Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK



Abstract
1. Introduction
2. Literature Survey
3. Results
4. Discussion
4.1. Review of Literature and Printing Parameter Settings
4.1.1. Viscosity and Specific Thermal Properties of PEEK
4.1.2. Temperature
4.1.3. Layer Thickness and Printing Speed
4.1.4. Nozzle Diameter and Nozzle Material
4.1.5. Starting Point and Software
5. Own Experiments
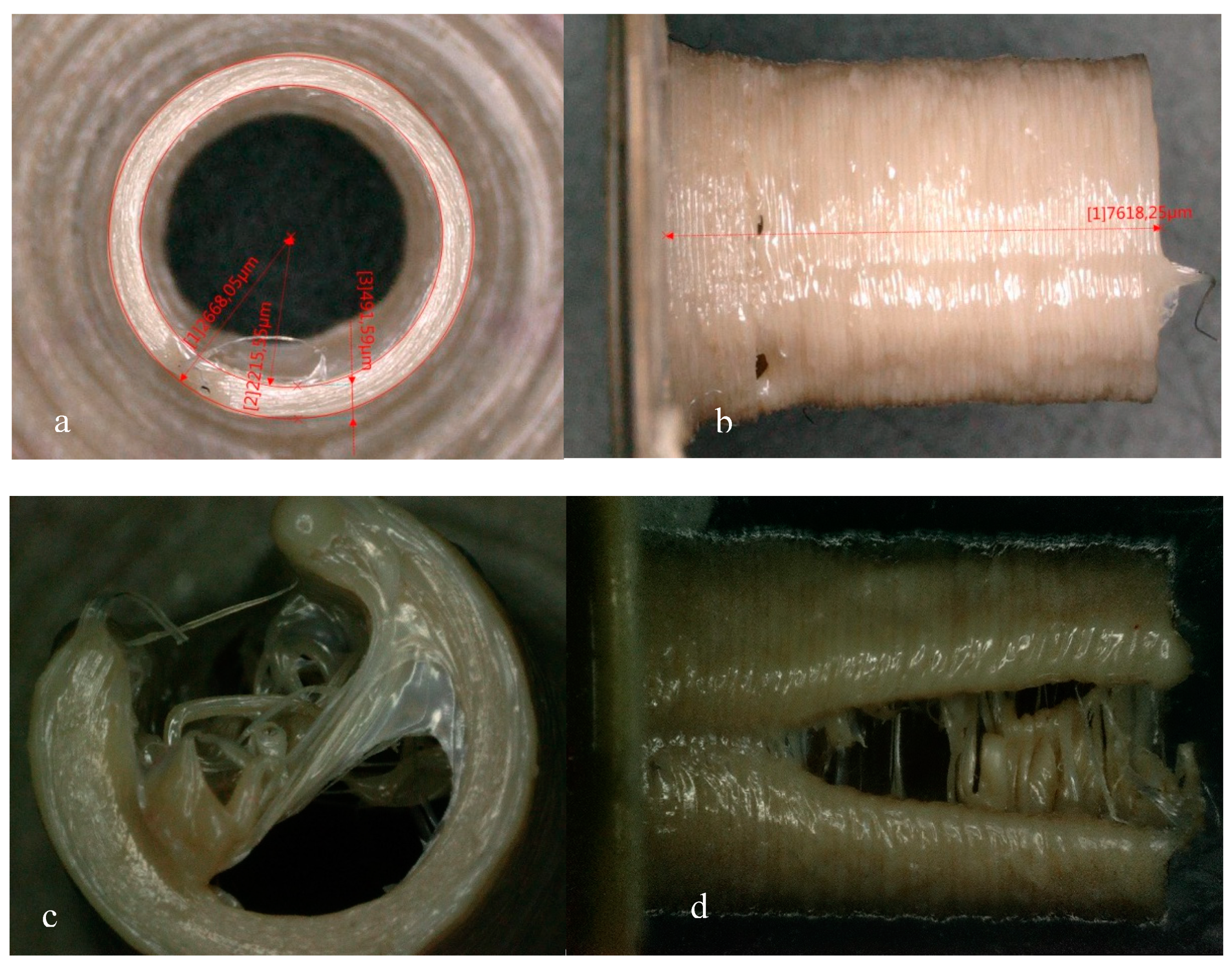
5.1. Implant Printed with an Apium HPP155 Printer
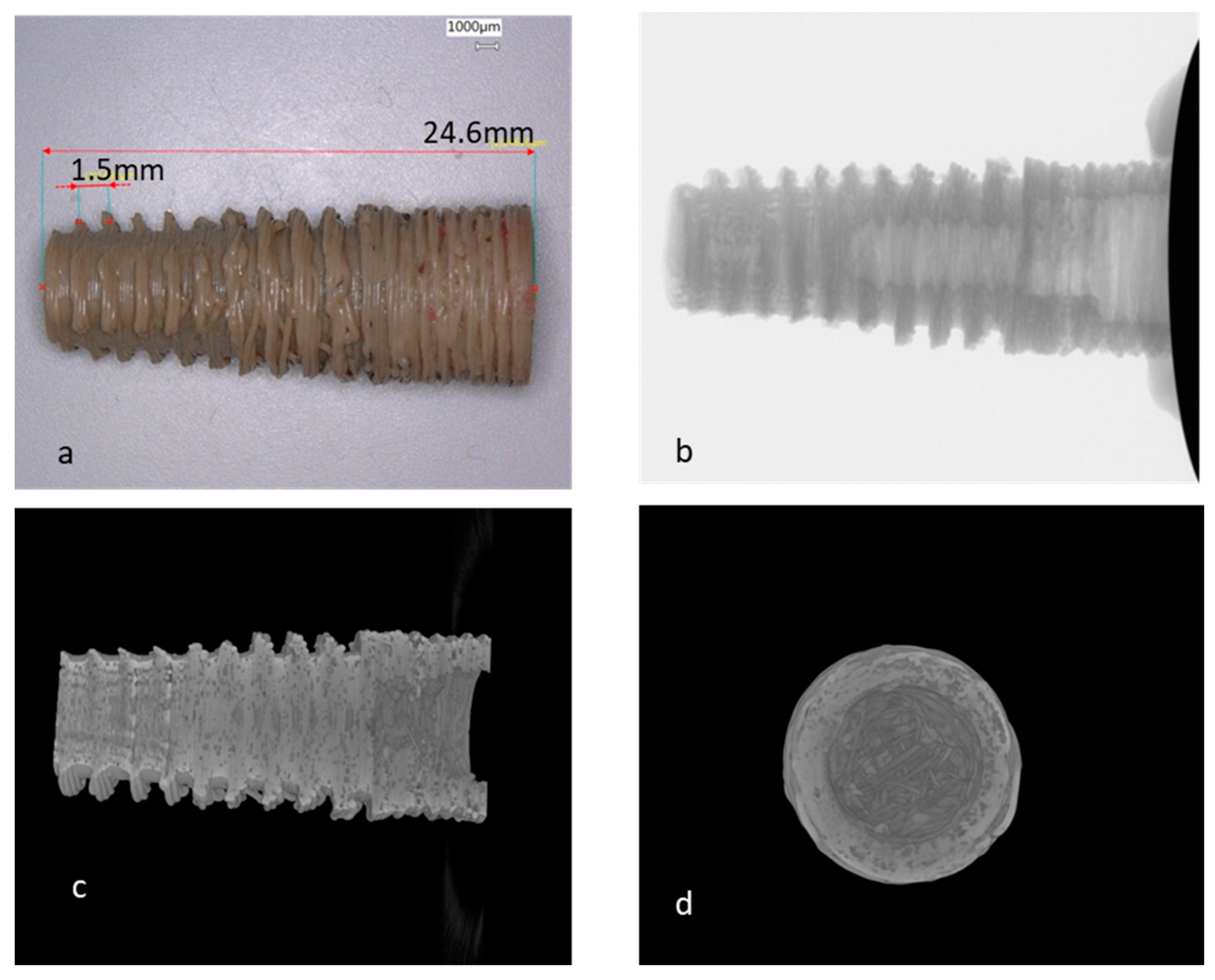
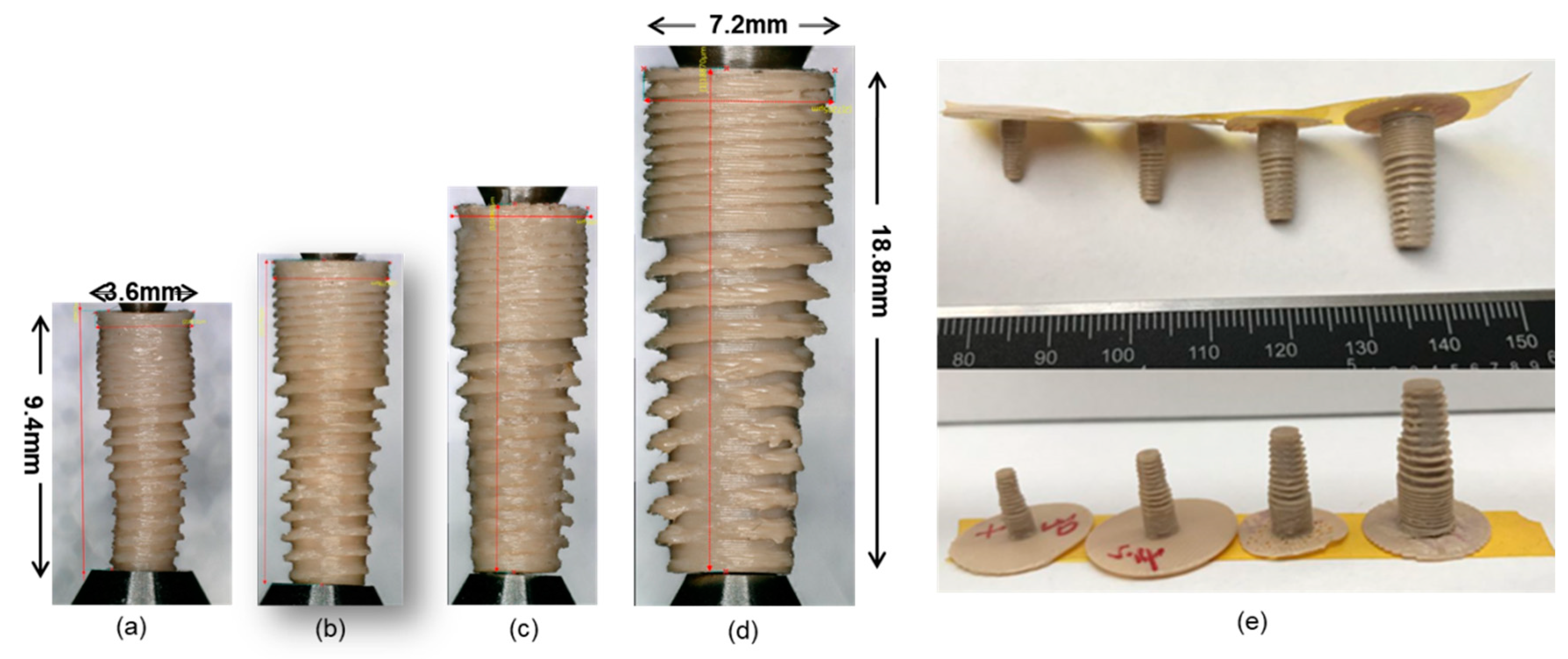
5.2. Implants Printed with Orion Printer
6. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Kurtz, S.M. An Overview of PEEK Biomaterials; Elsevier Inc.: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Mark, H.F. Encyclopedia of Polymer Science and Technology; John Wiley & Sons: Hoboken, NJ, USA, 2001. [Google Scholar]
- Kurtz, S.M.; Devine, J.N. PEEK biomaterials in trauma, orthopedic, and spinal implants. Biomaterials 2007, 28, 4845–4869. [Google Scholar] [CrossRef] [PubMed]
- Lu, S.X.; Cebe, P.; Capel, M. Thermal stability and thermal expansion studies of PEEK and related polyimides. Polymer 1996, 37, 2999–3009. [Google Scholar] [CrossRef]
- Green, S.; Schlegel, J. A polyaryletherketone biomaterial for use in medical implant applications. In Proceedings of the Polymers for the Medical Industry, Brussels, Belgium, 14–15 May 2001. [Google Scholar]
- Liao, K. Performance characterization and modeling of a composite hip prosthesis. Exp. Tech. 1994, 18, 33–38. [Google Scholar] [CrossRef]
- Maharaj, G.R.; Jamison, R.D. Intraoperative Impact: Characterization and Laboratory Simulation on Composite Hip Prostheses; Jamison, R.D., Gilbertson, L.N., Eds.; ASTM International: West Conshohocken, PA, USA, 1993. [Google Scholar]
- Kelsey, D.J.; Springer, G.S.; Goodman, S.B. Composite Implant for Bone Replacement. J. Compos. Mater. 1997, 31, 1593–1632. [Google Scholar] [CrossRef]
- Kurtz, S.M. Synthesis and Processing of PEEK for Surgical Implants; Elsevier Inc.: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Schmidt, M.; Pohle, D.; Rechtenwald, T. Selective Laser Sintering of PEEK. CIRP Ann. 2007, 56, 205–208. [Google Scholar] [CrossRef]
- Lee, C.-U. Room Temperature Extrusion 3D Printing of Polyether Ether Ketone Using a Stimuli-Responsive Binder. Bull. Am. 2019, 28, 430–438. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Dawood, A.; Marti, B.M.; Sauret-Jackson, V.; Darwood, A. 3D printing in dentistry. Br. Dent. J. 2015, 219, 521–529. [Google Scholar] [CrossRef]
- Wu, W.Z.; Geng, P.; Zhao, J.; Zhang, Y.; Rosen, D.W.; Zhang, H.B. Manufacture and thermal deformation analysis of semicrystalline polymer polyether ether ketone by 3D printing. Mater. Res. Innov. 2014, 18, S5-12–S5-16. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of layer thickness and raster angle on the mechanical properties of 3D-printed PEEK and a comparative mechanical study between PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Vaezi, M.; Yang, S. Extrusion-based additive manufacturing of PEEK for biomedical applications. Virtual Phys. Prototyp. 2015, 10, 123–135. [Google Scholar] [CrossRef]
- Rahman, K.M.; Letcher, T.; Reese, R. Mechanical Properties of Additively Manufactured PEEK Components Using Fused Filament Fabrication; V02AT02A009; American Society of Mechanical Engineers: New York, NY, USA, 2016. [Google Scholar]
- Berretta, S.; Davies, R.; Shyng, Y.T.; Wang, Y.; Ghita, O. Fused Deposition Modelling of high temperature polymers: Exploring CNT PEEK composites. Polym. Test. 2017, 63, 251–262. [Google Scholar] [CrossRef]
- Deng, X.; Zeng, Z.; Peng, B.; Yan, S.; Ke, W. Mechanical properties optimization of poly-ether-ether-ketone via fused deposition modeling. Materials 2018, 11, 216. [Google Scholar] [CrossRef] [PubMed]
- Cicala, G.; Latteri, A.; Recca, G.; Lo Russo, A.; Farè, S.; Del Curto, B. Engineering Thermoplastics for Additive Manufacturing: A Critical Perspective with Experimental Evidence to Support Functional Applications. J. Appl. Biomater. Funct. Mater. 2018, 15, 10–18. [Google Scholar] [CrossRef]
- Geng, P.; Zhao, J.; Wu, W.; Ye, W.; Wang, Y.; Wang, S.; Zhang, S. Effects of extrusion speed and printing speed on the 3D printing stability of extruded PEEK filament. J. Manuf. Process. 2019, 37, 266–273. [Google Scholar] [CrossRef]
- Han, X.; Yang, D.; Yang, C.; Spintzyk, S.; Scheideler, L.; Li, P.; Li, D.; Geis-Gerstorfer, J.; Rupp, F. Carbon Fiber Reinforced PEEK Composites Based on 3D-Printing Technology for Orthopedic and Dental Applications. J. Clin. Med. 2019, 8, 240. [Google Scholar] [CrossRef]
- Hu, B.; Duan, X.; Xing, Z.; Xu, Z.; Du, C.; Zhou, H.; Chen, R.; Shan, B. Improved design of fused deposition modeling equipment for 3D printing of high-performance PEEK parts. Mech. Mater. 2019, 137, 103139. [Google Scholar] [CrossRef]
- Basgul, C.; Yu, T.; MacDonald, D.W.; Siskey, R.; Marcolongo, M.; Kurtz, S.M. Does annealing improve the interlayer adhesion and structural integrity of FFF 3D printed PEEK lumbar spinal cages? J. Mech. Behav. Biomed. Mater. 2020, 102, 103455. [Google Scholar] [CrossRef]
- Li, Q.; Zhao, W.; Li, Y.; Yang, W.; Wang, G. Flexural properties and fracture behavior of CF/PEEK in orthogonal building orientation by FDM: Microstructure and mechanism. Polymers 2019, 11, 656. [Google Scholar] [CrossRef]
- Agarwala, M.K.; Jamalabad, V.R.; Langrana, N.A.; Safari, A.; Whalen, P.J.; Danforth, S.C.; Agarwala, M.K.; Jamalabad, V.R.; Langrana, N.A.; Safari, A.; et al. Structural quality of parts processed by fused deposition. Rapid Prototyp. J. 1996, 2, 4–19. [Google Scholar] [CrossRef]
- Mark, J.E. Physical Properties of Polymers Handbook; Springer: New York, NY, USA, 2007. [Google Scholar]
- Wang, P.; Zou, B.; Xiao, H.; Ding, S.; Huang, C. Effects of printing parameters of fused deposition modeling on mechanical properties, surface quality, and microstructure of PEEK. J. Mater. Process. Technol. 2019, 271, 62–74. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Cook, S.D.; Klawitter, J.J.; Weinstein, A.M. The influence of implant elastic modulus on the stress distribution around LTI carbon and aluminum oxide dental implants. J. Biomed. Mater. Res. 1981, 15, 879–887. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Author | Year of Publication | Materials | Printing System | Parameters | Details | Characterization Techniques |
|---|---|---|---|---|---|---|
| Wu et al. [15] | 2014 | Unfilled PEEK | Custom-made PEEK 3D printing system | Desiccation | 130 °C for 8 h | SEM; 3D scanner |
| Nozzle temperature | 340 °C–360 °C | |||||
| Chamber temperature | 90 °C–130 °C | |||||
| Wu et al. [16] | 2015 | Unfilled PEEK and ABS plusTM-P430 | Custom-made PEEK 3D printing system | Layer thickness | 0.2, 0.3, 0.4 mm | Tensile, bending, and compressive test |
| Raster angle | 0°, 30°, 45° | |||||
| Vaezi et al. [17] | 2015 | PEEK OPTIMA LT3 power (Invibo) and Victrex® PEEK 450 G filament | Syringe-based and filament-based extrusion system | Desiccation | 150 °C for 3 h | Tensile test, three-point flexural test and compressive test |
| Nozzle material | Brass and stainless steel | |||||
| Nozzle temperature | 350–450 °C | |||||
| Plate temperature | 100 °C | |||||
| Ambient temperature | 80 °C | |||||
| Layer thickness | 0.2 mm | |||||
| Rahman et al. [18] | 2016 | A proprietary PEEK formulation from Arevo Labs | Arevo Labs 3D printer | Nozzle temperature | 340 °C | Tensile, compression, flexural, and impact testing |
| Platform temperature | 230 °C | |||||
| Nozzle diameter | Approx. 0.2 mm | |||||
| Printing speed | 50 mm/s | |||||
| Infill ratio | 100% | |||||
| Layer height | 0.25 mm | |||||
| Raster orientation | 0°, 90° | |||||
| Yang et al. [13] | 2017 | PEEK filament reprocessed from the PEEK pellets (450 G, VICTREX Corp. in UK) | Temperature-control 3D printing system | Nozzle temperature | 360, 380, 400, 420, 440, 460, 480 | Tensile test, DSC |
| Ambient temperature | 25, 50, 100, 150, 200 | |||||
| Heat treatment methods | Air cooling, furnace cooling, quenching, annealing, tempering | |||||
| Other parameters | Nozzle diameter = 0.4 mm; layer thickness = 0.2 mm; printing speed = 40 mm/s; raster angle—consistent with longest edge | |||||
| Berretta et al. [19] | 2017 | PEEK 450, 1% CNT PEEK 450 and 5% CNT PEEK 450 (filaments diameter = 2.7 ± 0.3 mm) | A MendleMax v2.0 (Maker’s Tool Works) | Desiccation | 150 °C for 5 h | Tensile test, short beam shear stress test, SEM, TEM, CT, DSC |
| Nozzle temperature | 350, 365, 380 °C | |||||
| Layer height | 0.2 mm | |||||
| Deng et al. [20] | 2018 | PEEK-1000 bar | Custom-built FDM equipment | Printing temperature | 350–370 °C | Tensile, impact, and three-point bending test |
| Layer thickness | 0.2, 0.25, 0.3 mm | |||||
| Printing speed | 20, 40, 60 mm/s | |||||
| Filling ratio | 20%, 40%, 60% | |||||
| Cicala et al. [21] | 2018 | Industrial-grade PEEK (Luvocomm, Hamburg, Germany) and PC | Roboze one 400+ (Roboze, Bari, Italy) Stratasys Fortus® 400 mc | Desiccation | 140 °C for 48 h (pellet) | Tensile test |
| Other parameters | Nozzle temperature = 420 °C; bed temperature = 110 °C; layer height = 0.1 mm; print speed = 20 mm/s; infill = 75% | |||||
| Geng et al. [22] | 2019 | PEEK 450 G VICTREX® | Self-made PEEK 3D printing system | Desiccation | 120 °C for 12 h | Surface morphology |
| Nozzle diameter | 0.4, 0.5, 0.6 mm | |||||
| Nozzle temperature | 360 °C | |||||
| Extrusion speed | 0.1 to 120 mm/min | |||||
| Han et al. [23] | 2019 | Pure PEEK and carbon-fiber-reinforced PEEK (CFR-PEEK) | 3D printer (Jugao-AM Tech. Corp, Xian, China) | Surface modification | Untreated, polished, sandblasted | ① Mechanical characterization—tensile, bending, and compressive tests; ② Biological tests—cytotoxicity and cell adhesion test; ③ SEM, surface topography, water contact angle |
| Furnace cooling down | 300 °C for 2 h in furnace then under room temperature | |||||
| Other parameters | Nozzle diameter = 0.4 mm; nozzle temperature = 420 °C; ambient temperature = 20 °C; layer thickness = 0.2 mm; printing speed = 40 mm/s; raster angle—consistent with the longest edge | |||||
| Hu et al. [24] | 2019 | PEEK filament (Sting3D Technology Co. Ltd.) | Modified printer from Speedy Maker Company | Raster angle | Tensile and bending samples—consistent with longest edge; warpage sample—45° | Warpage measurement, tensile test, and bending test |
| Other parameters | Nozzle temperature = 385 °C; nozzle diameter = 0.4 mm; layer thickness = 0.1 mm; printing speed = 25 mm/s; infill ratio = 100% | |||||
| Basgul et al. [25] | 2019 | PEEK OPTIMA™ LT1 (Invibio Biomaterial Solutions Ltd., Thornton Cleveleys, UK) | Indmatec HPP 155/Gen2: Apium Additive Technologies GmbH, Karhlsruhe, Germany | Printing speed | 1500, 2000 mm/min | Compression, compression-shear, and torsion tests |
| Annealing temperature | 200, 300 °C | |||||
| Other parameters | Nozzle diameter = 0.4 mm; nozzle temperature = 390–410 °C; bed temperature = 100 °C; layer thickness = 0.1 mm; infill pattern-rectangle; infill ratio = 100% | |||||
| Li et al. [26] | 2019 | PEEK (grade: ZYPEEK 550 G) | FUNMAT HT FDM 3D printer (INTAMSYS, Shanghai, China) | Parameters | Nozzle diameter = 0.4 mm | Flexural and bending test, DSC, and X-ray μ-CT |
| Nozzle temperature = 400 °C | ||||||
| Ambient temperature = 90 °C | ||||||
| Platform temperature = 160 °C | ||||||
| Nozzle moving speed = 15 mm/s | ||||||
| Layer thickness = 0.1 mm | ||||||
| Raster angle = +45°/−45° | ||||||
| Air gap = 0.18 mm |
| Author | Year | Most Significant Parameters | Tensile Test | Bending Test | Compression Test | |||
|---|---|---|---|---|---|---|---|---|
| Tensile Strength | Tensile Modulus | Bending Strength | Bending Modulus | Compressive Strength | Compression Modulus | |||
| (Mpa) | (Gpa) | (Mpa) | (Gpa) | (Mpa) | (Gpa) | |||
| Wu et al. [16] | 2015 | Layer thickness = 300 μm, raster angle = 0/90° | 56.60 | 56.10 | 60.90 | |||
| Vaezi et al. [17] | 2015 | 100% infill rate PEEK | 75.06 | |||||
| / | 132.37 | 2.43 | 102.38 | |||||
| Rahman et al. [18] | 2016 | Infill = 100%; layer height = 0.25 mm; extruder temperature = 340 °C; platform temperature = 230 °C; printing speed = 50 mm/s; raster angle = 0° | 73.00 | 2.6–2.8 | 111.70 | 1.8–1.9 | 80.90 | 2.00 |
| Yang et al. [13] | 2017 | Nozzle temperature = 420 °C | 59.00 | 3.10 | ||||
| Cooling method—annealing | 81.50 | 3.90 | ||||||
| Ambient temperature = 150 °C | 85.00 | 3.90 | ||||||
| Berretta et al. [19] | 2017 | PEEK 450 G (380 °C) | 90.00 | |||||
| 1% CNT PEEK 450 G (365 °C) | 90.00 | |||||||
| 5% CNT PEEK 450 G (350 °C) | 94.00 | |||||||
| Cicala et al. [21] | 2018 | / | 69.04 ± 7.01 | 3.53 ± 0.01 | ||||
| Deng et al. [20] | 2018 | Printing speed = 60 mm/s; layer thickness = 0.25 mm; printing temperature = 370 °C; filling rate = 60% | 40 ± 4.4 | 0.50 | ||||
| Han et al. [23] | 2019 | PEEK | 95.21 ± 1.86 | 3.79 ± 0.27 | 140.83 ± 1.97 | 3.56 ± 0.13 | 138.63 ± 2.69 | 2.79 ± 0.11 |
| CFR-PEEK | 101.41 ± 4.23 | 7.37 ± 1.22 | 159.25 ± 13.54 | 5.41 ± 0.51 | 137.11 ± 3.43 | 3.51 ± 2.12 | ||
| Li et al. [26] | 2019 | PEEK | 146 ± 3.3 | 3.44 ± 0.05 | ||||
| CF-PEEK | 146 ± 4.2 | 3.74 ± 0.09 | ||||||
| Hu et al. [24] | 2019 | PEEK | 74.70 | 1.15 | 120.20 | 1.15 | ||
| Reference | / | VICTREX® PEEK 450 G molded PEEK | 98.00 | 4.00 | 165.00 | 3.80 | 125.00 | 3.80 |
| Performance | Testing Method/Standard | Value | Reference | |
|---|---|---|---|---|
| Density | Crystalline | ASTM D792 | 1.32 g/cm−3 | [1] |
| Typical crystalline ratio | N/A | 35% | [13] | |
| Melting temperature (Tm) | DSC | 343 °C | [1] | |
| Glass transition temperature (Tg) | DSC | 143 °C | [1] | |
| Coefficient of thermal expansion (CTE) | <Tg | ASTM D696 | 5.5 × 10−5 K−1 | VICTREX® |
| >Tg | 14.0 × 10−5 K−1 | |||
| Heat deflection temperature (HDT) | ASTM D648 | 152 °C | VICTREX® |
| Parameters | Value |
|---|---|
| Filament diameter | 1.75 mm |
| Nozzle diameter | 0.4 mm |
| Nozzle temperature | 395 °C |
| Printing speed | 13 mm/s |
| Layer thickness | 0.1 mm |
| Slicer | Machine-installed slicer |
| Parameters | Value |
|---|---|
| Filament diameter | 1.75 mm |
| Nozzle diameter | 0.15 mm |
| Nozzle temperature | 405 °C |
| Chamber temperature | 250 °C |
| Plate temperature | 250 °C |
| Layer heater | 200 °C |
| Printing speed | 400 mm/min |
| Layer thickness | 0.05 mm |
| Slicer | Simplify 3D |
| Printing time | 49 m 12 s |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Müller, W.-D.; Rumjahn, A.; Schwitalla, A. Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK. Materials 2020, 13, 466. https://doi.org/10.3390/ma13020466
Wang Y, Müller W-D, Rumjahn A, Schwitalla A. Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK. Materials. 2020; 13(2):466. https://doi.org/10.3390/ma13020466
Chicago/Turabian StyleWang, Yiqiao, Wolf-Dieter Müller, Adam Rumjahn, and Andreas Schwitalla. 2020. "Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK" Materials 13, no. 2: 466. https://doi.org/10.3390/ma13020466
APA StyleWang, Y., Müller, W.-D., Rumjahn, A., & Schwitalla, A. (2020). Parameters Influencing the Outcome of Additive Manufacturing of Tiny Medical Devices Based on PEEK. Materials, 13(2), 466. https://doi.org/10.3390/ma13020466