Improving Recycled Aggregate Quality by Mechanical Pre-Processing


Abstract
:1. Introduction
2. Materials and Methods
- All fine aggregates corresponding to 53% of total aggregate content (CCA50)
- 100% of coarse and fine aggregates (CCA100)
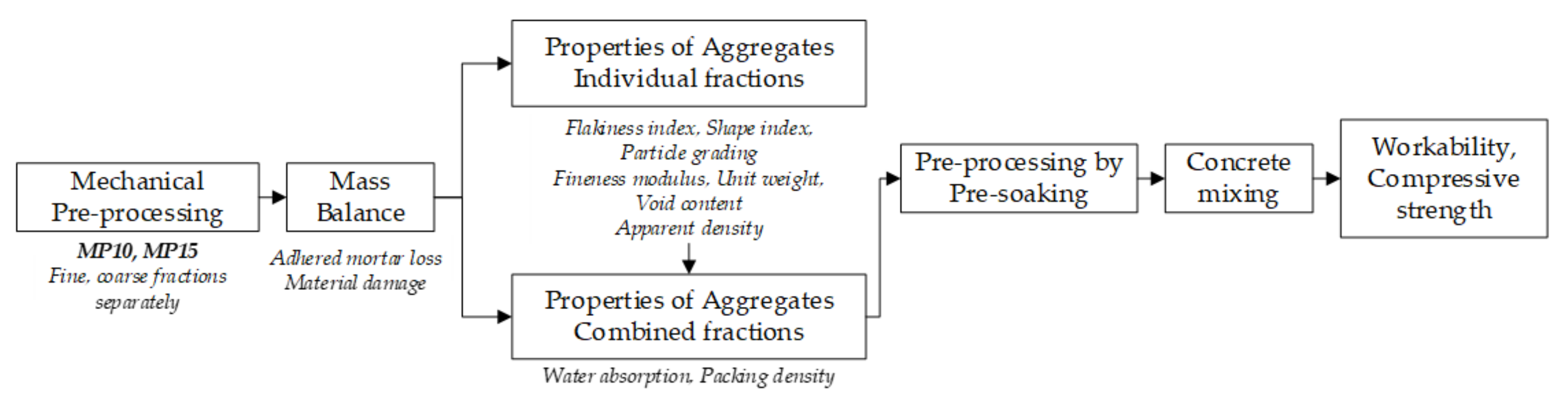
2.1. Mechanical Pre-Processing of Aggregates
2.2. Properties of Aggregates
2.3. Casting Concrete with Mechanically Preprocessed Aggregates
3. Results and Analysis
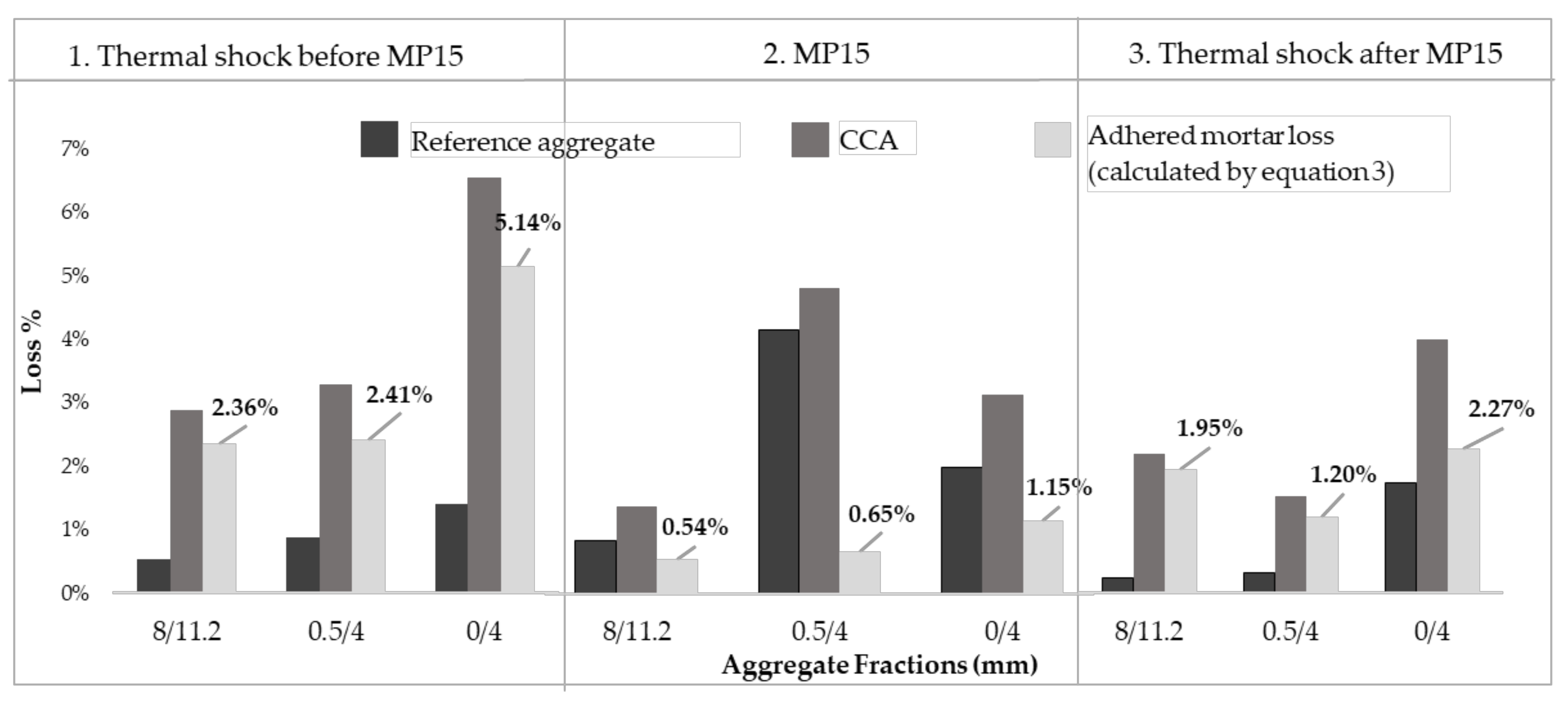
3.1. Adhered Mortar Loss after Pre-Processing
- Thermal shock before pre-processing on each fraction to assess the potential loss of material and adhered mortar.
- Losses by mechanical pre-processing to assess the actual material and/or adhered mortar loss
- Thermal shock after pre-processing to determine the remaining material and adhered mortar left on the aggregate. The sum of the loss from mechanical pre-processing and thermal shock from stage 3 should only exceed by small margins the losses from thermal shock before pre-processing. The small margins validate mechanical pre-processing and related processes to give reliable results on the adhered mortar loss.
3.2. Tested Properties of Mechanically Pre-Processed Aggregates
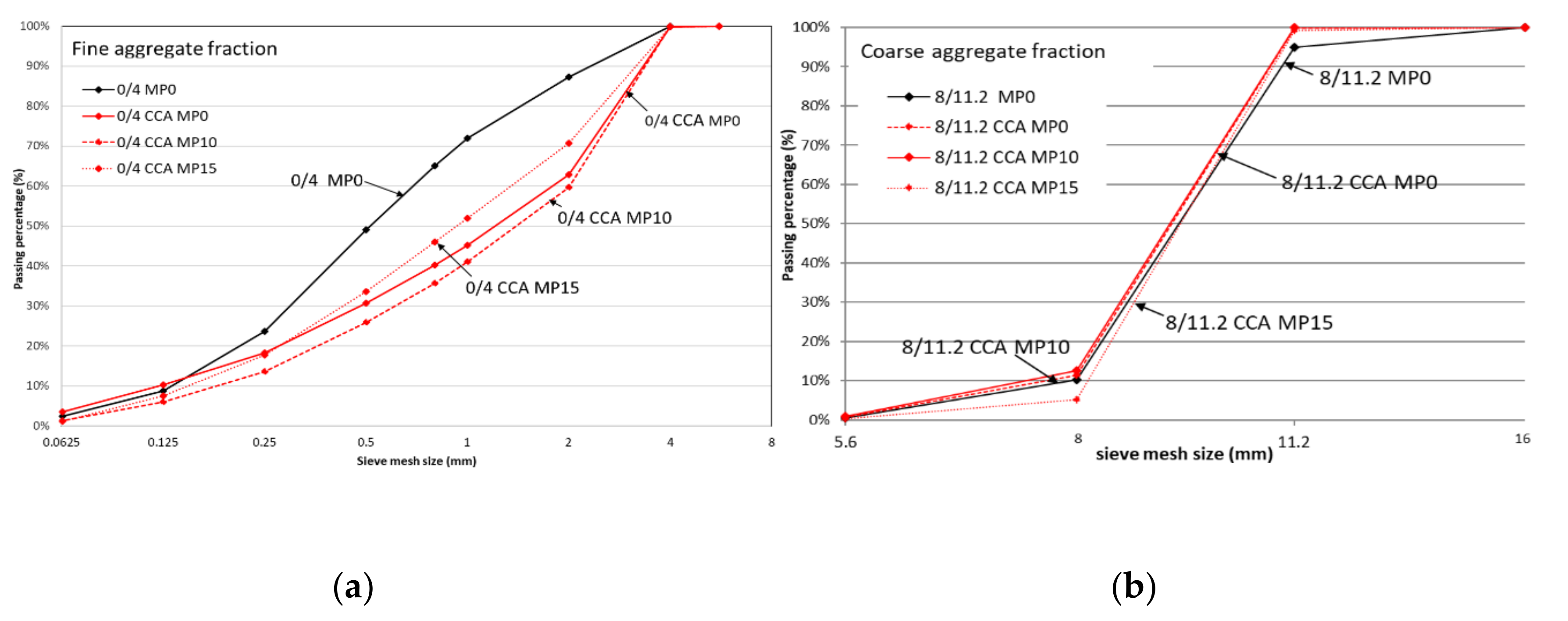
3.2.1. Particle Grading
3.2.2. Packing Density
3.2.3. Water Absorption of Combined CCA Fraction
3.2.4. Flakiness Index, Shape Index
3.2.5. Unit Weight and Void Content
3.2.6. Apparent Density
3.2.7. Density of Hardened Concrete
3.3. Concrete Properties
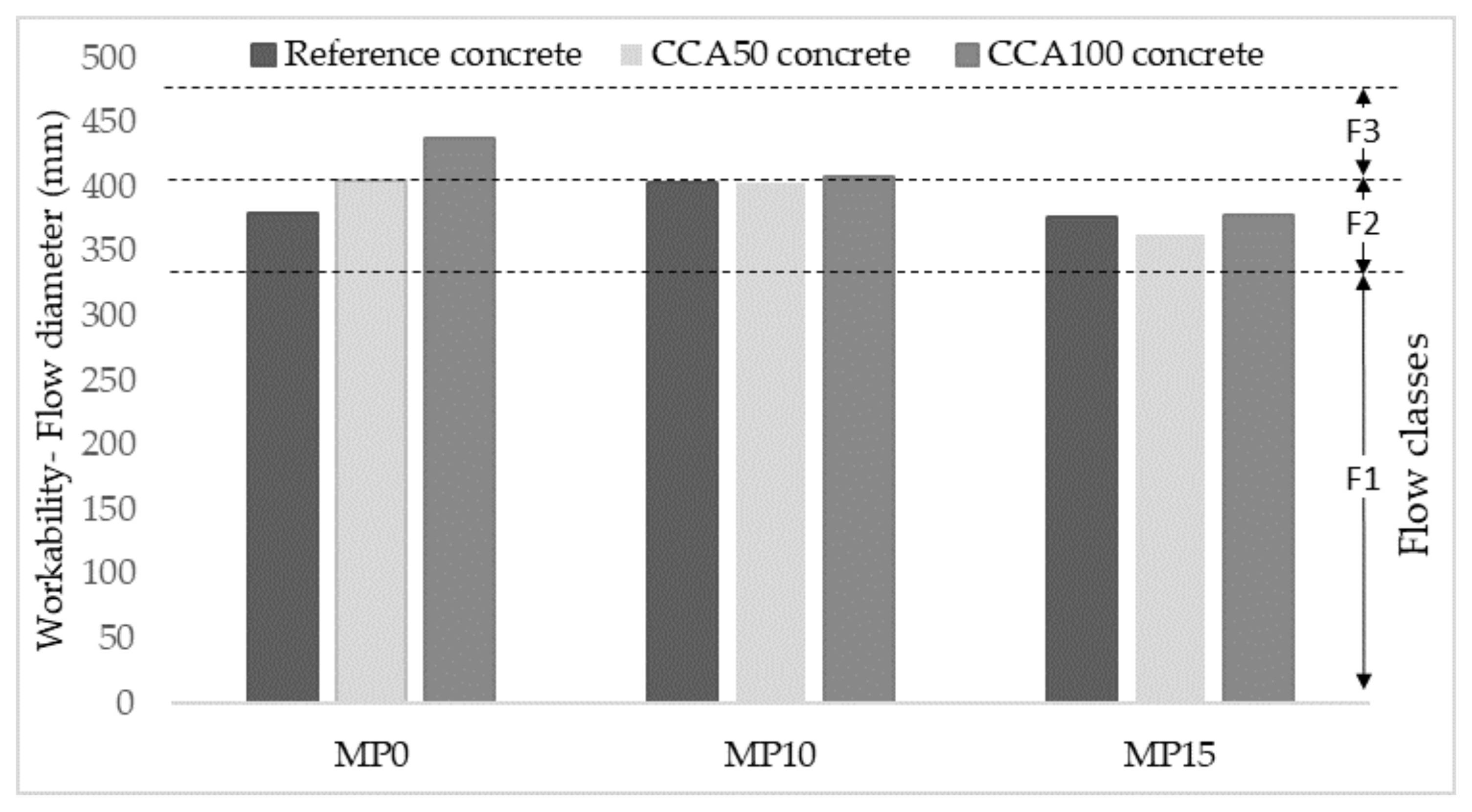
3.3.1. Concrete Workability
3.3.2. Concrete Compressive Strength
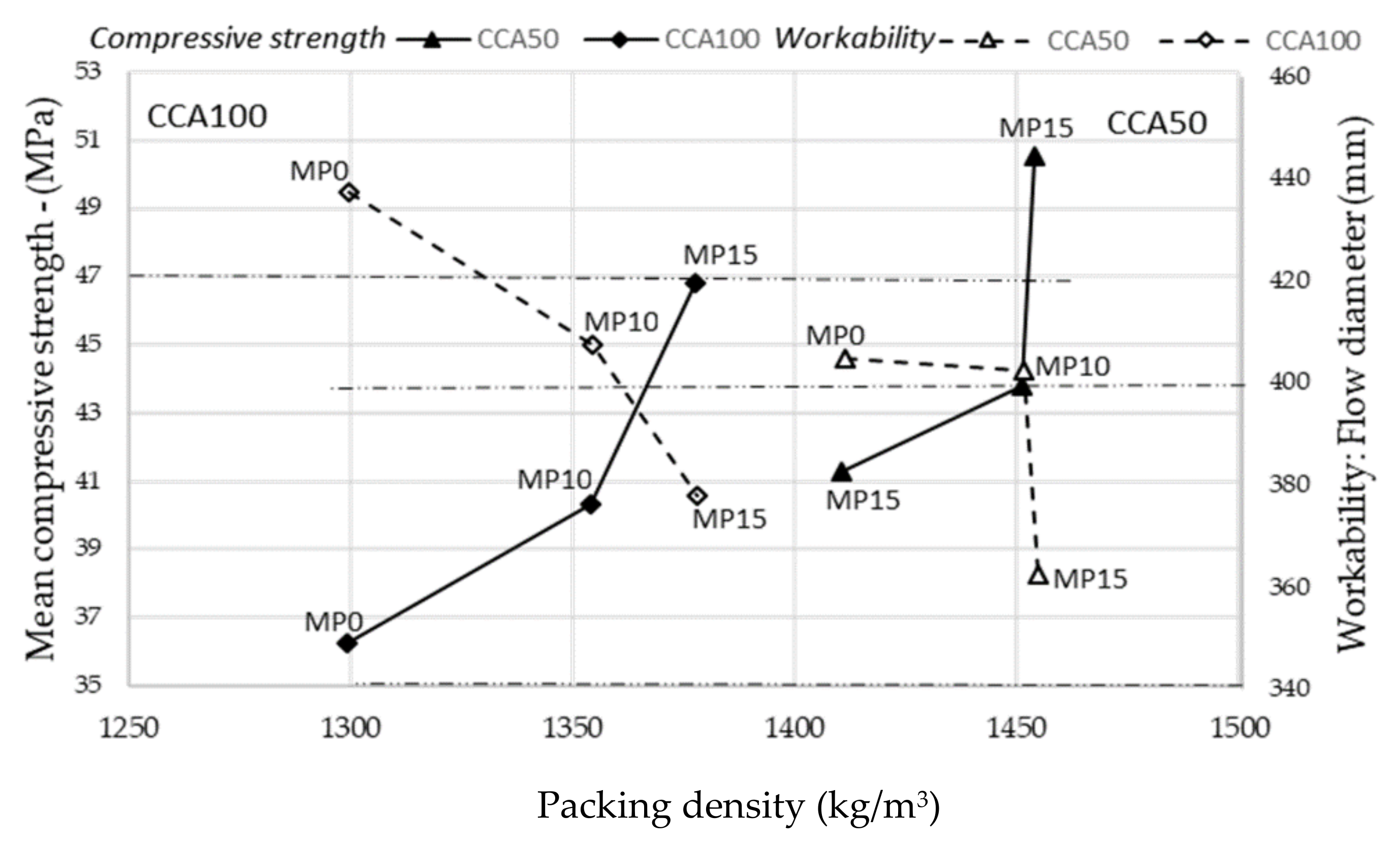
3.3.3. Packing Density
4. Conclusions and Discussions
- Reduces the most adhered mortar content in all CCA fractions and improves the grading of fine CCA by bringing it closer to the reference aggregate.
- Significant improvements in flakiness index and shape index of coarse CCA.
- The pre-soaking technique is compatible with mechanical pre-processing in optimizing pre-soaking water amount resulting from the reduction in adhered mortar content by abrasion.
- Both compressive strength and workability of CCA50 and CCA100 are reaching compressive strength of reference concrete.
- The aggregate properties collectively influence the packing density, which increases with increasing pre-processing duration for both CCA replacements.
- Packing density is the property concluding the collaborative effect of several properties such as density, particle grading, flakiness index, shape index, unit weight, and void content.
- The packing density has similar influences for compressive strength and workability for both CCA concrete, the packing density maybe used to indicate CCA quality along with water absorption and other properties confirmed by further investigations.
- For further research, the stability of the observed relationship between packing density, workability, and compressive strength may be investigated for different concrete recipes.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- SMED. Avfall i Sverige 2018, Uppkomst Och Behandling; Naturvårdsverket: Stockholm, Sweden, 2020. [Google Scholar]
- Yonezawa, T.; Kamiyama, Y.; Yanagibashi, K.; Kojima, M.; Arakawa, K.; Yamada, M. A Study on a Technology for Producing High Quality Recycled Coarse Aggregate. J. Soc. Mater. Sci. Jpn. 2001, 50, 835–842. [Google Scholar] [CrossRef]
- Padmini, A.; Ramamurthy, K.; Mathews, M. Influence of parent concrete on the properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 829–836. [Google Scholar] [CrossRef]
- De Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Quattrone, M.; Angulo, S.C.; John, V.M. Energy and CO2 from high performance recycled aggregate production. Resour. Conserv. Recycl. 2014, 90, 21–33. [Google Scholar] [CrossRef]
- Gomes, P.C.C.; Ulsen, C.; Pereira, F.; Quattrone, M.; Angulo, S.C. Comminution and sizing processes of concrete block waste as recycled aggregates. Waste Manag. 2015, 45, 171–179. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef] [Green Version]
- Pepe, M.; Filho, R.D.T.; Koenders, E.A.; Martinelli, E. Alternative processing procedures for recycled aggregates in structural concrete. Constr. Build. Mater. 2014, 69, 124–132. [Google Scholar] [CrossRef]
- Pedro, D.; De Brito, J.; Evangelista, L. Performance of concrete made with aggregates recycled from precasting industry waste: Influence of the crushing process. Mater. Struct. 2014, 48, 3965–3978. [Google Scholar] [CrossRef]
- Kasai, Y. Development and Subjects of Recycled Aggregate Concrete in Japan. Key Eng. Mater. 2005, 302, 288–300. [Google Scholar]
- Corinaldesi, V.; Moriconi, G. Behaviour of cementitious mortars containing different kinds of recycled aggregate. Constr. Build. Mater. 2009, 23, 289–294. [Google Scholar] [CrossRef]
- Andersson, J.; Rask-Andersen, V.; Rydin, A. Energioptimering av Krossning och Malning Inom Gruvindustrin-Sönderdelningsförmåga av Kopparslagg i Konkross och Kulkvarn. Bachelor’s Thesis, Chalmers University, Göteborg, Sweden, 2017. [Google Scholar]
- Corinaldesi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Chen, H.-J.; Yen, T.; Chen, K.-H. Use of building rubbles as recycled aggregates. Cem. Concr. Res. 2003, 33, 125–132. [Google Scholar] [CrossRef]
- Fan, C.-C.; Huang, R.; Hwang, H.; Chao, S.-J. Properties of concrete incorporating fine recycled aggregates from crushed concrete wastes. Constr. Build. Mater. 2016, 112, 708–715. [Google Scholar] [CrossRef]
- Buyle-Bodin, F.; Hadjieva-Zaharieva, R. Influence of industrially produced recycled aggregates on flow properties of concrete. Mater. Struct. 2002, 35, 504–509. [Google Scholar] [CrossRef]
- Sadagopan, M.; Malaga, K.; Nagy, A. Modified pycnometer method to measure the water absorption of crushed concrete aggregates. J. Sustain. Cem.-Based Mater. 2020, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Neville, A.M. Properties of Concrete, 5th ed.; Pearson Education: Harlow, UK, 2012. [Google Scholar]
- Wedding, P.; Czarnecka, E.; Gillott, J. Effect of Different Types of Crushers on Shape and Roughness of Aggregates. Cem. Concr. Aggreg. 1982, 4, 33–36. [Google Scholar] [CrossRef]
- Martín-Morales, M.; Zamorano, M.; Ruiz-Moyano, A.; Valverde-Espinosa, I. Characterization of recycled aggregates construction and demolition waste for concrete production following the Spanish Structural Concrete Code EHE-08. Constr. Build. Mater. 2011, 25, 742–748. [Google Scholar] [CrossRef]
- Zega, C.J.; Zaccardi, Y.A.V.; Di Maio, A.A. Effect of natural coarse aggregate type on the physical and mechanical properties of recycled coarse aggregates. Mater. Struct. 2010, 43, 195–202. [Google Scholar] [CrossRef]
- Halabi, A.; Grimlund, T. Influence of flaky crushed aggregate on concrete. In KTH Architecture and the Built Environment; KTH: Stockholm, Sweden, 2013. [Google Scholar]
- Ulsen, C.; Kahn, H.; Hawlitschek, G.; Masini, E.; Angulo, S.C.; John, V.M. Production of recycled sand from construction and demolition waste. Constr. Build. Mater. 2013, 40, 1168–1173. [Google Scholar] [CrossRef]
- Alexander, M.; Mindess, S. Aggregates in Concrete; Taylor & Francis: New York, NY, USA, 2005. [Google Scholar]
- Swedish Standards Institute. SS-EN 12620 + A1:2008 Aggregates for Concrete; Swedish Standards Institute: Stockholm, Sweden, 2008. [Google Scholar]
- Larrard, F.d. Concrete Mixture Proportioning—A Scientific Approach, Master e-book ed.; Taylor & Francis: London, UK, 2011. [Google Scholar]
- Ghoddousi, P.; Javid, A.A.S.; Sobhani, J. Effects of particle packing density on the stability and rheology of self-consolidating concrete containing mineral admixtures. Constr. Build. Mater. 2014, 53, 102–109. [Google Scholar] [CrossRef]
- Ghasemi, Y. Aggregates in Concrete Mixed Design, in Department of Civil, Environmental and Natural Resources Engineering; Luleå University of Technology: Luleå, Sweden, 2017. [Google Scholar]
- Li, L.; Lin, C.; Chen, G.; Kwan, A.; Jiang, T. Effects of packing on compressive behaviour of recycled aggregate concrete. Constr. Build. Mater. 2017, 157, 1757–1777. [Google Scholar] [CrossRef]
- Etxeberria, M.; Vázquez, E.; Marí, A.; Barra, M. Influence of amount of recycled coarse aggregates and production process on properties of recycled aggregate concrete. Cem. Concr. Res. 2007, 37, 735–742. [Google Scholar] [CrossRef]
- Gutiérrez, A.; de Juan, M. Influence of Attached Mortar Content on the Properties of Recycled Concrete Aggregate. In International RILEM Conference on the Use of Recycled Materials in Buildings and Structures; RILEM Publications SARL: Barcelona, Spain, 2004. [Google Scholar]
- Swedish Standards Institute. SS-EN 932-1:2012 Tests for General Properties of Aggregates—Part 1: Methods for Sampling; Swedish Standards Institute: Stockholm, Sweden, 2012. [Google Scholar]
- Stenlid, L. Method to determine the flakiness index of fine aggregate. In SBUF 12270; Teknik, S.S.A., Ed.; Swedish Construction Industry Development Fund: Stockholm, Sweden, 2011. [Google Scholar]
- Oleksik, K.; Ostrowski, K.; Mrocheń, D. Determination of flakiness index (FI) and shape index (SI) using open source digital image analysis software. IOP Conf. Ser. Mater. Sci. Eng. 2018, 427, 012010. [Google Scholar] [CrossRef]
- Gram, H.-E.; Lagerblad, B.; Westerholm, M. Betong Med Krossat Bergmaterial Som Ballast: Kvalitetskriterier och Proportionering; RISE CBI Betonginstitutet: Stockholm, Sweden, 2017. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sieve Mesh Size (mm) | Reference Concrete Fractions (mm) | CCA Concrete Fractions (mm) | |||
| 8/11.2 | 0/8 | 8/11.2 | 0.5/4 | 0/4 | |
| 4 | 0.063 | 4 | 0.8 | 0.063 | |
| Properties | Test Standards | Aggregate Fractions Tested | Samples |
|---|---|---|---|
| Test sampling | SS EN 932-1 [32] | Coarse, fine | - |
| Flakiness index | SS-EN 933-3:2012 SBUF 122270 [33] | Coarse Fine | 2 |
| Shape index | SS-EN 933-4:2008 | Coarse | 5 |
| Particle grading | SS-EN 933-1:2012 | Coarse, fine | 2 |
| Fineness modulus | SS-EN 12620 + A1:2008 | Coarse, fine | - |
| Unit weight | ASTM C29/29M—17a, Method C—shovelling procedure | Coarse, fine | 3 |
| Void content | 3 | ||
| Apparent density | SS-EN 1097-6:2013 | Coarse, fine | 1 |
| Water absorption | Modified pycnometer method [17] | Combined fraction | 3 |
| Packing density | Derived from unit-weight | Combined fraction | 1 |
| Reference Concrete | CCA50 Concrete | CCA100 Concrete | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MP0 | MP10 | MP15 | MP0 | MP10 | MP15 | MP0 | MP10 | MP15 | ||
| Cement | (kg/m3) | 490 | ||||||||
| Super plasticizer | 3.7 | |||||||||
| Pre-soaking water in CCA | 24.08 | 24.09 | 44.86 | 36.2 | ||||||
| Mixing water | 245 | |||||||||
| 8/11.2 NA | 729 | 729 | - | |||||||
| 0/8 NA | 845 | - | - | |||||||
| 8/11.2 CCA | - | - | 708.3 | |||||||
| 0.5/4 CCA | - | 519.4 | 157.4 | 550.9 | 157.4 | |||||
| 0/4 CCA | - | 314.8 | 676.8 | 314.8 | 708.3 | |||||
| Aggregate Fractions | Reference Concrete | CCA50 | CCA100 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Pre-Processing Alternatives | 0/8 | 8/11.2 | 0/4 CCA | 0.5/4 CCA | 8/11.2 | 0/4 CCA | 0.5/4 CCA | 8/11.2 CCA | |
| MP0 | Grading | 53% | 47% | 20% | 33% | 47% | 20% | 35% | 45% |
| Packing density (kg/m3) | 1672.7 | 1410.6 | 1299.4 | ||||||
| Fineness modulus | 4.48 | 4.83 | 4.56 | ||||||
| MP10 | Primary grading | 53% | 47% | 20% | 33% | 47% | 20% | 35% | 45% |
| Packing density (kg/m3) | 1640.7 | 1405.4 | 1306.9 | ||||||
| Fineness modulus | 4.6 | 4.87 | 4.80 | ||||||
| Modified grading | 43% | 10% | 47% | 43% | 10% | 47% | |||
| Packing density (kg/m3) | 1451.1 ↗ | 1354.1 ↗ | |||||||
| Fineness modulus | 4.69 | 4.59 | |||||||
| MP15 | Primary grading | 53% | 47% | 20% | 33% | 47% | 20% | 35% | 45% |
| Packing density (kg/m3) | 1630.8 | 1421.6 | 1344.3 | ||||||
| Fineness modulus | 4.55 | 4.84 | 4.78 | ||||||
| Modified grading | 43% | 10% | 47% | 43% | 10% | 47% | |||
| Packing density (kg/m3) | 1454.1 ↗ | 1377.6 ↗ | |||||||
| Fineness modulus | 4.57 | 4.48 | |||||||
| Combined Fractions | Water Absorption before Pre-Processing | Grading after Pre-Processing | Water Absorption after Pre-Processing | |
|---|---|---|---|---|
| MP0 | MP10 | MP15 | ||
| CCA 50 mean , standard deviation s for three samples | = 2.8% s = 0.2% | Primary grading | = 2.9% s = 0.5% | = 2.6% s = 0.3% |
| Modified grading | = 3.6% s = 0.43 | = 3.6% s = 0.4% | ||
| CCA 100 mean , standard deviation s for three samples | = 5.7% s = 0.4% | Primary grading | = 4.6% s = 0.6% | = 3.8% s = 0.3% |
| Modified grading | = 5.7% s = 0.4% | = 4.5% s = 0.2% | ||
| Properties | Pre-Processing Alternatives | Reference Concrete Aggregate | CCA | |||
|---|---|---|---|---|---|---|
| 0/8 | 8/11.2 | 0/4 CCA | 0.5/4 CCA | 8/11.2 CCA | ||
| Flakiness index (%) range of results for two samples | MP0 | 4.7 ± 0.5 | 18.3 ± 1.8 | 5.06 ± 0.04 | 3.4 ± 0.2 | 10.4 ± 0.6 |
| MP10 | 4.2 ± 0.4 | 15.4 ± 1 | 4.1 ± 0.8 | 3.4 ± 0.2 | 8.6 ± 0.5 | |
| MP15 | 3.8 ± 0.7 | 15.8 ± 0.5 | 4.7 ± 0.3 | 3.5 ± 0.8 | 6.2 ± 0.5 | |
| Shape index (%) range of results for two samples | MP0 | - | 13.2 ± 1.8 | - | - | 12.5 ± 1.4 |
| MP10 | - | 10.6 ± 1.2 | - | - | 8.4 ± 1.1 | |
| MP15 | - | 10.1 ± 0.7 | - | - | 6.2 ± 0.6 | |
| Unit weight (kg/m3) mean , standard deviation s for three samples | MP0 | = 1837 s = 7.6 | = 1486 s = 19.3 | = 1475 s = 6.6 | = 1263 s = 4.39 | = 1249 s = 4.84 |
| MP10 | = 1754 s = 12.2 | = 1512 s = 2.0 | = 1434 s = 35.1 | = 1312 s = 8.0 | = 1306 s = 9.7 | |
| MP15 | = 1747 s = 2.69 | = 1498 s = 29.3 | = 1464 s = 7.6 | = 1299 s = 7.8 | = 1336 s = 4.8 | |
| Void content (%) | MP0 | 32 | 44.4 | 45.6 | 53.6 | 52.7 |
| MP10 | 34.3 | 43.3 | 45.9 | 49.8 | 50.1 | |
| MP15 | 34.7 | 44.3 | 44.8 | 48.5 | 49.0 | |
| Apparent density (kg/m3) | MP0 | 2701 | 2720 | 2712 | 2720 | 2640 |
| MP10 | 2671 | 2665 | 2652 | 2615 | 2615 | |
| MP15 | 2676 | 2694 | 2614 | 2527 | 2621 | |
| Packing density (kg/m3) | MP0 | 1672 | CCA50/CCA100 | 1410/1299 | ||
| MP10 | 1640 | CCA50/CCA100 | 1451/1354 | |||
| MP15 | 1630 | CCA50/CCA100 | 1454/1377 | |||
| Hardened concrete density (kg/m3) | MP0 | 2402 | CCA50/CCA100 | 2297/2116 | ||
| MP10 | 2402 | CCA50/CCA100 | 2298/2226 | |||
| MP15 | 2413 | CCA50/CCA100 | 2300/2232 | |||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadagopan, M.; Malaga, K.; Nagy, A. Improving Recycled Aggregate Quality by Mechanical Pre-Processing. Materials 2020, 13, 4342. https://doi.org/10.3390/ma13194342
Sadagopan M, Malaga K, Nagy A. Improving Recycled Aggregate Quality by Mechanical Pre-Processing. Materials. 2020; 13(19):4342. https://doi.org/10.3390/ma13194342
Chicago/Turabian StyleSadagopan, Madumita, Katarina Malaga, and Agnes Nagy. 2020. "Improving Recycled Aggregate Quality by Mechanical Pre-Processing" Materials 13, no. 19: 4342. https://doi.org/10.3390/ma13194342