Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD


Abstract
:1. Introduction
2. Experimental Procedures
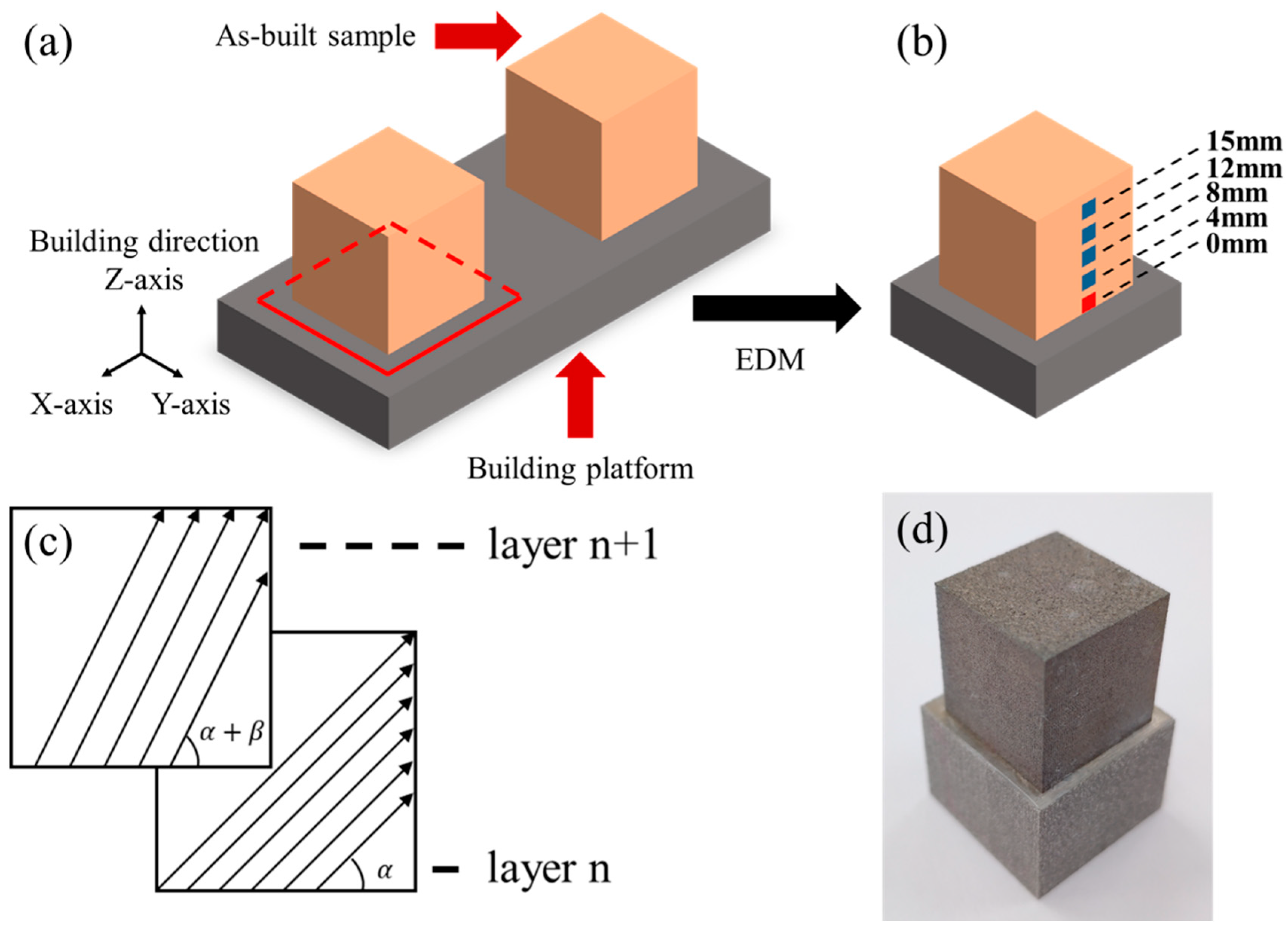
2.1. Sample Preparation
2.2. Surface Finishing Procedures
2.3. Surface Roughness Measurement
2.4. Residual Stress Measurement
2.5. Microstructure Characterization
3. Results
3.1. Surface Roughness
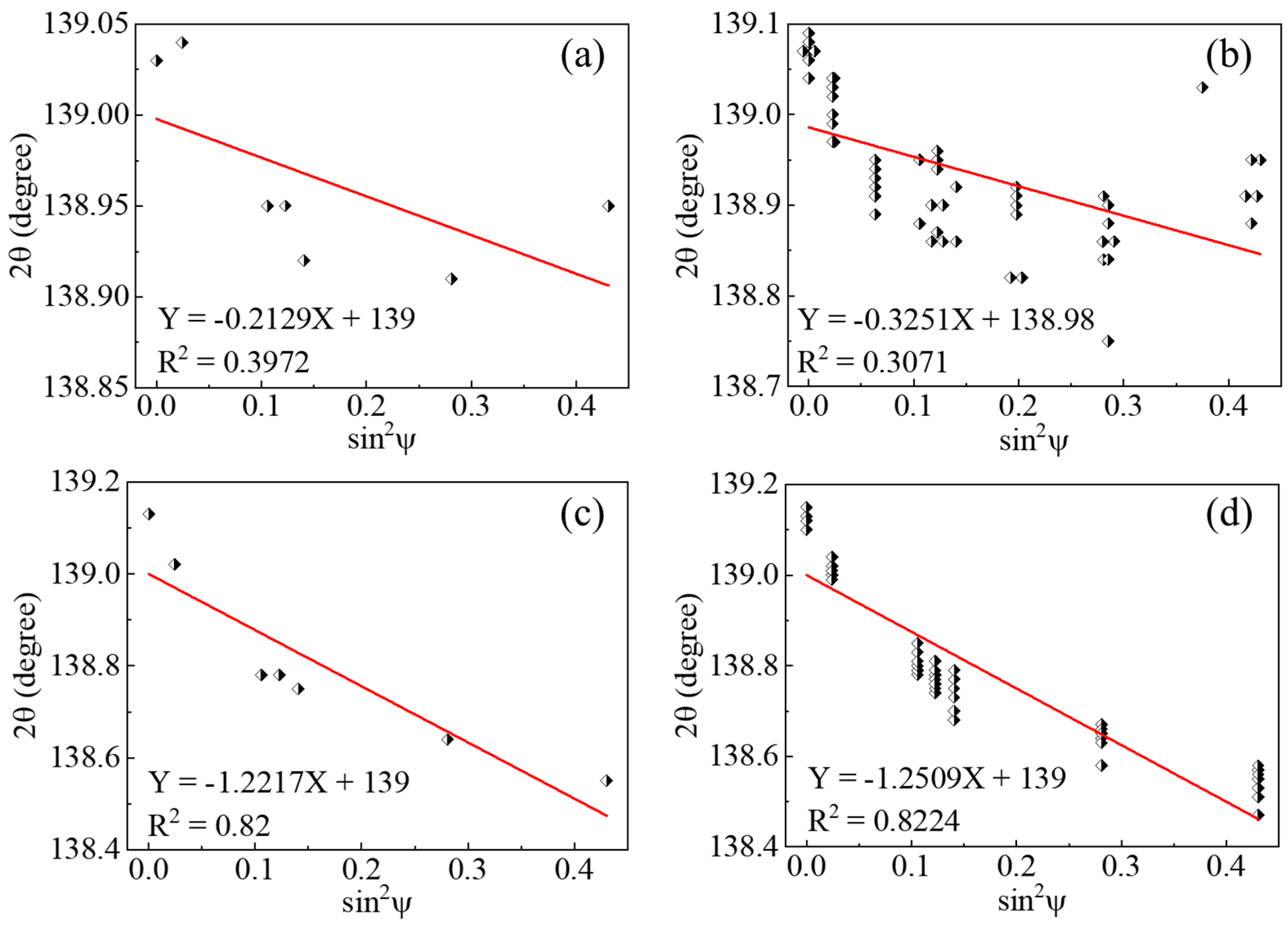
3.2. Residual Stresses
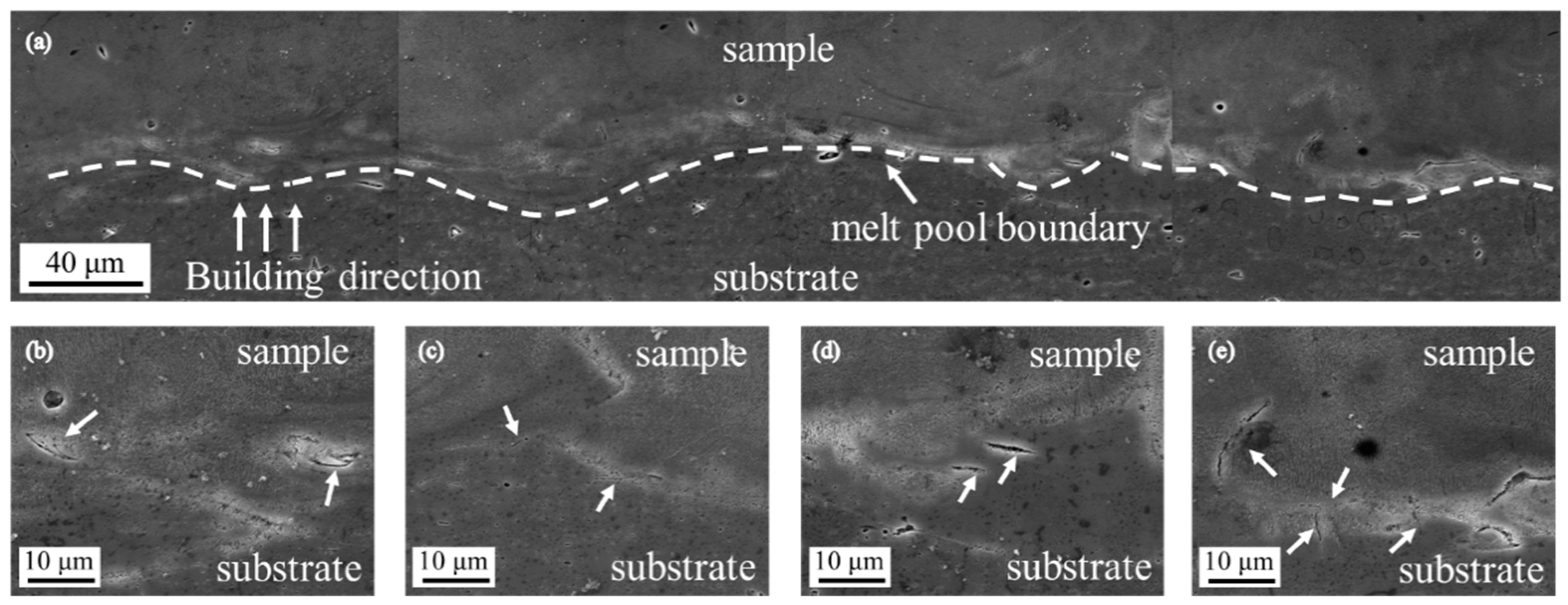
3.3. Microstructure
4. Discussion
4.1. Necessity of Surface Treatment before XRD Measurements
4.2. Effectiveness of the Proposed Residual Stress Measurement Procedure for SLM-Produced AlSi10Mg Samples
4.3. Residual Stress Distribution in SLM-Produced AlSi10Mg Samples
5. Conclusions
- The proposed procedure can improve the accuracy and repetitiveness of the residual stress measurements for SLM-produced AlSi10Mg samples by reducing the effect of surface roughness on XRD measurements. This strategy of residual stress determination is also applicable for SLM-produced samples using other materials, especially for those with high surface roughness.
- High surface roughness of the as-built SLM-produced samples can lead to lower residual stress measured by XRD because of stress relaxation on the spiked surface. Because of its comparable surface peak height to X-ray penetration depth in the material, as-built samples need to be finished prior to XRD measurements.
- Residual stresses generated during SLM processes is unevenly distributed on sample surfaces. Residual stresses along the building direction (σzz) is much larger than the component perpendicular to building direction (σxx) on the lateral surface.
- Residual stresses generated during SLM processes at the interface between sample and building platform were partially released by cracks occurred during fabrication processes. For other positions where residual stresses are not released by cracks, the maximum value approaches to the yield strength of the material at room temperature.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X.D. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Parry, L.; Ashcroft, I.A.; Wildman, R.D. Understanding the effect of laser scan strategy on residual stress in selective laser melting through thermo-mechanical simulation. Addit. Manuf. 2016, 12, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Gu, D.D.; Hagedorn, Y.C.; Meiners, W.; Meng, G.B.; Batista, R.J.S.; Wissenbach, K.; Poprawe, R. Densification behavior, microstructure evolution, and wear performance of selective laser melting processed commercially pure titanium. Acta Mater. 2012, 60, 3849–3860. [Google Scholar] [CrossRef]
- Mercelis, P.; Kruth, J.P. Residual stresses in selective laser sintering and selective laser melting. Rapid Prototyp. J. 2006, 12, 254–265. [Google Scholar] [CrossRef]
- Ahmad, B.; van der Veen, S.O.; Fitzpatrick, M.E.; Guo, H. Residual stress evaluation in selective-laser-melting additively manufactured titanium (Ti-6Al-4V) and inconel 718 using the contour method and numerical simulation. Addit. Manuf. 2018, 22, 571–582. [Google Scholar] [CrossRef]
- Flaman, M.T.; Manning, B.H. Determination of residual-stress variation with depth by the hole-drilling method. Exp. Mech. 1985, 25, 205–207. [Google Scholar] [CrossRef]
- Pagliaro, P.; Prime, M.B.; Swenson, H.; Zuccarello, B. Measuring Multiple Residual-Stress Components Using the Contour Method and Multiple Cuts. Exp. Mech. 2010, 50, 187–194. [Google Scholar] [CrossRef]
- Prime, M.B. Cross-sectional mapping of residual stresses by measuring the surface contour after a cut. J. Eng. Mater. Technol. 2001, 123, 162–168. [Google Scholar] [CrossRef] [Green Version]
- Prevey, P.S. X-ray Diffraction Residual Stress Techniques. In Materials Characterization; Whan, R.E., Ed.; ASM International: Cleveland, OH, USA, 1986; Volume 10. [Google Scholar]
- Van Acker, K.; Root, J.; Van Houtte, P.; Aernoudt, E. Neutron diffraction measurement of the residual stress in the cementite and ferrite phases of cold-drawn steel wires. Acta Mater. 1996, 44, 4039–4049. [Google Scholar] [CrossRef]
- Allen, A.J.; Hutchings, M.T.; Windsor, C.G.; Andreani, C. Neutron diffraction methods for the study of residual stress fields. Adv. Phys. 1985, 34, 445–473. [Google Scholar] [CrossRef]
- Anderson, L.S.; Venter, A.M.; Vrancken, B.; Marais, D.; van Humbeeck, J.; Becker, T.H. Investigating the Residual Stress Distribution in Selective Laser Melting Produced Ti-6Al-4V using Neutron Diffraction. Mater. Res. Proc. 2018, 4, 73–78. [Google Scholar]
- Strantza, M.; Ganeriwala, R.K.; Clausen, B.; Phan, T.Q.; Levine, L.E.; Pagan, D.; King, W.E.; Hodge, N.E.; Brown, D.W. Coupled experimental and computational study of residual stresses in additively manufactured Ti-6Al-4V components. Mater. Lett. 2018, 231, 221–224. [Google Scholar] [CrossRef]
- Sochalski-Kolbus, L.M.; Payzant, E.A.; Cornwell, P.A.; Watkins, T.R.; Babu, S.S.; Dehoff, R.R.; Lorenz, M.; Ovchinnikova, O.; Duty, C. Comparison of Residual Stresses in Inconel 718 Simple Parts Made by Electron Beam Melting and Direct Laser Metal Sintering. Metall. Mater. Trans. A 2015, 46, 1419–1432. [Google Scholar] [CrossRef]
- Wu, A.S.; Brown, D.W.; Kumar, M.; Gallegos, G.F.; King, W.E. An Experimental Investigation into Additive Manufacturing-Induced Residual Stresses in 316L Stainless Steel. Metall. Mater. Trans. A 2014, 45, 6260–6270. [Google Scholar] [CrossRef]
- Saarimaki, J.; Lundberg, M.; Moverare, J.J.; Brodin, H. 3D Residual Stresses in Selective Laser Melted Hastelloy X. Mater. Res. Proc. 2017, 2, 73–78. [Google Scholar]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Simson, T.; Emmel, A.; Dwars, A.; Bohm, J. Residual stress measurements on AISI 316L samples manufactured by selective laser melting. Addit. Manuf. 2017, 17, 183–189. [Google Scholar] [CrossRef]
- Lenders, S.; Thone, M.; Riemer, A.; Niendorf, T.; Troster, T.; Richard, H.A.; Maier, H.J. On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: Fatigue resistance and crack growth performance. Int. J. Fatigue 2013, 48, 300–307. [Google Scholar] [CrossRef]
- Damon, J.; Dietrich, S.; Vollert, F.; Gibmeier, J.; Schulze, V. Process dependent porosity and the influence of shot peening on porosity morphology regarding selective laser melted AlSi10Mg parts. Addit. Manuf. 2018, 20, 77–89. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Yadroitsava, I. Evaluation of residual stress in stainless steel 316L and Ti6Al4V samples produced by selective laser melting This paper investigates the residual stress distribution in SLM-made parts and suggests thermal gradient control strategies. Virtual Phys. Prototy. 2015, 10, 67–76. [Google Scholar] [CrossRef]
- Knowles, C.R.; Becker, T.H.; Tait, R.B. Residual Stress Measurements and Structural Integrity Implications for Selective Laser Melted Ti-6al-4v. S. Afr. J. Ind. Eng. 2012, 23, 119–129. [Google Scholar] [CrossRef] [Green Version]
- Uzan, N.E.; Shneck, R.; Yeheskel, O.; Frage, N. High-temperature mechanical properties of AlSi10Mg specimens fabricated by additive manufacturing using selective laser melting technologies (AM-SLM). Addit. Manuf. 2018, 24, 257–263. [Google Scholar] [CrossRef]
- Read, N.; Wang, W.; Essa, K.; Attallah, M.M. Selective laser melting of AlSi10Mg alloy: Process optimisation and mechanical properties development. Mater. Des. 2015, 65, 417–424. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.H.; Liu, S.L.; Li, S.F.; Shi, Y.; Yang, Y.F.; Misra, R.D.K. Role of melt pool boundary condition in determining the mechanical properties of selective laser melting AlSi10Mg alloy. Mater. Sci. Eng. 2019, 740, 148–156. [Google Scholar] [CrossRef]
- Martin, J.H.; Yahata, B.D.; Hundley, J.M.; Mayer, J.A.; Schaedler, T.A.; Pollock, T.M. 3D printing of high-strength aluminium alloys. Nature 2017, 549, 365. [Google Scholar] [CrossRef]
- Beevers, E.; Brandão, A.D.; Gumpinger, J.; Gschweitl, M.; Seyfert, C.; Hofbauer, P.; Rohr, T.; Ghidini, T. Fatigue properties and material characteristics of additively manufactured AlSi10Mg—Effect of the contour parameter on the microstructure, density, residual stress, roughness and mechanical properties. Int. J. Fatigue 2018, 117, 148–162. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Elbestawi, M.; Dosbaeva, G.K.; Veldhuis, S.C. Thermal post-processing of AlSi10Mg parts produced by Selective Laser Melting using recycled powder. Addit. Manuf. 2018, 21, 234–247. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Veldhuis, S.C.; Elbestawi, M. Friction stir processing of AlSi10Mg parts produced by selective laser melting. J. Mater. Process. Technol. 2019, 263, 308–320. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, X.; Zhu, Y.; Ding, Z.; Zhu, X.; Sun, J.; Yan, B. Investigation of Performance and Residual Stress Generation of AlSi10Mg Processed by Selective Laser Melting. Adv. Mater. Sci. Eng. 2018, 2018, 7814039. [Google Scholar] [CrossRef] [Green Version]
- Zhuo, L.; Wang, Z.; Zhang, H.; Yin, E.; Wang, Y.; Xu, T.; Li, C. Effect of post-process heat treatment on microstructure and properties of selective laser melted AlSi10Mg alloy. Mater. Lett. 2019, 234, 196–200. [Google Scholar] [CrossRef]
- Prevéy, P.S. X-ray Diffraction Residual Stress Techniques. Lambda Research, Inc.. Available online: https://www.lambdatechs.com/wp-content/uploads/200.pdf (accessed on 28 November 2019).
- Tsai, S.-D.; Mahulikar, D.; Marcus, H.L.; Noyan, I.C.; Cohen, J.B. Residual stress measurements on Al-graphite composites using X-ray diffraction. Mater. Sci. Eng. 1981, 47, 145–149. [Google Scholar] [CrossRef]
- Matejícek, J.; Sampath, S.; Dubsky, J. X-ray residual stress measurement in metallic and ceramic plasma sprayed coatings. J. Therm. Spray Technol. 1998, 7, 489–496. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Preheating Temperature (°C) | Post Processing | Measured Values (MPa) | Measurement Method | Measuring Surface | Reference |
|---|---|---|---|---|---|
| / | / | −75 | XRD XRD | top lateral | [21] [28] |
| / | vibratory polishing | −130 to −90 | |||
| 80 | / | 40 | XRD | top | [31] |
| 120 | / | 25 | |||
| 160 | / | 10 | |||
| 150 | / | 50 ± 30 | XRD | lateral | [18] |
| T6 | −10 ± 10 | ||||
| 200 | / | 7.7 ± 5 to −6.4 ± 5 | XRD | top | [29] |
| 200 °C/1 h | 30.7 to 64.9 | lateral | |||
| 300 °C /2 h | 0 to 20 | ||||
| T6 | 26.8 to 78.9 |
| Scan Strategy | Starting Angle (α/°) | Rotation Angle between Subsequent Layers (β/°) |
|---|---|---|
| 90 + 0 | 90 | 0 |
| 90 + 5 | 90 | 5 |
| 90 + 10 | 90 | 10 |
| 90 + 67 | 90 | 67 |
| 315 + 90 | 315 | 90 |
| Sa (μm) | Sp (μm) | Sv (μm) | Sq (μm) | Ssk | Sku | |
|---|---|---|---|---|---|---|
| AB | 21.0 ± 2.5 | 195.1 ± 33.2 | 147.9 ± 19.8 | 33.1 ± 4.4 | 0.871 ± 1.6 | 12.62 ± 3.3 |
| MP | 2.2 ± 0.1 | 8.1 ± 0.4 | 16.4 ± 2.4 | 2.7 ± 0.1 | −0.8 ± 0.01 | 3.1 ± 0.01 |
| CE | 6.0 ± 0.2 | 57.3 ± 5.1 | 56.5 ± 4.2 | 7.8 ± 0.2 | −0.05 ± 0.01 | 4.3 ± 0.1 |
| As-Built | Chemical Etched | |||||
|---|---|---|---|---|---|---|
| Slope | R2 | RS (MPa) | Slope | R2 | RS (MPa) | |
| Average | −0.482 | 0.561 | 73.1 | −1.251 | 0.837 | 185.2 |
| Standard deviation | 0.235 | 0.150 | 7.9 | 0.108 | 0.033 | 8.1 |
| CV (%) | 48.79 | 26.75 | 10.90 | 8.65 | 3.89 | 4.39 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Sun, H.; Li, Z.; Wu, Y.; Xiao, Y.; Chen, Z.; Zhong, S.; Wang, H. Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD. Materials 2020, 13, 451. https://doi.org/10.3390/ma13020451
Chen Y, Sun H, Li Z, Wu Y, Xiao Y, Chen Z, Zhong S, Wang H. Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD. Materials. 2020; 13(2):451. https://doi.org/10.3390/ma13020451
Chicago/Turabian StyleChen, Yujiong, Hua Sun, Zechen Li, Yi Wu, Yakai Xiao, Zhe Chen, Shengyi Zhong, and Haowei Wang. 2020. "Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD" Materials 13, no. 2: 451. https://doi.org/10.3390/ma13020451
APA StyleChen, Y., Sun, H., Li, Z., Wu, Y., Xiao, Y., Chen, Z., Zhong, S., & Wang, H. (2020). Strategy of Residual Stress Determination on Selective Laser Melted Al Alloy Using XRD. Materials, 13(2), 451. https://doi.org/10.3390/ma13020451