1. Introduction
Despite the current effort to promote circular economy, according to 2015 data [
1], from 6300 Mt of plastic waste, only 9% was recycled, 12% incinerated, and 79% sent to landfills. Interest in the use of natural materials classified as waste or by-products of other processes continues to grow among the scientific community to address how to introduce them, for example, as additives for industrial plastic components, what effects they produce when incorporated and the possibilities of forming them through processes such as injection molding.
Several are the natural materials and vegetable waste that may have relevant mechanical properties, mainly in its fiber format, and which have been characterized by various authors in recent years. As observed in
Table 1, showing a range of minimum and maximum values of mechanical data analyzed by different authors, the mechanical behavior of the different natural fibers is highly variable, significantly affecting the process of obtaining and pretreatment [
2,
3], in addition to the variability of the species itself, the specific conditions of the environment in which each plant develops, the moisture content or the uncertainty associated with the cross-section measurement process for calculating the stress–strain curve [
4,
5]. Classifying these fibers by their specific tensile strength, and except for the high performance of kenaf, the fibers obtained from the Canary banana are among the highest performance fibers, surpassing sisal, hemp or jute, and presenting a close behavior to the widely spread glass fibers, which places it in an advantageous position for use as a reinforcing material in plastic composites.
In the specific case of banana fiber in the Canary Islands, with an annual production of crop-derived residues of about 17 million pseudostems per year [
11], the conversion of this residue into a natural resource (through the reuse of the banana pseudostem using an innovative technology for the extraction of natural fiber and pulp) can produce both an environmental benefit (derived from the improvement in the management of this agricultural waste) and the development of a circular economy in this sector. A study in the Canary Islands [
11] concluded that the exploitation of approximately 60% of the total pseudostems generated (considering only the usable length), would represent an estimated production of 2000 t of dry fiber and 7000 t of dry pulp per year (pulp suitable for the production of additives for animal feed).
The use of natural fiber from banana crops continues to expand with a wide range of applications, such as the improvement of reinforced technical textile composite by compression molding [
12], the use of short fiber for rotational molding composite [
6], filters for water purification [
13] or the production of micro/nano fibers for the paper making sector [
14]. Short fibers can be more easily adapted to the most widespread plastic forming processes, such as injection molding, being therefore a suitable fiber configuration for the reinforcement of injected plastic components. However, this configuration also has some limitations: (a) the previous manufacturing of pellets of natural fiber composites (NFCs) by extrusion is not always efficient enough in terms of uniform distribution of fiber (matrix–fiber), (b) two thermal cycles of heating of the NFC (first stage of pellets extrusion and second stage of injection) can produce the degradation of fiber in case of high processing temperature, (c) injection molding is characterized by high level of shear stress in areas of the mold where the flow channel is quite thin, increasing the degradation level of the fiber, (d) the moisture content is more critical and the drying process of the compounding requires a better control, and (e) uneven distribution of fiber content along the injected part, due to difference in density and the dimensions of the fiber, which leads to the phase separation phenomenon [
15].
In the bibliography, different natural fibers, even mixtures of them, have been tested by injection molding with significant range of dispersion in terms of mechanical properties. For instance, A.K. Bledzki et al. [
16] tested the mechanical behavior of a composite of polypropylene (PP) with abaca, jute and flax (with different percentages of fiber, from 20 to 50%). Due to the typical problem of fiber–matrix compatibility, these authors used a coupling agent with maleic anhydride grafted with PP (MAH-g-PP), producing an improvement of mechanical properties, mainly the flexural, tensile and impact strength. The best Young’s modulus (5000 MPa) was obtained with Abaca fiber with PP/MAH-g-PP. Also, another research compared the behavior of different NFCs by injection molding with PP, using rice husks, wood flour, and sisal fibers [
17], applying, as compatibilizer, MAH-g-PP. In this research, the sisal fiber composite performed better compared to the others, in terms of mechanical properties (about 4000 MPa of Young’s modulus and 49 MPa of maximum tensile stress for 30% of fiber content). A variant of flax fiber is the use of flax shives (500 µm) with PP/MAH-g-PP [
18], with promising results (almost 90% of the Young’s modulus of flax fiber composite). The fiber treatment aims to improve the maximum strength, but in some researches the opposite effect was achieved. For example, in [
19], the authors injected NFC based on PP and kenaf fiber, using different alkali treated and non-treated fiber contents (the percentage of NaOH was the same as the fiber content: 5, 10, and 15%, respectively). The results showed that the higher the non-treated fiber content, the higher the strength, while with the treated fiber the effect was the opposite (the higher the fiber and NaOH content, the lower the strength). Other authors have developed injected Nylon 6 NFC by using shells of coconut [
20], confirming the good bonding of fiber–matrix when alkali treatment is applied. This NFC, with 15 wt.% of treated coconut shells, had an elastic modulus close to 3000 MPa and tensile strength over 75 MPa. Regarding the use of banana fiber in injected NFC, there are not reported works except those related to Abaca fiber, which is considered the most similar one to banana fiber (both are Musaceae and sometimes are confused in the bibliography). Most of the works of banana fiber focuses on the process of compression molding [
12,
21]. Either woven or nonwoven banana fiber has been developed to be used as reinforcement of composites by compression molding. Z. Ortega et al. [
22] developed a fabric formed by yarn of 50 wt.% of banana fiber and 50 wt.% of wool. To manufacture the yarn, the banana fiber was enzymatically treated and mixed with other more flexible fiber (wool in this case, which led to worse mechanical properties) to facilitate the yarning process. The composite was produced by compression molding with 52 wt.% of textile and 48 wt.% of PP, without any coupling agent, giving as a result a Young’s modulus about 1600 MPa and maximum tensile stress of 26 MPa. A similar setup was applied to commercial textile of flax, obtaining a Young’s modulus and maximum stress of 2600 and 69 MPa, respectively. Another research with banana fiber composite by compression molding was produced by nonwoven of banana fiber (alkali treatment) and PP fiber [
21]. The best results with NaOH treatment was 1860 MPa for the Young’s modulus and 40 MPa for the tensile strength.
The limitation of NFCs can be overcome by the hybridization of the composite by adding synthetic fiber (carbon, glass, etc.) with natural fibers, improving mechanical properties but keeping an acceptable damping factor [
23].
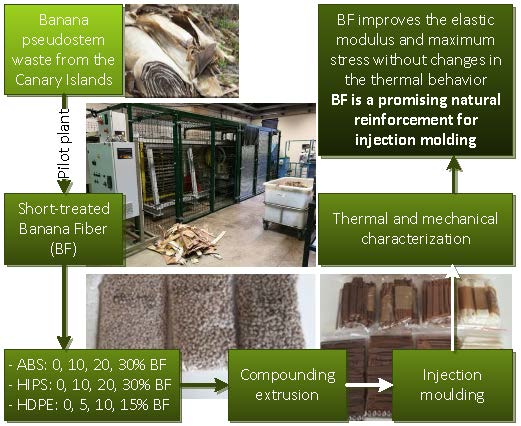
The aim of the present work is to characterize the thermal and mechanical behavior of different thermoplastic composite polymers reinforced with short fiber of banana from the Canary Islands for its application in injection molding.
4. Conclusions
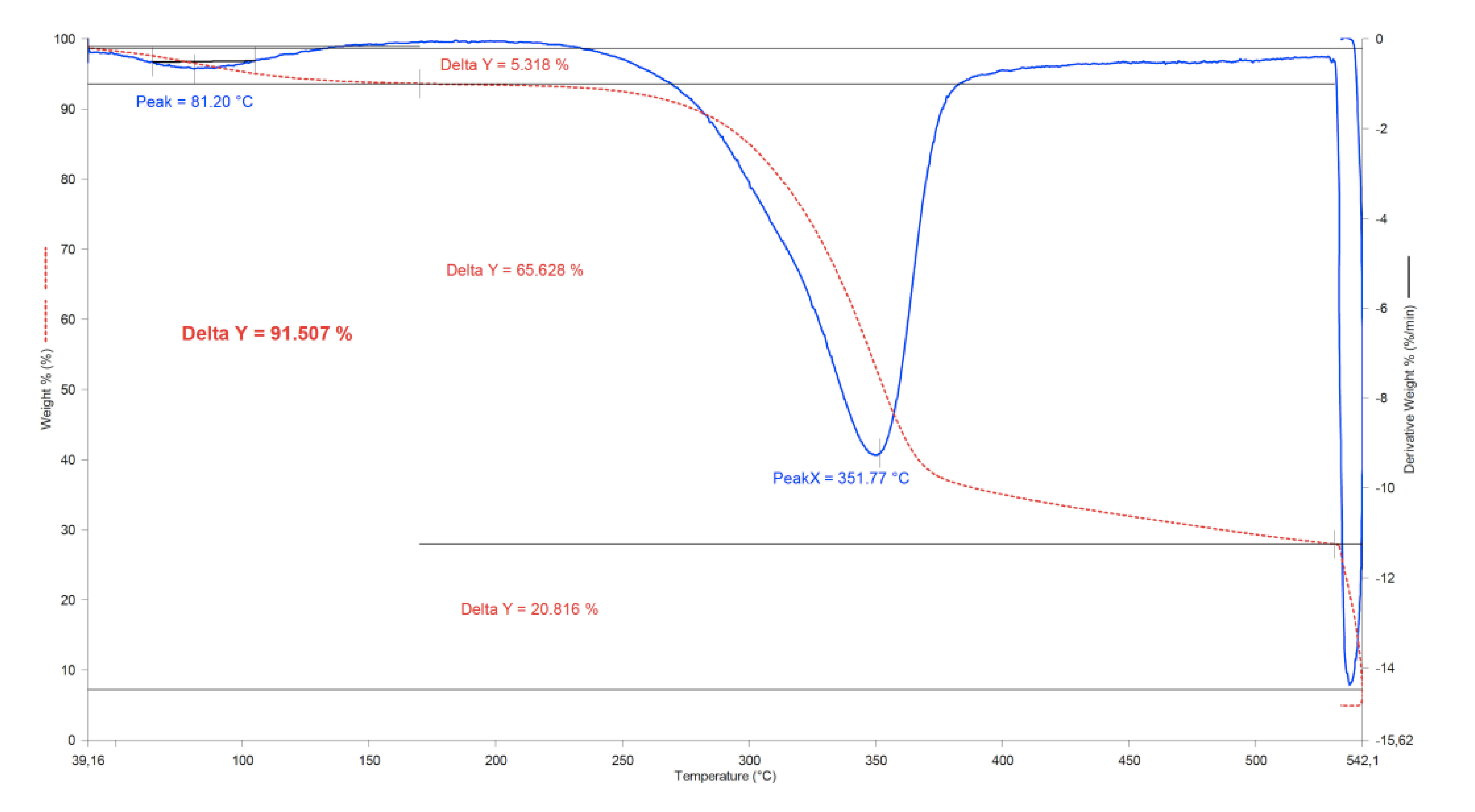
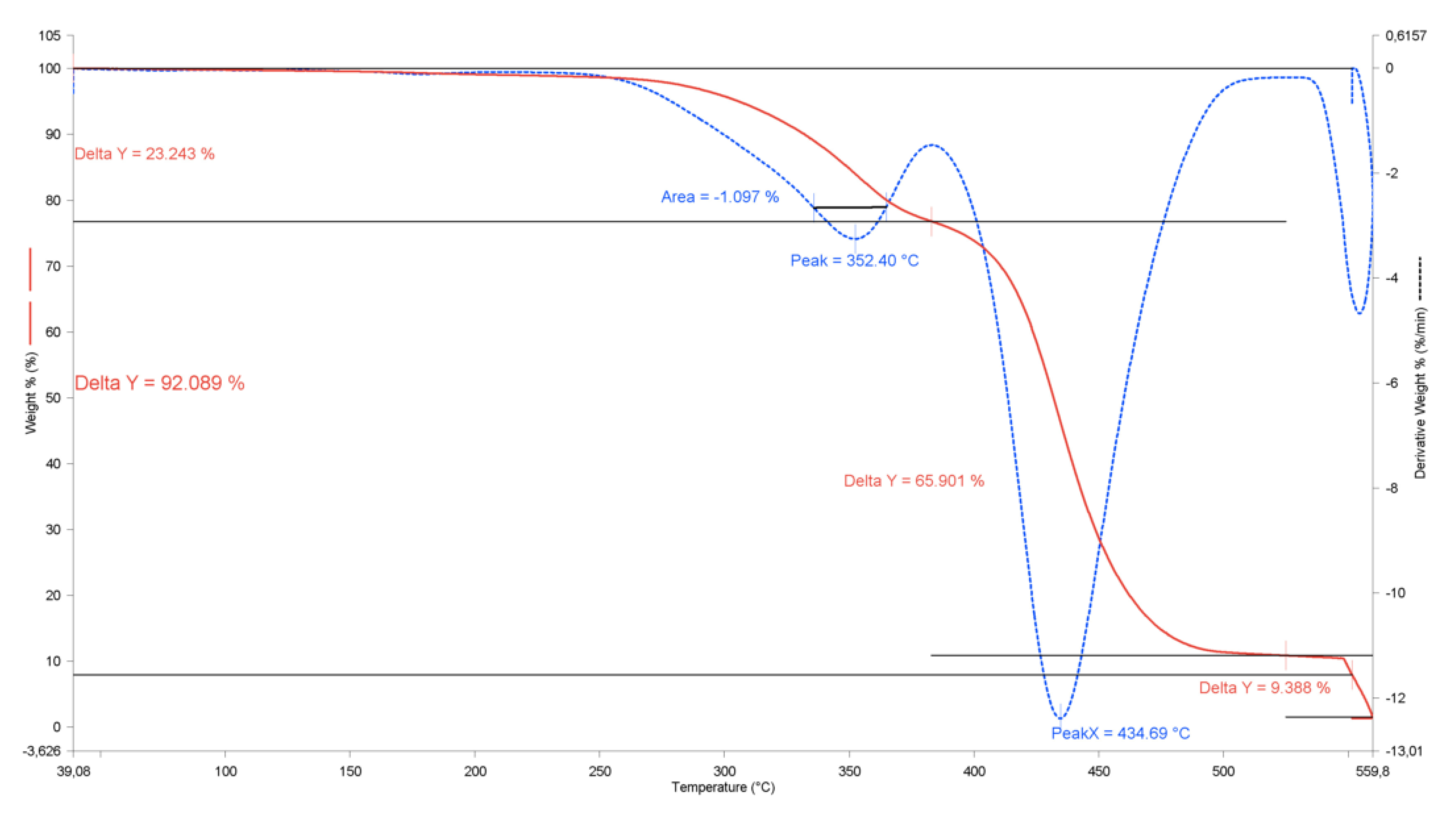
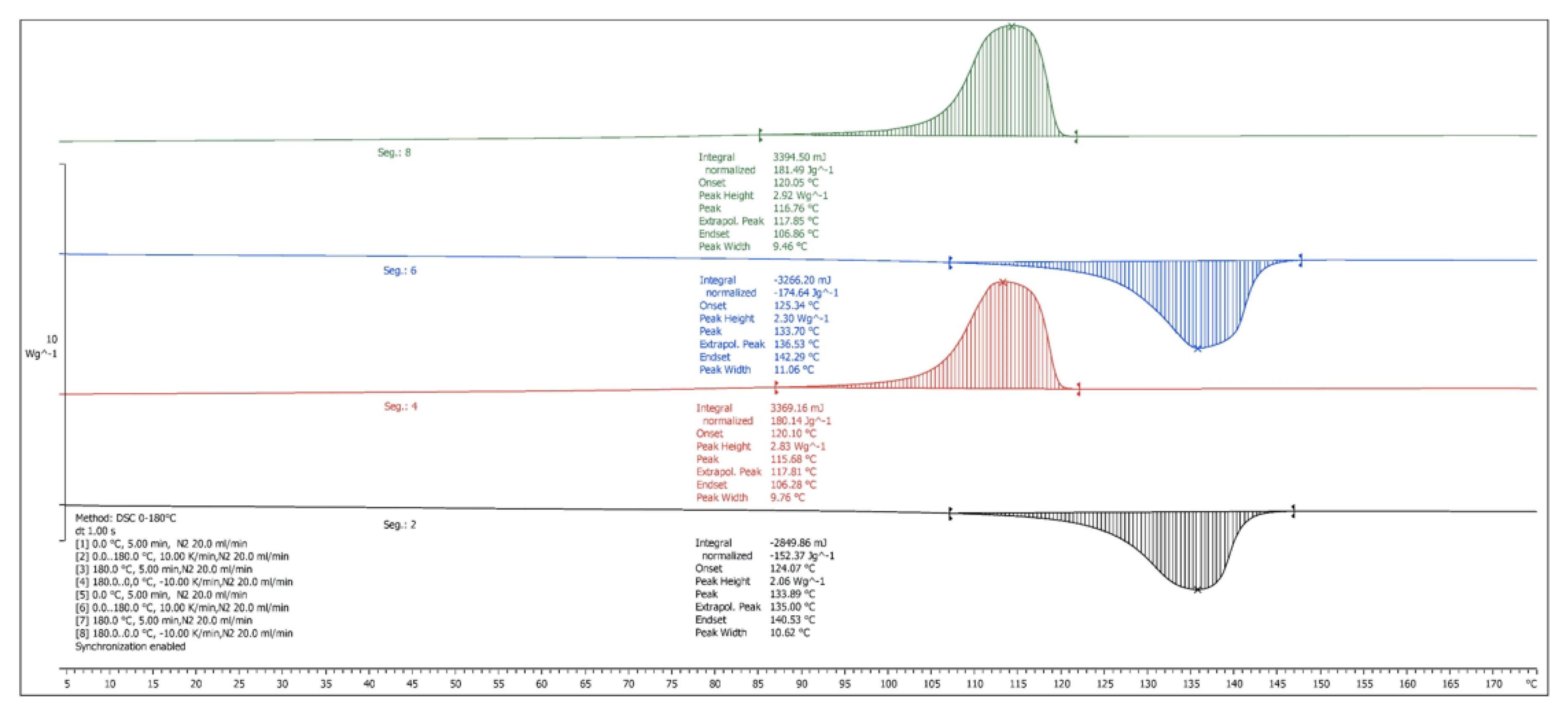
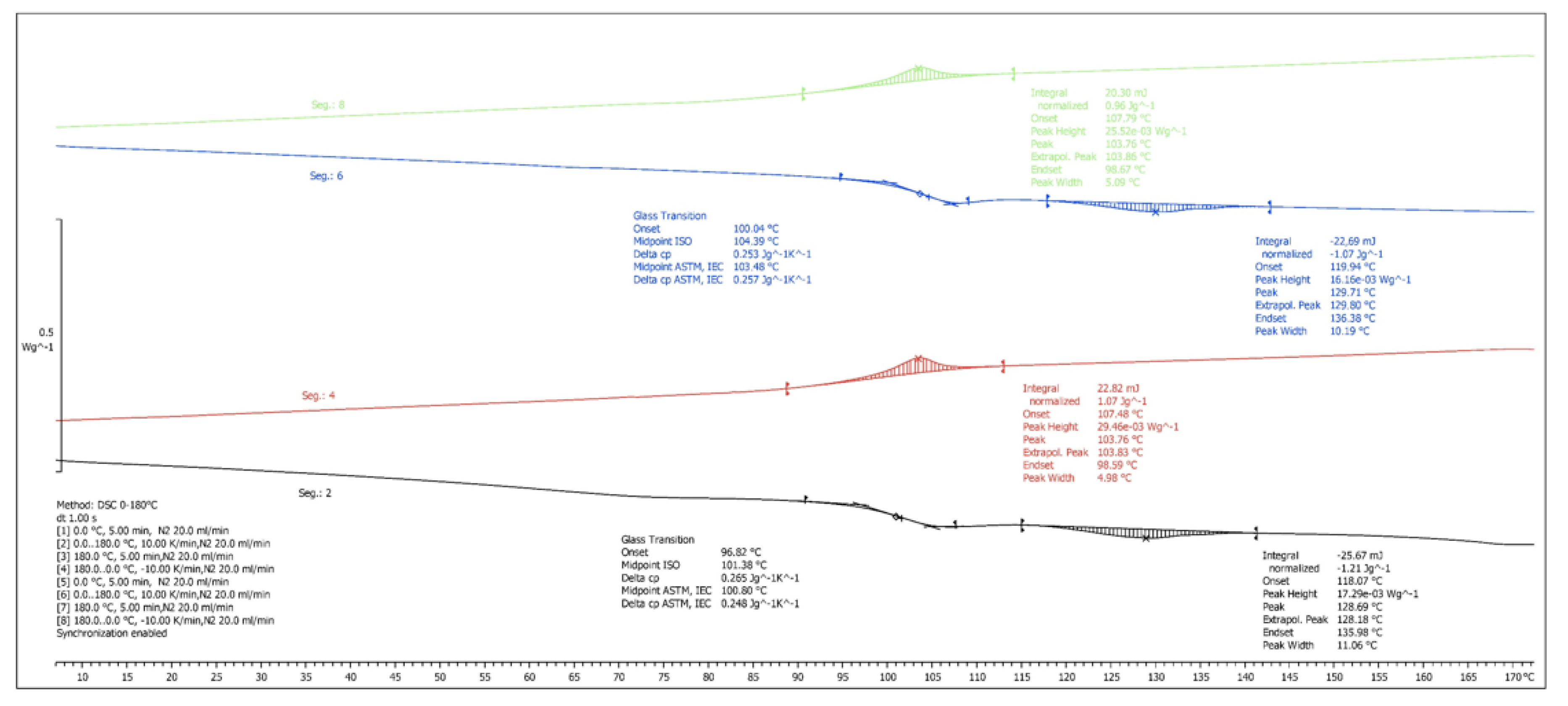
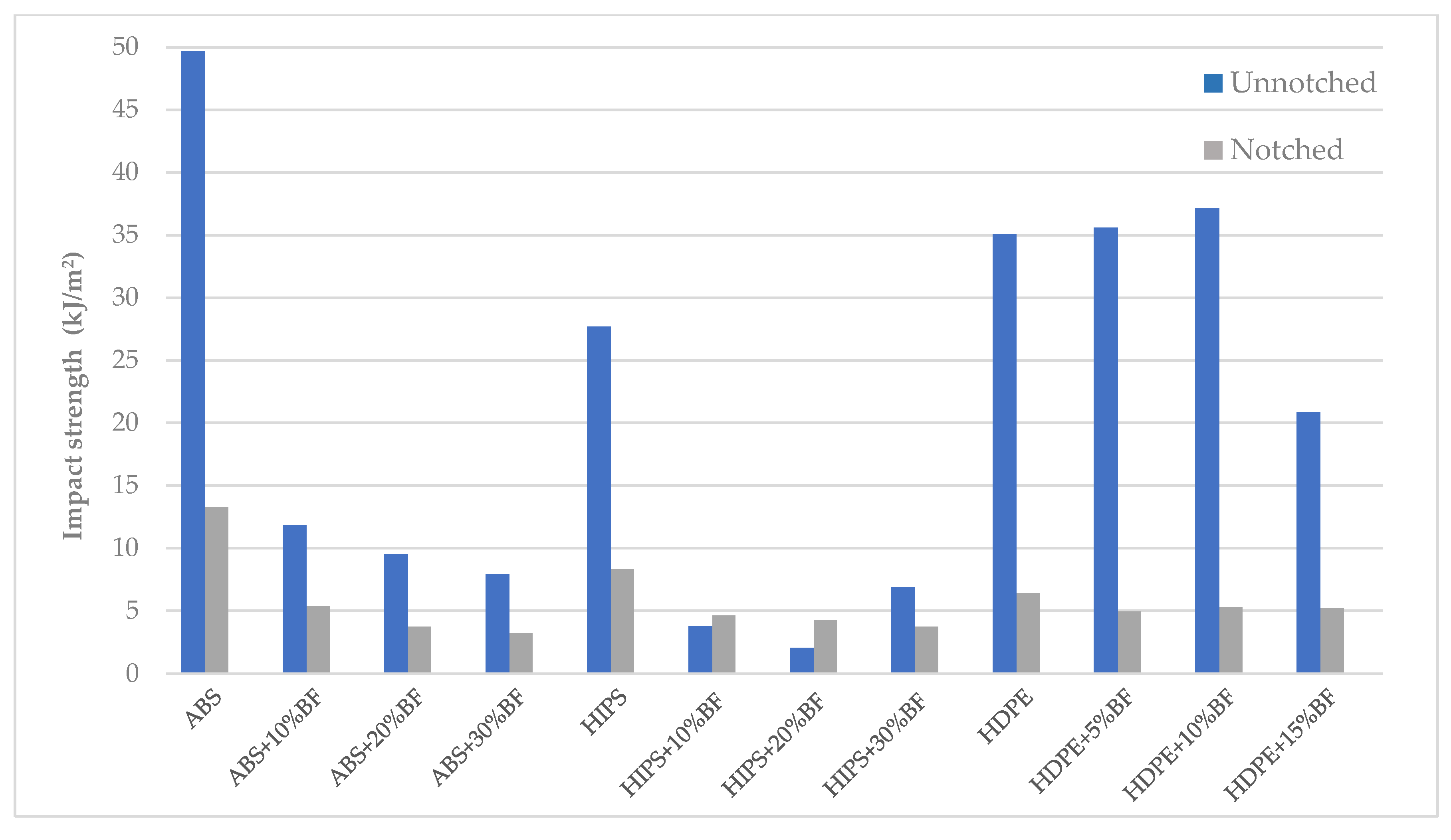
This work presents the thermal and mechanical characterization of thermoplastic composite polymers reinforced with banana fiber. ABS, HIPS, and HDPE were used as matrices, reinforced with different percentages of banana fiber to analyze their behavior in injection molding processes. The different thermal tests carried out showed a thermal behavior of the composites similar to the matrices, without great changes in the different thermal transitions, although with an expected reduction in the MFI. Neither was a worsening in the degradability observed. Therefore, from a thermal point of view, the use of banana fiber as reinforcement in composites for its conformation through injection molding processes is viable.
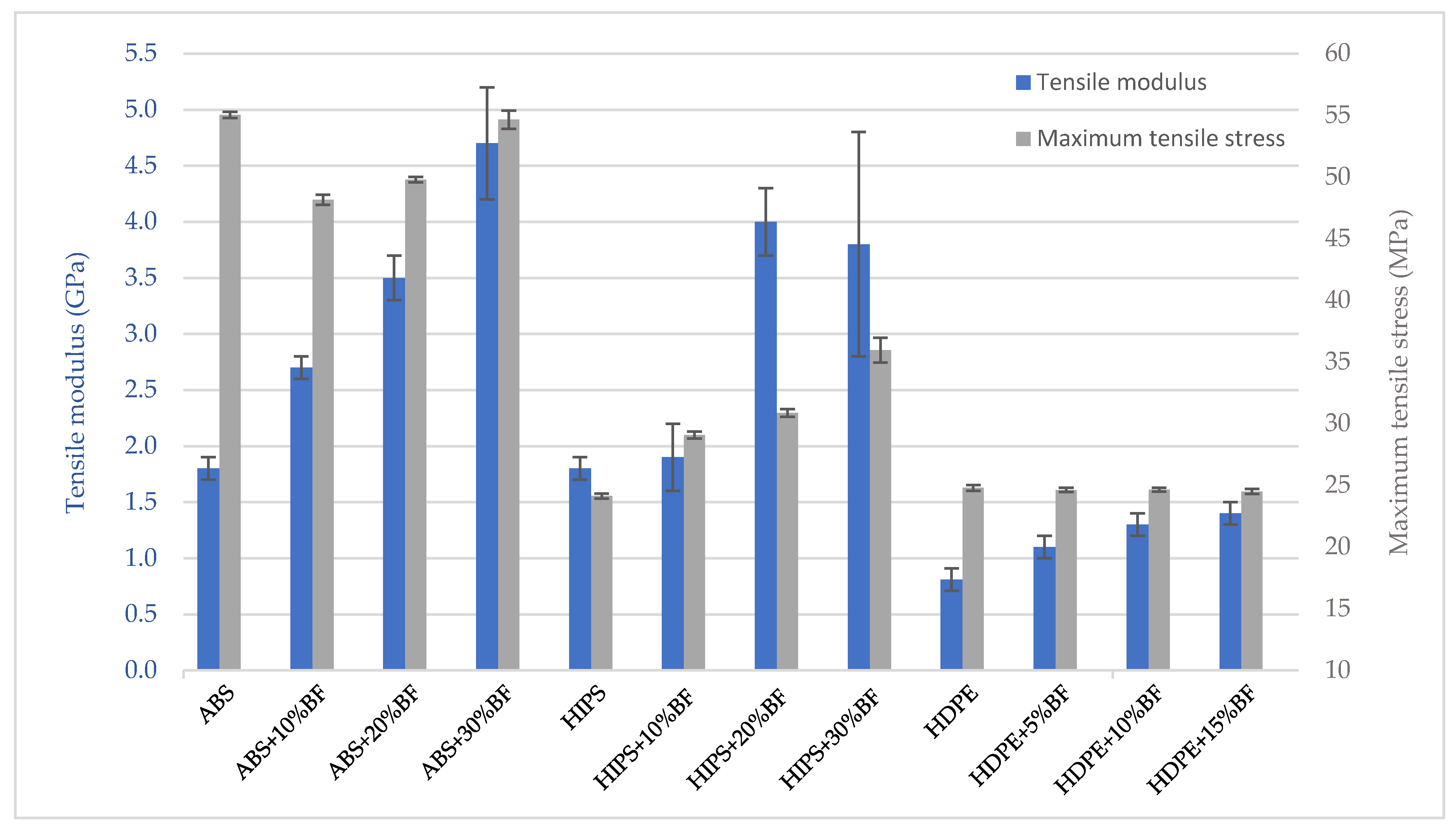
As for the mechanical characteristics, the composites showed in all cases an increase in the elastic modulus with the increase of banana fiber content, indicating that reinforcement allows more rigid materials. This increase in stiffness was also confirmed with the impact tests, where a decrease in the energy absorption was observed with the increase of banana fiber content. On the other hand, the maximum stresses remained practically unchanged in the tensile test (except in HIPS composites), while in the flexural tests were higher with the increase of banana fiber content (except for the ABS matrix composites). These results show some variability in the fiber–matrix interaction depending on the type of matrix used, being more efficient in HIPS and HDPE than in ABS.
Therefore, the use of banana fiber can be especially promising as a natural reinforcement in the production of parts subjected to bending loads, which is one of the most common load cases. However, it is important to note that the effects produced by the reinforcement can vary depending on the matrix used, and especially in the quality and uniformity of the fiber used.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}