Additive Manufacturing of Ti-48Al-2Cr-2Nb Alloy Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders

 ,
,
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Laser Powder-Bed Fusion
2.3. Characterization
3. Results and Discussion
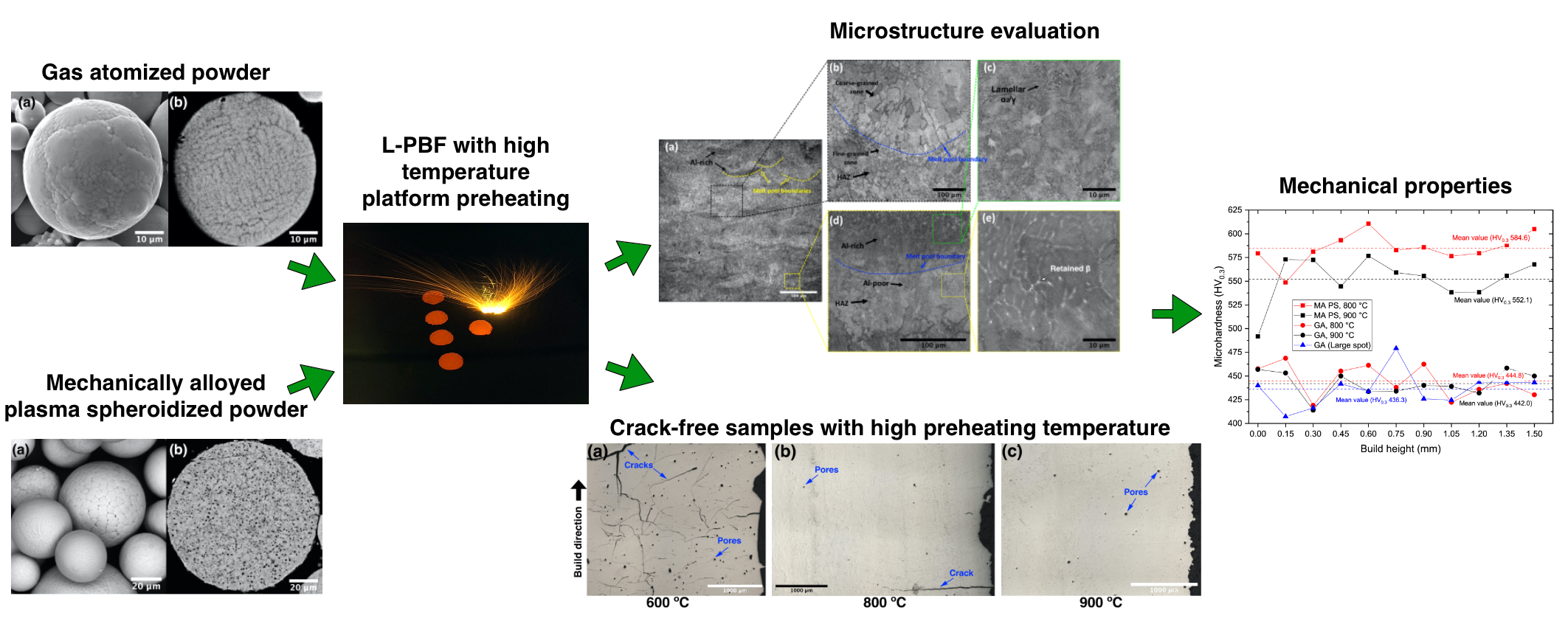
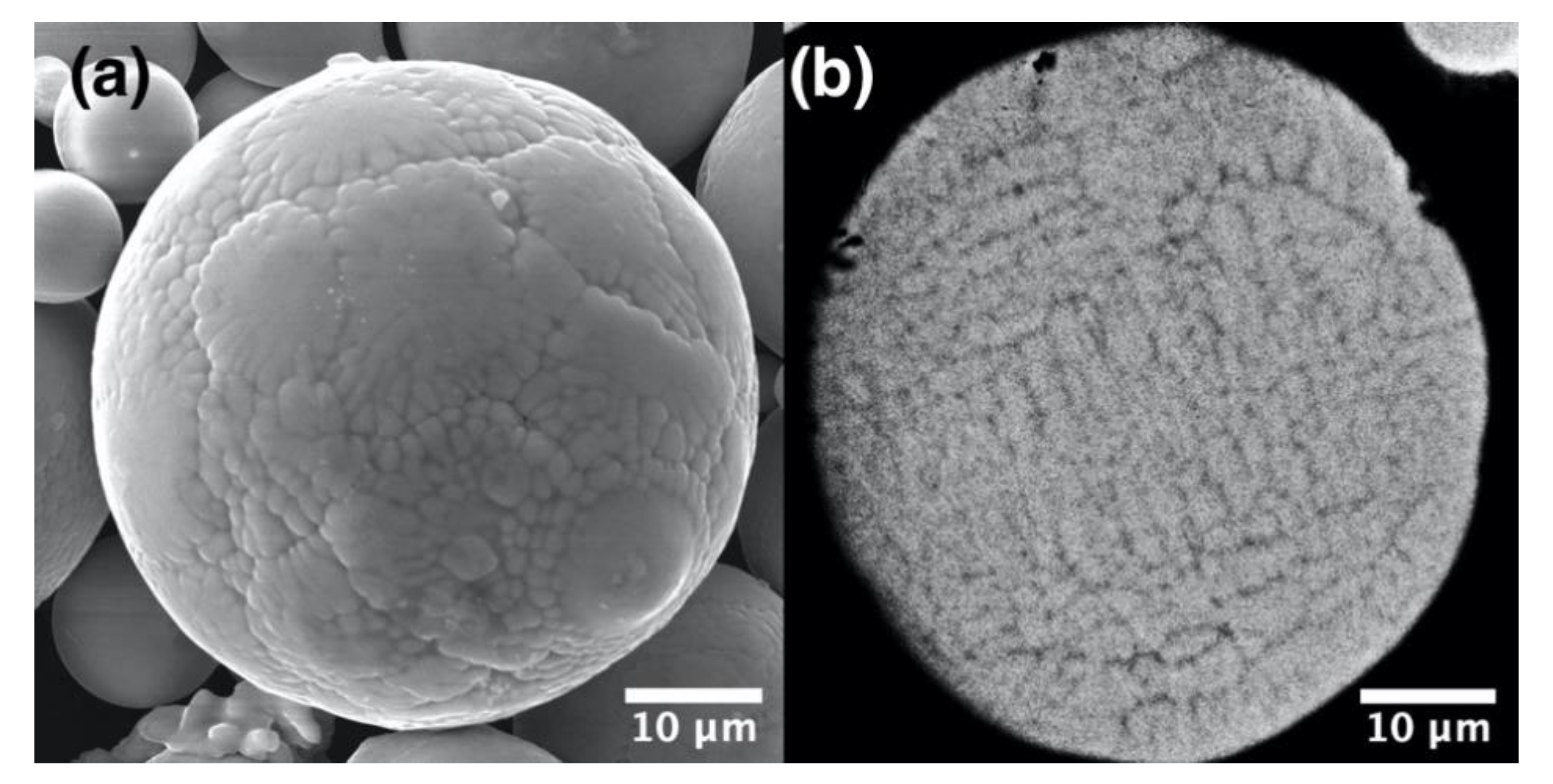
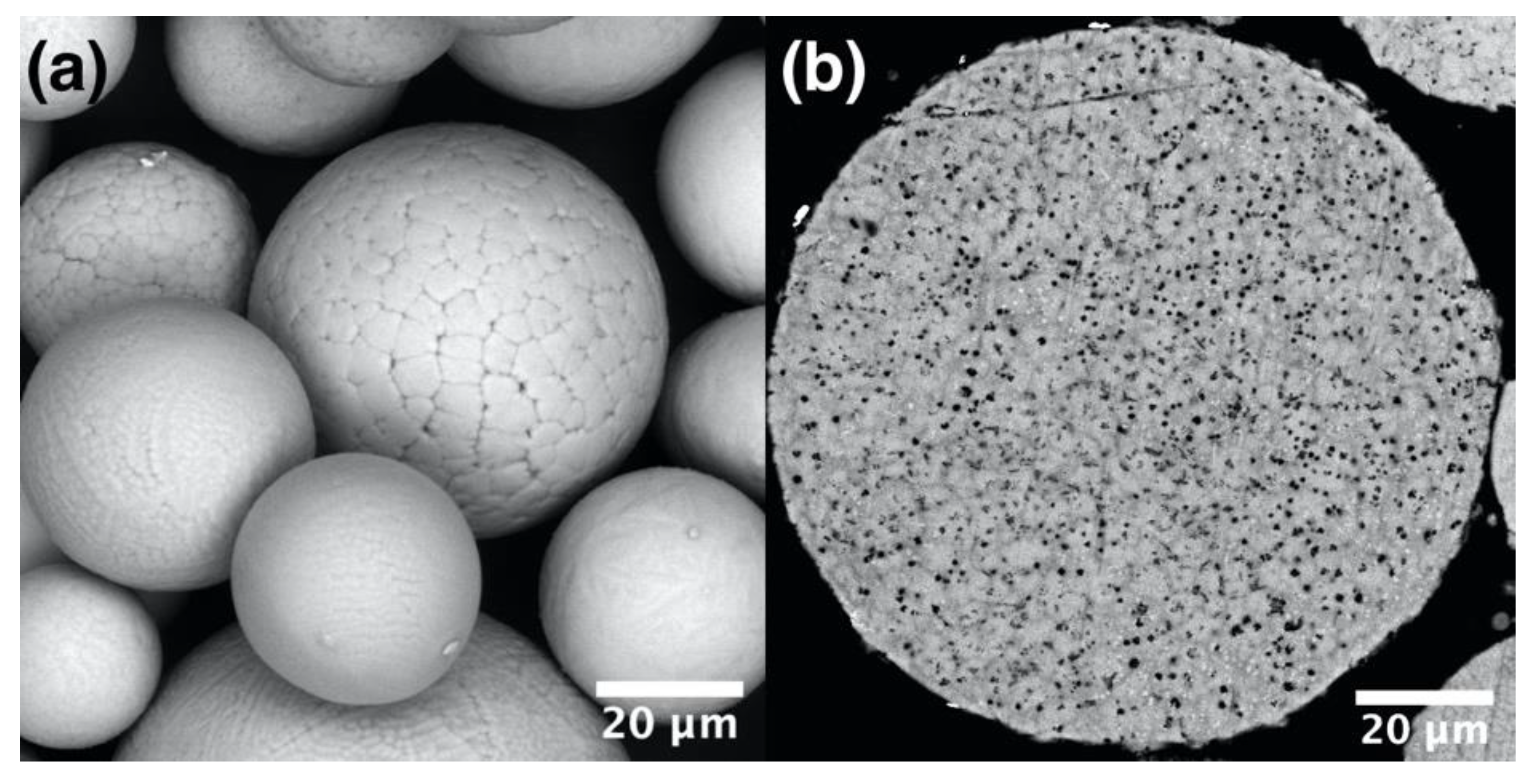
3.1. Powder Characterization
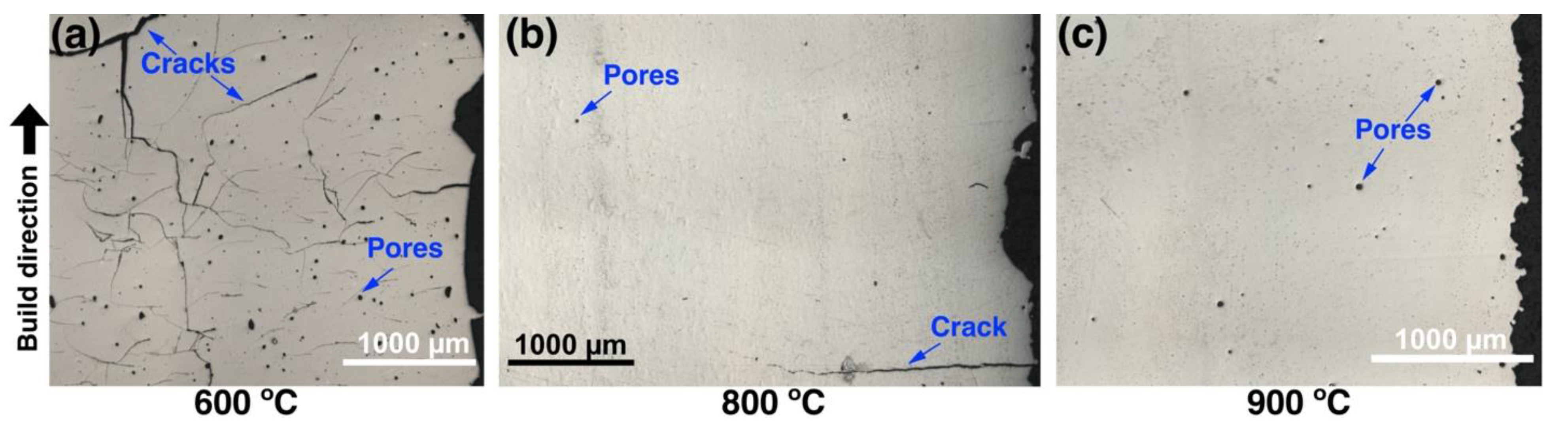
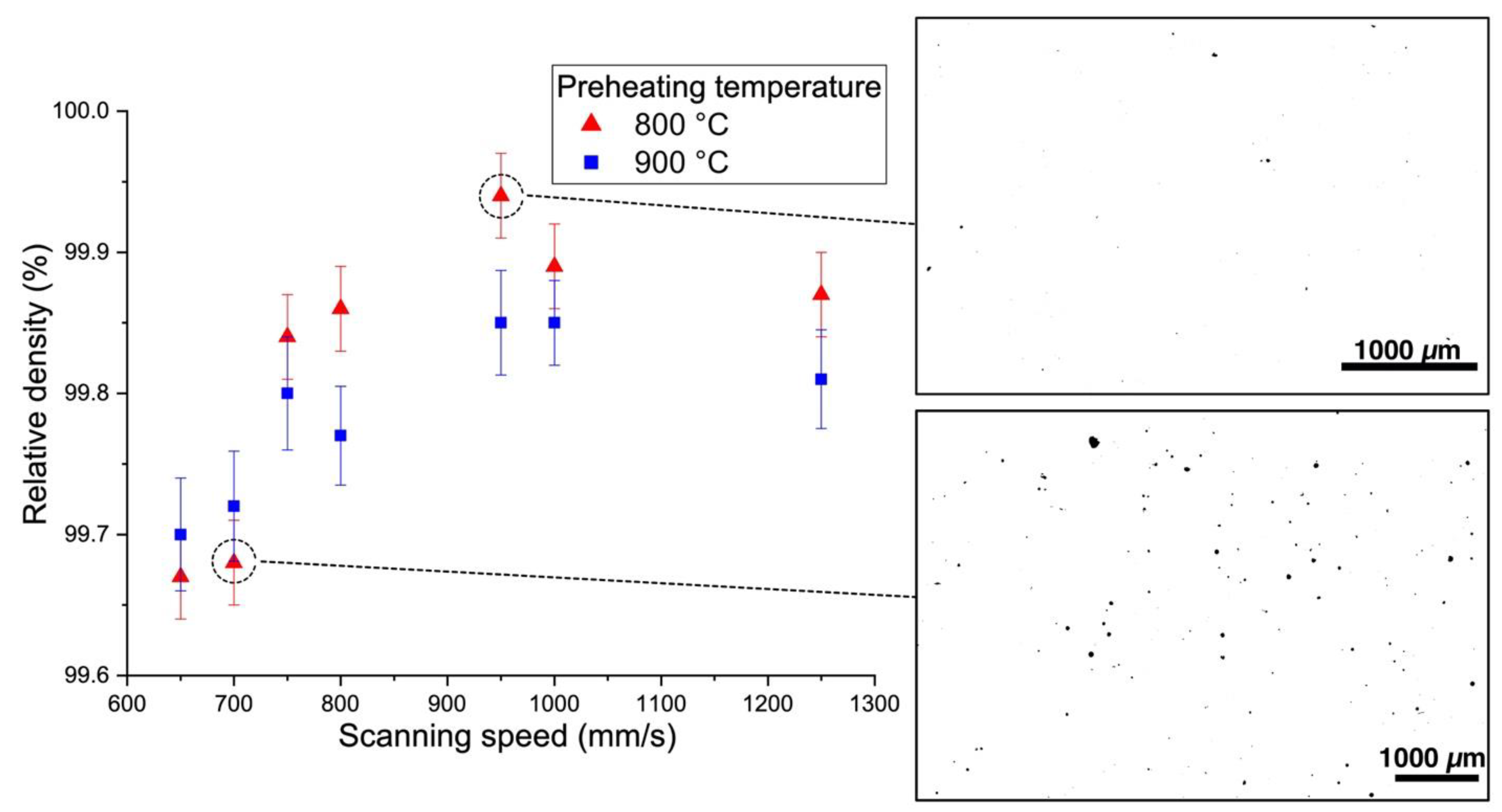
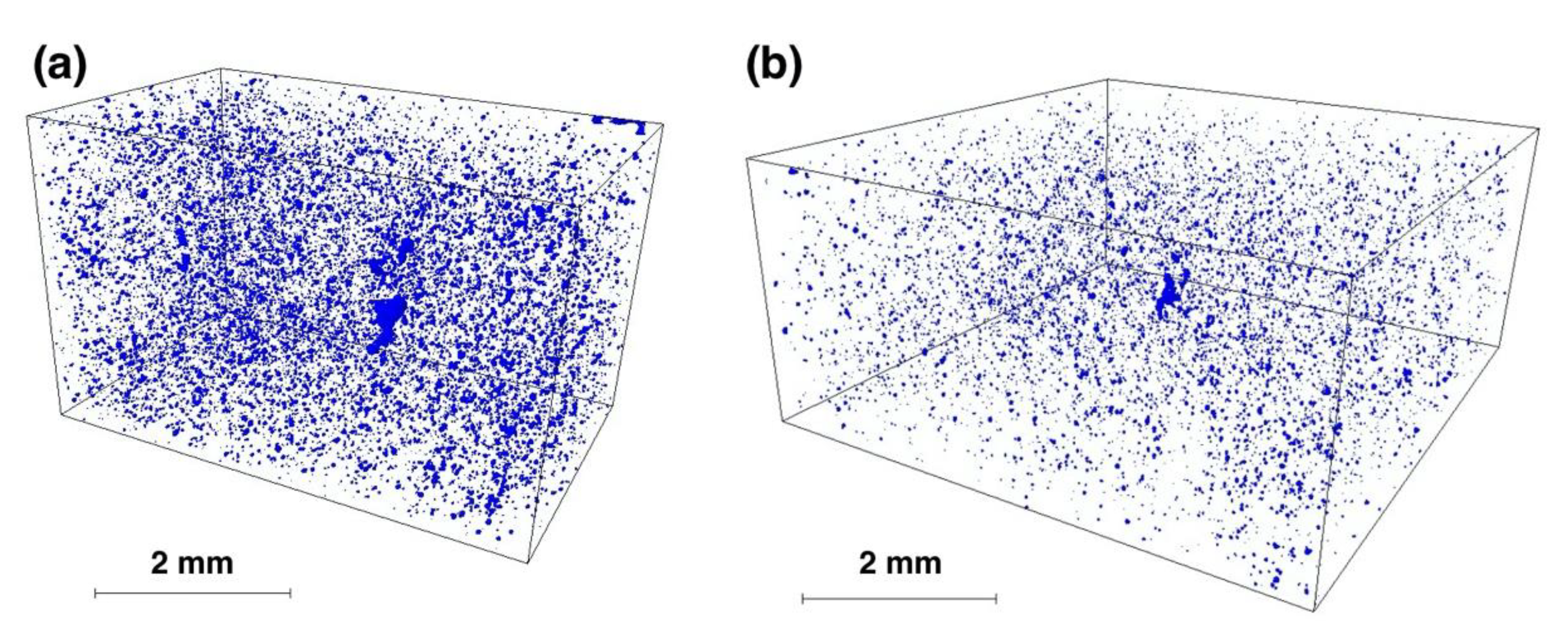
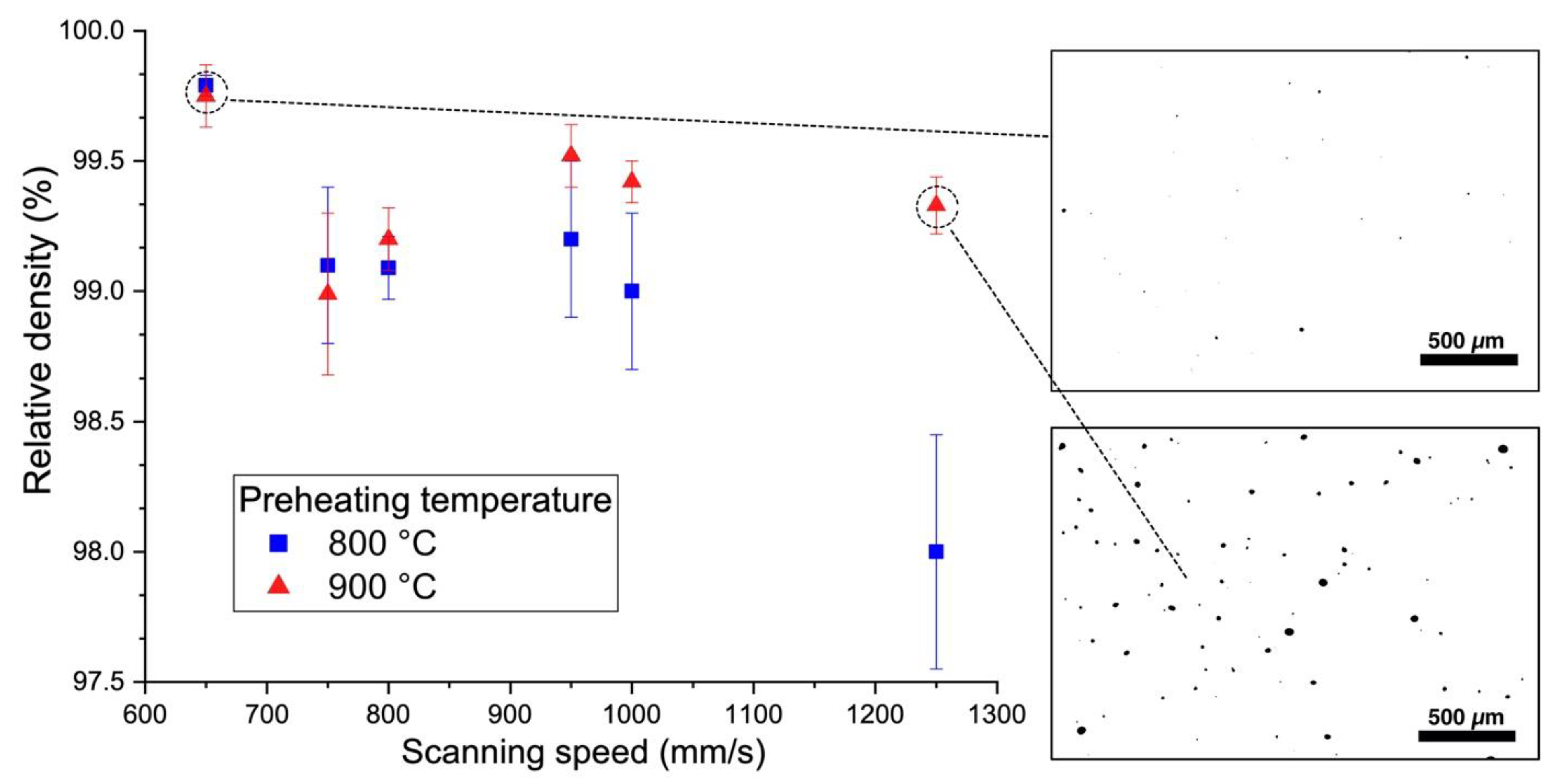
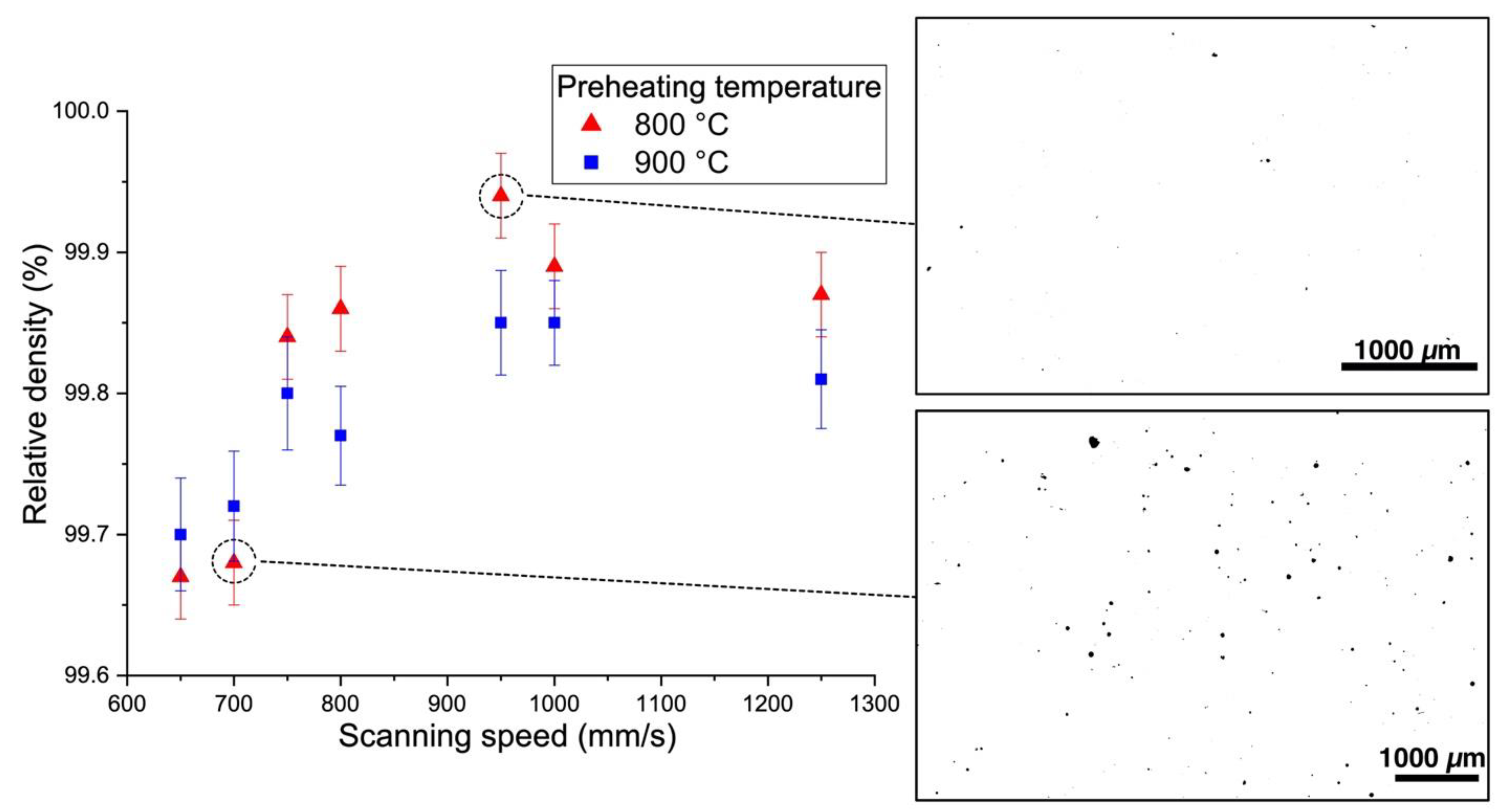
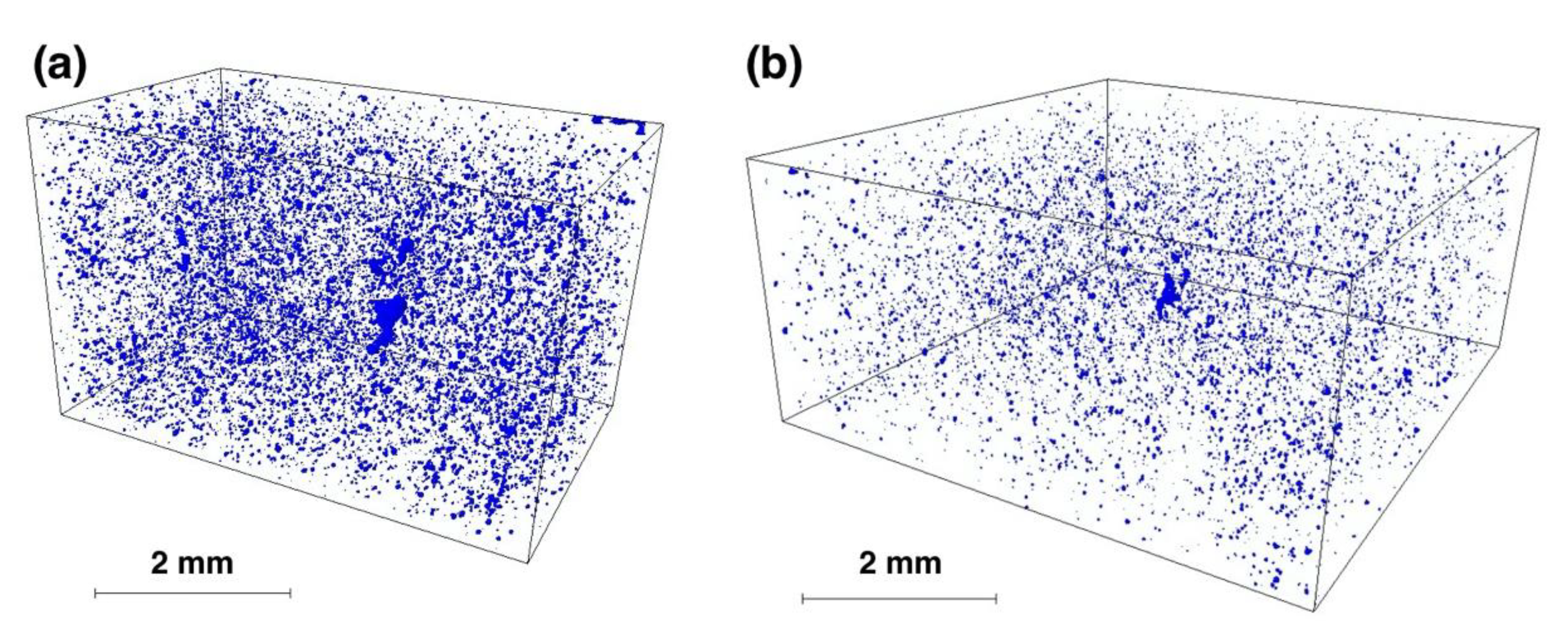
3.2. Densification via Laser Powder-Bed Fusion
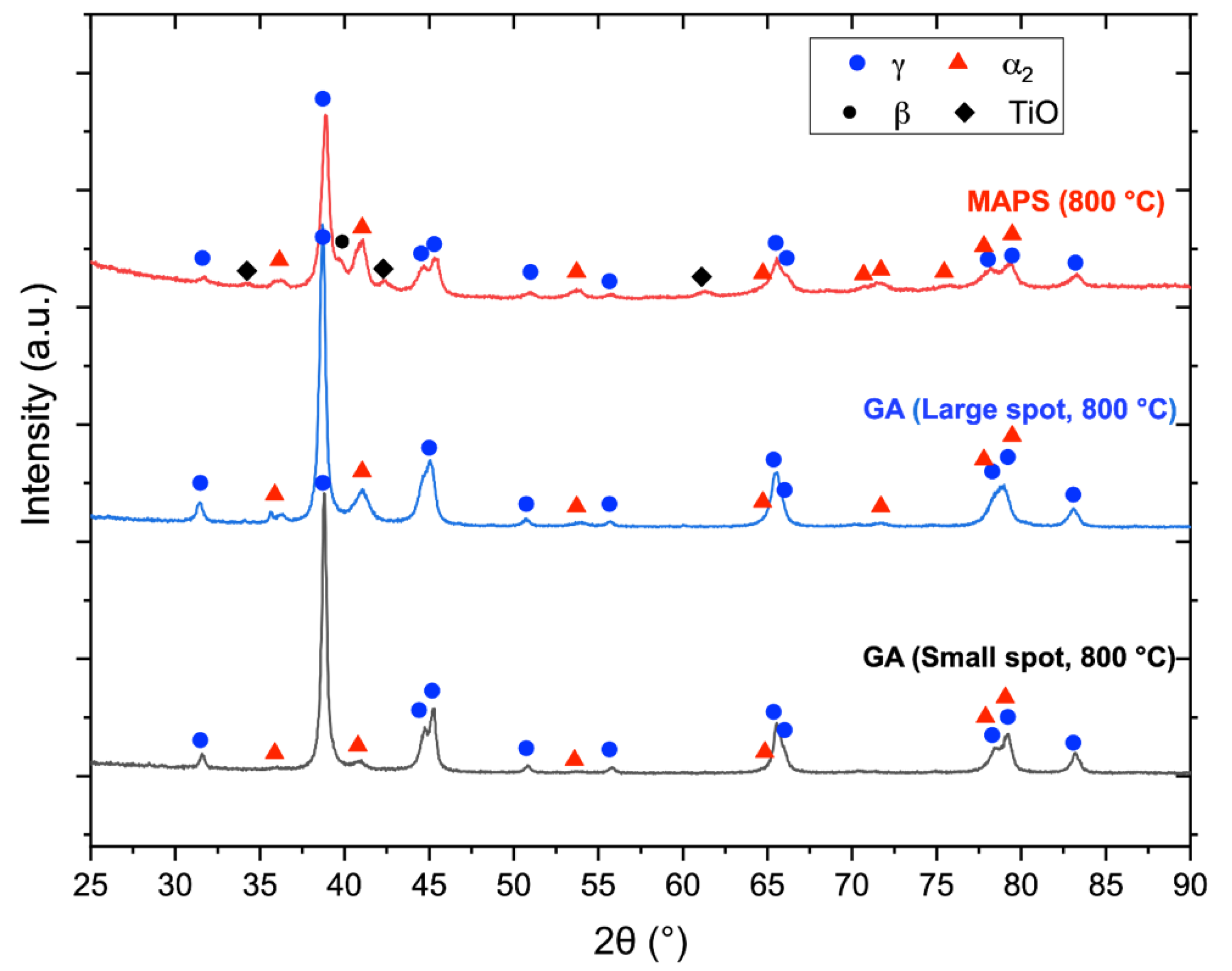
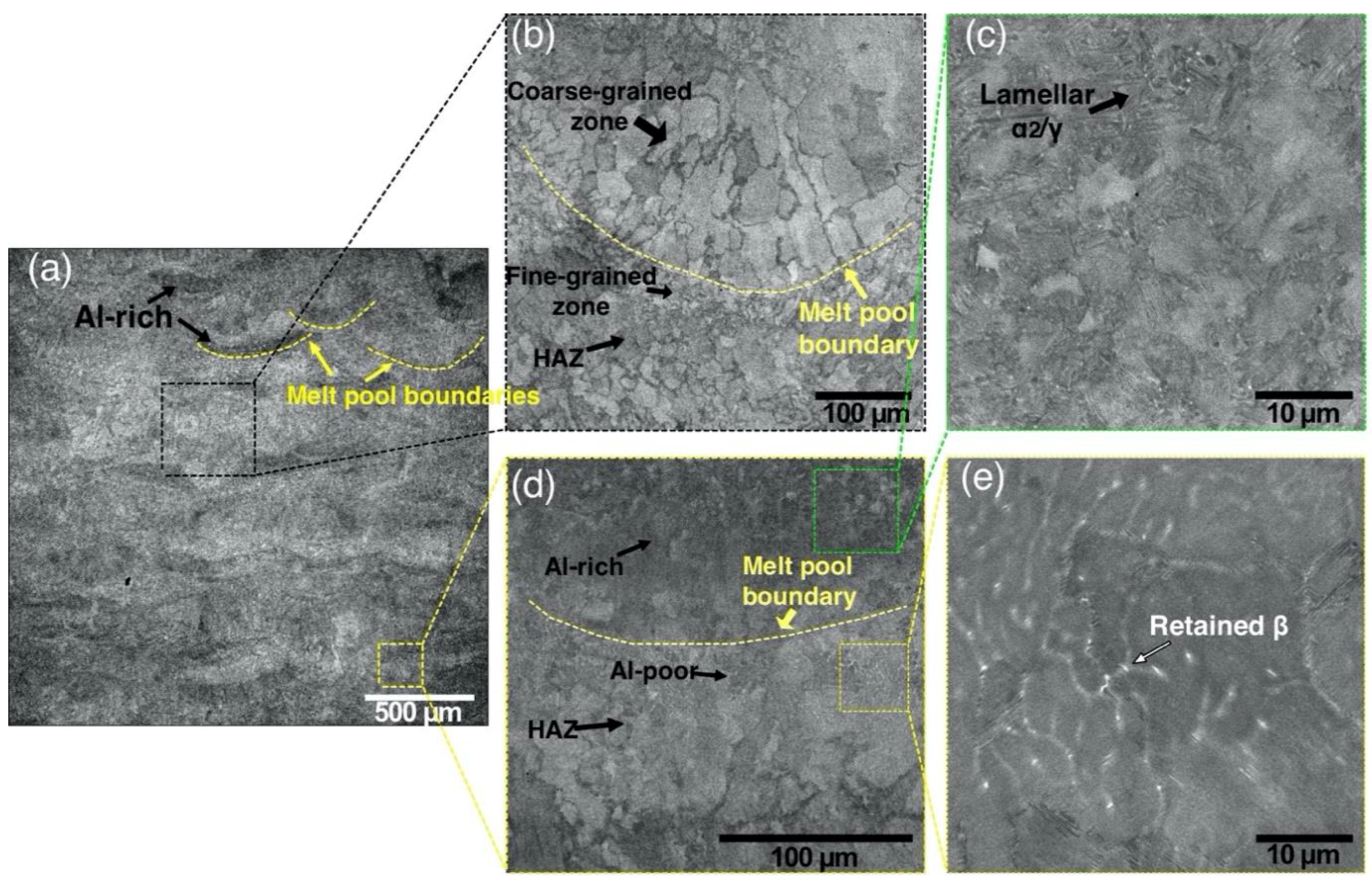
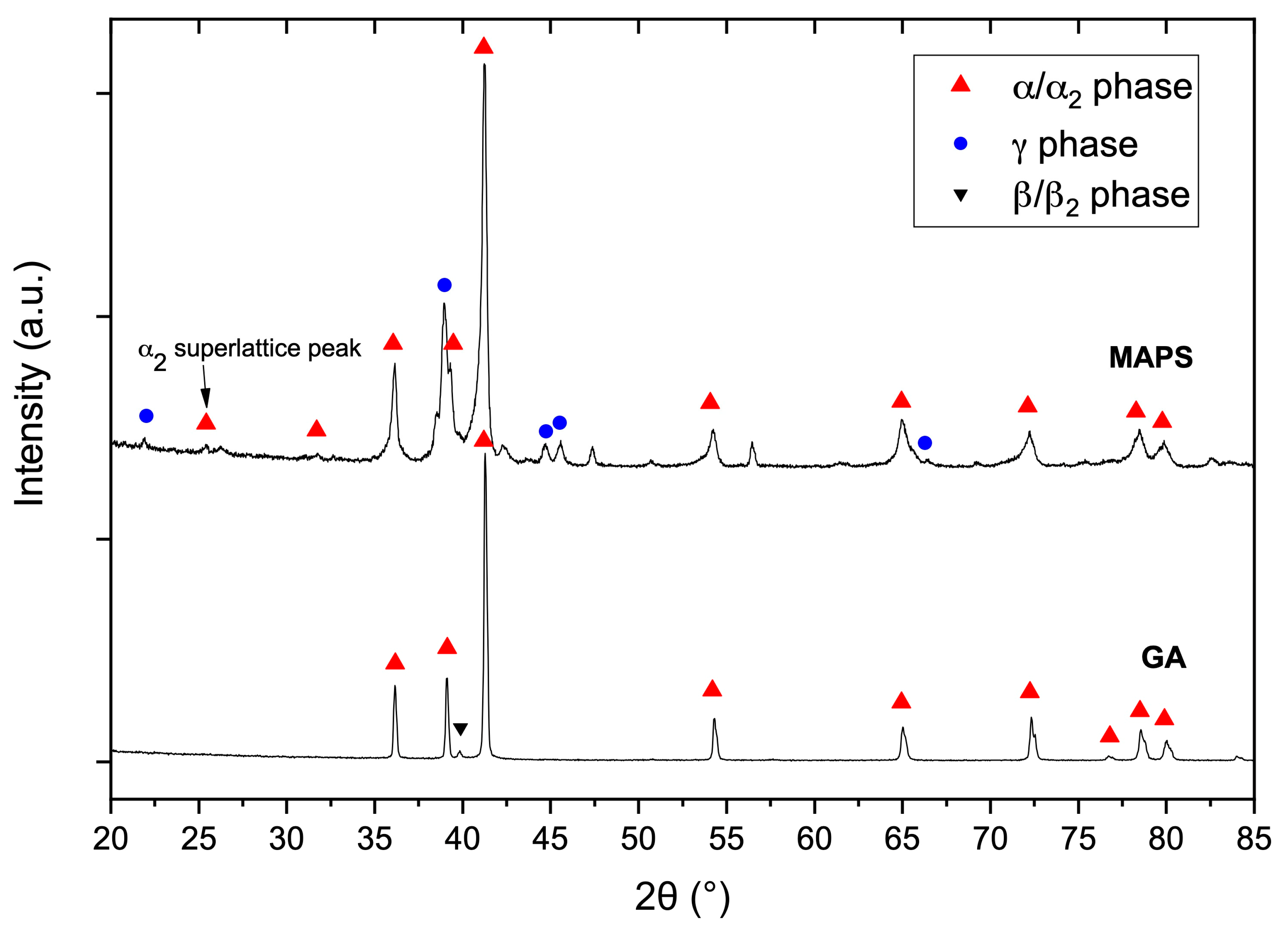
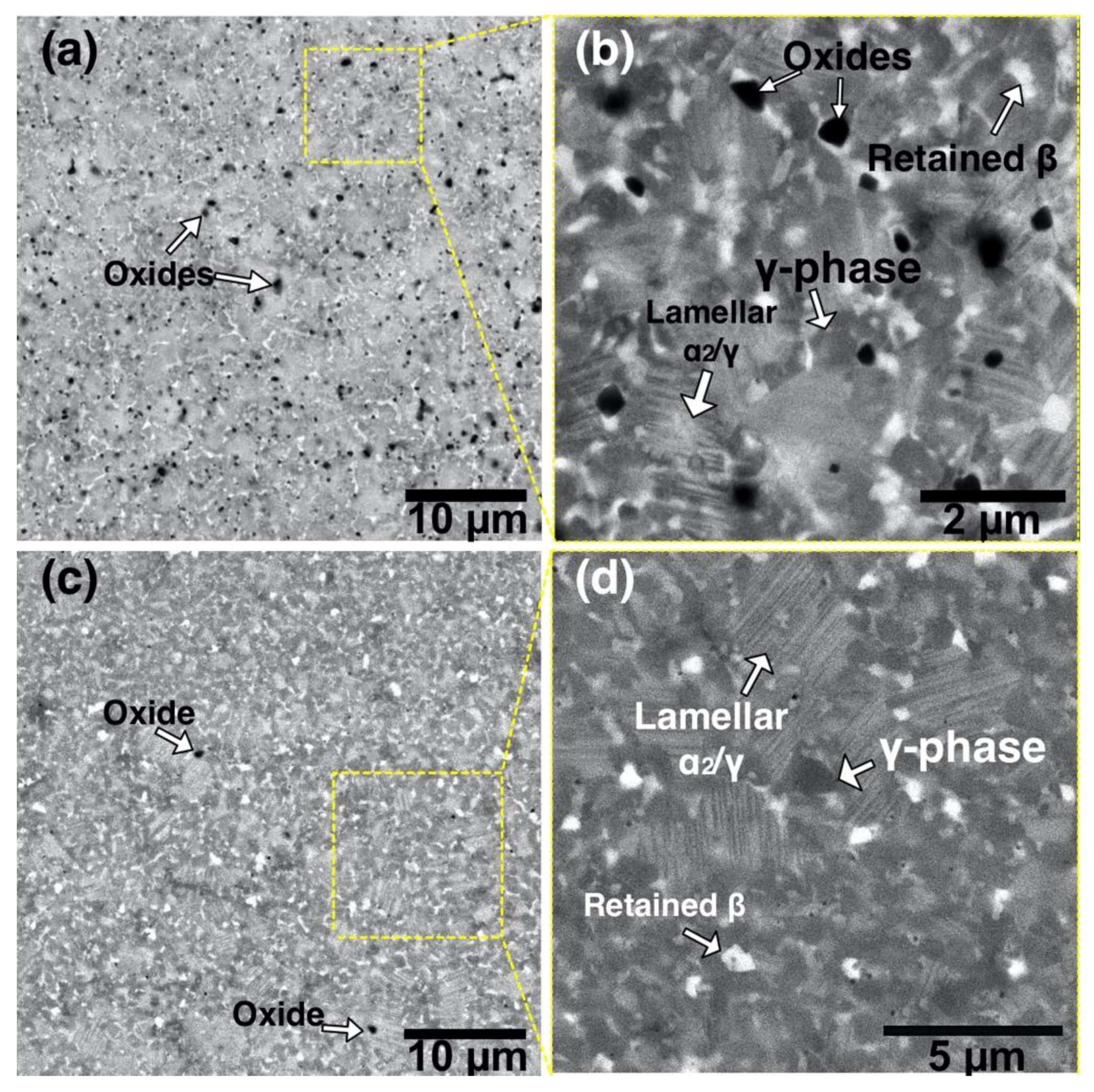
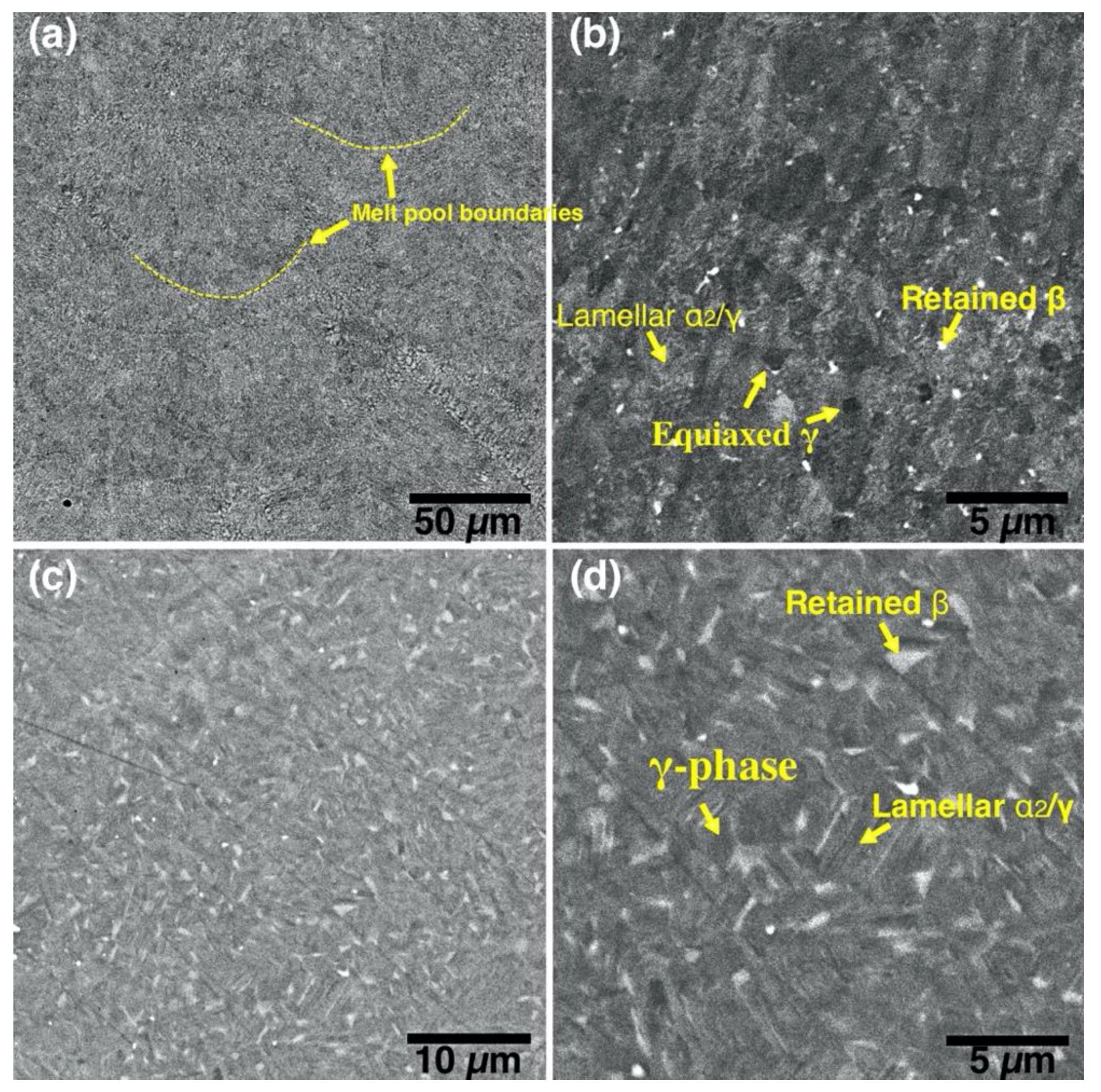
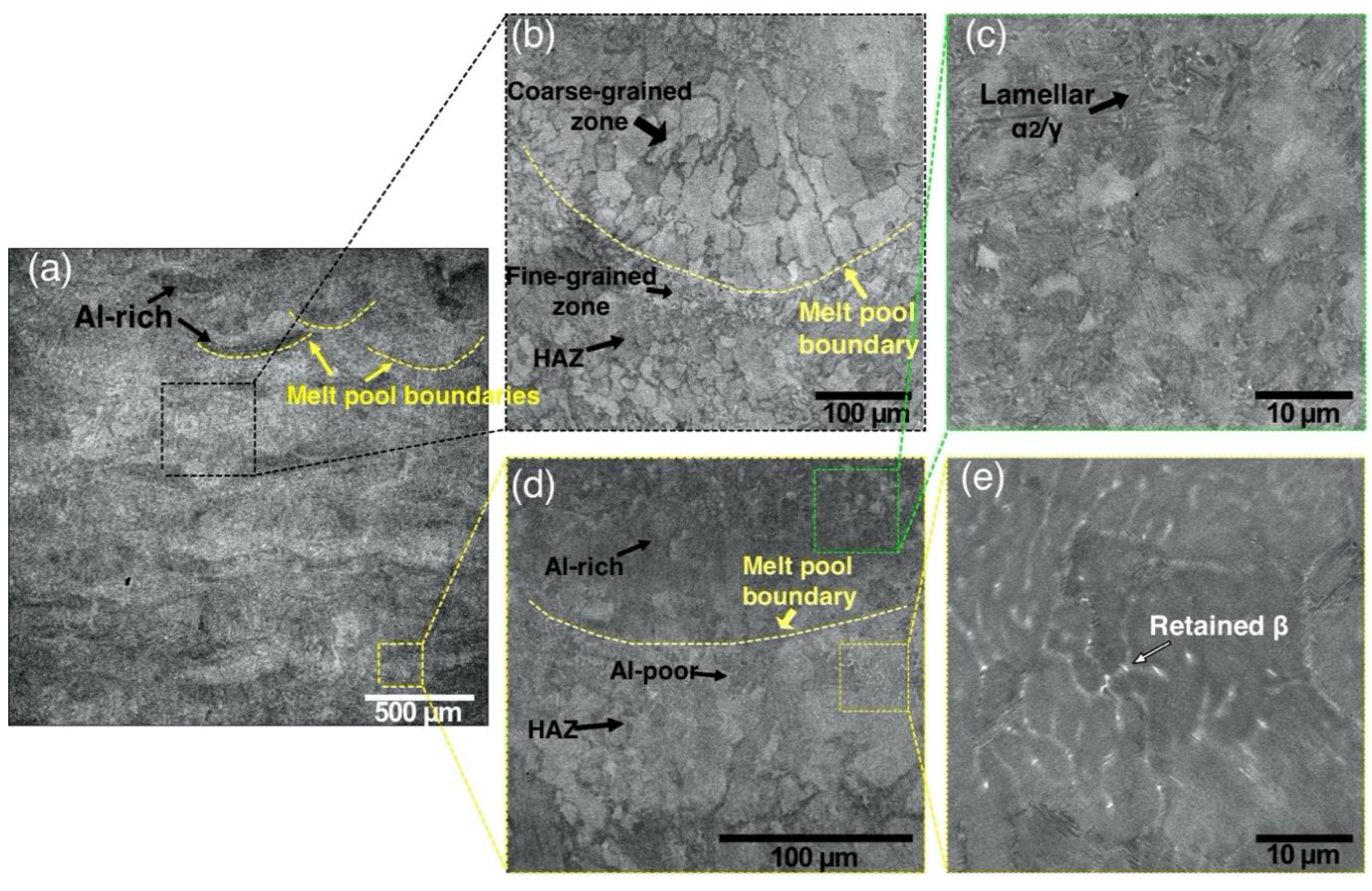
3.3. Microstructural Characterization
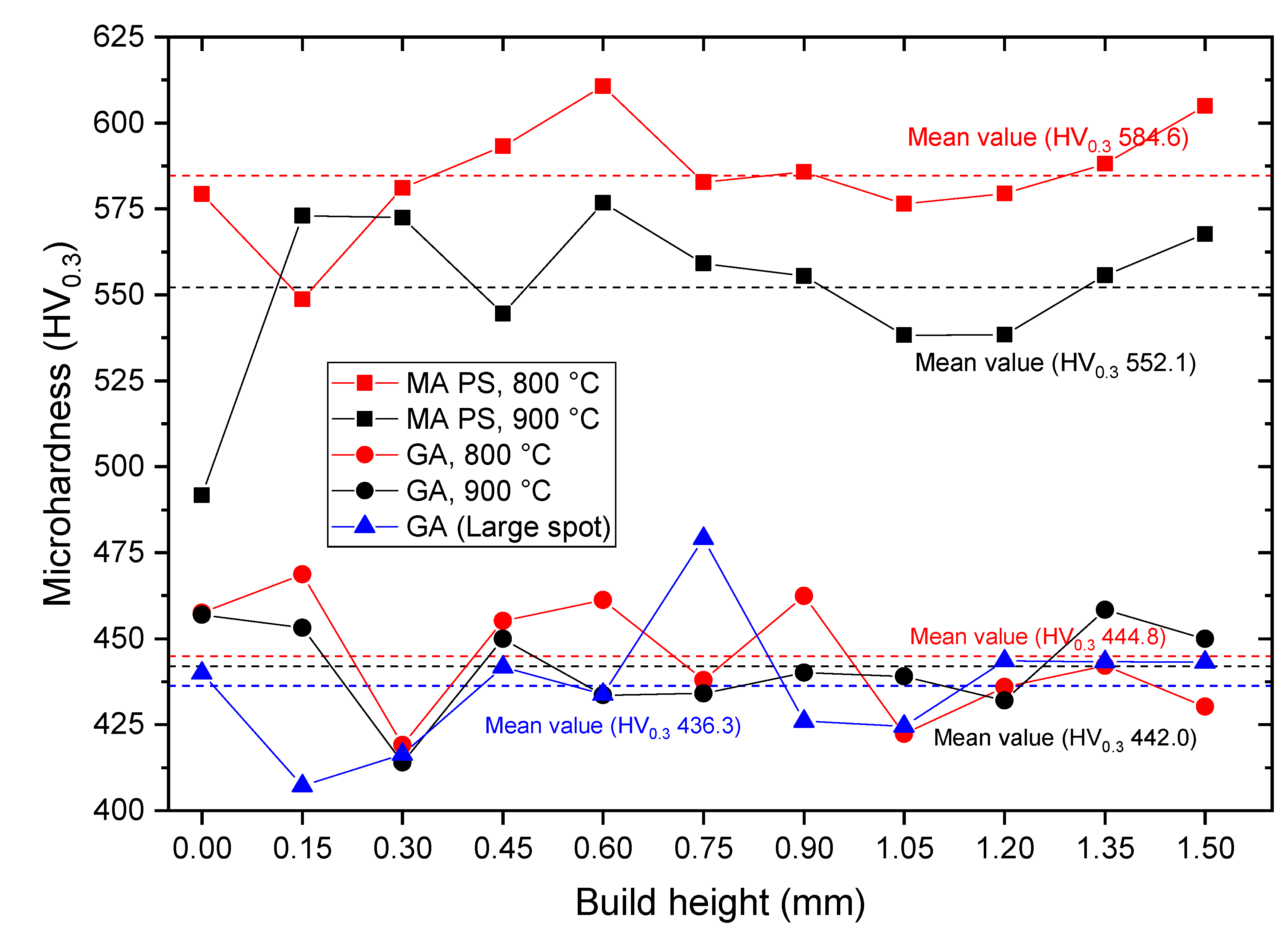
3.4. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Guyon, J.; Hazotte, A.; Wagner, F.; Bouzy, E. Recrystallization of coherent nanolamellar structures in Ti48Al2Cr2Nb intermetallic alloy. Acta Mater. 2016, 103, 672–680. [Google Scholar] [CrossRef]
- Bartolotta, P.; Barrett, J.; Kelly, T.; Smashey, R. The use of cast Ti−48Al−2Cr−2Nb in jet engines. JOM 1997, 49, 48–50. [Google Scholar] [CrossRef]
- Lin, J.; Xu, X.; Zhang, L.; Liang, Y.; Xu, Y.; Hao, G. Alloy Design Concepts for Wrought High Temperature TiAl Alloys. In Gamma Titanium Aluminide Alloys 2014; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; pp. 1–7. [Google Scholar]
- Djanarthany, S.; Viala, J.-C.; Bouix, J. An overview of monolithic titanium aluminides based on Ti3Al and TiAl. Mater. Chem. Phys. 2001, 72, 301–319. [Google Scholar] [CrossRef]
- Gupta, R.K.; Pant, B.; Sinha, P.P. Theory and Practice of γ + α2 Ti Aluminide: A Review. Trans. Indian Inst. Met. 2014, 67, 143–165. [Google Scholar] [CrossRef]
- Wu, X. Review of alloy and process development of TiAl alloys. Intermetallics 2006, 14, 1114–1122. [Google Scholar] [CrossRef]
- Huang, S.; Sing, S.L.; de Looze, G.; Wilson, R.; Yeong, W.Y. Laser powder bed fusion of titanium-tantalum alloys: Compositions and designs for biomedical applications. J. Mech. Behav. Biomed. Mater. 2020, 108, 103775. [Google Scholar] [CrossRef]
- Fan, H.; Yang, S. Effects of direct aging on near-alpha Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) titanium alloy fabricated by selective laser melting (SLM). Mater. Sci. Eng. A 2020, 788, 139533. [Google Scholar] [CrossRef]
- Murr, L.E.; Quinones, S.A.; Gaytan, S.M.; Lopez, M.I.; Rodela, A.; Martinez, E.Y.; Hernandez, D.H.; Martinez, E.; Medina, F.; Wicker, R.B. Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid-layer manufacturing, for biomedical applications. J. Mech. Behav. Biomed. Mater. 2009, 2, 20–32. [Google Scholar] [CrossRef]
- Schwerdtfeger, J.; Körner, C. Selective electron beam melting of Ti-48Al-2Nb-2Cr: Microstructure and aluminium loss. Intermetallics 2014, 49, 29–35. [Google Scholar] [CrossRef]
- Juechter, V.; Franke, M.M.; Merenda, T.; Stich, A.; Körner, C.; Singer, R.F. Additive manufacturing of Ti-45Al-4Nb-C by selective electron beam melting for automotive applications. Addit. Manuf. 2018, 22, 118–126. [Google Scholar] [CrossRef]
- Polozov, I.; Sufiiarov, V.; Kantyukov, A.; Popovich, A. Selective Laser Melting of Ti2AlNb-based intermetallic alloy using elemental powders: Effect of process parameters and post-treatment on microstructure, composition, and properties. Intermetallics 2019, 112, 106554. [Google Scholar] [CrossRef]
- Shi, X.; Wang, H.; Feng, W.; Zhang, Y.; Ma, S.; Wei, J. The crack and pore formation mechanism of Ti–47Al–2Cr–2Nb alloy fabricated by selective laser melting. Int. J. Refract. Met. Hard Mater. 2020, 105247. [Google Scholar] [CrossRef]
- Doubenskaia, M.; Domashenkov, A.; Smurov, I.; Petrovskiy, P. Study of Selective Laser Melting of intermetallic TiAl powder using integral analysis. Int. J. Mach. Tools Manuf. 2018, 129, 1–14. [Google Scholar] [CrossRef]
- Baudana, G.; Biamino, S.; Klöden, B.; Kirchner, A.; Weißgärber, T.; Kieback, B.; Pavese, M.; Ugues, D.; Fino, P.; Badini, C. Electron Beam Melting of Ti-48Al-2Nb-0.7Cr-0.3Si: Feasibility investigation. Intermetallics 2016, 73, 43–49. [Google Scholar] [CrossRef]
- Murr, L.E.; Gaytan, S.M.; Ceylan, A.; Martinez, E.; Martinez, J.L.; Hernandez, D.H.; Machado, B.I.; Ramirez, D.A.; Medina, F.; Collins, S. Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Mater. 2010, 58, 1887–1894. [Google Scholar] [CrossRef]
- Baudana, G.; Biamino, S.; Ugues, D.; Lombardi, M.; Fino, P.; Pavese, M.; Badini, C. Titanium aluminides for aerospace and automotive applications processed by Electron Beam Melting: Contribution of Politecnico di Torino. Met. Powder Rep. 2016, 71, 193–199. [Google Scholar] [CrossRef]
- Gussone, J.; Hagedorn, Y.-C.; Gherekhloo, H.; Kasperovich, G.; Merzouk, T.; Hausmann, J. Microstructure of γ-titanium aluminide processed by selected laser melting at elevated temperatures. Intermetallics 2015, 66, 133–140. [Google Scholar] [CrossRef]
- Caprio, L.; Demir, A.G.; Chiari, G.; Previtali, B. Defect-free laser powder bed fusion of Ti–48Al–2Cr–2Nb with a high temperature inductive preheating system. J. Phys. Photonics 2020, 2, 024001. [Google Scholar] [CrossRef]
- Dietrich, S.; Wunderer, M.; Huissel, A.; Zaeh, M.F. A New Approach for a Flexible Powder Production for Additive Manufacturing. Procedia Manuf. 2016, 6, 88–95. [Google Scholar] [CrossRef] [Green Version]
- Sun, P.; Fang, Z.Z.; Zhang, Y.; Xia, Y. Review of the Methods for Production of Spherical Ti and Ti Alloy Powder. JOM 2017, 69, 1853–1860. [Google Scholar] [CrossRef] [Green Version]
- Polozov, I.; Razumov, N.; Makhmutov, T.; Silin, A.; Kim, A.; Popovich, A. Synthesis of titanium orthorhombic alloy spherical powders by mechanical alloying and plasma spheroidization processes. Mater. Lett. 2019, 256, 126615. [Google Scholar] [CrossRef]
- Goncharov, I.S.; Razumov, N.G.; Silin, A.O.; Ozerskoi, N.E.; Shamshurin, A.I.; Kim, A.; Wang, Q.S.; Popovich, A.A. Synthesis of Nb-based powder alloy by mechanical alloying and plasma spheroidization processes for additive manufacturing. Mater. Lett. 2019, 245, 188–191. [Google Scholar] [CrossRef]
- Ozerskoi, N.E.; Wang, Q.S. Obtaining Spherical Powders of Grade 5 Alloy for Application in Selective Laser Melting Technology. Key Eng. Mater. 2019, 822, 304–310. [Google Scholar] [CrossRef]
- Polozov, I.; Popovich, V.; Razumov, N.; Makhmutov, T.; Popovich, A. Gamma-Titanium Intermetallic Alloy Produced by Selective Laser Melting Using Mechanically Alloyed and Plasma Spheroidized Powders. In The Minerals, Metals & Materials Society (eds) TMS 2020 149th Annual Meeting & Exhibition Supplemental Proceedings; The Minerals, Metals & Materials Series; Springer: Pittsburg, CA, USA, 2020; pp. 375–383. [Google Scholar]
- Gussone, J.; Garces, G.; Haubrich, J.; Stark, A.; Hagedorn, Y.C.; Schell, N.; Requena, G. Microstructure stability of γ-TiAl produced by selective laser melting. Scr. Mater. 2017, 130, 110–113. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded Inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Sufiyarov, V.S.; Popovich, A.A. Tailoring the Properties in Functionally Graded Alloy Inconel 718 Using Additive Technologies. Met. Sci. Heat Treat. 2019, 60, 701–709. [Google Scholar] [CrossRef]
- Fuchs, G.E.; Hayden, S.Z. Microstructural evaluation of as-solidified and heat-treated γ-TiAl based powders. In High Temperature Aluminides and Intermetallics; Elsevier: Amsterdam, The Netherlands, 1992; pp. 277–282. [Google Scholar]
- Mullis, A.M.; Farrell, L.; Cochrane, R.F.; Adkins, N.J. Estimation of Cooling Rates During Close-Coupled Gas Atomization Using Secondary Dendrite Arm Spacing Measurement. Metall. Mater. Trans. B 2013, 44, 992–999. [Google Scholar] [CrossRef] [Green Version]
- Guyon, J.; Hazotte, A.; Bouzy, E. Evolution of metastable α phase during heating of Ti48Al2Cr2Nb intermetallic alloy. J. Alloys Compd. 2016, 656, 667–675. [Google Scholar] [CrossRef]
- Lapin, J.; Gabalcová, Z. The effect of oxygen content and cooling rate on phase transformations in directionally solidified intermetallic Ti-46Al-8Nb alloy. Kov. Mater. 2008, 46, 185–195. [Google Scholar]
- Chen, R.; Wang, Q.; Yang, Y.; Guo, J.; Su, Y.; Ding, H.; Fu, H. Brittle–ductile transition during creep in nearly and fully lamellar high-Nb TiAl alloys. Intermetallics 2018, 93, 47–54. [Google Scholar] [CrossRef]
- Kuo, C.N.; Chua, C.K.; Peng, P.C.; Chen, Y.W.; Sing, S.L.; Huang, S.; Su, Y.L. Microstructure evolution and mechanical property response via 3D printing parameter development of Al–Sc alloy. Virtual Phys. Prototyp. 2020, 15, 120–129. [Google Scholar] [CrossRef]
- Gunenthiram, V.; Peyre, P.; Schneider, M.; Dal, M.; Coste, F.; Koutiri, I.; Fabbro, R. Experimental analysis of spatter generation and melt-pool behavior during the powder bed laser beam melting process. J. Mater. Process. Technol. 2018, 251, 376–386. [Google Scholar] [CrossRef]
- Voisin, T.; Calta, N.P.; Khairallah, S.A.; Forien, J.-B.; Balogh, L.; Cunningham, R.W.; Rollett, A.D.; Wang, Y.M. Defects-dictated tensile properties of selective laser melted Ti-6Al-4V. Mater. Des. 2018, 158, 113–126. [Google Scholar] [CrossRef]
- Zhang, B.; Li, Y.; Bai, Q. Defect Formation Mechanisms in Selective Laser Melting: A review. Chin. J. Mech. Eng. 2017, 30, 515–527. [Google Scholar] [CrossRef] [Green Version]
- Li, R.; Shi, Y.; Wang, Z.; Wang, L.; Liu, J.; Jiang, W. Densification behavior of gas and water atomized 316L stainless steel powder during selective laser melting. Appl. Surf. Sci. 2010, 256, 4350–4356. [Google Scholar] [CrossRef]
- Wei, D.-X.; Koizumi, Y.; Nagasako, M.; Chiba, A. Refinement of lamellar structures in Ti-Al alloy. Acta Mater. 2017, 125, 81–97. [Google Scholar] [CrossRef]
- Nishikiori, S.; Takahashi, S.; Satou, S.; Tanaka, T.; Matsuo, T. Microstructure and creep strength of fully-lamellar TiAl alloys containing beta-phase. Mater. Sci. Eng. A 2002, 329–331, 802–809. [Google Scholar] [CrossRef]
- Sufiiarov, V.S.; Popovich, A.A.; Borisov, E.V.; Polozov, I.A.; Masaylo, D.V.; Orlov, A.V. The Effect of Layer Thickness at Selective Laser Melting. Procedia Eng. 2017, 174, 126–134. [Google Scholar] [CrossRef]
- Zhang, X.; Li, C.; Zheng, M.; Ye, Z.; Yang, X.; Gu, J. Anisotropic tensile behavior of Ti-47Al-2Cr-2Nb alloy fabricated by direct laser deposition. Addit. Manuf. 2020, 32, 101087. [Google Scholar] [CrossRef]
- Thijs, L.; Verhaeghe, F.; Craeghs, T.; Van Humbeeck, J.; Kruth, J.-P. A study of the microstructural evolution during selective laser melting of Ti–6Al–4V. Acta Mater. 2010, 58, 3303–3312. [Google Scholar] [CrossRef]
- Tang, H.P.; Yang, G.Y.; Jia, W.P.; He, W.W.; Lu, S.L.; Qian, M. Additive manufacturing of a high niobium-containing titanium aluminide alloy by selective electron beam melting. Mater. Sci. Eng. A 2015, 636, 103–107. [Google Scholar] [CrossRef]
- Palm, M.; Zhang, L.; Stein, F.; Sauthoff, G. Phases and phase equilibria in the Al-rich part of the Al–Ti system above 900 °C. Intermetallics 2002, 10, 523–540. [Google Scholar] [CrossRef]
- Draper, S.L.; Isheim, D. Environmental embrittlement of a third generation γ TiAl alloy. Intermetallics 2012, 22, 77–83. [Google Scholar] [CrossRef]
- Zhu, H.; Seo, D.Y.; Maruyama, K. Strengthening behavior of beta phase in lamellar microstructure of TiAl alloys. JOM 2010, 62, 64–69. [Google Scholar] [CrossRef]
- Loeber, L.; Biamino, S.; Ackelid, U.; Sabbadini, S.; Epicoco, P.; Fino, P.; Eckert, J. Comparison of selective laser and electron beam melted titanium aluminides. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2011, University of Texas, Austin, TX, USA, 8–10 August 2011. [Google Scholar]
- Shazly, M.; Prakash, V.; Draper, S. Mechanical behavior of Gamma-Met PX under uniaxial loading at elevated temperatures and high strain rates. Int. J. Solids Struct. 2004, 41, 6485–6503. [Google Scholar] [CrossRef] [Green Version]
- Kim, Y.-K.; Hong, J.K.; Lee, K.-A. Enhancing the creep resistance of electron beam melted gamma Ti–48Al–2Cr–2Nb alloy by using two-step heat treatment. Intermetallics 2020, 121, 106771. [Google Scholar] [CrossRef]
- Lamirand, M.; Bonnentien, J.-L.; Guérin, S.; Ferrière, G.; Chevalier, J.-P. Effects of interstitial oxygen on microstructure and mechanical properties of Ti-48Al-2Cr-2Nb with fully lamellar and duplex microstructures. Metall. Mater. Trans. A 2006, 37, 2369–2378. [Google Scholar] [CrossRef]
- Abiola Raji, S.; Patricia Idowu Popoola, A.; Leslie Pityana, S.; Muhmmed Popoola, O.; Olufemi Aramide, F. Laser Based Additive Manufacturing Technology for Fabrication of Titanium Aluminide-Based Composites in Aerospace Component Applications. In Environmental Impact of Aviation and Sustainable Solutions [Working Title]; IntechOpen: London, UK, 2019. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Set | P, W | S, mm/s | HD, mm | L, mm | VED, J/mm3 | Laser Spot Diameter, µm | Preheating Temperature, °C | Feedstock Powder |
|---|---|---|---|---|---|---|---|---|
| 1_600 | 150 | 800 | 0.11 | 0.03 | 57 | 80 | 600 | GA, MAPS |
| 2_600 | 150 | 650 | 0.11 | 0.03 | 70 | |||
| 3_600 | 150 | 1000 | 0.11 | 0.03 | 45 | |||
| 4_600 | 150 | 1250 | 0.11 | 0.03 | 36 | |||
| 5_600 | 150 | 950 | 0.11 | 0.03 | 48 | |||
| 6_600 | 150 | 750 | 0.11 | 0.03 | 61 | |||
| 1_800 | 150 | 800 | 0.11 | 0.03 | 57 | 800 | ||
| 2_800 | 150 | 650 | 0.11 | 0.03 | 70 | |||
| 3_800 | 150 | 1000 | 0.11 | 0.03 | 45 | |||
| 4_800 | 150 | 1250 | 0.11 | 0.03 | 36 | |||
| 5_800 | 150 | 950 | 0.11 | 0.03 | 48 | |||
| 6_800 | 150 | 750 | 0.11 | 0.03 | 61 | |||
| 1_900 | 150 | 800 | 0.11 | 0.03 | 57 | 900 | ||
| 2_900 | 150 | 650 | 0.11 | 0.03 | 70 | |||
| 3_900 | 150 | 1000 | 0.11 | 0.03 | 45 | |||
| 4_900 | 150 | 1250 | 0.11 | 0.03 | 36 | |||
| 5_900 | 150 | 950 | 0.11 | 0.03 | 48 | |||
| 6_900 | 150 | 750 | 0.11 | 0.03 | 61 | |||
| Large spot | 850 | 330 | 0.45 | 0.09 | 64 | 500 | 800 | GA |
| Powder | Measured by EDS | Measured by IGF | |||
|---|---|---|---|---|---|
| Ti, at. % | Al, at. % | Nb, at. % | Cr, at. % | O, wt. % | |
| MAPS | 51.6 ± 0.3 | 43.7 ± 0.3 | 2.0 ± 0.1 | 2.2 ± 0.1 | 1.1 ± 0.1 |
| GA | 50.2 ± 0.2 | 45.7 ± 0.3 | 2.1 ± 0.1 | 2.1 ± 0.1 | 0.07 ± 0.01 |
| Preheating Temperature, °C | Ti | Al | Nb | Cr | O |
|---|---|---|---|---|---|
| 600 | 55.2 ± 0.1 | 40.4 ± 0.1 | 2.0 ± 0.1 | 2.2 ± 0.1 | – |
| 800 | 53.8 ± 0.2 | 41.6 ± 0.2 | 2.3 ± 0.1 | 2.0 ± 0.2 | 0.14 ± 0.02 |
| 900 | 54.3 ± 0.1 | 40.9 ± 0.1 | 2.1 ± 0.2 | 2.2 ± 0.1 | 0.13 ± 0.02 |
| Sample | Ti | Al | Nb | Cr |
|---|---|---|---|---|
| Small spot, 80 μm (Sample 5_800) | 50.5 ± 0.1 | 45.3 ± 0.2 | 2.1 ± 0.1 | 2.1 ± 0.1 |
| Large spot, 500 μm | 52.9 ± 0.2 | 42.3 ± 0.3 | 2.0 ± 0.1 | 2.2 ± 0.1 |
| Material | Condition | Ultimate Compressive Strength, MPa | Compressive Strain, % |
|---|---|---|---|
| Ti-48Al-2Cr-2Nb (GA powder, this study) | As-fabricated, 900 °C preheating | 2277 ± 71 | 32–35 |
| Ti-48Al-2Cr-2Nb (MAPS powder, this study) | As-fabricated, 900 °C preheating | 1910 ± 37 MPa | 15–17 |
| Ti-48Al-2Cr-2Nb (SEBM) [48] | As-fabricated | 1800 | 40 |
| Ti-48Al-2Cr-2Nb (L-PBF) [48] | As-fabricated, no preheating | 612 ± 56 | 1,98 ± 0.55 |
| Ti-48Al-2Cr-2Nb (SEBM) [50] | Heat-treated | 2068 | 25 |
| Ti-48Al-2Cr-2Nb (casted) [50] | As-fabricated | 1153 | ~6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polozov, I.; Kantyukov, A.; Goncharov, I.; Razumov, N.; Silin, A.; Popovich, V.; Zhu, J.-N.; Popovich, A. Additive Manufacturing of Ti-48Al-2Cr-2Nb Alloy Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders. Materials 2020, 13, 3952. https://doi.org/10.3390/ma13183952
Polozov I, Kantyukov A, Goncharov I, Razumov N, Silin A, Popovich V, Zhu J-N, Popovich A. Additive Manufacturing of Ti-48Al-2Cr-2Nb Alloy Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders. Materials. 2020; 13(18):3952. https://doi.org/10.3390/ma13183952
Chicago/Turabian StylePolozov, Igor, Artem Kantyukov, Ivan Goncharov, Nikolay Razumov, Alexey Silin, Vera Popovich, Jia-Ning Zhu, and Anatoly Popovich. 2020. "Additive Manufacturing of Ti-48Al-2Cr-2Nb Alloy Using Gas Atomized and Mechanically Alloyed Plasma Spheroidized Powders" Materials 13, no. 18: 3952. https://doi.org/10.3390/ma13183952