Nitrogen-Enriched Cr1−xAlxN Multilayer-Like Coatings Manufactured by Dynamic Glancing Angle Direct Current Magnetron Sputtering

 ,
,  , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods
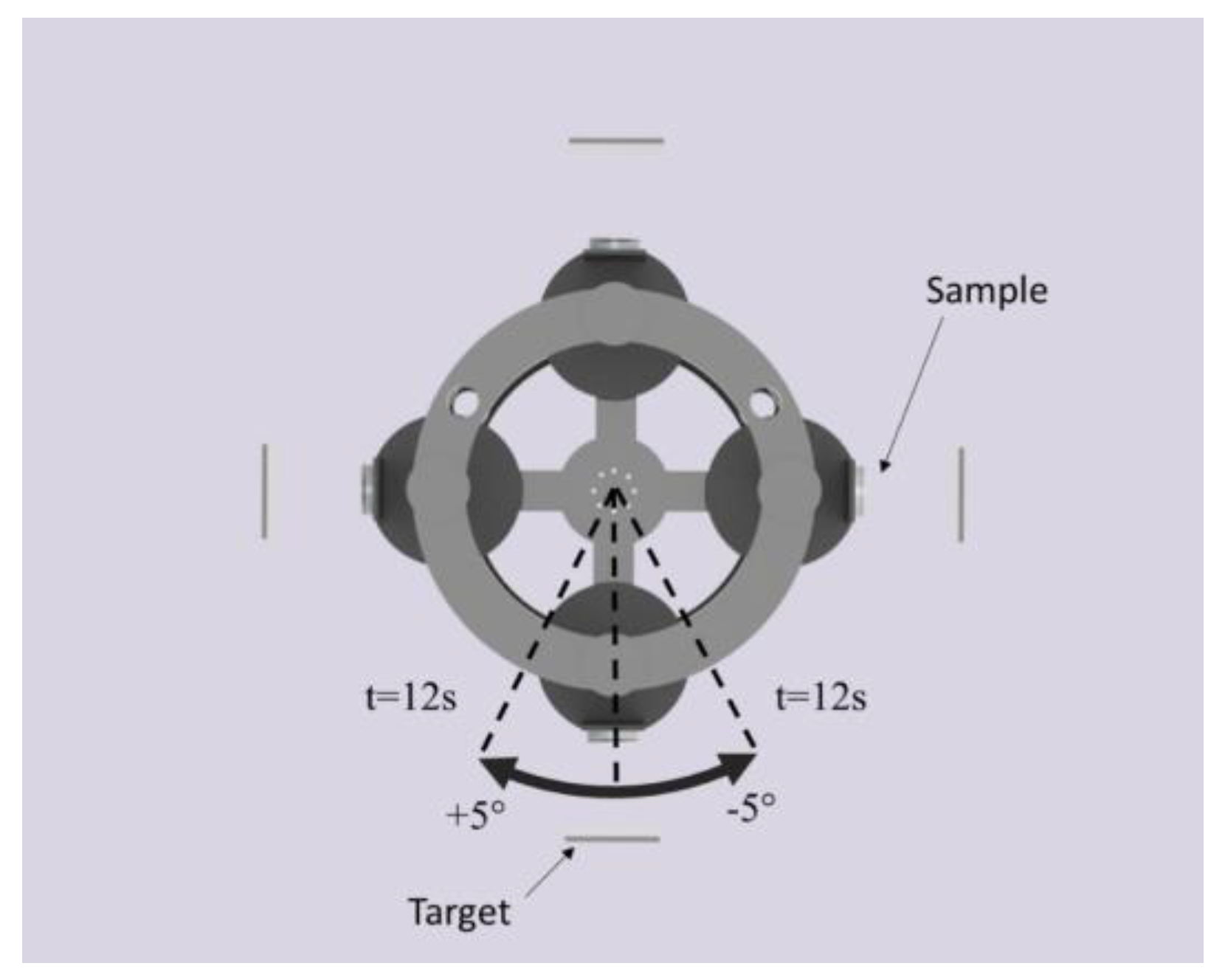
2.1. Manufacturing of the Cr-Al-N Ceramic Coatings
2.2. Coating Characterization
3. Results and Discussion
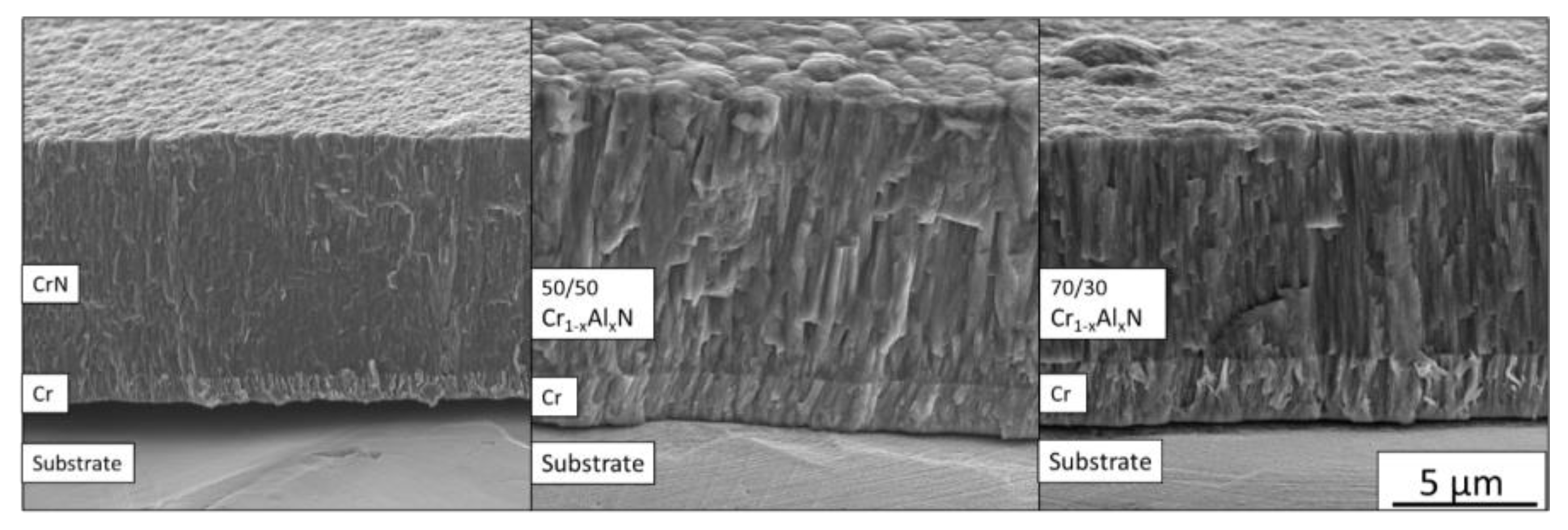
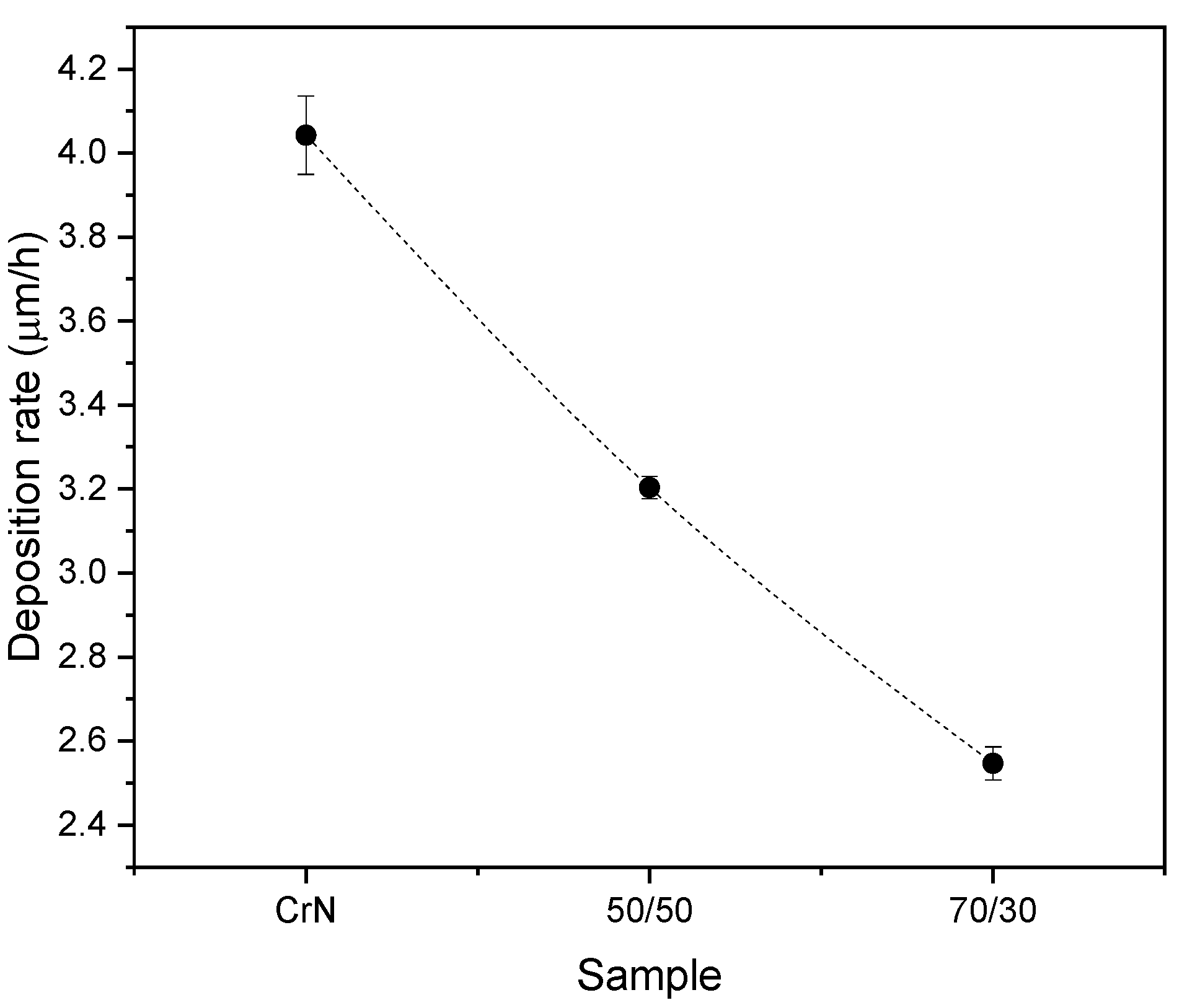
3.1. Chemical Composition and Microstructure
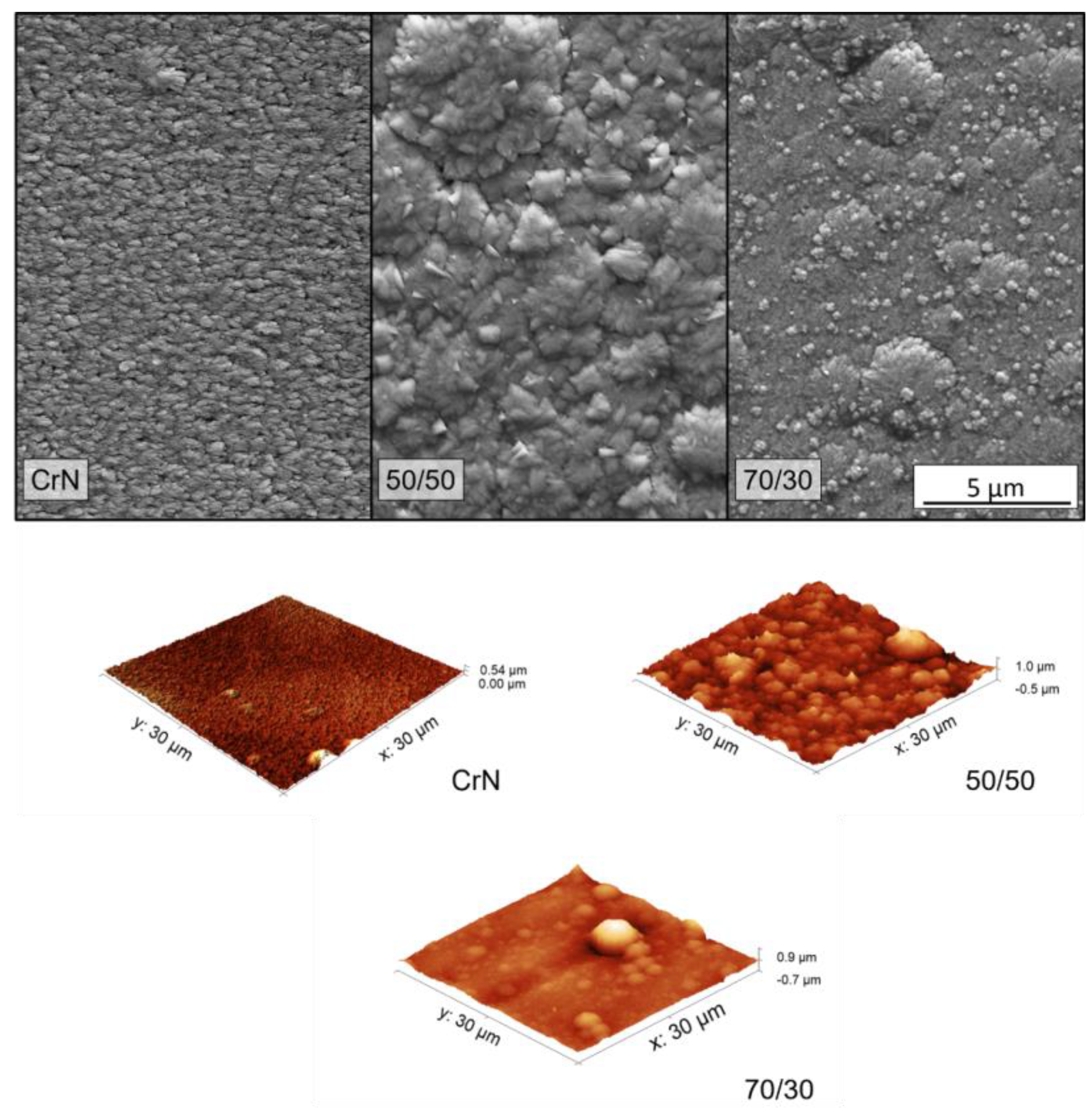
3.2. Coating Morphology
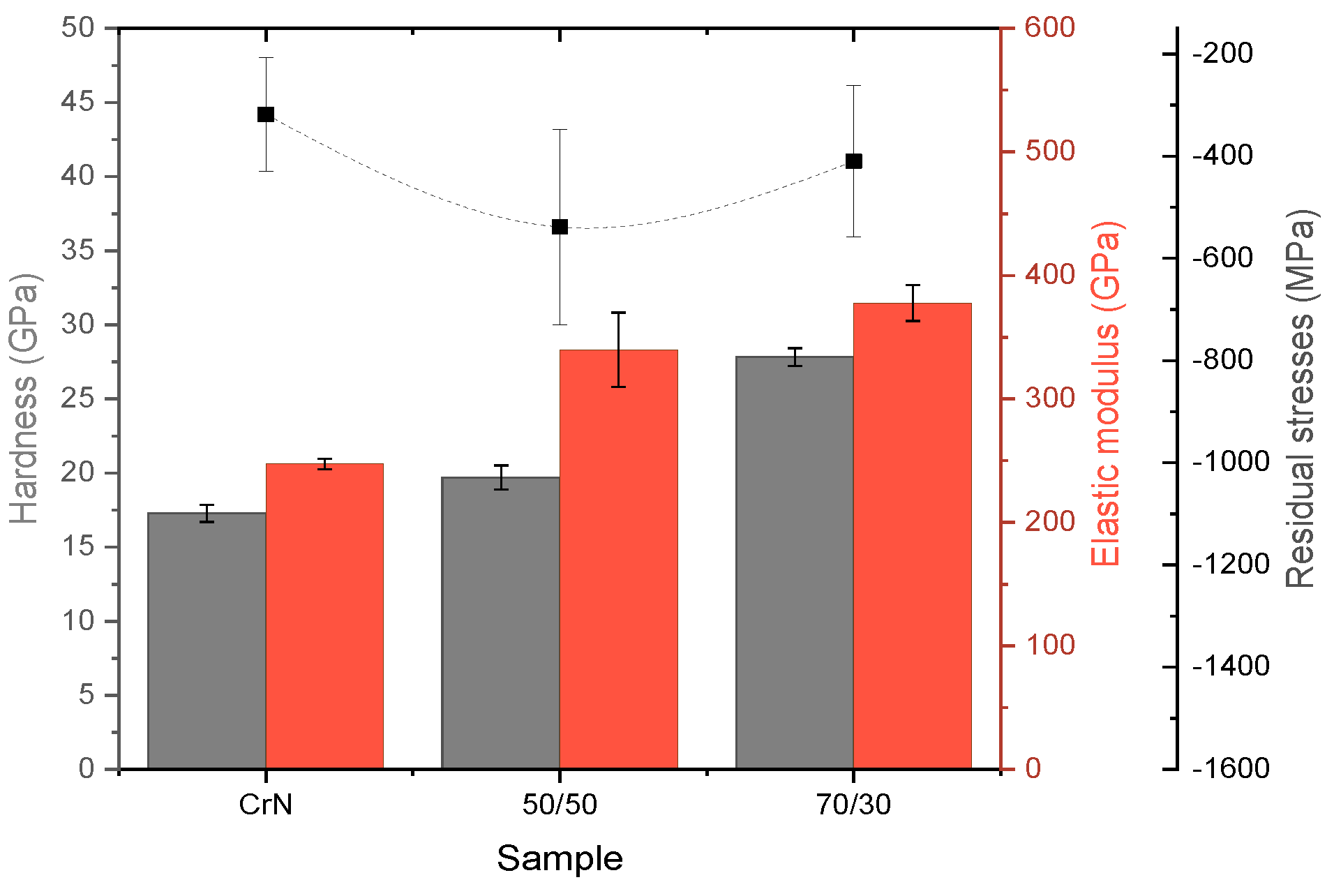
3.3. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davis, R.F. III-V Nitrides for Electronic and Optoelectronic Applications. Proc. IEEE 1991, 79, 702–712. [Google Scholar] [CrossRef] [Green Version]
- Serro, A.P.; Completo, C.; Colaço, R.; dos Santos, F.; da Silva, C.L.; Cabral, J.M.S.; Araújo, H.; Pires, E.; Saramago, B. A comparative study of titanium nitrides, TiN, TiNbN and TiCN, as coatings for biomedical applications. Surf. Coat. Technol. 2009, 203, 3701–3707. [Google Scholar] [CrossRef]
- Mezger, P.R.; Creugers, N.H.J. Titanium nitride coatings in clinical dentistry. J. Dent. 1992, 20, 342–344. [Google Scholar] [CrossRef]
- Twardowski, P.; Legutko, S.; Krolczyk, G.M.; Hloch, S. Investigation of wear and tool life of coated carbide and cubic boron nitride cutting tools in high speed milling. Adv. Mech. Eng. 2015, 7, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Bunshah, R.F. Handbook of Hard Coatings Deposition Technologies, Properties and Applications; William Andrew: New York, NY, USA, 2001; ISBN 9780815514381. [Google Scholar]
- Jimenez, M.J.M.; Antunes, V.; Cucatti, S.; Riul, A.; Zagonel, L.F.; Figueroa, C.A.; Wisnivesky, D.; Alvarez, F. Physical and micro-nano-structure properties of chromium nitride coating deposited by RF sputtering using dynamic glancing angle deposition. Surf. Coat. Technol. 2019, 372, 268–277. [Google Scholar] [CrossRef]
- Guimarães, M.C.R.; De Castilho, B.C.N.M.; Cunha, C.; Correr, W.R.; Mordente, P.; Alvarez, F.; Pinto, H.C. On the effect of aluminum on the microstructure and mechanical properties of CrN coatings deposited by HiPIMS. Mater. Res. 2018, 21, 1–6. [Google Scholar] [CrossRef]
- Avila, P.R.T.; da Silva, E.P.; Rodrigues, A.M.; Aristizabal, K.; Pineda, F.; Coelho, R.S.; Garcia, J.L.; Soldera, F.; Walczak, M.; Pinto, H.C. On manufacturing multilayer-like nanostructures using misorientation gradients in PVD films. Sci. Rep. 2019, 9, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Ristolainen, E.O.; Molarius, J.M.; Korhonen, A.S.; Lindroos, V.K. A study of nitrogen-rich titanium and zirconium nitride films. J. Vac. Sci. Technol. A Vac. Surf. Films 2002, 5, 2184–2189. [Google Scholar] [CrossRef]
- Hultman, L.; Sundgren, J.-E.; Markert, L.C.; Greene, J.E. Ar and excess N incorporation in epitaxial TiN films grown by reactive bias sputtering in mixed Ar/N2 and pure N2 discharges. J. Vac. Sci. Technol. A Vac. Surf. Films 2002, 7, 1187–1193. [Google Scholar] [CrossRef]
- Penilla, E.; Wang, J. Pressure and Temperature Effects on Stoichiometry and Microstructure of Nitrogen-Rich TiN Thin Films Synthesized via Reactive Magnetron DC-Sputtering. J. Nanomater. 2008, 2008, 267161. [Google Scholar] [CrossRef] [Green Version]
- Lu, L.; Luo, F.; Huang, Z.; Zhou, W.; Zhu, D. Influence of the nitrogen flow rate on the infrared emissivity of TiNx films. Infrared Phys. Technol. 2018, 88, 144–148. [Google Scholar] [CrossRef]
- Khojier, K.; Savaloni, H.; Zolghadr, S.; Amani, E. Study of Electrical, Mechanical, and Tribological Properties of CrNx Thin Films as a Function of Sputtering Conditions. J. Mater. Eng. Perform. 2014, 23, 3444–3448. [Google Scholar] [CrossRef]
- Garzon-Fontecha, A.; Castillo, H.A.; Restrepo-Parra, E.; De La Cruz, W. The role of the nitrogen flow rate on the transport properties of CrN thin films produced by DC magnetron sputtering. Surf. Coat. Technol. 2018, 334, 98–104. [Google Scholar] [CrossRef]
- Du, J.; Zhou, H.; Sun, C.; Kou, H.; Ma, Z.; Wang, X.; Dai, J. Growth structure effect on the corrosion resistance and mechanical properties of CrNx coating. Surf. Rev. Lett. 2020, 27, 1950091. [Google Scholar] [CrossRef]
- Chauhan, K.V.; Rawal, S.K. A Review Paper on Tribological and Mechanical Properties of Ternary Nitride based Coatings. Procedia Technol. 2014, 14, 430–437. [Google Scholar] [CrossRef] [Green Version]
- Amanov, A. Surface engineering-controlled tribological behavior and adhesion strength of Ni-Cr coating sprayed onto carburized AISI 4340 steel substrate. Surf. Coat. Technol. 2019, 370, 144–156. [Google Scholar] [CrossRef]
- Drozdz, M.; Kyzioł, K.; Grzesik, Z. Chromium-based oxidation-resistant coatings for the protection of engine valves in automotive vehicles. Mater. Tehnol. 2017, 51, 603–607. [Google Scholar] [CrossRef]
- Gilewicz, A.; Chmielewska, P.; Murzynski, D.; Dobruchowska, E.; Warcholinski, B. Corrosion resistance of CrN and CrCN/CrN coatings deposited using cathodic arc evaporation in Ringer’s and Hank’s solutions. Surf. Coat. Technol. 2016, 299, 7–14. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Selvakumar, N.; Deepthi, B.; Rajam, K.S. A comparative study of reactive direct current magnetron sputtered CrAlN and CrN coatings. Surf. Coat. Technol. 2006, 201, 2193–2201. [Google Scholar] [CrossRef]
- Tlili, B.; Mustapha, N.; Nouveau, C.; Benlatreche, Y.; Guillemot, G.; Lambertin, M. Correlation between thermal properties and aluminum fractions in CrAlN layers deposited by PVD technique. Vacuum 2010, 84, 1067–1074. [Google Scholar] [CrossRef] [Green Version]
- Scheerer, H.; Hoche, H.; Broszeit, E.; Schramm, B.; Abele, E.; Berger, C. Effects of the chromium to aluminum content on the tribology in dry machining using (Cr,Al)N coated tools. Surf. Coat. Technol. 2005, 200, 203–207. [Google Scholar] [CrossRef]
- Bakoglidis, K.D.; Schmidt, S.; Greczynski, G.; Hultman, L. Improved adhesion of carbon nitride coatings on steel substrates using metal HiPIMS pretreatments. Surf. Coat. Technol. 2016, 302, 454–462. [Google Scholar] [CrossRef]
- Ehiasarian, A.P.; Wen, J.G.; Petrov, I. Interface microstructure engineering by high power impulse magnetron sputtering for the enhancement of adhesion. J. Appl. Phys. 2007, 101, 054301. [Google Scholar] [CrossRef]
- Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Noyan, I.C.; Cohen, J.B.M.; Cohen, J.B.S. En science des matériaux. In Residual Stress: Measurement by Diffraction and Interpretation; Springer: New York, NY, USA, 1987; pp. 117–163. ISBN 9781461395713. [Google Scholar]
- Laegreid, N.; Wehner, G.K. Sputtering yields of metals for Ar+ and Ne+ ions with energies from 50 to 600 ev. J. Appl. Phys. 1961, 32, 365–369. [Google Scholar] [CrossRef]
- Ding, X.Z.; Zeng, X.T. Structural, mechanical and tribological properties of CrAlN coatings deposited by reactive unbalanced magnetron sputtering. Surf. Coat. Technol. 2005, 200, 1372–1376. [Google Scholar] [CrossRef]
- Eddine, M.N.; Bertaut, E.F.; Roubin, M.; Paris, J. Etude cristallographique de Cr1−xVxN à basse temperature. Acta Crystallogr. Sect. B Struct. Crystallogr. Cryst. Chem. 1977, 33, 3010–3013. [Google Scholar] [CrossRef] [Green Version]
- Pelleg, J.; Zevin, L.Z.; Lungo, S.; Croitoru, N. Reactive-sputter-deposited TiN films on glass substrates. Thin Solid Films 1991, 197, 117–128. [Google Scholar] [CrossRef]
- Petrov, I.; Barna, P.B.; Hultman, L.; Greene, J.E. Microstructural evolution during film growth. J. Vac. Sci. Technol. A Vac. Surf. Films 2003. [Google Scholar] [CrossRef]
- Delisle, D.A.; Krzanowski, J.E. Surface morphology and texture of TiAlN/CrN multilayer coatings. Thin Solid Films 2012, 524, 100–106. [Google Scholar] [CrossRef]
- Biswas, B.; Purandare, Y.; Khan, I.; Hovsepian, P.E. Effect of substrate bias voltage on defect generation and their influence on corrosion and tribological properties of HIPIMS deposited CrN/NbN coatings. Surf. Coat. Technol. 2018, 344, 383–393. [Google Scholar] [CrossRef]
- Biswas, B.; Purandare, Y.; Sugumaran, A.; Khan, I.; Hovsepian, P.E. Effect of chamber pressure on defect generation and their influence on corrosion and tribological properties of HIPIMS deposited CrN/NbN coatings. Surf. Coat. Technol. 2018, 336, 84–91. [Google Scholar] [CrossRef]
- Guimaraes, M.C.R.; de Castilho, B.C.N.M.; de Souza Nossa, T.; Avila, P.R.T.; Cucatti, S.; Alvarez, F.; Garcia, J.L.; Pinto, H.C. On the effect of substrate oscillation on CrN coatings deposited by HiPIMS and dcMS. Surf. Coat. Technol. 2018, 340, 112–120. [Google Scholar] [CrossRef]
- Jimenez, M.J.M.; Antunes, V.G.; Zagonel, L.F.; Figueroa, C.A.; Wisnivesky, D.; Alvarez, F. Effect of the period of the substrate oscillation in the dynamic glancing angle deposition technique: A columnar periodic nanostructure formation. Surf. Coat. Technol. 2020, 383, 125237. [Google Scholar] [CrossRef]
- Reiter, A.E.; Derflinger, V.H.; Hanselmann, B.; Bachmann, T.; Sartory, B. Investigation of the properties of Al1-xCrxN coatings prepared by cathodic arc evaporation. Surf. Coat. Technol. 2005, 200, 2114–2122. [Google Scholar] [CrossRef]
- Fan, Q.X.; Zhang, J.J.; Wu, Z.H.; Liu, Y.M.; Zhang, T.; Yan, B.; Wang, T.G. Influence of Al content on the microstructure and properties of the CrAlN coatings deposited by arc ion plating. Acta Metall. Sin. 2017, 30, 1221–1230. [Google Scholar] [CrossRef]
- Leyland, A.; Matthews, A. On the significance of the H/E ratio in wear control: A nanocomposite coating approach to optimised tribological behaviour. Wear 2000, 246, 1–11. [Google Scholar] [CrossRef]
- Chen, X.; Du, Y.; Chung, Y.W. Commentary on using H/E and H3/E2 as proxies for fracture toughness of hard coatings. Thin Solid Films 2019, 688, 137265. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate Temperature | 400 °C |
| Ar Flow | 40 sccm |
| N2 Flow | 50 sccm |
| DC Power | 900 W |
| Negative Bias | −120 V |
| Working Pressure | 0.266 Pa |
| Coatings | Mean Arithmetic Roughness Ra (nm) | H3/Er2 (GPa) |
|---|---|---|
| CrN | 35.3 | 0.08117 |
| 50/50 | 129.2 | 0.07398 |
| 70/30 | 76.9 | 0.17868 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Avila, P.R.T.; Rodrigues, A.M.; Guimarães, M.C.R.; Walczak, M.; Menezes, R.R.; Neves, G.d.A.; Pinto, H.C. Nitrogen-Enriched Cr1−xAlxN Multilayer-Like Coatings Manufactured by Dynamic Glancing Angle Direct Current Magnetron Sputtering. Materials 2020, 13, 3650. https://doi.org/10.3390/ma13163650
Avila PRT, Rodrigues AM, Guimarães MCR, Walczak M, Menezes RR, Neves GdA, Pinto HC. Nitrogen-Enriched Cr1−xAlxN Multilayer-Like Coatings Manufactured by Dynamic Glancing Angle Direct Current Magnetron Sputtering. Materials. 2020; 13(16):3650. https://doi.org/10.3390/ma13163650
Chicago/Turabian StyleAvila, Pedro Renato Tavares, Alisson Mendes Rodrigues, Monica Costa Rodrigues Guimarães, Magdalena Walczak, Romualdo Rodrigues Menezes, Gelmires de Araújo Neves, and Haroldo Cavalcanti Pinto. 2020. "Nitrogen-Enriched Cr1−xAlxN Multilayer-Like Coatings Manufactured by Dynamic Glancing Angle Direct Current Magnetron Sputtering" Materials 13, no. 16: 3650. https://doi.org/10.3390/ma13163650