Improvement of Fatigue Life of GH3039 Superalloy by Laser Shock Peening

Abstract
:1. Introduction
2. Materials and Methods
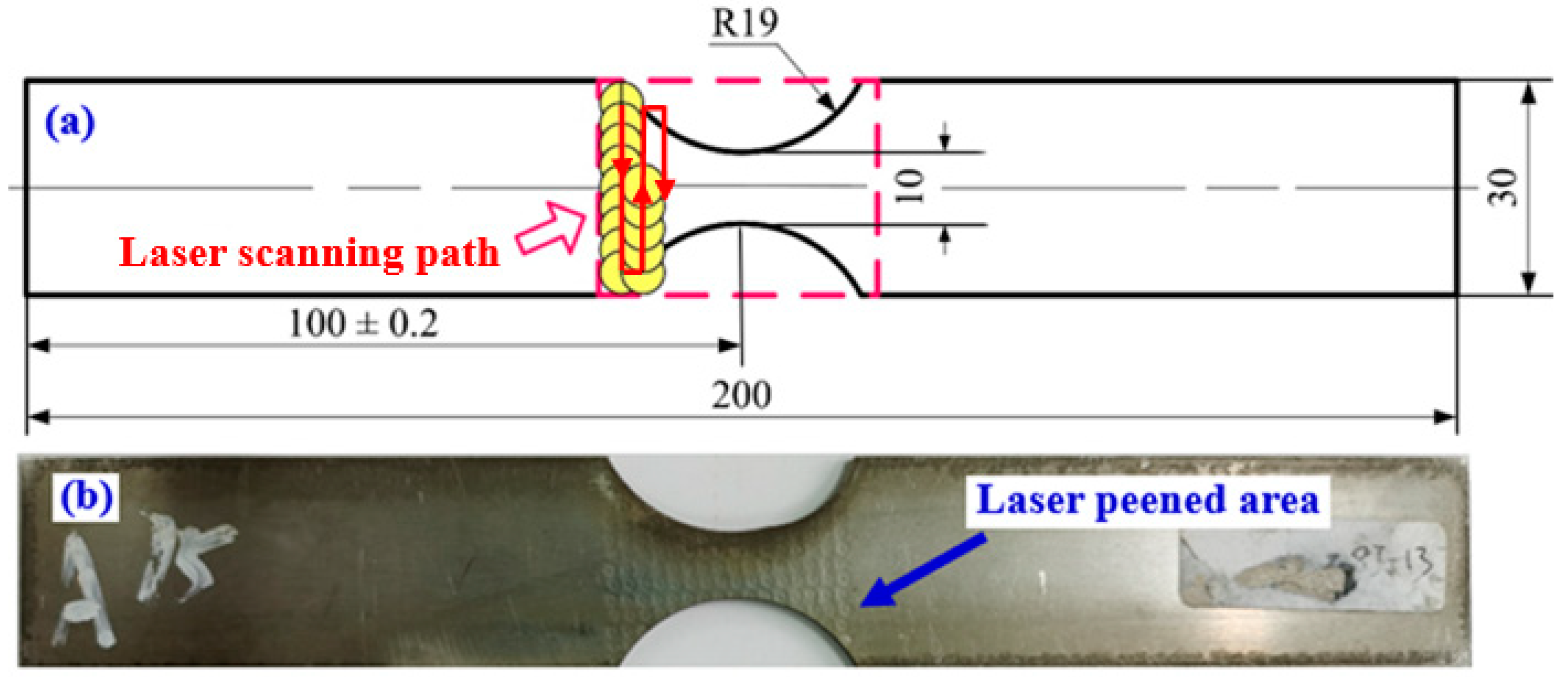
2.1. Materials and the Specimen Preparation
2.2. LSP Treatment
2.3. Measurement Instruments and Methods
2.4. Fatigue Experiment
3. Results and Discussion
3.1. Phase Analysis
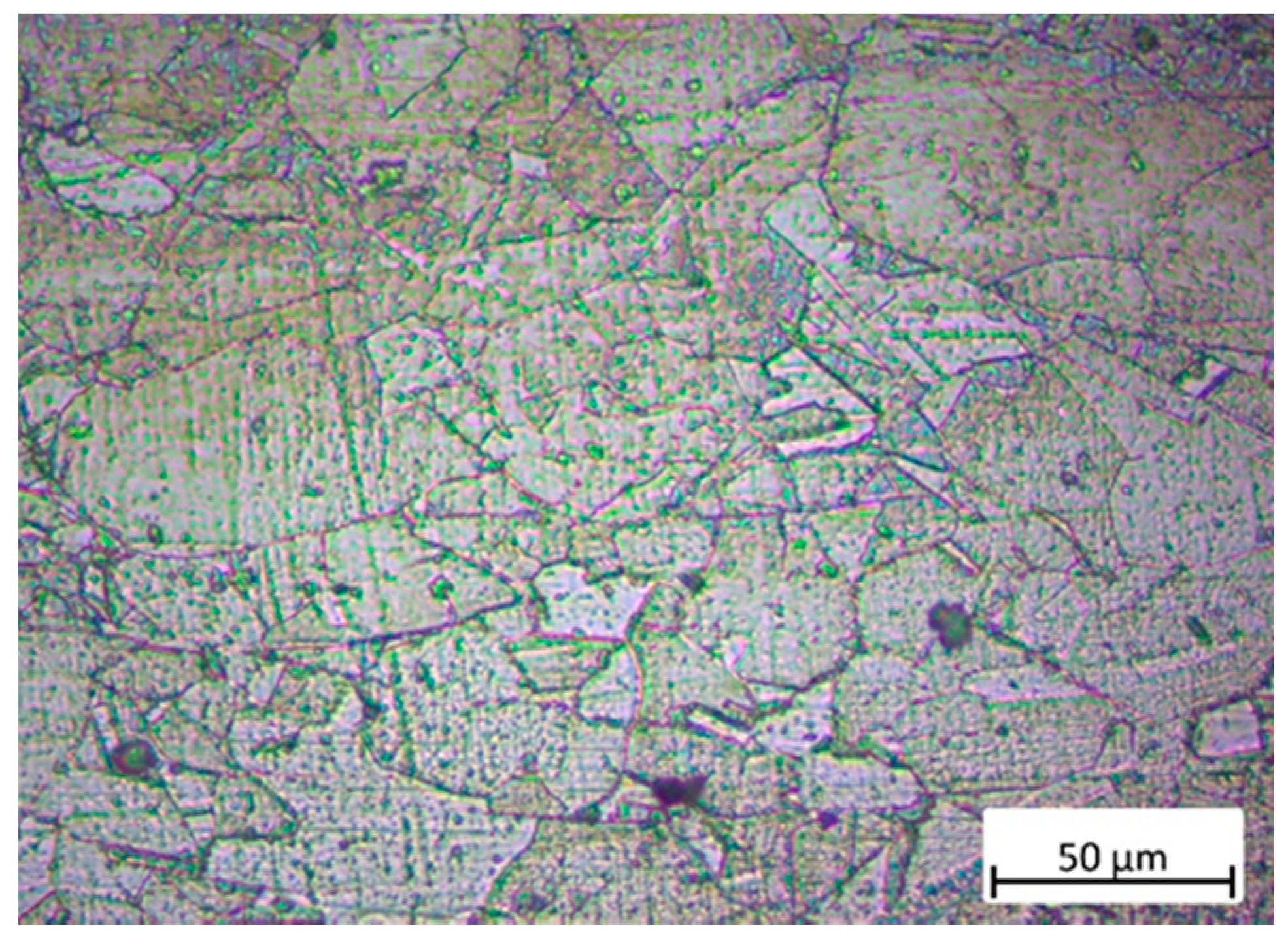
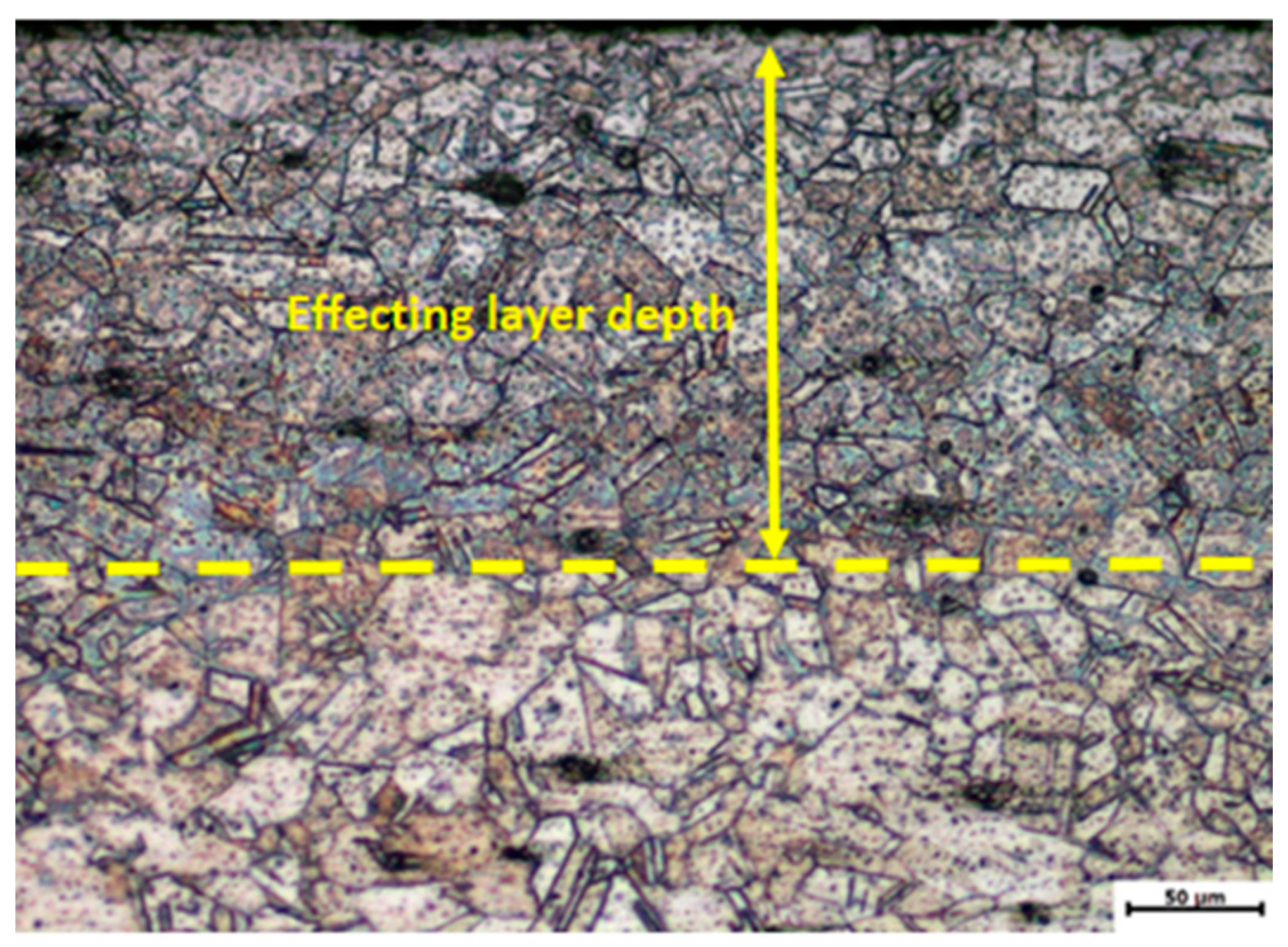
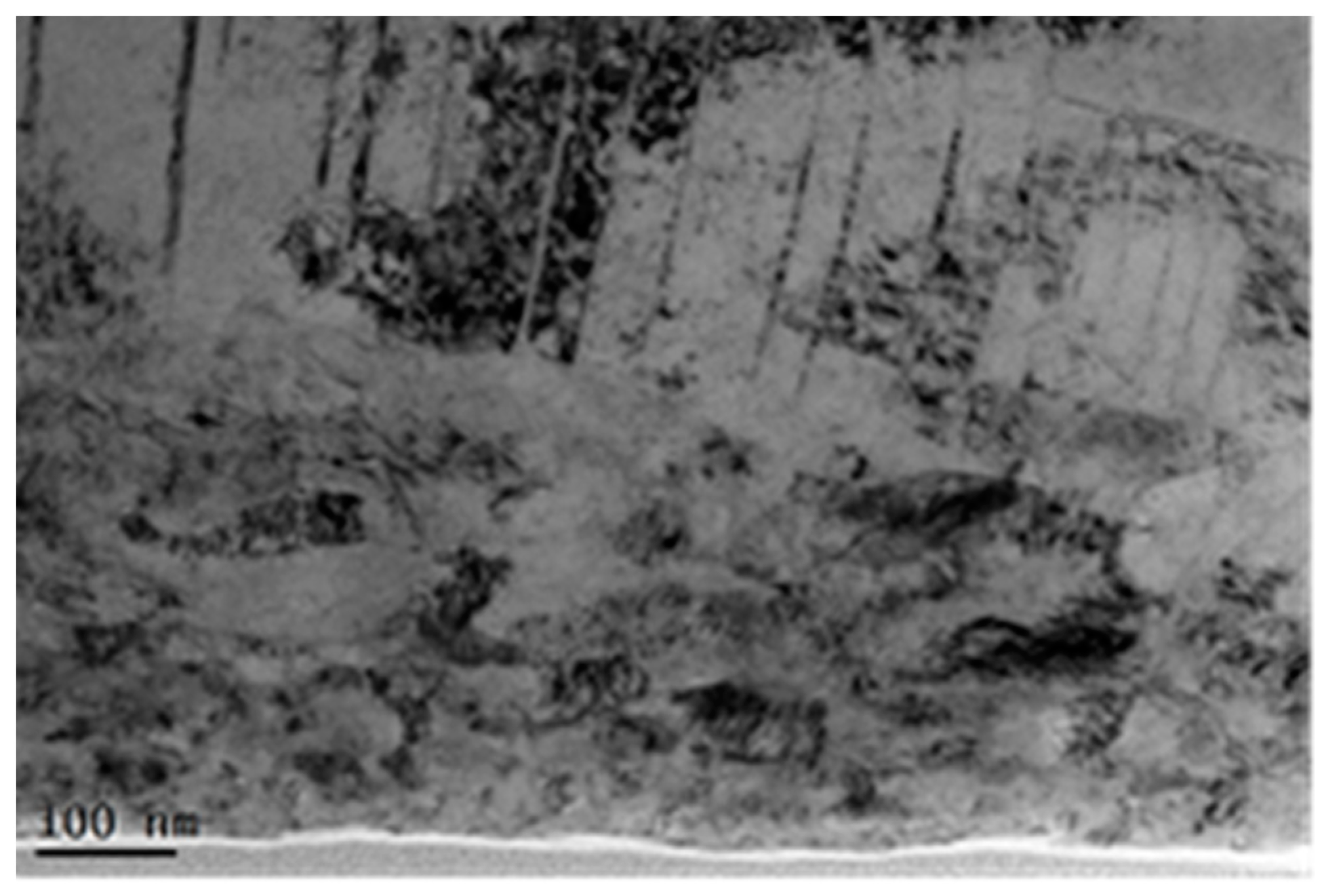
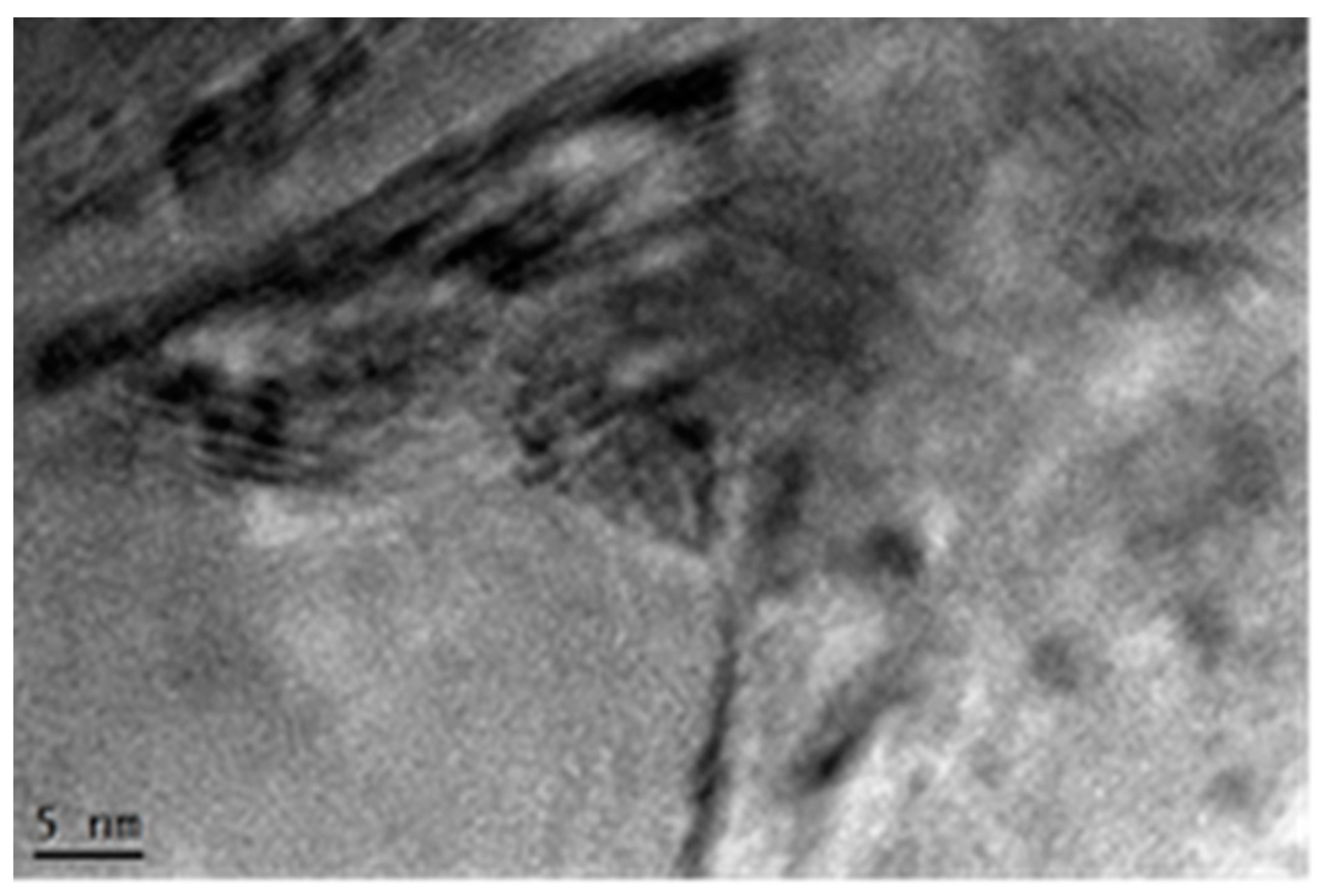
3.2. Microstructure
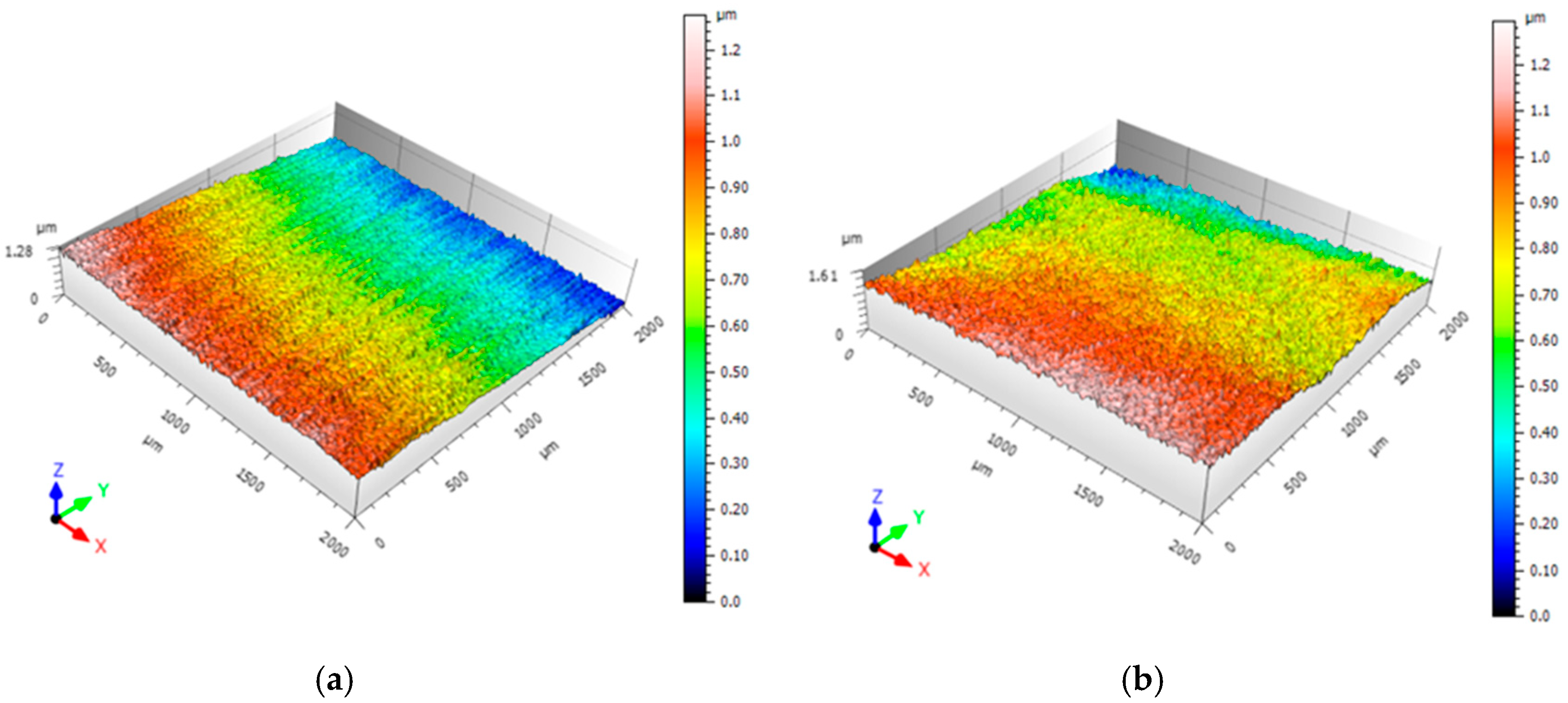
3.3. Surface Roughness Analysis
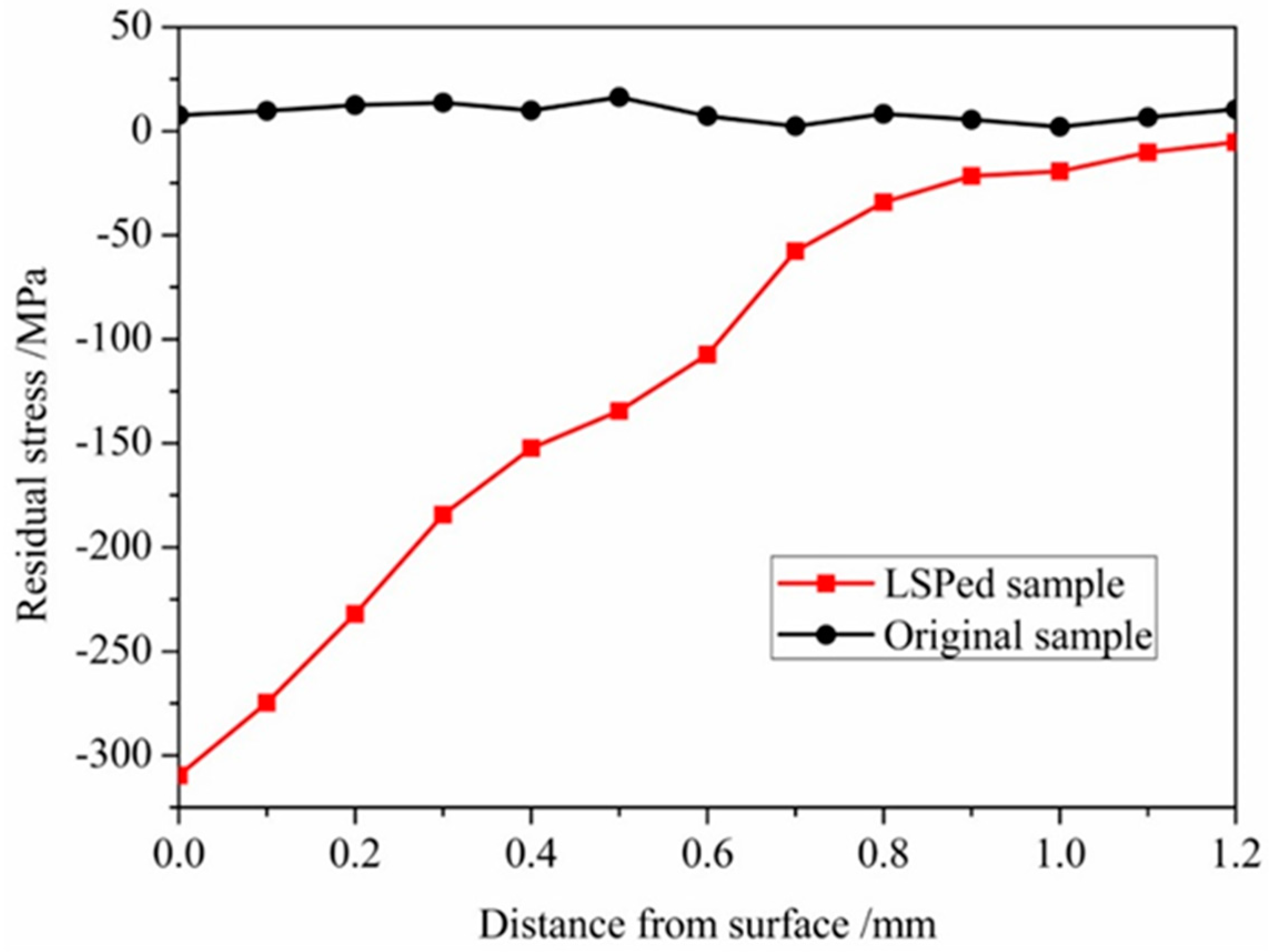
3.4. Residual Stress Analysis
3.5. Fatigue Life Analysis
3.6. Mathematical Statistical Analysis
3.7. Fracture Morphologies Analysis
3.8. Fatigue Resistance Mechanism of GH3039 Superalloy Subjected to LSP
4. Conclusions
- (1)
- The laser-induced severe plastic deformation varied the microstructure in the GH3039 superalloy surface layer. Nanometer grains with the size in the range of 12–75 nm could be generated in the surface layer of GH3039 superalloy. Dislocation glide is the major cause of grain refinement of GH3039 superalloy induced by LSP.
- (2)
- Compressive residual stress to a depth of about 1.2 mm was introduced into the surface layer of GH3039 superalloy after LSP, and the maximum compressive residual stress –316.5 ± 16 MPa.
- (3)
- The average fatigue life of GH3039 superalloy increased from 27,633 to 83,266 after LSP. The main reason for the improvement in fatigue life of GH3039 superalloy subjected to LSP is due to the combined effects of grain refinement and compressive residual stress that can delay crack initiation and propagation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, L.X.; Sun, Z.; Xue, Q.; Lei, M.; Tian, X.Y. Transient liquid phase bonding of IC10 single crystal with GH3039 superalloy using BNi2 interlayer: Microstructure and mechanical properties. Mater. Des. 2016, 90, 949–957. [Google Scholar] [CrossRef]
- Wang, X.H.; Zhao, C.; Guo, Y.Y.; Feng, M.J. Study on Drilling Characteristics of Supper Alloy GH3039. Mater. Sci. Forum 2014, 800, 119–123. [Google Scholar] [CrossRef]
- Kattoura, M.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effect of laser shock peening on residual stress, microstructure and fatigue behavior of ATI 718Plus alloy. Int. J. Fatigue 2017, 102, 121–134. [Google Scholar] [CrossRef]
- Klotz, T.; Lévesque, M.; Brochu, M. Effects of rolled edges on the fatigue life of shot peened Inconel 718. J. Mater. Process. Tech. 2019, 263, 276–284. [Google Scholar] [CrossRef]
- Bai, F.S.; Long, Y.Y.; Saalbach, K.A.; Twiefel, J. Theoretical and experimental investigations of ultrasonic sound fields in thin bubbly liquid layers for ultrasonic cavitation peening. Ultrasonics 2019, 93, 130–138. [Google Scholar] [CrossRef] [PubMed]
- Nagarajan, B.; Kumar, D.; Fan, Z.; Castagne, S. Effect of deep cold rolling on mechanical properties and microstructure of nickel-based superalloys. Mater. Sci. Eng. A 2018, 728, 196–207. [Google Scholar] [CrossRef]
- Ge, M.Z.; Xiang, J.Y. Effect of laser shock peening on microstructure and fatigue crack growth rate of AZ31B magnesium alloy. J. Alloy Compd. 2016, 680, 544–552. [Google Scholar] [CrossRef]
- Peyre, P.; Fabbro, R.; Merrien, P.; Lieurade, H.P. Laser shock processing of aluminum alloys: Application to high cycle fatigue behavior. Mater. Sci. Eng. A 1996, 210, 102–113. [Google Scholar] [CrossRef]
- Correa, C.; Ruiz de Lara, L.; Díaz, M.; Porro, J.A.; García-Beltrán, A.; Ocaña, J.L. Influence of pulse sequence and edge material effect on fatigue life of Al2024-T351 specimens treated by laser shock processing. Int. J. Fatigue 2015, 10, 196–204. [Google Scholar] [CrossRef]
- Zhou, J.Z.; Huang, S.; Zuo, L.D.; Meng, X.K.; Sheng, J.; Tian, Q.; Han, Y.H.; Zhu, W.L. Effects of laser peening on residual stresses and fatigue crack growth properties of Ti–6Al–4V titanium alloy. Opt. Laser. Eng. 2014, 52, 189–194. [Google Scholar] [CrossRef]
- Ren, X.D.; Huang, J.J.; Zhou, W.F.; Xu, S.D.; Liu, F.F. Surface nano-crystallization of AZ91D magnesium alloy induced by laser shock processing. Mater. Des. 2015, 86, 421–426. [Google Scholar] [CrossRef]
- Lu, J.Z.; Wu, L.J.; Sun, G.F.; Luo, K.Y.; Zhang, Y.K.; Cai, J.; Cui, C.Y.; Luo, X.M. Microstructural response and grain refinement mechanism of commercially pure titanium subjected to multiple laser shock peening impacts. Acta Mater. 2017, 127, 252–266. [Google Scholar] [CrossRef]
- Ren, X.D.; Zhou, W.F.; Ren, Y.P.; Xu, S.D.; Yuan, S.Q.; Ren, N.F.; Huang, J.J. Dislocation evolution and properties enhancement of GH2036 by laser shock processing: Dislocation dynamics simulation and experiment. Mater. Sci. Eng. A 2016, 654, 184–192. [Google Scholar] [CrossRef]
- Kattoura, M.; Mannava, S.R.; Qian, D.; Vasudevan, V.K. Effect of laser shock peening on elevated temperature residual stress, microstructure and fatigue behavior of ATI 718Plus alloy. Int. J. Fatigue 2017, 104, 366–378. [Google Scholar] [CrossRef]
- Amini, S.; Dadkhah, M.; Teimouri, R. Study on laser shock penning of Incoloy 800 super alloy. Optik 2017, 140, 308–316. [Google Scholar] [CrossRef]
- Zhou, L.C.; Long, C.B.; He, W.F.; Tian, L.; Jia, W.T. Improvement of high-temperature fatigue performance in the nickel-based alloy by LSP-induced surface nanocrystallization. J. Alloy Compd. 2018, 744, 156–164. [Google Scholar] [CrossRef]
- Cao, J.D.; Zhang, J.S.; Hua, Y.Q.; Chen, R.F.; Li, Z.B.; Ye, Y.X. Microstructure and hot corrosion behavior of the Ni-based superalloy GH202 treated by laser shock processing. Mater. Charact. 2017, 125, 67–75. [Google Scholar] [CrossRef]
- Wang, C.; Shen, X.J.; An, Z.B.; Zhou, L.C.; Chai, Y. Effects of laser shock processing on microstructure and mechanical properties of K403 nickel-alloy. Mater. Des. 2016, 89, 582–588. [Google Scholar] [CrossRef]
- Xu, K.D.; Wang, J.N.; Wang, A.H.; Yan, H.; Zhang, X.L.; Huang, Z.W. Surface nanocrystallization and its properties of a rare earth magnesium alloy induced by HVOF-SMB. Curr. Appl. Phys. 2011, 11, 677–681. [Google Scholar] [CrossRef]
- Wei, Y.H.; Liu, B.S.; Hou, L.F.; Xu, B.S.; Liu, G. Characterization and properties of nanocrystalline surface layer in Mg alloy induced by surface mechanical attrition treatment. J. Alloy Compd. 2008, 452, 336–342. [Google Scholar] [CrossRef]
- Pandey, V.; Singh, J.K.; Chattopadhyay, K.; Santhi Srinivas, N.C.; Singh, V. Influence of ultrasonic shot peening on corrosion behavior of 7075 aluminum alloy. J. Alloys Compd. 2017, 723, 826–840. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Sun, G.F.; Gu, Y.Y.; Zhou, J.Z. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 58, 5354–5362. [Google Scholar] [CrossRef]
- Rozmus-Górnikowska, M. Surface Modifications of a Ti6Al4V Alloy by a Laser Shock Processing. Acta Phys. Pol. A 2010, 117, 808–811. [Google Scholar] [CrossRef]
- Trdan, U.; Žagar, S.; Grum, J.; Ocaña, J.L. Surface modification of laser- and shot-peened 6082 aluminum alloy. Int. J. Struct. Integr. 2011, 2, 9–21. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Li, H.; Yu, X.L.; Zhou, Y.; Duan, S.W.; Li, S.Z.; Huang, Z.L.; Zuo, L.S. Investigation on effect of laser shock processing on fatigue crack initiation and its growth in aluminum alloy plate. Mater. Des. 2015, 65, 425–431. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Cr | Al | Ti | Mo | Nb | Fe | Si | S | Mn | P | Ni |
| ≤0.08 | 19–22 | 0.35–0.75 | 0.35–0.75 | 1.8–2.3 | 0.9–1.3 | 3 | ≤0.8 | ≤0.012 | 0.4 | 0.02 | Bal. |
| No. | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|
| Original sample | 27,599 | 28,049 | 26,817 | 27,623 | 28,712 | 26,998 |
| LSP sample | 85,493 | 84,329 | 82,198 | 83,547 | 82,771 | 81,259 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tang, Y.; Ge, M.; Zhang, Y.; Wang, T.; Zhou, W. Improvement of Fatigue Life of GH3039 Superalloy by Laser Shock Peening. Materials 2020, 13, 3849. https://doi.org/10.3390/ma13173849
Tang Y, Ge M, Zhang Y, Wang T, Zhou W. Improvement of Fatigue Life of GH3039 Superalloy by Laser Shock Peening. Materials. 2020; 13(17):3849. https://doi.org/10.3390/ma13173849
Chicago/Turabian StyleTang, Yang, MaoZhong Ge, Yongkang Zhang, Taiming Wang, and Wen Zhou. 2020. "Improvement of Fatigue Life of GH3039 Superalloy by Laser Shock Peening" Materials 13, no. 17: 3849. https://doi.org/10.3390/ma13173849