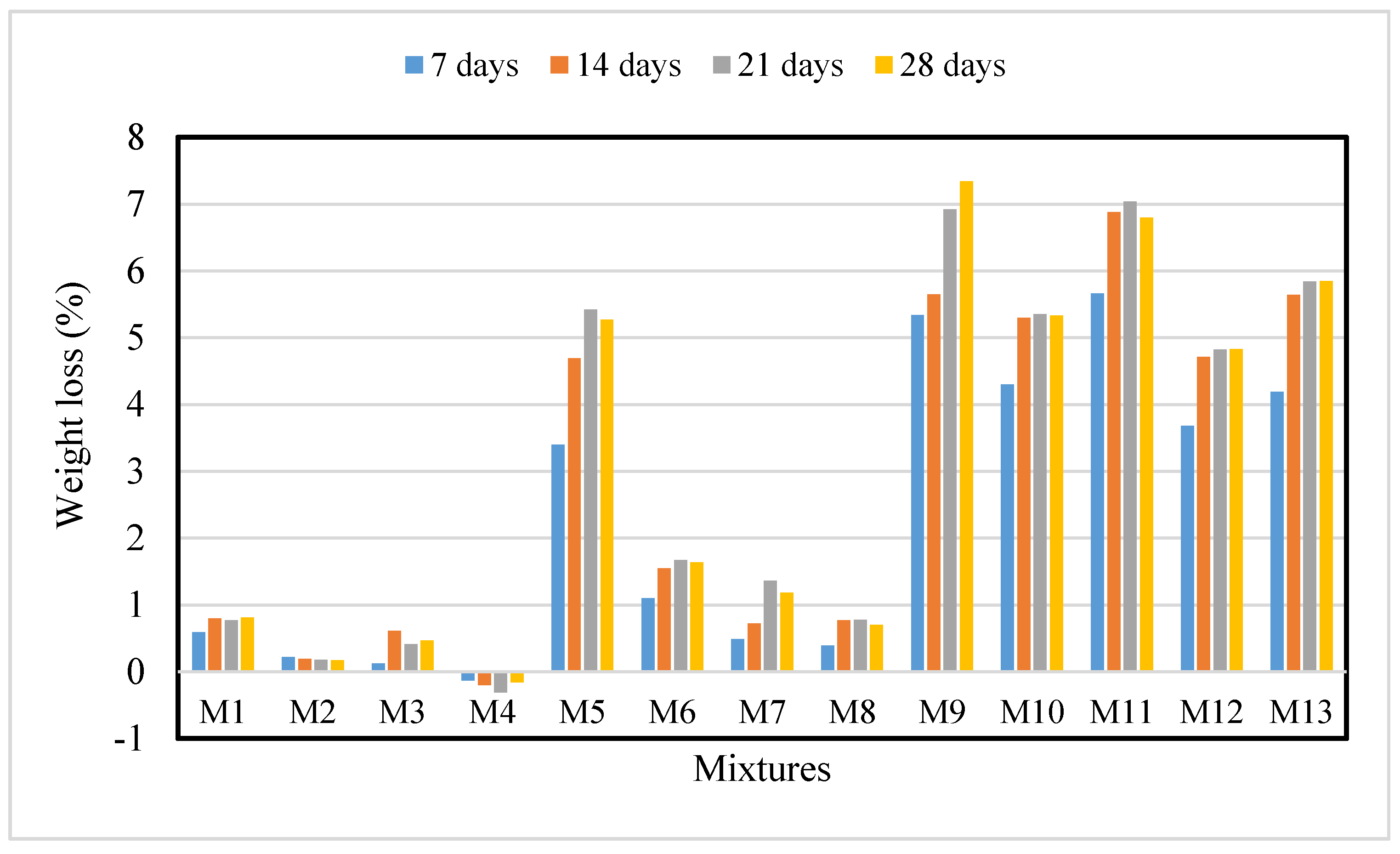
3.4. Weight Loss Due to Acid Attack
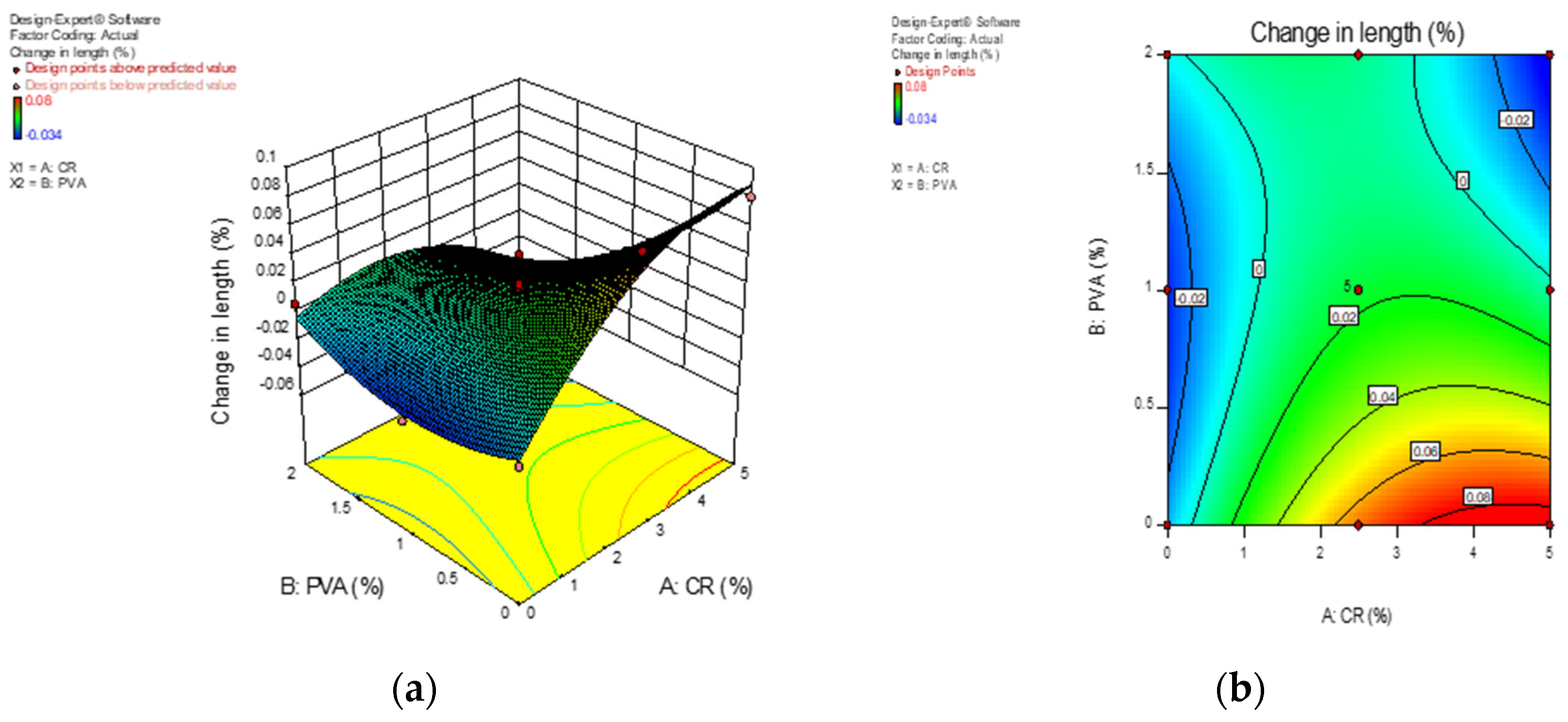
3.5. Change in Length Due to Sulphate Attack
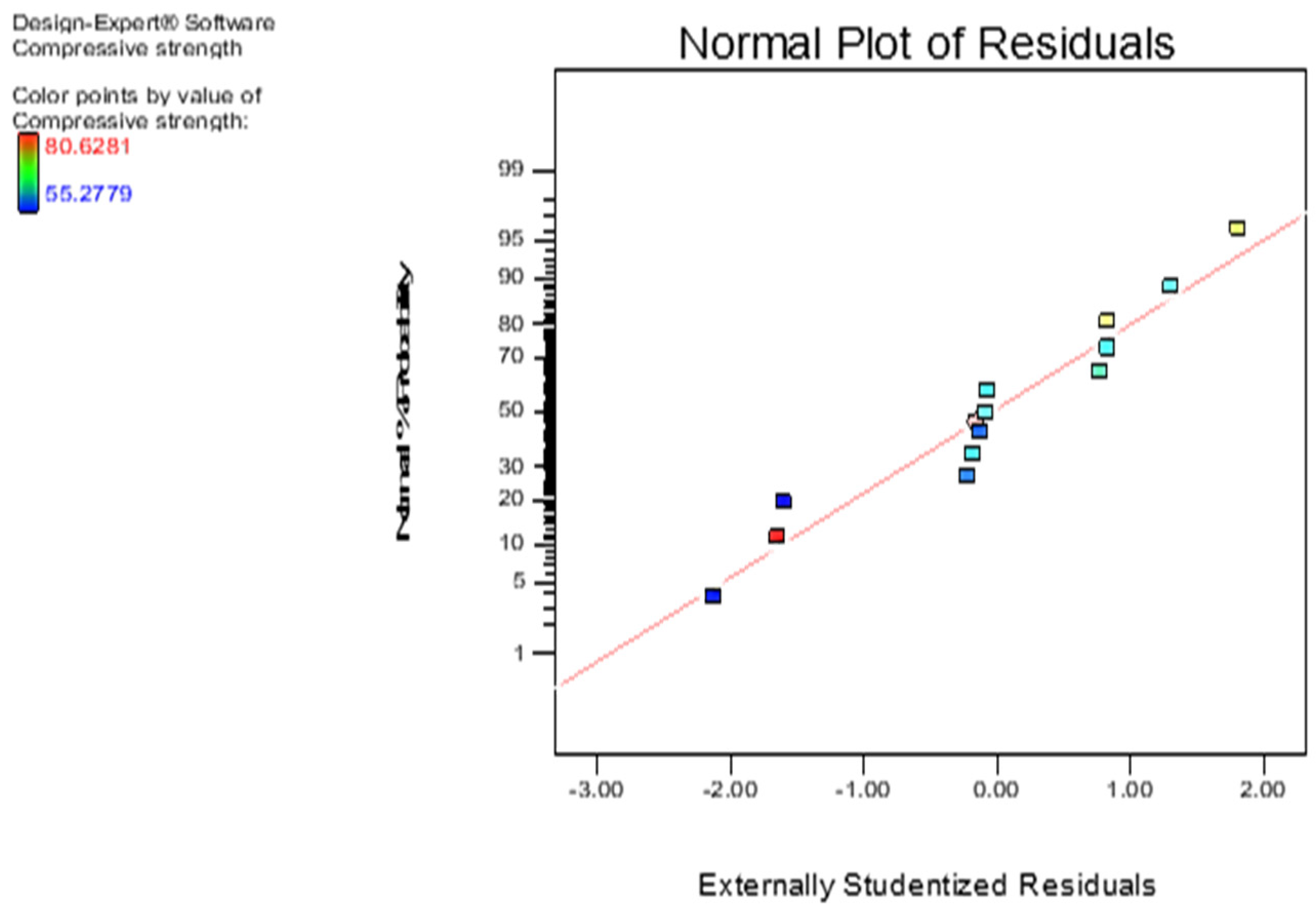
3.6. Anova Analysis of the Developed Models Using RSM
4. Conclusions
- The addition of CR in ECC reduces the occurrence of cracks and explosive spalling at elevated temperatures. It was realized that samples with higher CR percentage developed less cracking at high temperatures.
- The compressive strength of CR-ECC reduces with an increase in CR addition and a rise in temperature. However, at a temperature of 100°C, there was an increase in compressive strength at 0% and 1% CR addition that is attributed to the heat curing effect.
- All the mixes considered (0%, 2.5%, and 5% CR) attained the compressive strength requirement for structural concrete at elevated temperatures up to 800 °C.
- CR-ECC experiences slight weight gain and a reduction in strength when exposed to an acidic environment.
- Most CR-ECC samples experienced a reduction in length when exposed to sulphate because due to the rapid hydration process, there was a reduction in permeability and porosity of the CR-ECC which prevented the penetration of the sulphate ions whose reaction products cause the expansions.
- RSM models were developed to predict the compressive strength, acid resistance, and sulphate resistance at 28 days based on the percentages of PVA fibers and crumb rubber. The difference between adjusted R-squared and predicted R-squared for each model is less than 0.2, and they possess at least a 95% confidence level.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mohammed, B.S.; Adamu, M. Mechanical performance of roller compacted concrete pavement containing crumb rubber and nano silica. Constr. Build. Mater. 2018, 159, 234–251. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Achara, B.E.; Nuruddin, M.F.; Yaw, M.; Zulkefli, M.Z. Properties of nano-silica-modified self-compacting engineered cementitious composites. J. Clean. Prod. 2017, 162, 1225–1238. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Hossain, K.M.A.; Swee, J.T.E.; Wong, G.; Abdullahi, M. Properties of crumb rubber hollow concrete block. J. Clean. Prod. 2012, 23, 57–67. [Google Scholar] [CrossRef]
- Nehdi, M.; Khan, A. Cementitious Composites Containing Recycled Tire Rubber: An Overview of Engineering Properties and Potential Applications. Cem. Concr. Aggreg. 2001, 23, 3–10. [Google Scholar]
- Mohammed, B.S.; Liew, M.S.; Alaloul, W.S.; Al-Fakih, A.; Ibrahim, W.; Adamu, M. Development of rubberized geopolymer interlocking bricks. Case Stud. Constr. Mater. 2018, 8, 401–408. [Google Scholar] [CrossRef]
- Bisht, K.; Ramana, P.V. Evaluation of mechanical and durability properties of crumb rubber concrete. Constr. Build. Mater. 2017, 155, 811–817. [Google Scholar] [CrossRef]
- Ferretti, E. Waste Tire Rubberized Concrete Plates for Airport Pavements: Stress and Strain Profiles in Time and Space Domains. Comput. Mater. Contin. 2012, 31, 87–111. [Google Scholar]
- Fattuhi, N.I.; Clark, L.A. Cement-based materials containing shredded scrap truck tyre rubber. Constr. Build. Mater. 1996, 10, 229–236. [Google Scholar] [CrossRef]
- Topçu, I.B. The properties of rubberized concretes. Cem. Concr. Res. 1995, 25, 304–310. [Google Scholar] [CrossRef]
- Al-Fakih, A.; Mohammed, B.S.; Wahab, M.M.A.; Liew, M.S.; Amran, Y.M.; Alyousef, R.; Alabduljabbar, H. Characteristic compressive strength correlation of rubberized concrete interlocking masonry wall. Structures 2020, 26, 169–184. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Sahmaran, M.; Lachemi, M.; Li, V.C. Assessing mechanical properties and microstructure of fire-damaged engineered cementitious composites. ACI Mater. J. 2010, 107, 297. [Google Scholar]
- Yu, J.; Lin, J.; Zhang, Z.; Li, V.C. Mechanical performance of ECC with high-volume fly ash after sub-elevated temperatures. Constr. Build. Mater. 2015, 99, 82–89. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Achara, B.E.; Liew, M.S.; Alaloul, W.S.; Khed, V.C. Effects of elevated temperature on the tensile properties of NS-modified self-consolidating engineered cementitious composites and property optimization using response surface methodology (RSM). Constr. Build. Mater. 2019, 206, 449–469. [Google Scholar] [CrossRef]
- Sahmaran, M.; Özbay, E.; Yücel, H.E.; Lachemi, M.; Li, V.C. Effect of Fly Ash and PVA Fiber on Microstructural Damage and Residual Properties of Engineered Cementitious Composites Exposed to High Temperatures. J. Mater. Civ. Eng. 2011, 23, 1735–1745. [Google Scholar] [CrossRef]
- Yu, K.-Q.; Dai, J.-G.; Lu, Z.-D.; Leung, C.K. Mechanical Properties of Engineered Cementitious Composites Subjected to Elevated Temperatures. J. Mater. Civ. Eng. 2015, 27, 04014268. [Google Scholar] [CrossRef]
- Zhang, Z.; Ma, H.; Qian, S. Investigation on Properties of ECC Incorporating Crumb Rubber of Different Sizes. J. Adv. Concr. Technol. 2015, 13, 241–251. [Google Scholar] [CrossRef] [Green Version]
- Bhat, P.S.; Chang, V.; Li, M. Effect of elevated temperature on strain-hardening engineered cementitious composites. Constr. Build. Mater. 2014, 69, 370–380. [Google Scholar] [CrossRef] [Green Version]
- Phan, L.T. Pore pressure and explosive spalling in concrete. Mater. Struct. 2008, 41, 1623–1632. [Google Scholar] [CrossRef]
- Huang, X.Y.; Ranade, R.; Ni, W.; Li, V.C. On the use of recycled tire rubber to develop low E-modulus ECC for durable concrete repairs. Constr. Build. Mater. 2013, 46, 134–141. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, Q.; Li, V.; Su, H.; Gu, C. Durability study on engineered cementitious composites (ECC) under sulfate and chloride environment. Constr. Build. Mater. 2017, 133, 171–181. [Google Scholar] [CrossRef]
- Assas, M.M. Durability of Green Concrete with Ternary Cementitious System Containing Recycled Aggregate Concrete and Tire Rubber Wastes. J. Eng. Sci. Technol. 2016, 11, 899–915. [Google Scholar]
- Mohammed, B.S.; Khed, V.C.; Liew, M.S. Optimization of hybrid fibres in engineered cementitious composites. Constr. Build. Mater. 2018, 190, 24–37. [Google Scholar] [CrossRef]
- ASTM C150. In Standard Specification for Portland Cement; ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C618-15. In Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete; ASTM International: West Conshohocken, PA, USA, 2015.
- Mohammed, B.S.; Haruna, S.; Liew, M.S. Optimization and characterization of cast in-situ alkali-activated pastes by response surface methodology. Constr. Build. Mater. 2019, 225, 776–787. [Google Scholar] [CrossRef]
- Ghafari, E.; Costa, H.; Julio, E. RSM-based model to predict the performance of self-compacting UHPC reinforced with hybrid steel micro-fibers. Constr. Build. Mater. 2014, 66, 375–383. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Adamu, M.; Liew, M.S. Evaluating the Static and Dynamic Modulus of Elasticity of Roller Compacted Rubbercrete Using Response Surface Methodology. Int. J. GEOMATE 2018, 14, 186–192. [Google Scholar] [CrossRef]
- Haruna, S.; Mohammed, B.S.; Wahab, M.M.A.; Haruna, A. Compressive strength and workability of High Calcium One-Part alkali activated mortars using response surface methodology. In Proceedings of the IOP Conference Series: Earth and Environmental Science 2nd International Conference on Civil and Environmental Engineering, Langkawi, Kedah, Malaysia, 20–21 November 2019; Volume 476. [Google Scholar]
- Sadhukhan, B.; Mondal, N.K.; Chattoraj, S. Optimisation using central composite design (CCD) and the desirability function for sorption of methylene blue from aqueous solution onto Lemna major. Karbala Int. J. Mod. Sci. 2016, 2, 145–155. [Google Scholar] [CrossRef] [Green Version]
- Zahid, M.; Shafiq, N.; Isa, M.H.; Gil, L. Statistical modeling and mix design optimization of fly ash based engineered geopolymer composite using response surface methodology. J. Clean. Prod. 2018, 194, 483–498. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Mtarfi, N.H.; Rais, Z.; Taleb, M.; Kada, K.M. Effect of fly ash and grading agent on the properties of mortar using response surface methodology. J. Build. Eng. 2017, 9, 109–116. [Google Scholar] [CrossRef]
- Mermerdaş, K.; Algın, Z.; Oleiwi, S.M.; Nassani, D.E. Optimization of lightweight GGBFS and FA geopolymer mortars by response surface method. Constr. Build. Mater. 2017, 139, 159–171. [Google Scholar] [CrossRef]
- ASTM C109/109M. In Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2013.
- Khed, V.C.; Mohammed, B.S.; Nuruddin, M.F. Effects of different crumb rubber sizes on the flowability and compressive strength of hybrid fibre reinforced ECC. In Proceedings of the IOP Conference Series: Earth and Environmental Science, Langkawi, Malaysia, 4–5 December 2017; Volume 140, p. 012137. [Google Scholar]
- Alaloul, W.S.; Musarat, M.A.; Tayeh, B.A.; Sivalingam, S.; Rosli, M.F.B.; Haruna, S.; Khan, M.I. Mechanical and deformation properties of rubberized engineered cementitious composite (ECC). Case Stud. Constr. Mater. 2020, 13, e00385. [Google Scholar] [CrossRef]
- Ismail, M.K.; Sherir, M.A.; Siad, H.; Hassan, A.A.; Lachemi, M. Properties of Self-Consolidating Engineered Cementitious Composite Modified with Rubber. J. Mater. Civ. Eng. 2018, 30, 04018031. [Google Scholar] [CrossRef]
- Mohammed, B.S.; Achara, B.E.; Liew, M.S. The influence of high temperature on microstructural damage and residual properties of nano-silica-modified (NS-modified) self-consolidating engineering cementitious composites (SC-ECC) using response surface methodology (RSM). Constr. Build. Mater. 2018, 192, 450–466. [Google Scholar] [CrossRef]
- Helmi, M.; Hall, M.R.; Rigby, S.P. Effect of Pressure and Heat Treatments on the Compressive Strength of Reactive Powder Concrete. MATEC Web Conf. 2018, 147, 1006. [Google Scholar] [CrossRef] [Green Version]
- Wu, C.; Li, V.C. Thermal-mechanical behaviors of CFRP-ECC hybrid under elevated temperatures. Compos. Part B Eng. 2017, 110, 255–266. [Google Scholar] [CrossRef]
- MacGregor, J.G.; Wight, J.K.; Teng, S.; Irawan, P. Reinforced Concrete: Mechanics and Design; Prentice Hall: Upper Saddle River, NJ, USA, 1997. [Google Scholar]
- Xu, Y.; Wong, Y.; Poon, C.; Anson, M. Influence of PFA on cracking of concrete and cement paste after exposure to high temperatures. Cem. Concr. Res. 2003, 33, 2009–2016. [Google Scholar] [CrossRef]
- Savva, A.; Manita, P.; Sideris, K.K. Influence of elevated temperatures on the mechanical properties of blended cement concretes prepared with limestone and siliceous aggregates. Cem. Concr. Compos. 2005, 27, 239–248. [Google Scholar] [CrossRef]
- Guo, Y.-C.; Zhang, J.-H.; Chen, G.-M.; Xie, Z.-H. Compressive behaviour of concrete structures incorporating recycled concrete aggregates, rubber crumb and reinforced with steel fibre, subjected to elevated temperatures. J. Clean. Prod. 2014, 72, 193–203. [Google Scholar] [CrossRef]
- Hager, I. Behaviour of cement concrete at high temperature. Bull. Pol. Acad. Sci. Tech. Sci. 2013, 61, 145–154. [Google Scholar] [CrossRef]
- Ramyar, K.; Inan, G. Sodium sulfate attack on plain and blended cements. Build. Environ. 2007, 42, 1368–1372. [Google Scholar] [CrossRef]
- Van Tittelboom, K.; De Belie, N. A critical review on test methods for evaluating the resistance of concrete against sulfate attack. In Proceedings of the Concrete in Aggressive Aqueous Environments, Performance, Testing and Modeling, Toulouse, France, 3–5 June 2009; pp. 298–306. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxide Composition (%) | OPC | FA |
|---|---|---|
| SiO2 | 20.76 | 57.01 |
| Al2O3 | 5.54 | 20.96 |
| Fe2O3 | 3.35 | 4.15 |
| CaO | 61.4 | 9.79 |
| MgO | 2.48 | 1.75 |
| MnO | − | 0.033 |
| K2O | 0.78 | 1.53 |
| Na2O | 0.19 | 2.23 |
| LOI | 2.2 | 1.25 |
| specific gravity | 3.15 | 2.38 |
| Blaine fineness (m2/kg) | 325 | 290 |
| Type | Grade of Fiber | Specific Gravity | Length of Fiber (mm) | Diameter of Fiber (µm) | Aspect Ratio | Tensile Strength (MPa) | Modulus of Elasticity (GPa) |
|---|---|---|---|---|---|---|---|
| PVA | REC 5–15 | 1.3 | 12 | 40 | 462 | 1600 | 41 |
| Mix | CR (%) | PVA Fibre (%) | Crumb Rubber, (kg/m3) | River Sand, (kg/m3) | Fly Ash, (kg/m3) | Water, (kg/m3) | OPC, (kg/m3) | SPx (kg/m3) |
|---|---|---|---|---|---|---|---|---|
| 1 | 5 | 0 | 23.35 | 443.65 | 700 | 187 | 583 | 19.89 |
| 2 | 5 | 1 | 23.35 | 443.65 | 700 | 187 | 583 | 20.53 |
| 3 | 2.5 | 2 | 11.68 | 455.32 | 700 | 187 | 583 | 20.53 |
| 4 | 5 | 2 | 23.35 | 443.65 | 700 | 187 | 583 | 19.89 |
| 5 | 2.5 | 1 | 11.68 | 455.32 | 700 | 187 | 583 | 19.89 |
| 6 | 0 | 2 | 0 | 467 | 700 | 187 | 583 | 20.53 |
| 7 | 0 | 0 | 0 | 467 | 700 | 187 | 583 | 16.68 |
| 8 | 0 | 1 | 0 | 467 | 700 | 187 | 583 | 16.68 |
| 9 | 2.5 | 1 | 11.68 | 455.32 | 700 | 187 | 583 | 19.89 |
| 10 | 2.5 | 0 | 11.68 | 455.32 | 700 | 187 | 583 | 19.25 |
| 11 | 2.5 | 1 | 11.68 | 455.32 | 700 | 187 | 583 | 19.89 |
| 12 | 2.5 | 1 | 11.68 | 455.32 | 700 | 187 | 583 | 19.89 |
| 13 | 2.5 | 1 | 11.68 | 455.32 | 700 | 187 | 583 | 19.89 |
| Response | Source | Sum of Squares | df | Mean Square | F-Value | p-Value | Remarks |
|---|---|---|---|---|---|---|---|
| Compressive Strength (MPa) | Model | 684.71 | 5 | 136.94 | 24.41 | 0.0003 | significant |
| A-CR | 3.13 | 1 | 3.13 | 0.56 | 0.4792 | insignificant | |
| B-PVA | 148.79 | 1 | 148.79 | 26.53 | 0.0013 | significant | |
| AB | 37.82 | 1 | 37.82 | 6.74 | 0.0356 | significant | |
| A2 | 12.21 | 1 | 12.21 | 2.18 | 0.1836 | insignificant | |
| B2 | 325.37 | 1 | 325.37 | 58 | 0.0001 | significant | |
| Weight loss (%) | Model | 82.46 | 5 | 16.49 | 4.14 | 0.0454 | significant |
| A-CR | 1.22 | 1 | 1.22 | 0.30 | 0.5980 | insignificant | |
| B-PVA | 4.81 | 1 | 4.81 | 1.21 | 0.3084 | insignificant | |
| AB | 0.51 | 1 | 0.51 | 0.13 | 0.7307 | insignificant | |
| A2 | 44.86 | 1 | 44.86 | 11.26 | 0.0122 | significant | |
| B2 | 6.77 | 1 | 6.77 | 1.70 | 0.2337 | significant | |
| Change in length (%) | Model | 0.014 | 5 | 0.0029 | 29.56 | 0.0001 | significant |
| A-CR | 0.0016 | 1 | 0.0016 | 16.52 | 0.0048 | significant | |
| B-PVA | 0.0053 | 1 | 0.0053 | 54.49 | 0.0002 | significant | |
| AB | 0.0048 | 1 | 0.0048 | 49.13 | 0.0002 | significant | |
| A2 | 0.0024 | 1 | 0.0024 | 24.83 | 0.0016 | significant | |
| B2 | 0.0012 | 1 | 0.0012 | 11.96 | 0.0106 | significant |
| Response/Model Terms | Compressive Strength | Weight Loss | Change |
|---|---|---|---|
| Standard deviation | 2.37 | 0.72 | 0.005 |
| Mean | 63.13 | −3.11 | 0.0084 |
| C.V.% | 3.75 | 23.24 | 59.48 |
| PRESS | 179.64 | 20.16 | 0.001 |
| R-Squared | 0.9458 | 0.9528 | 0.9699 |
| Adjusted R-Squared | 0.907 | 0.9191 | 0.9483 |
| Predicted R-Squared | 0.7519 | 0.7399 | 0.8324 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohammed, B.S.; Yen, L.Y.; Haruna, S.; Seng Huat, M.L.; Abdulkadir, I.; Al-Fakih, A.; Liew, M.S.; Abdullah Zawawi, N.A.W. Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite. Materials 2020, 13, 3516. https://doi.org/10.3390/ma13163516
Mohammed BS, Yen LY, Haruna S, Seng Huat ML, Abdulkadir I, Al-Fakih A, Liew MS, Abdullah Zawawi NAW. Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite. Materials. 2020; 13(16):3516. https://doi.org/10.3390/ma13163516
Chicago/Turabian StyleMohammed, Bashar S., Lee Yin Yen, Sani Haruna, Michael Lim Seng Huat, Isyaka Abdulkadir, Amin Al-Fakih, M. S. Liew, and Noor Amila Wan Abdullah Zawawi. 2020. "Effect of Elevated Temperature on the Compressive Strength and Durability Properties of Crumb Rubber Engineered Cementitious Composite" Materials 13, no. 16: 3516. https://doi.org/10.3390/ma13163516