Investigating the Thermal-Protective Performance of Fire-Retardant Fabrics Considering Garment Aperture Structures Exposed to Flames

Abstract
:1. Introduction
2. Materials and Methods
2.1. Flame-Retardant Fabrics
2.2. Test Conditions and Protocols
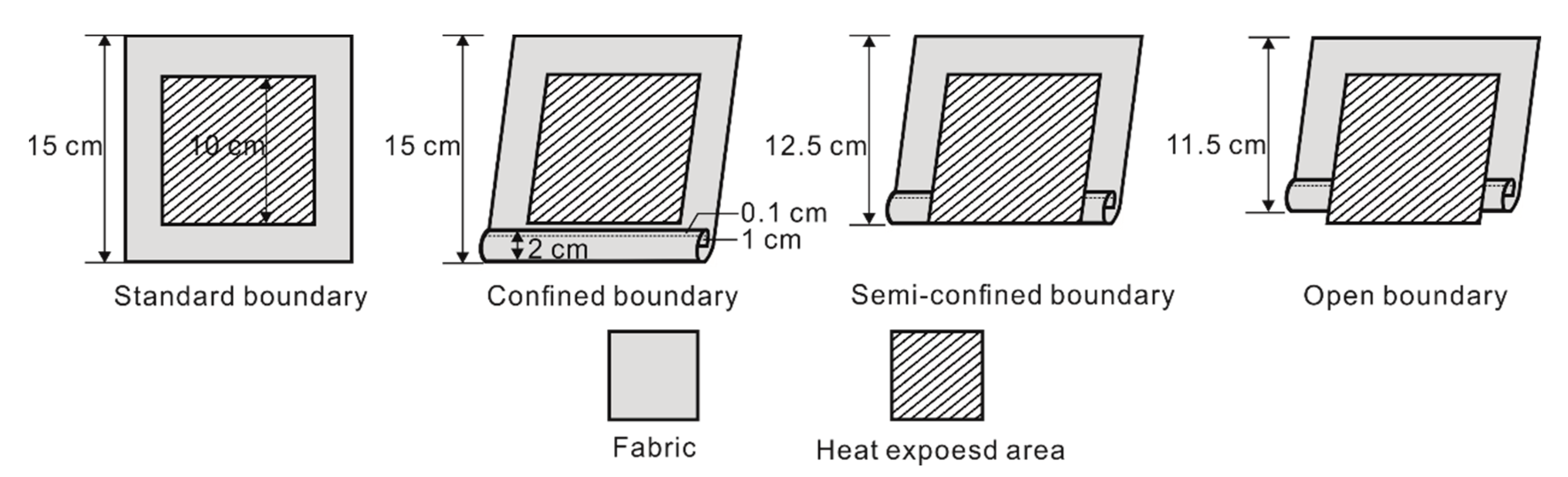
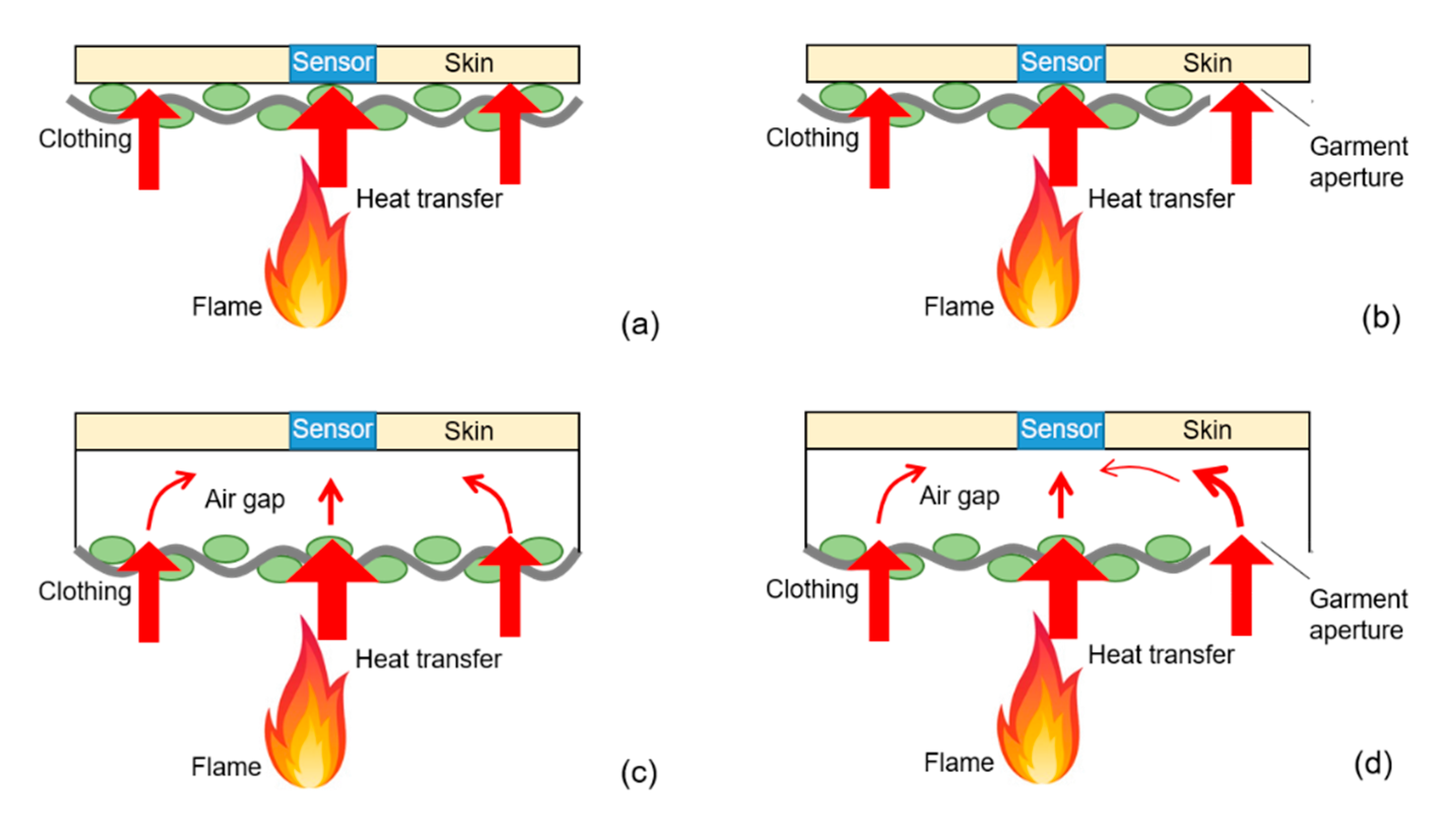
2.2.1. Experimental Variable
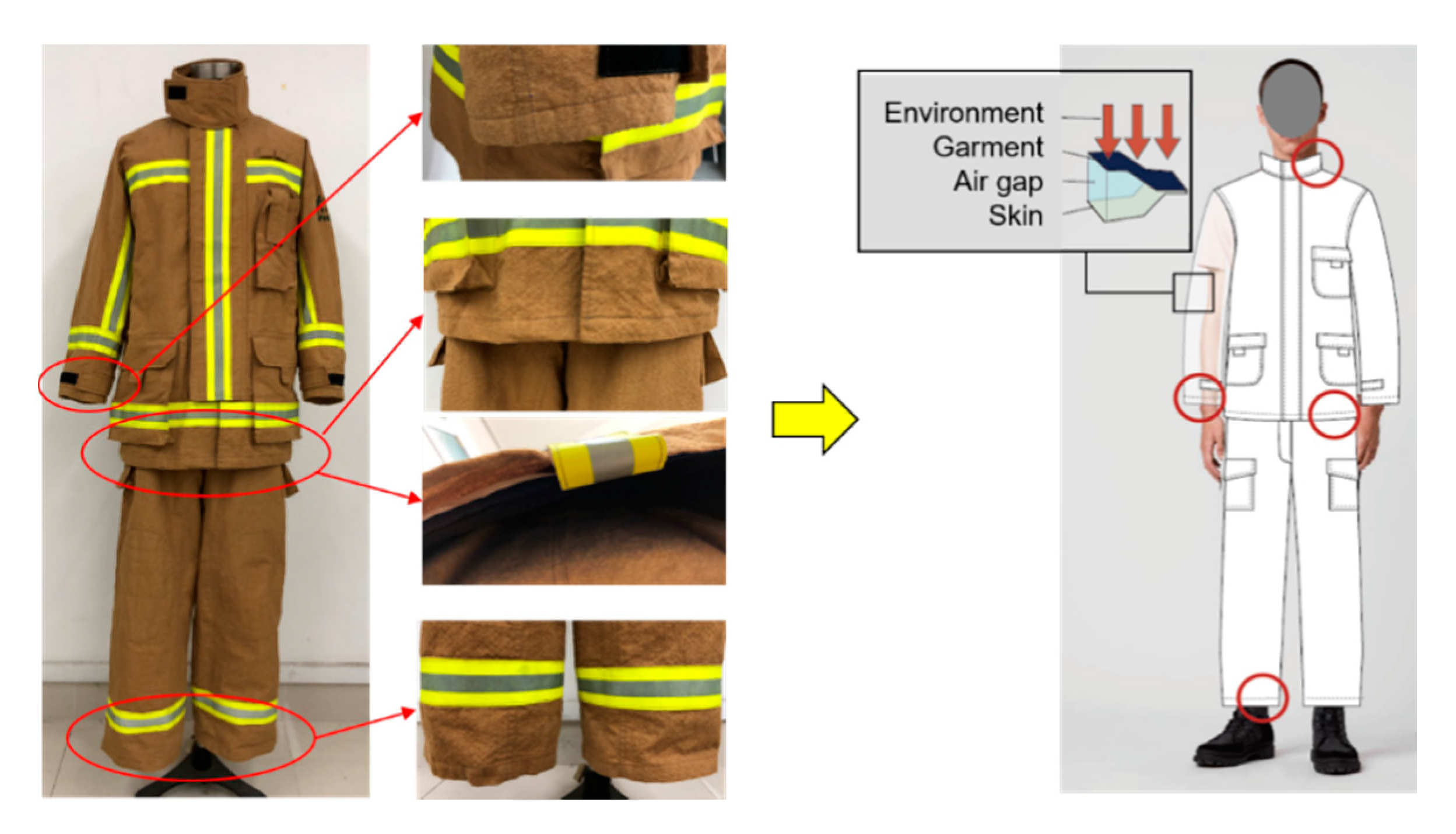
2.2.2. Experimental Specimens
2.3. Measurement and Processing of the Indicators
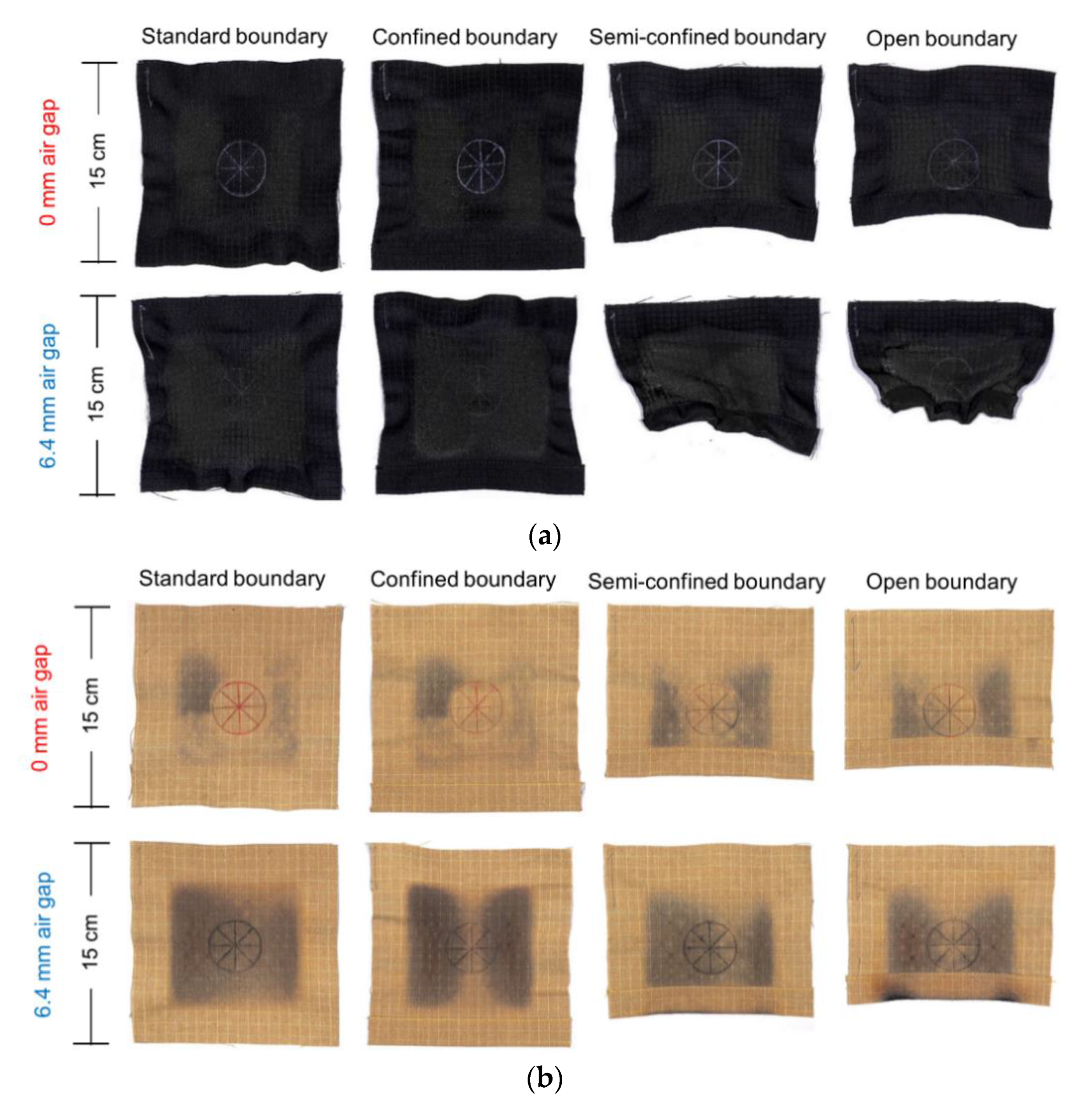
2.3.1. Thermal Shrinkage
2.3.2. Mass Loss
2.4. Statistical Analysis
3. Results
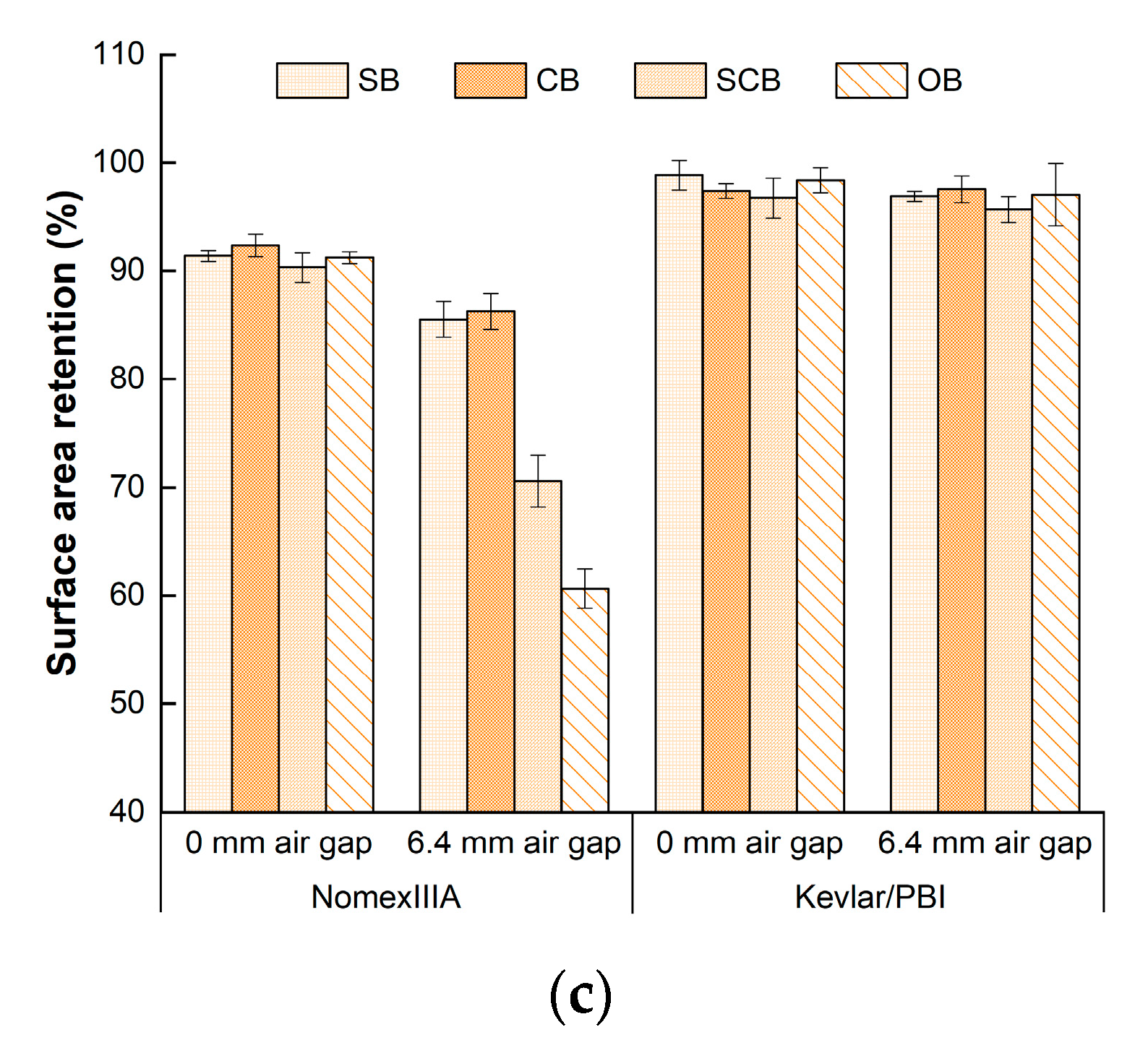
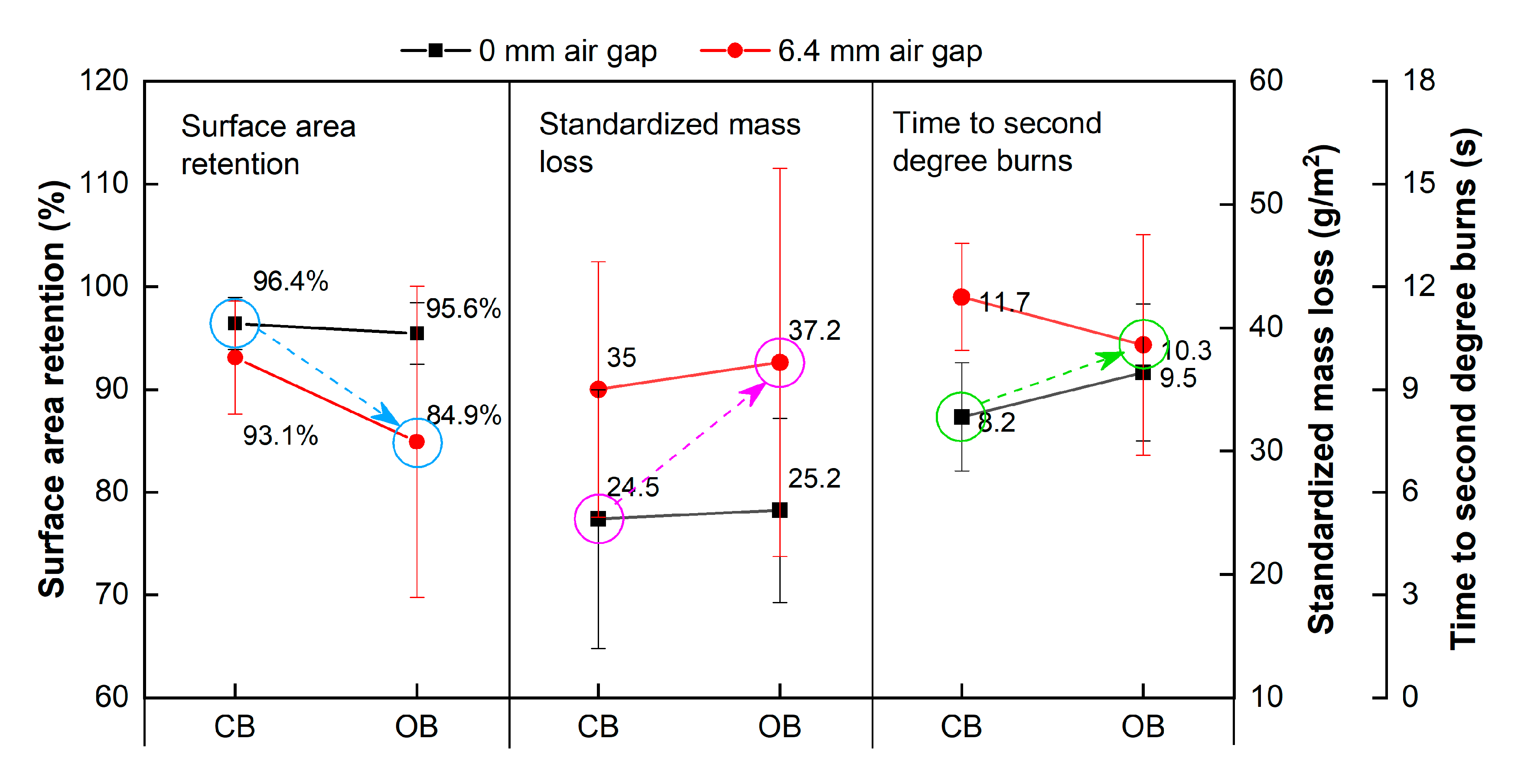
3.1. Surface Area Retention
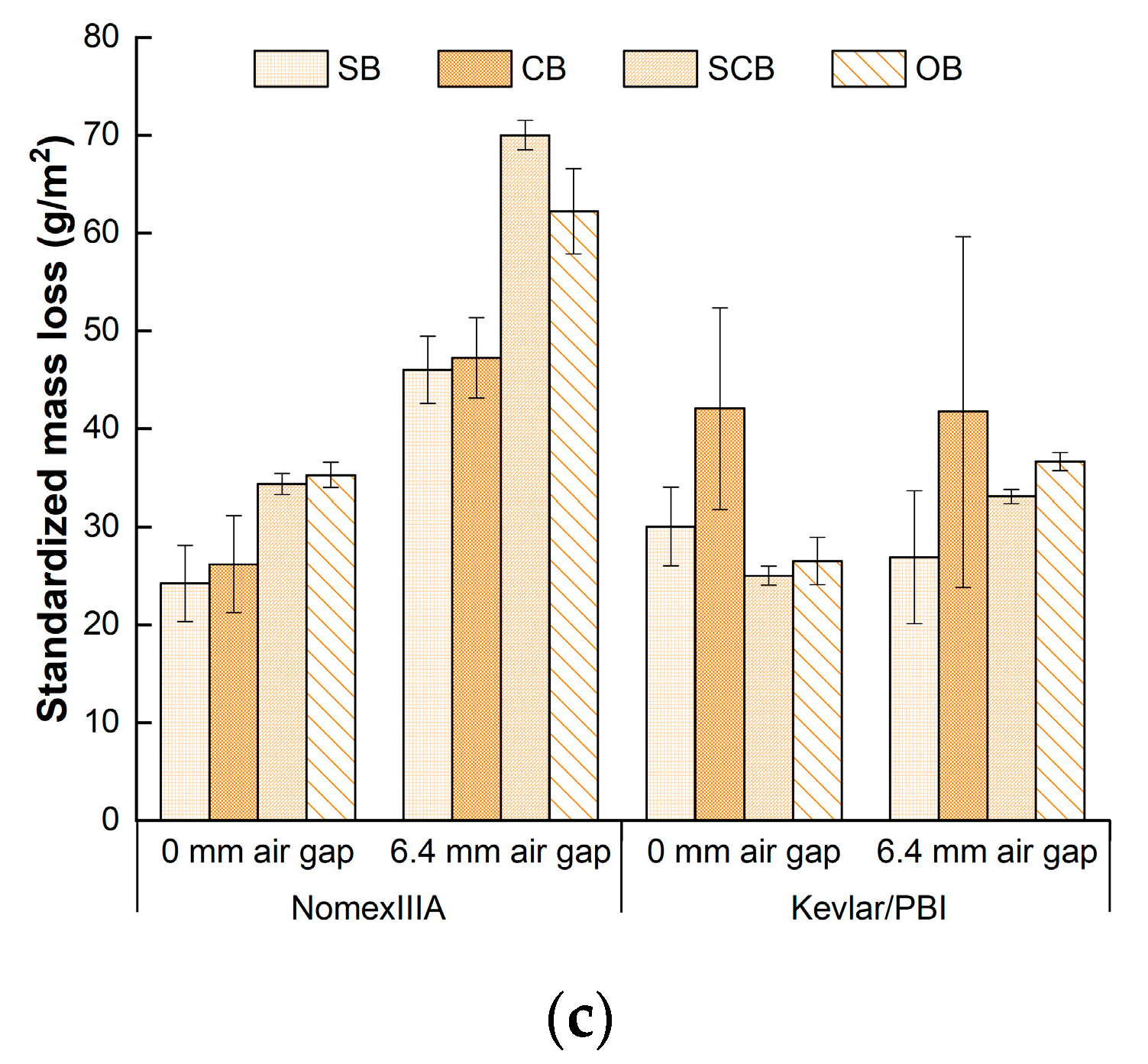
3.2. Standardized Mass Loss
3.3. Time-to-Second-Degree-Burns
4. Discussion
5. Conclusions
- (1)
- Significant effects of heat flux on standardized mass loss and time-to-second-degree-burns were observed. Heat flux had no significant influence on surface area retention under 6.4-mm-air-gap condition for Nomex IIIA, which was different from the results of 0-mm-air-gap condition, indicating that the existence of air gap would decrease the effects of heat-flux level on surface area retention;
- (2)
- The impacts of boundary condition were not remarkable on fabric level, where the limitation of the bench-scale tester was the main reason. However, significant differences of surface area retention were found between standard, confined boundary and open boundary condition;
- (3)
- Air gap had significant effects on surface area retention, standardized mass loss and time-to-second-degree-burns. Although the presence of 6.4-mm air gap could improve the thermal protective performance of the fabrics, more severe thermal shrinkage, discoloration, carbonization and mass loss were detected compared with the direct contact configuration, which accelerated the thermal aging and declined the lifetime of the flame-retardant fabrics, indicating the importance of balancing the service life and thermal protective performance of the thermal-protective clothing;
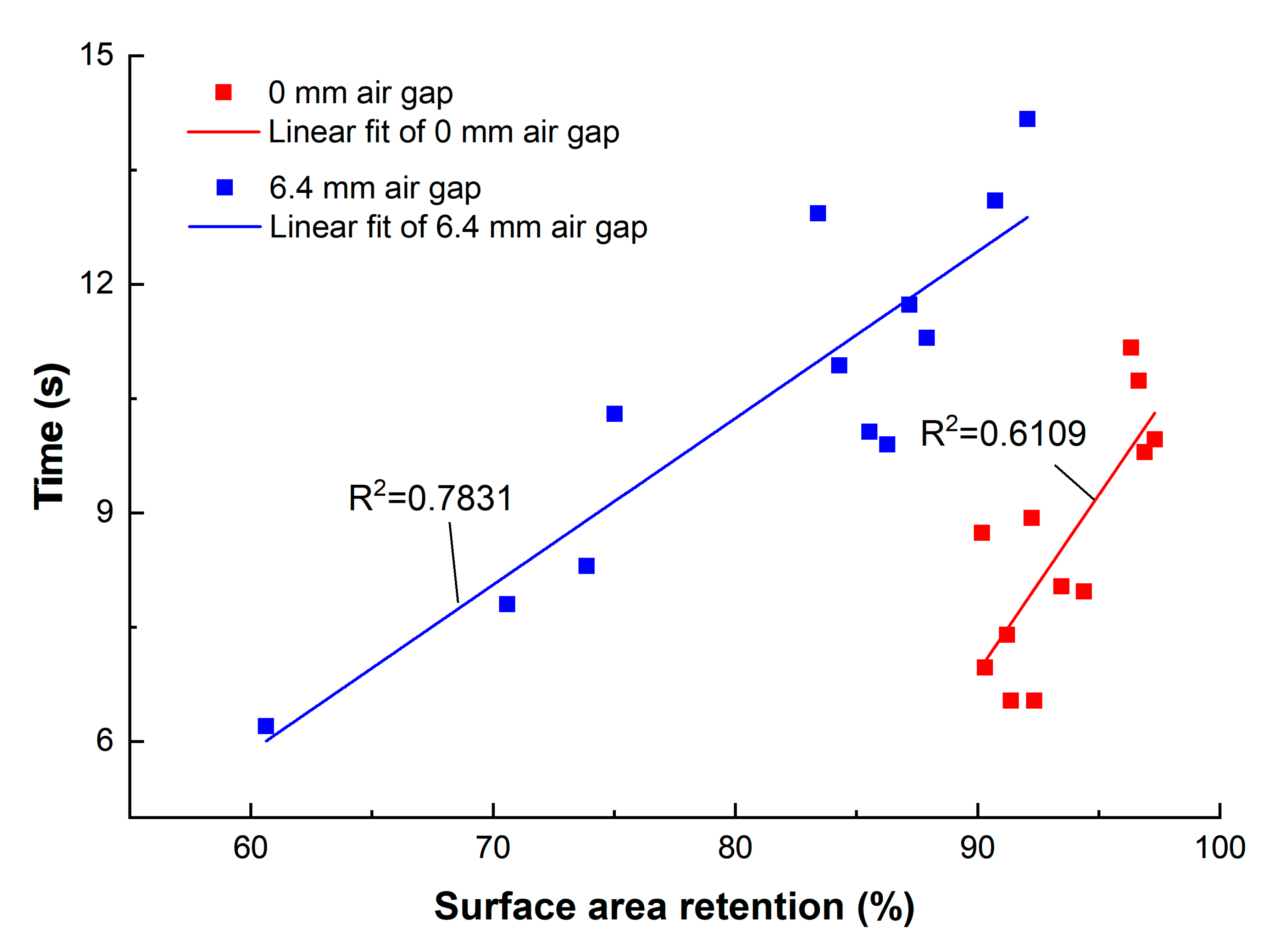
- (4)
- Time-to-second-degree-burns grew with the increase of surface area retention, implying that the thermal protective performance was better for the flame-retardant fabrics with less thermal shrinkage. Negative correlations between time-to-second-degree-burns and standardized mass loss indicated that decelerating the thermal aging progress will be a potential approach to maintain the thermal protective performance of the flame-retardant fabrics.
Author Contributions
Funding
Conflicts of Interest
References
- Campbell, R.; Molis, J.L. U.S. Firefighter injuries in 2018. NFPA J. 2019, 113, 76–82. [Google Scholar]
- Fahy, R.F.; Molis, J.L. Firefighter Fatalities in the US-2018. National Fire Protection Association; Fire Analysis and Research Division: Quincy, MA, USA, 2018; pp. 1–26. [Google Scholar]
- Scott, R.A. Textiles for Protection; Woodhead Publishing Limited: Cambridge, UK; Sawston, UK, 2005; pp. 31–59. [Google Scholar]
- Abbott, N.J.; Schulman, S. Protection from fire: Nonflammable fabrics and coatings. J. Coat. Fabr. 1976, 6, 48–64. [Google Scholar] [CrossRef]
- Barker, R.L. A Review of Gaps and Limitations in Test Methods for First Responder Protective Clothing and Equipment: National Personal Protection Technology Laboratory; National Institute for Occupational Safety and Health (NIOSH): Pittsburgh, PA, USA, 2005; pp. 1–101. [Google Scholar]
- Lee, Y.M.; Barker, R.L. Thermal protective performance of heat-resistant fabrics in various high intensity heat exposures. Text. Res. J. 1987, 57, 123–132. [Google Scholar]
- Barker, R.L.; Lee, Y.M. Analyzing the transient thermophysical properties of heat-resistant fabrics in TPP exposures. Text. Res. J. 1987, 57, 331–338. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Lu, Y.H.; Li, J.; Pan, J.H. Effects of air gap entrapped in multilayer fabrics and moisture on thermal protective performance. Fibers Polym. 2012, 13, 647–652. [Google Scholar] [CrossRef]
- Lawson, L.K.; Crown, E.M.; Ackerman, M.Y.; Dale, J.D. Moisture effects in heat transfer through clothing systems for wildland firefighters. Int. J. Occup. Saf. Ergon. 2004, 10, 227–238. [Google Scholar] [CrossRef]
- Talukdar, P.; Das, A.; Alagirusamy, R. Heat and mass transfer through thermal protective clothing—A review. Int. J. Therm. Sci. 2016, 106, 32–56. [Google Scholar]
- Song, G.W.; Paskaluk, S.; Sati, R.; Crown, E.M.; Doug Dale, J.; Ackerman, M. Thermal protective performance of protective clothing used for low radiant heat protection. Text. Res. J. 2011, 81, 311–323. [Google Scholar] [CrossRef]
- Lee, Y.M.; Barker, R.L. Effect of moisture on the thermal protective performance of heat-resistant fabrics. J. Fire Sci. 1986, 4, 315–331. [Google Scholar]
- Crown, E.M.; Ackerman, M.Y.; Dale, J.D.; Tan, Y. Design and evaluation of thermal protective flightsuits. Part II: Instrumented mannequin evaluation. Cloth. Text. Res. J. 1998, 16, 79–87. [Google Scholar] [CrossRef]
- Song, G.W.; Mandal, S.; Rossi, R. Thermal Protective Clothing for Firefighters; Woodhead Publishing Limited: Cambridge, UK; Sawston, UK, 2016. [Google Scholar]
- Horrocks, A.R. Flame retardant finishes and finishing. In Textile Finishing, Society of Dyers and Colorists; Heywood, D.H., Ed.; Society of Dyers and Colourists: Bradford, UK, 2003; p. 214. [Google Scholar]
- Kowbel, W.; Patel, K.; Withers, J.C. Fire resistant coating for polymeric fibers. In A Materials and Processes Odyssey, SOC Advancement Material and Process Engineering; Repecka, L., Saremi, F.F., Eds.; Society for the Advancement of Material and Process Engineering: Covina, CA, USA, 2001; p. 2577. [Google Scholar]
- Horrocks, A.R.; Tune, M.; Cegielka, L. The burning behaviour of textiles and its assessment by oxygen-index methods. Text. Prog. 2010, 18, 1–186. [Google Scholar]
- Jones, W.W. A multicompartment model for the spread of fire, smoke and toxic gasses. Fire Saf. J. 1985, 9, 55. [Google Scholar] [CrossRef]
- Tsvetkov, V.N.; Shtennikova, I.N. Structure and Rigidity of Molecules of Aromatic Polyamides in Solutions. Macromolecules 1978, 11, 306–312. [Google Scholar] [CrossRef]
- Yoda, N. Studies of the structure and properties of aromatic polyamide. I. Physical properties of poly (m-xylyleneadipamide). Bull. Chem. Soc. Jpn. 1962, 35, 1349–1353. [Google Scholar] [CrossRef]
- Lawson, J.R. Fire Fighters’ Protective Clothing and Thermal Environments of Structural Fire Fighting in Performance of Protective Clothing: Sixth Volume; ASTM International: West Conshohocken, PA, USA, 1997. [Google Scholar]
- Hearle, J.W.S. High Performance Fibres; Woodhead Publishing Limited: Cambridge, UK; Sawston, UK, 2001. [Google Scholar]
- Li, X.; Wang, Y.; Lu, Y. Effects of body postures on clothing air gap in protective clothing. J. Fiber Bioeng. Inform. 2011, 4, 277–283. [Google Scholar]
- Ghazy, A. Numerical study of the air gap between fire-protective clothing and the skin. J. Ind. Text. 2014, 44, 257–274. [Google Scholar] [CrossRef]
- Takada, S.; Sasaki, A.; Kimura, R. Fundamental study of ventilation in air layer in clothing considering real shape of the human body based on cfd analysis. Build. Environ. 2016, 99, 210–220. [Google Scholar] [CrossRef]
- Wang, C.C.; Chen, C.C. Nylon-6 with a short rigid central block. J. Appl. Polym. Sci. 2005, 96, 70. [Google Scholar] [CrossRef]
- Wang, M.; Li, X.H.; Li, J.; Xu, B. A new approach to quantify the thermal shrinkage of fire protective clothing after flash fire exposure. Text. Res. J. 2015, 86, 580–592. [Google Scholar] [CrossRef]
- Li, X.H.; Lu, Y.H.; Li, J.; Wang, Y.Y.; Zhou, L. A new approach to evaluate the effect of moisture on heat transfer of thermal protective clothing under flashover. Fiber Polym. 2015, 13, 549–554. [Google Scholar] [CrossRef]
- Fu, M.; Weng, W.; Yuan, H. Effects of multiple air gaps on the thermal performance of firefighter protective clothing under low-level heat exposure. Text. Res. J. 2014, 84, 968–978. [Google Scholar] [CrossRef]
- Talukdar, P.; Das, A.; Alagirusamy, R. Numerical modeling of heat transfer and fluid motion in air gap between clothing and human body: Effect of air gap orientation and body movement. Int. J. Heat Mass Tran. 2017, 108, 271–291. [Google Scholar]
- Song, G.W. Clothing air gap layers and thermal protective performance in single layer garment. J. Ind. Text. 2007, 36, 193–205. [Google Scholar] [CrossRef]
- He, J.Z.; Lu, Y.H.; Wang, L.J.; Ma, N.N. On the improvement of thermal protection for temperature-responsive protective clothing incorporated with shape memory alloy. Materials 2018, 11, 1932. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ma, N.N.; Lu, Y.H.; He, J.Z.; Dai, H.Q. Application of shape memory materials in protective clothing: A review. J. Text. Ind. 2018, 110, 950–958. [Google Scholar] [CrossRef]
- Behnke, W.P. Thermal protective performance test for clothing. Fire Technol. 1997, 13, 6–12. [Google Scholar] [CrossRef]
- Wang, M.; Li, X.H.; Li, J. Correlation of bench scale and manikin testing of fire protective clothing with thermal shrinkage effect considered. Fiber Polym. 2015, 16, 1370–1377. [Google Scholar] [CrossRef]
- Wang, Y.Y.; Wang, Z.L.; Zhang, X.; Wang, M.; Li, J. CFD simulation of naked flame manikin tests of fire proof garments. Fire Saf. J. 2015, 71, 187–193. [Google Scholar] [CrossRef]
- Lee, C.; Kim, Y.; Wood, A. Investigation and correlation of manikin and benchscale fire testing of clothing systems. Fire Mater. 2002, 26, 269–278. [Google Scholar] [CrossRef]
- Dukes-Dobos, F.N.; Reischl, U.; Buller, K. Assessment of ventilation of firefighter protective clothing. ASTM Int. 1992, 4, 629–633. [Google Scholar]
- Rucker, M.; Anderson, E.; Kangas, A. Evaluation of standard and prototype protective garments for wildland firefighters. In Performance of Protective Clothing: Issues and Priorities for the 21st Century; Nelson, C.N., Henry, N.W., Eds.; ASTM International: West Conshohocken, PA, USA, 2000. [Google Scholar]
- Ruckman, J.E.; Murray, R.; Choi, H.S. Engineering of clothing systems for improved thermophysiological comfort: The effect of openings. Int. J. Cloth. Sci. Technol. 1998, 11, 37–52. [Google Scholar] [CrossRef]
- Bouskill, L.M. Clothing Ventilation and Human Thermal Response. Ph.D. Thesis, Loughborough University, Loughborough, UK, 1999. [Google Scholar]
- McQuerry, M.; Den Hartog, E.; Barker, R. A review of garment ventilation strategies for structural firefighter protective clothing. Text. Res. J. 2016, 86, 727–742. [Google Scholar] [CrossRef]
- Li, X.H.; Lu, Y.H.; Zhai, L.N.; Wang, M.; Li, J.; Wang, Y.Y. Analyzing thermal shrinkage of fire-protective clothing exposed to flash fire. Fire Technol. 2015, 51, 195–211. [Google Scholar] [CrossRef]
- Wang, M.; Li, J. Thermal protection retention of fire protective clothing after repeated flash fire exposure. J. Ind. Text. 2016, 46, 737–755. [Google Scholar] [CrossRef]
- Zhang, X.; Tian, X.; Yao, X. Isothermal and non-isothermal shrinkage behaviors of highly oriented PET yarns. Fiber Polym. 2008, 9, 360–364. [Google Scholar] [CrossRef]
- Pakula, T.; Trznadel, M. Thermally stimulated shrinkage forces in oriented polymers. I. Temperature dependence. Polymer 1985, 26, 1011–1018. [Google Scholar] [CrossRef]
- Trznadela, M.; Kryszewskia, M. Thermal shrinkage of oriented polymers. J. Macromol. Sci. Part C 1992, 2, 259–300. [Google Scholar] [CrossRef]
- Hindeleh, A.M.; Johnson, D.J. Crystallinity and crystallite size measurement in polyamide and polyester fibres. Polymer 1978, 19, 27–32. [Google Scholar] [CrossRef]
- Torvi, D.A.; Dale, J.D.; Faulkner, B. Influence of air gaps on bench-top test results of flame resistant fabrics. J. Fire Prot. Eng. 1999, 10, 1–12. [Google Scholar] [CrossRef]
- Sawcyn, C.M.J. Heat Transfer Model of Horizontal Air Gaps in Bench Top Testing of Thermal Protective Fabrics. Master’s Thesis, University of Saskatchewan, Saskatoon, SK, Canada, 2003. [Google Scholar]
- Li, J.; Li, X.H.; Lu, Y.H.; Wang, Y.Y. A new approach to characterize the effect of fabric deformation on thermal protective performance. Meas. Sci. Technol. 2012, 23, 1–6. [Google Scholar] [CrossRef]
- Dolez, P.I.; Tomer, N.S.; Yassine, M. A quantitative method to compare the effect of thermal aging on the mechanical performance of fire protective fabrics. J. Appl. Polym. Sci. 2018, 136, 47045. [Google Scholar] [CrossRef]
- Torvi, D.A. Heat Transfer in Thin Fibrous Materials under High Heat Flux Conditions. Ph.D. Thesis, University of Alberta, Edmonton, AB, Canada, 1997. [Google Scholar]
- Jain, A.; Vijayan, K. Thermally induced structural changes in Nomex fibres. Bull. Mater. Sci. 2002, 25, 341–346. [Google Scholar] [CrossRef]
- Arrieta, C.; David, E.; Dolez, P.; Vu-Khanh, T. X-ray diffraction, Raman, and differential thermal analyses of the thermal aging of a Kevlar-PBI blend fabric. Polym. Compos. 2011, 32, 362–367. [Google Scholar] [CrossRef]
- Deng, M.; Tian, M.; Wang, Y.Y.; Wang, M. Quantitatively evaluating the effects of flash fire exposure on the mechanical performance of thermal protective clothing. Int. J. Cloth. Sci. Technol. 2020, 32, 412–429. [Google Scholar] [CrossRef]
- Tian, M.; Li, J. 3D heat transfer modeling and parametric study of a human body wearing thermal protective clothing exposed to flash fire. Fire Mater. 2018, 42, 657–667. [Google Scholar] [CrossRef]
- McQuerry, M.; Klausing, S.; Cotterill, D.; Easter, E. A Post-use Evaluation of Turnout Gear Using NFPA 1971 Standard on Protective Ensembles for Structural Fire Fighting and NFPA 1851 on Selection, Care and Maintenance. Fire Technol. 2015, 51, 1149–1166. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fabric | Component | Weave Type | Mass (g/m2) | Thickness (mm) | Color |
|---|---|---|---|---|---|
| Nomex IIIA | 93% meta-aramid/5% para-aramid/2% anti-static fiber | Plain | 240 | 0.50 | Dark blue |
| Kevlar/PBI | 60% para-aramid/40% meta-aramid | Plain | 200 | 0.34 | Dark yellow |
| Condition | 0-mm Air Gap | 6.4-mm Air Gap | ||||||
|---|---|---|---|---|---|---|---|---|
| SB | CB | SCB | OB | SB | CB | SCB | OB | |
| r | −0.8432 | −0.8418 | −0.8414 | −0.8739 | −0.6791 | −0.9362 | −0.8710 | −0.9409 |
| p | 0.035 * | 0.036 * | 0.036 * | 0.023 * | 0.138 | 0.006 ** | 0.024 * | 0.005 ** |
| R2 | 0.7110 | 0.7086 | 0.7080 | 0.7637 | 0.4612 | 0.8765 | 0.7586 | 0.8853 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tian, M.; Wang, Q.; Xiao, Y.; Su, Y.; Zhang, X.; Li, J. Investigating the Thermal-Protective Performance of Fire-Retardant Fabrics Considering Garment Aperture Structures Exposed to Flames. Materials 2020, 13, 3579. https://doi.org/10.3390/ma13163579
Tian M, Wang Q, Xiao Y, Su Y, Zhang X, Li J. Investigating the Thermal-Protective Performance of Fire-Retardant Fabrics Considering Garment Aperture Structures Exposed to Flames. Materials. 2020; 13(16):3579. https://doi.org/10.3390/ma13163579
Chicago/Turabian StyleTian, Miao, Qi Wang, Yiting Xiao, Yun Su, Xianghui Zhang, and Jun Li. 2020. "Investigating the Thermal-Protective Performance of Fire-Retardant Fabrics Considering Garment Aperture Structures Exposed to Flames" Materials 13, no. 16: 3579. https://doi.org/10.3390/ma13163579