Experimental Investigation on Machinability of Aluminum Alloy during Dry Micro Cutting Process Using Helical Micro End Mills with Micro Textures


Abstract
:1. Introduction
2. Materials and Methods
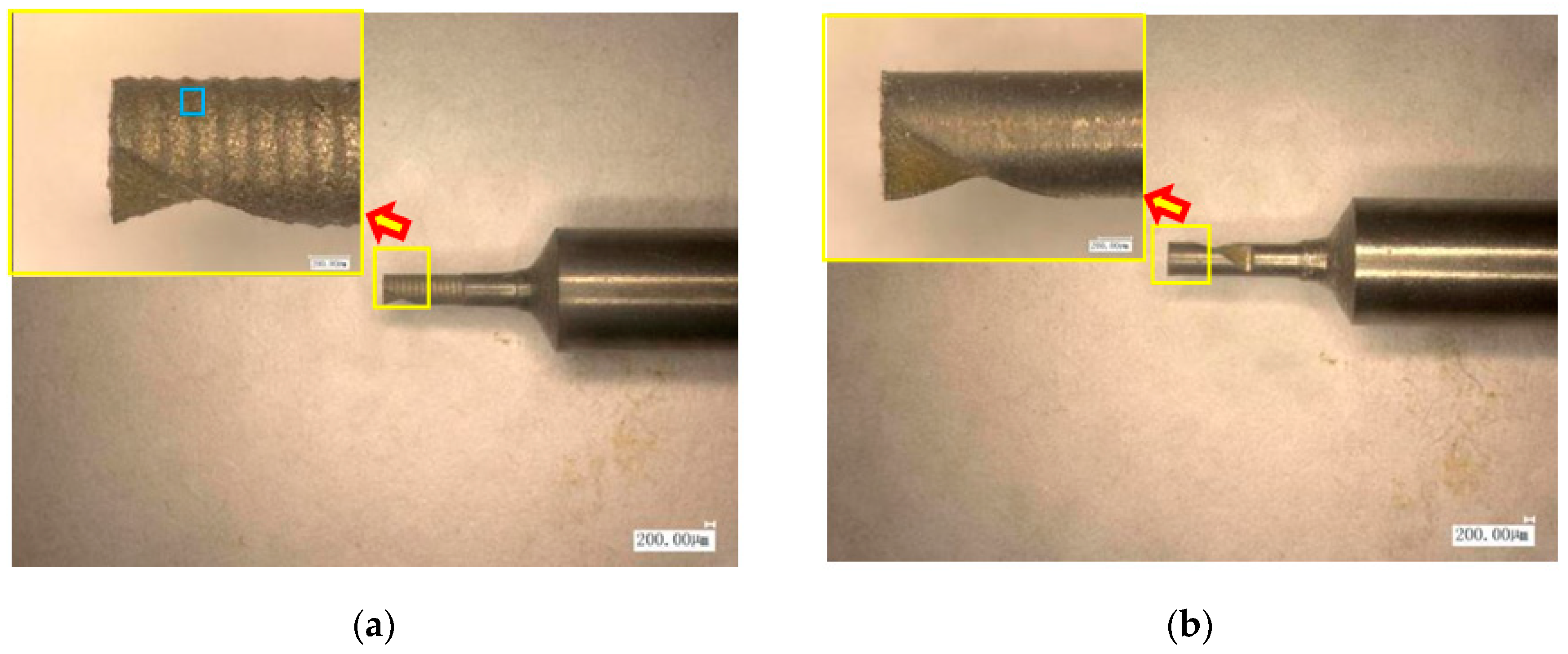
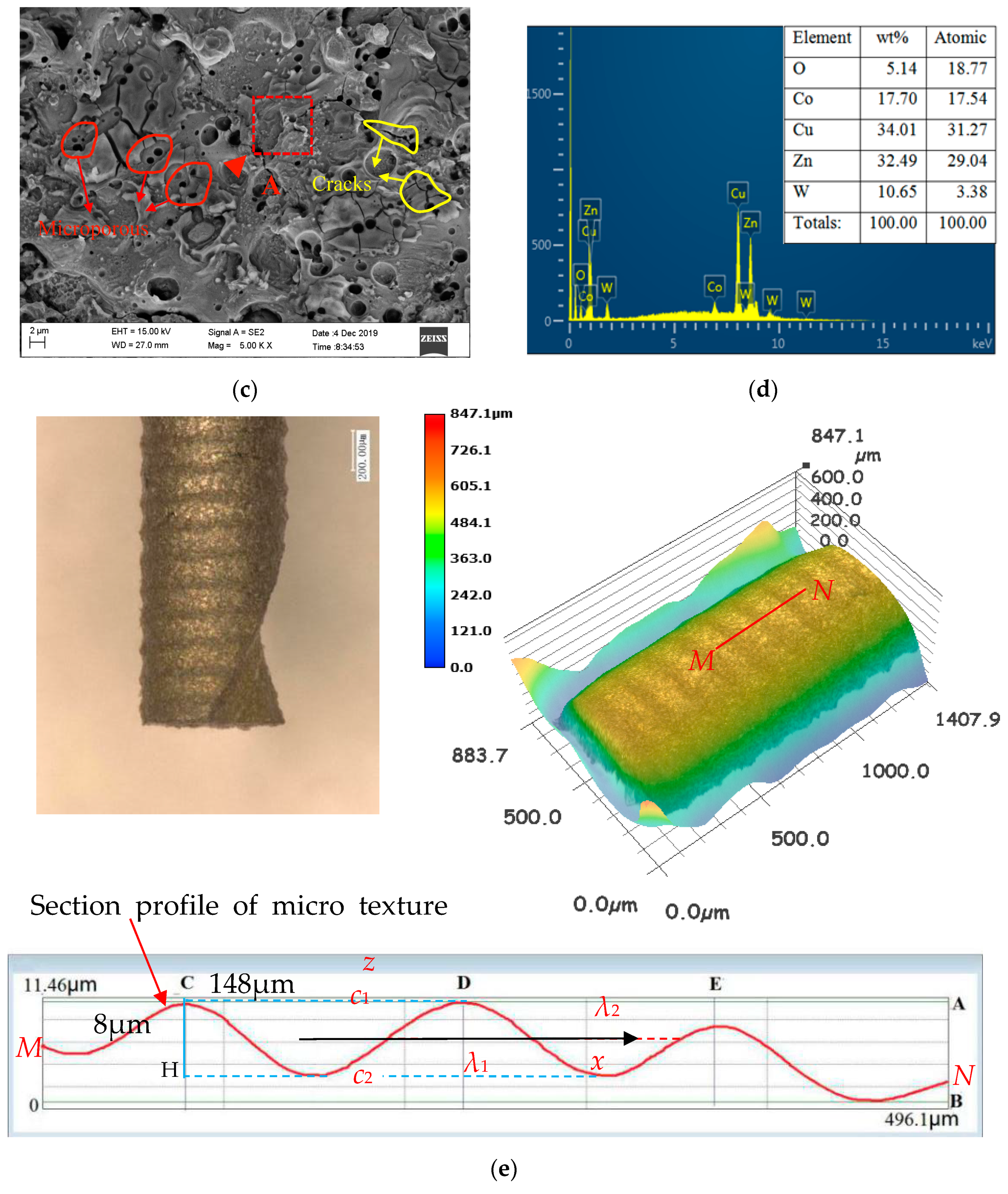
2.1. Preparation of MT-HMEM with EDM Method
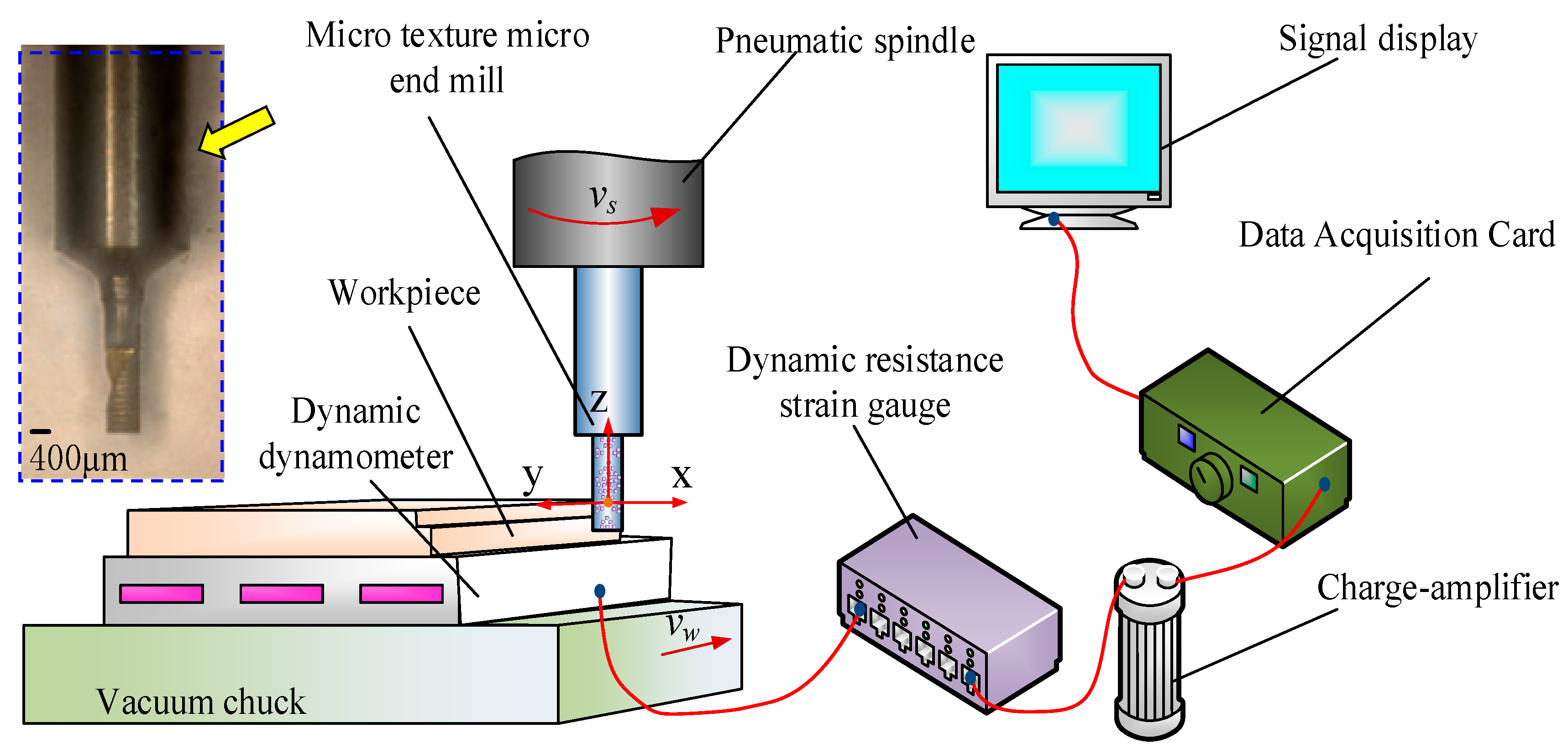
2.2. Design of Dry Micro Cutting Experiments
3. Results
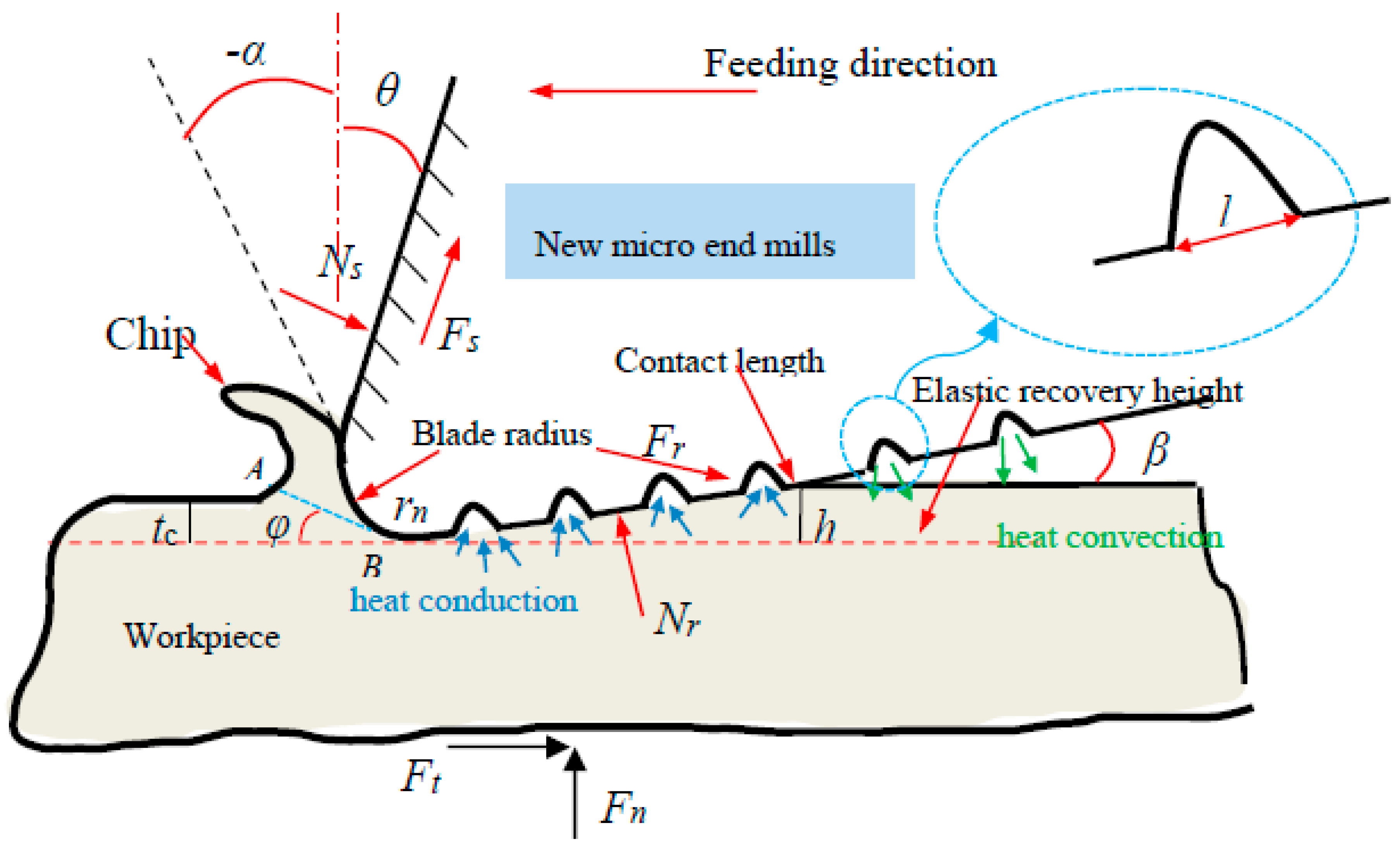
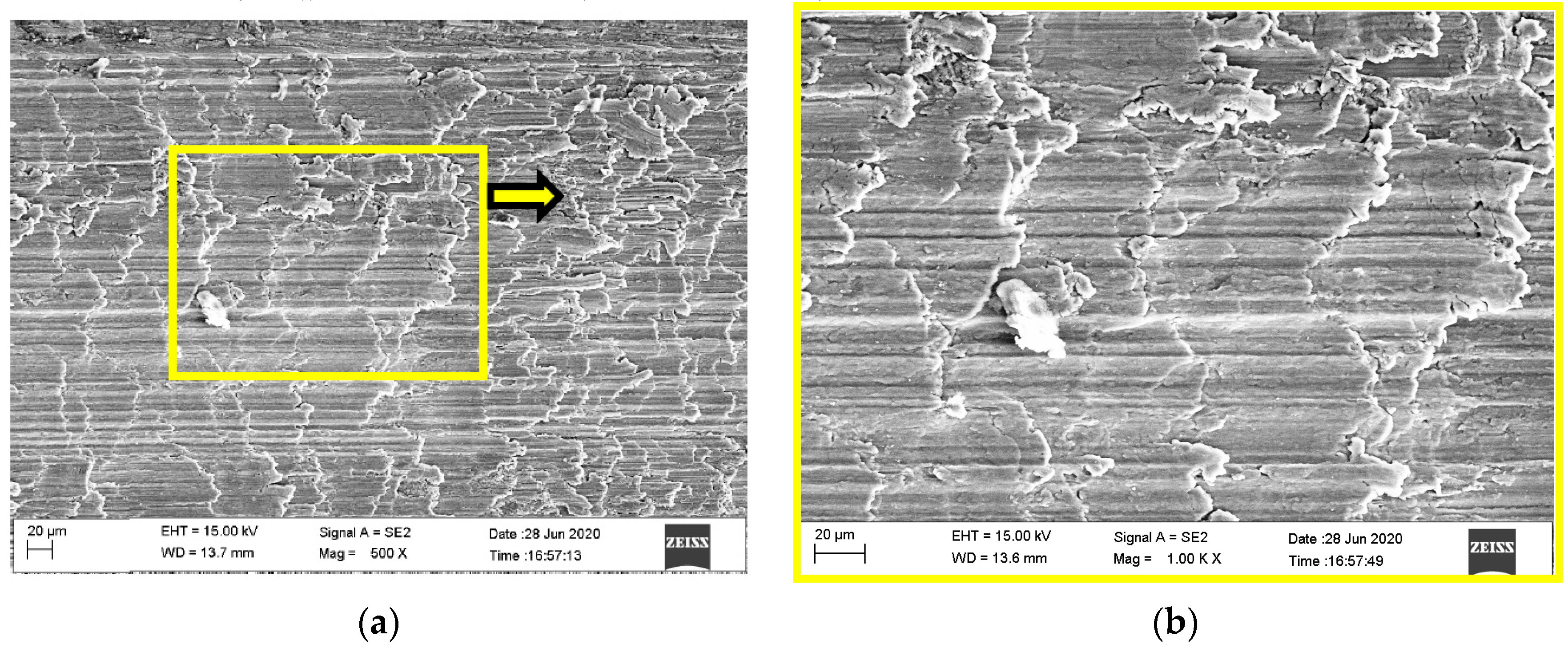
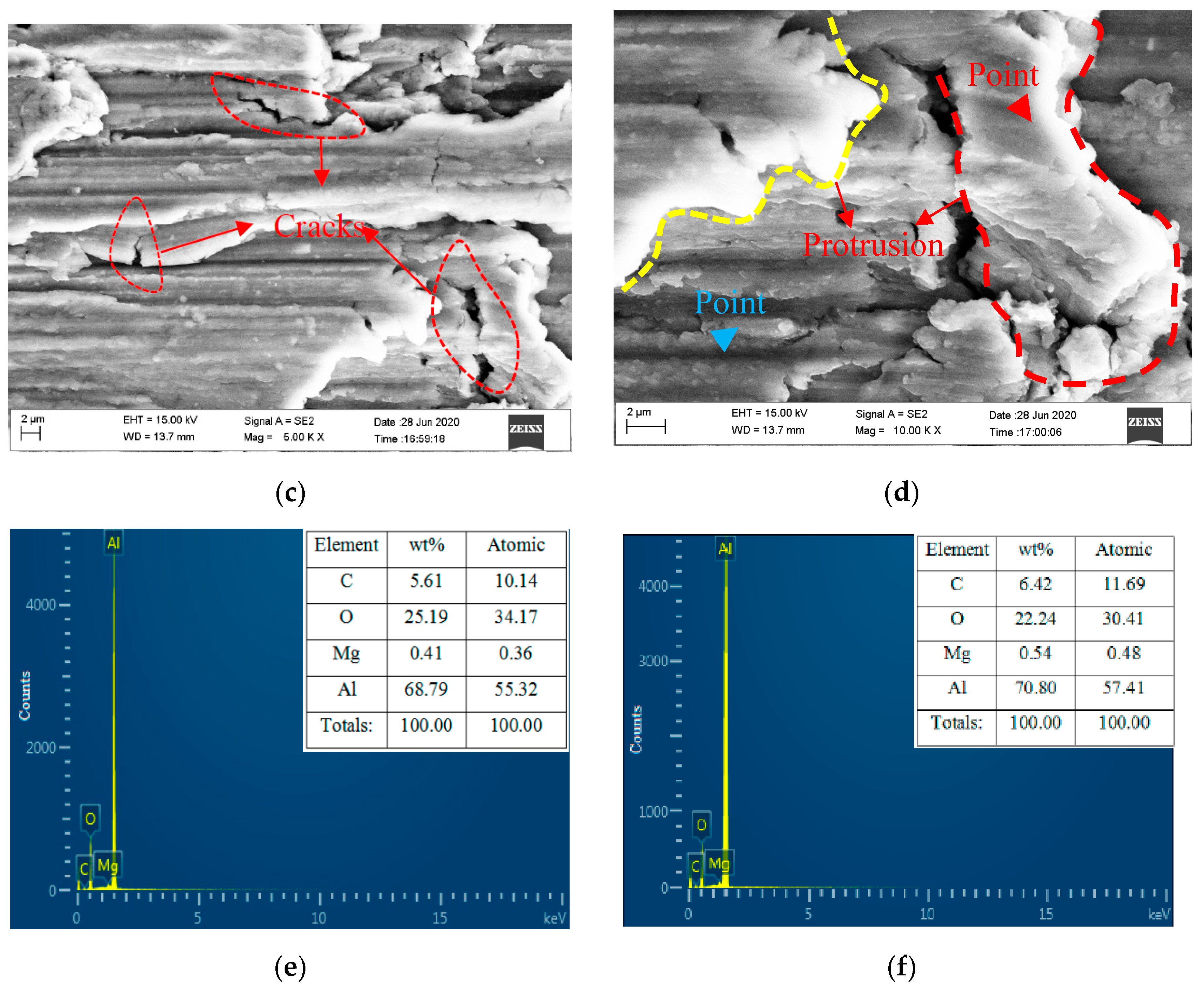
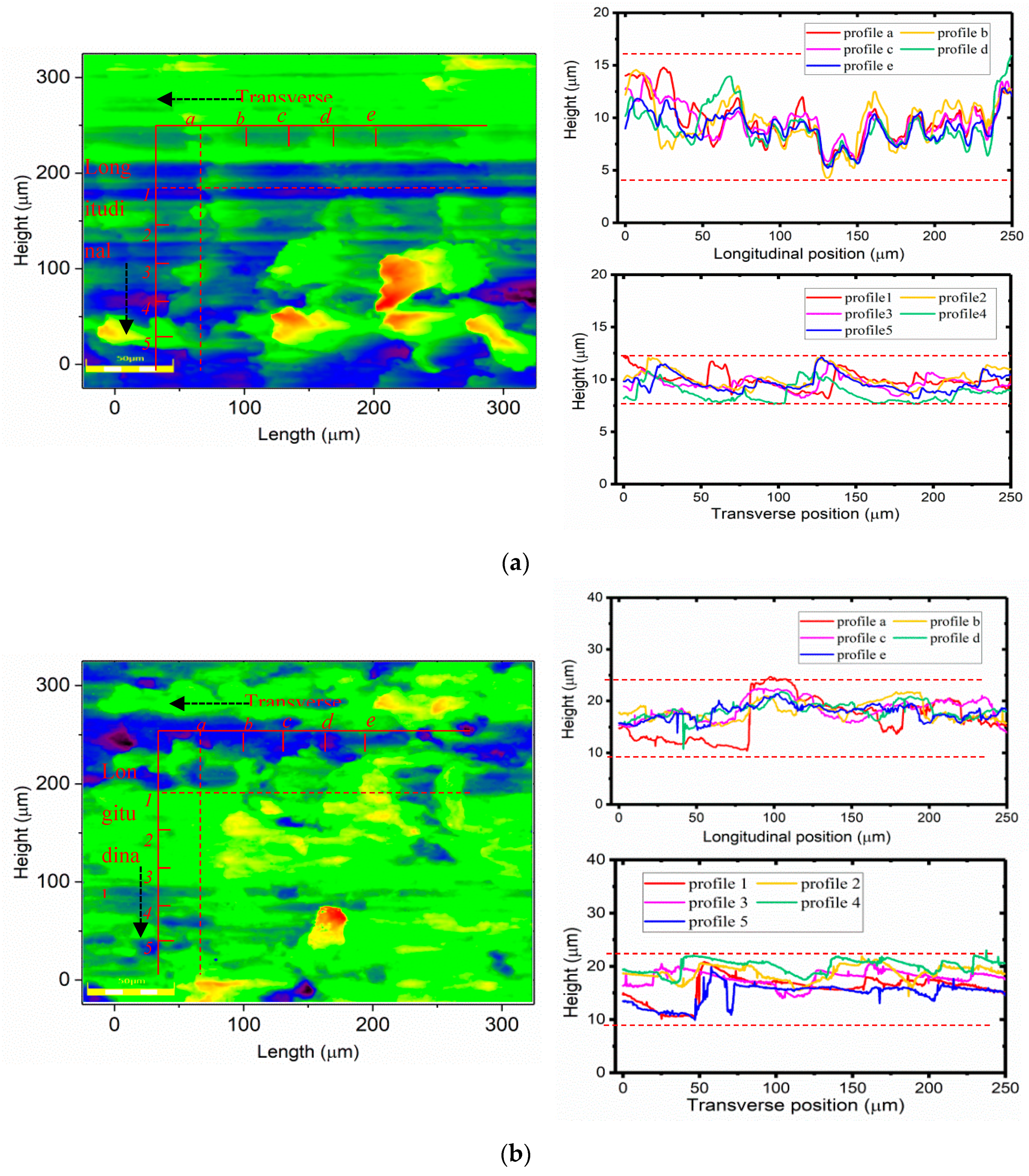
3.1. Surface Microstructure of Micro Cutting Process
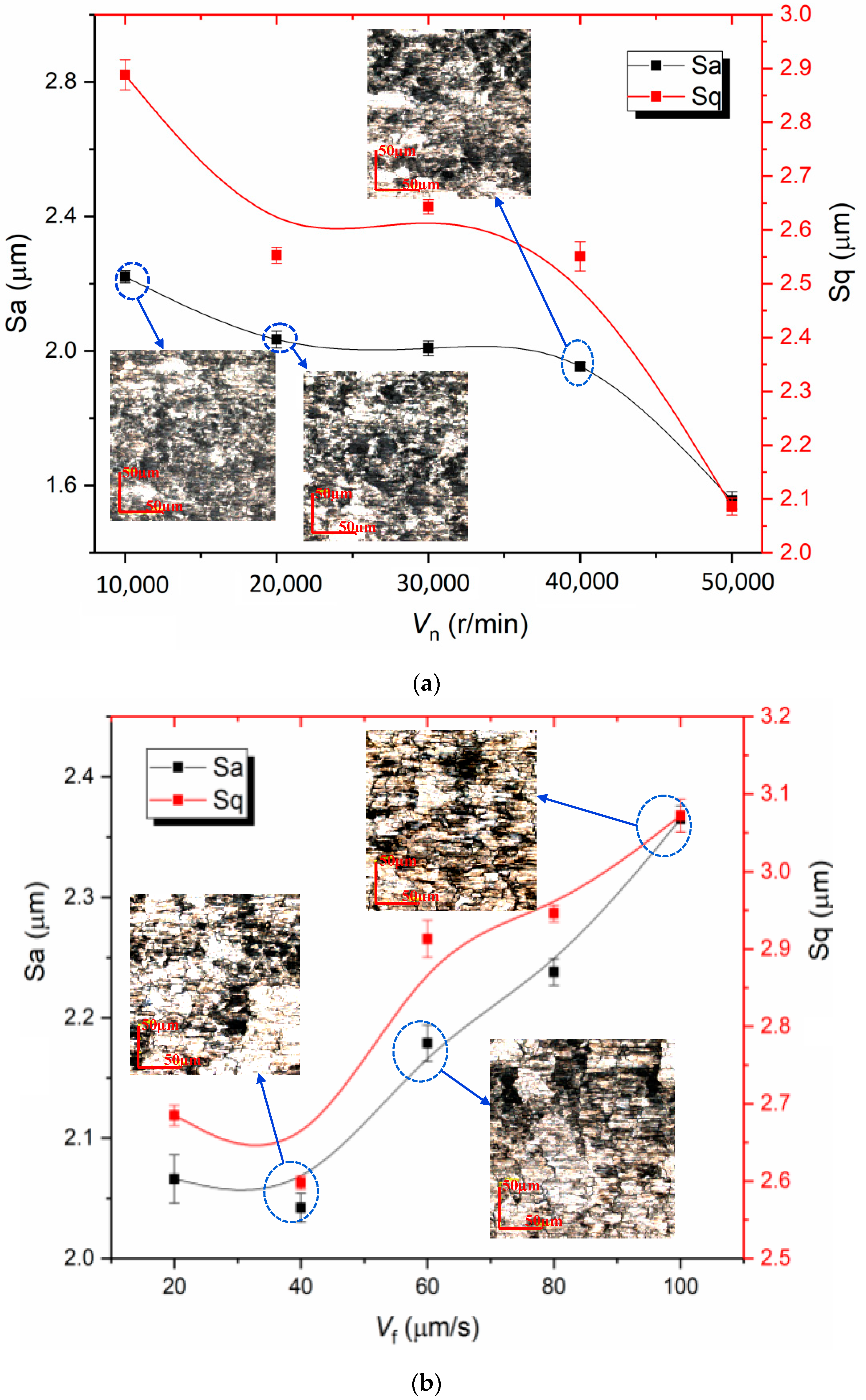
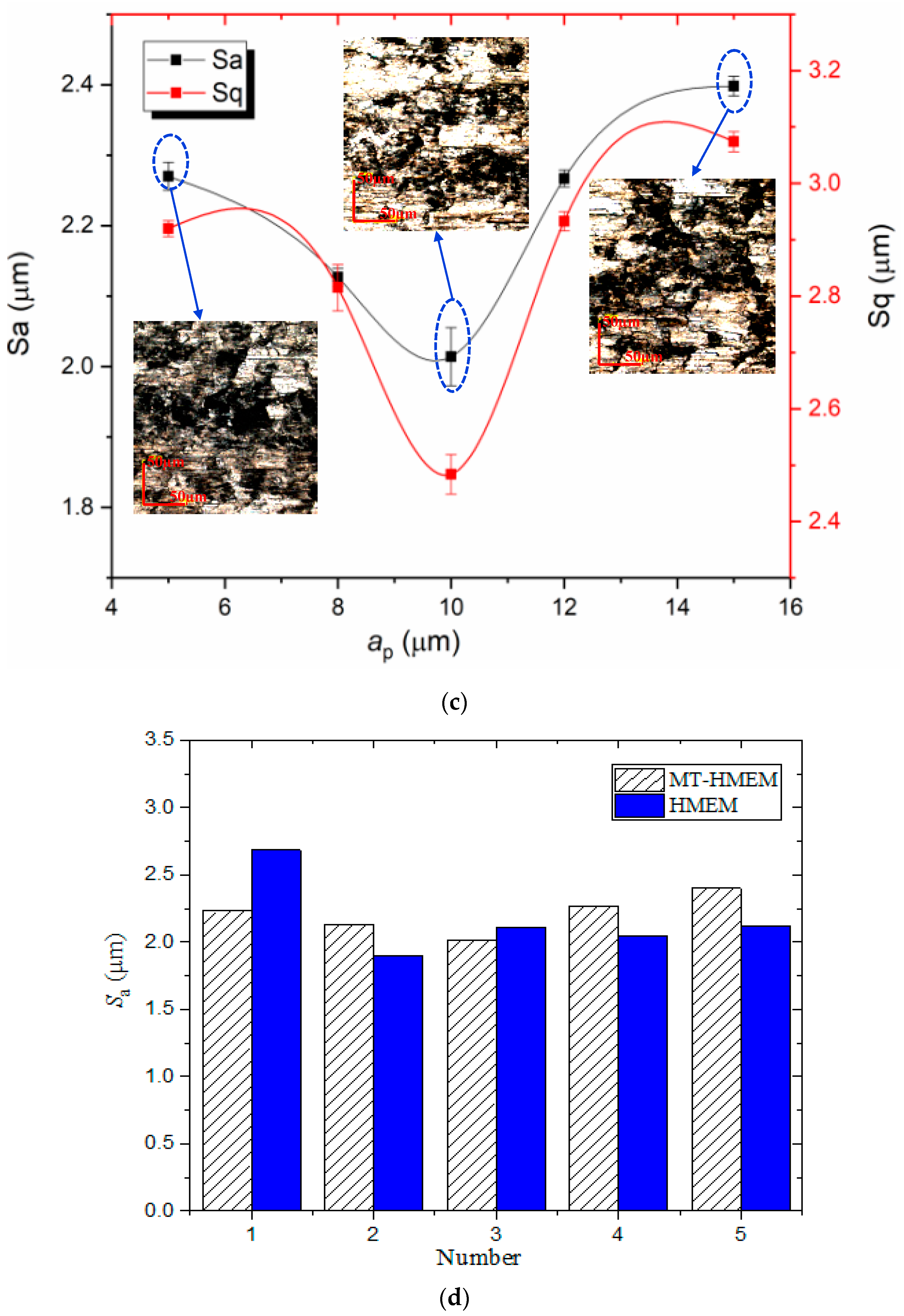
3.2. Effects of Dry Micro Cutting Parameters on Sa and Sq
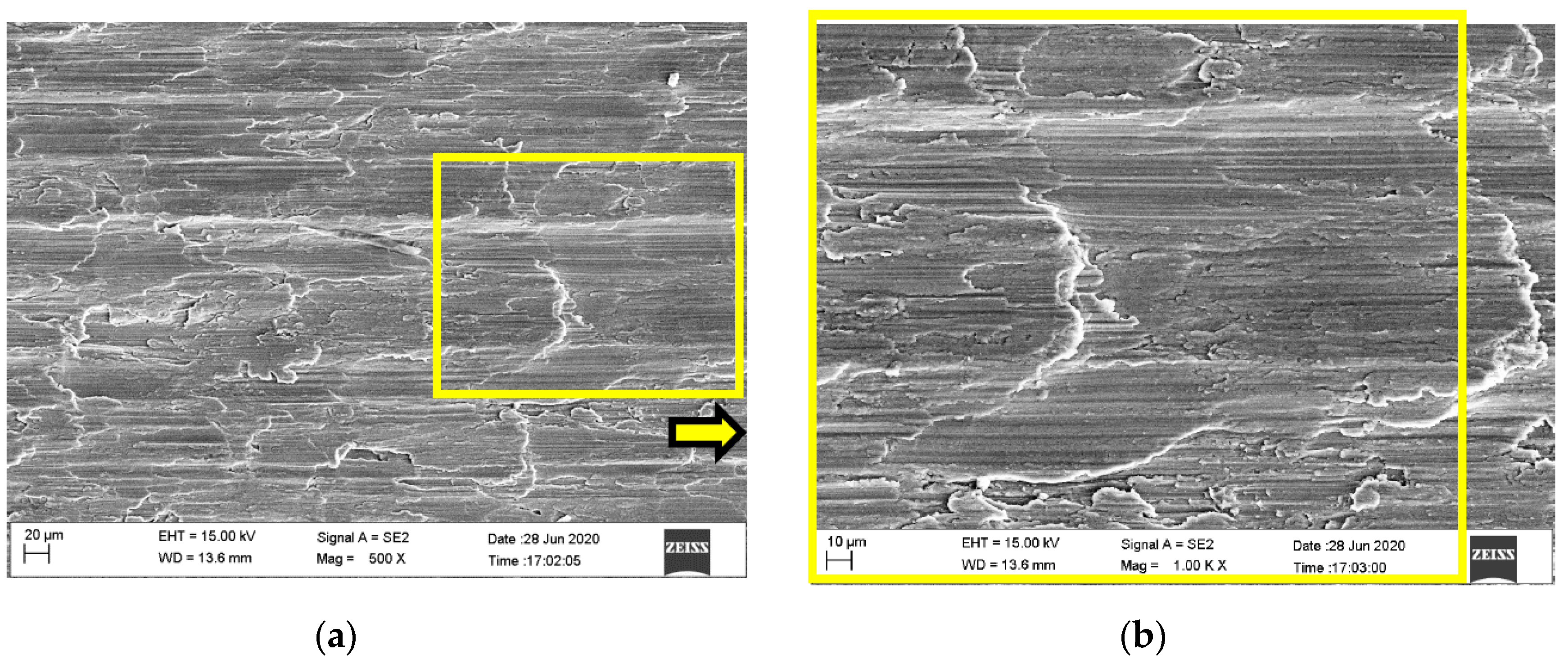
3.3. Contrast of Dry Micro Cutting Surface Machined by MT-HMEM and HMEM
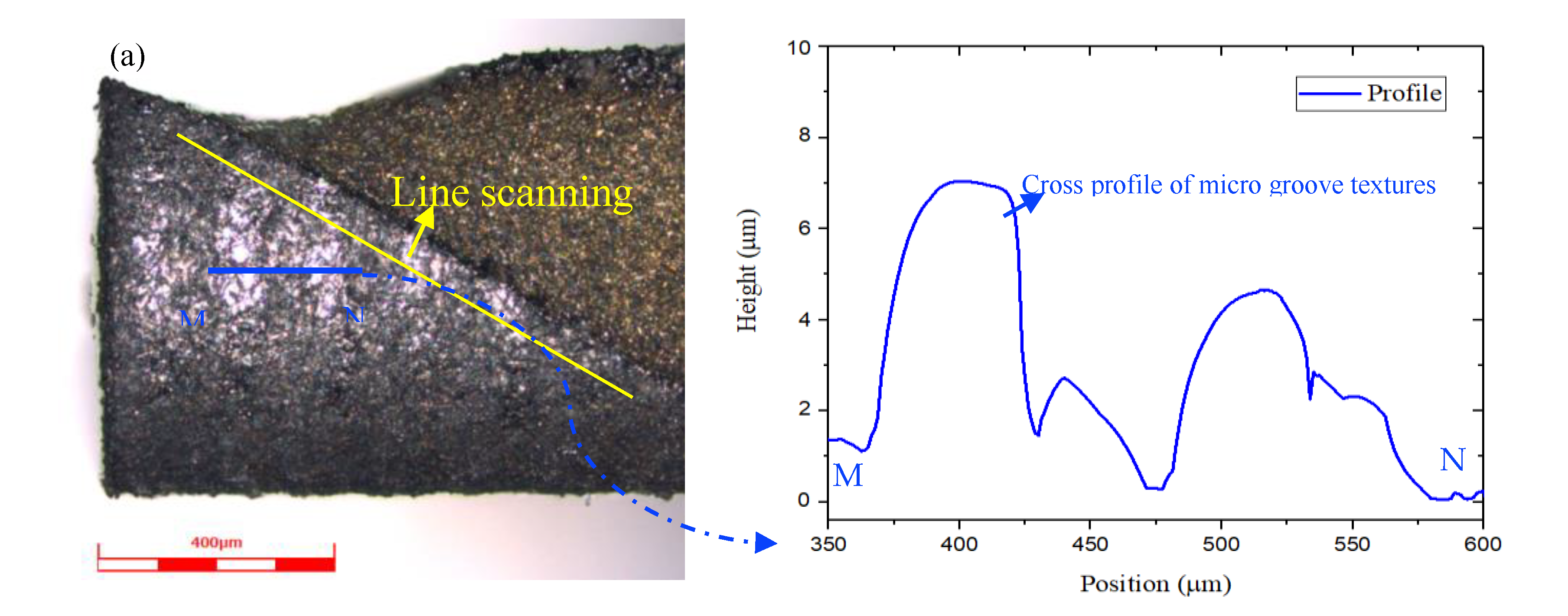
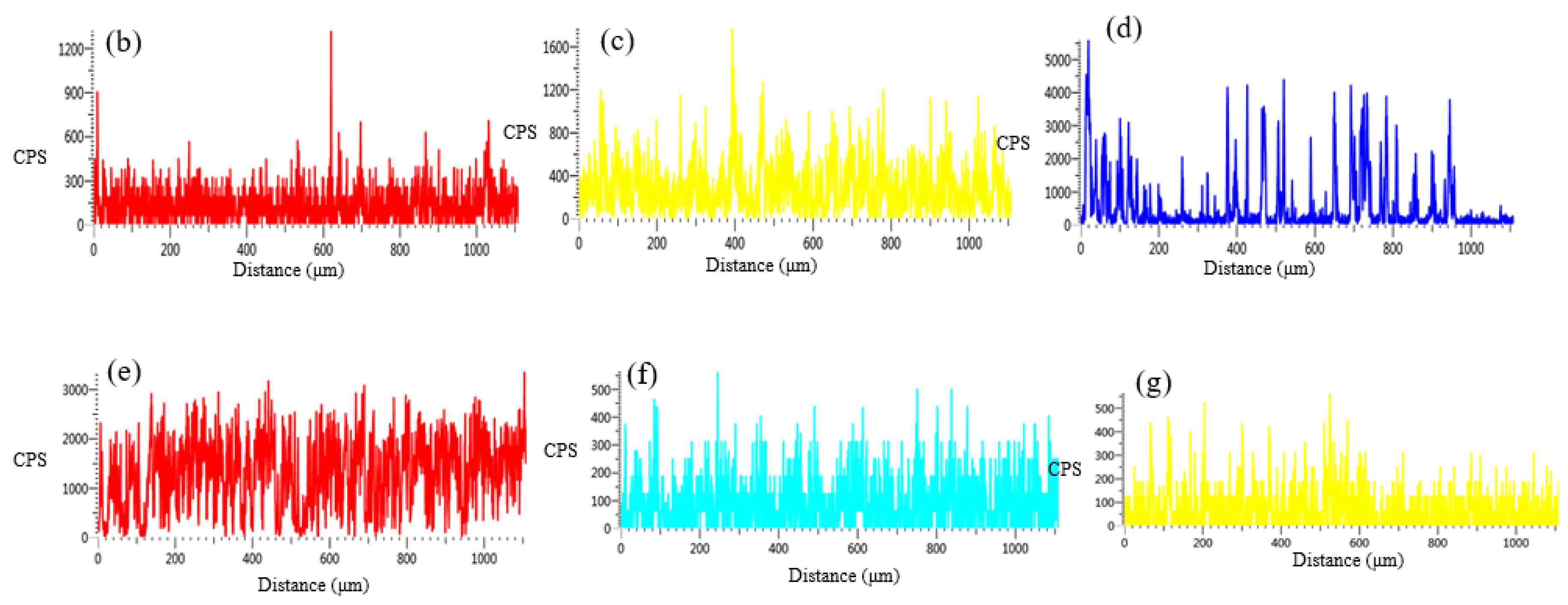
3.4. Evaluation of Tool Wear of MT-HMEM after Dry Micro Cutting
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chavoshi, S.Z.; Goel, S.; Morantz, P. Current trends and future of sequential micro-machining processes on a single machine tool. Mater. Des. 2017, 127, 37–53. [Google Scholar] [CrossRef] [Green Version]
- Sun, Y.; Gong, Y.D.; Wen, X.L.; Yin, G.Q.; Meng, F.T. Micro milling characteristics of LS-WEDM fabricated helical and corrugated micro end mill. Int. J. Mech. Sci. 2020, 167, 105277. [Google Scholar] [CrossRef]
- Aslantas, K.; Danish, M.; Haselik, A.; Mia, M.; Ijaz, H. Investigations on surface roughness and tool wear characteristics in micro-turning of Ti-6Al-4V alloy. Materials 2020, 13, 2998. [Google Scholar] [CrossRef]
- Wojciechowskia, S.; Matuszakb, M.; Powałkac, B.; Madajewskia, M.; Marudad, R.W.; Krolczyke, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Wan, M.; Wen, D.Y.; Ma, Y.C.; Zhang, W.H. On material separation and cutting force prediction in micro milling through involving the effect of dead metal zone. Int. J. Mach. Tools Manuf. 2019, 146, 103452. [Google Scholar] [CrossRef]
- Chen, W.; Teng, X.; Huo, D.; Wang, Q. An improved cutting force model for micro milling considering machining dynamics. Int. J. Adv. Manuf. Technol. 2017, 93, 3005–3016. [Google Scholar] [CrossRef] [Green Version]
- Aurich, J.C.; Bohley, M.; Reichenbach, I.G.; Kirsch, B. Surface quality in micro milling: Influences of spindle and cutting parameters. CIRP Ann.-Manuf. Technol. 2017, 66, 101–104. [Google Scholar] [CrossRef]
- Liu, H.T.; Sun, Y.Z.; Geng, Y.Q.; Shan, D.B. Experimental research of milling force and surface quality for TC4 titanium alloy of micro-milling. Int. J. Adv. Manuf. Technol. 2015, 79, 705–716. [Google Scholar] [CrossRef]
- Binayak, S.; Mozammel, M.; Krolczyk, G.M.; Uttam, K.M.; Sankar, P.M. Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: A review on the perception of sustainable manufacturing. Int. J. Precis. Eng. Manuf.-Green Technol. 2019. [Google Scholar] [CrossRef] [Green Version]
- Muaz, M.; Choudhury, S.K. Experimental investigations and multi-objective optimization of MQL- assisted milling process for finishing of AISI 4340 steel. Measurement 2019, 138, 557–569. [Google Scholar] [CrossRef]
- Qu, S.; Gong, Y.; Yang, Y.; Wang, W.; Han, B. An investigation of carbon nanofluid minimum quantity lubrication for grinding unidirectional carbon fibre-reinforced ceramic matrix composites. J. Clean. Prod. 2020, 249, 119353. [Google Scholar] [CrossRef]
- Sharma, J.; Sidhu, B.S. Investigation of effects of dry and near dry machining on AISI D2 steel using vegetable. Oil. J. Clean. Prod. 2014, 66, 619–623. [Google Scholar] [CrossRef]
- Ni, C.; Zhu, L. Investigation on machining characteristics of TC4 alloy by simultaneous application of ultrasonic vibration assisted milling (UVAM) and economical-environmental MQL technology. J. Mater. Process. Tech. 2019, 278, 116518. [Google Scholar] [CrossRef]
- Maruda, R.W.; Eugene, F.; Stanislaw, L.; Grzegorz, M.K. Analysis of contact phenomena and heat exchange in the cutting zone under minimum quantity cooling lubrication conditions. Arab. J. Sci. Eng. 2016, 41, 661–668. [Google Scholar] [CrossRef] [Green Version]
- Narasimhulu, A.; Ghosh, S.; Rao, P.V. Study of tool wear mechanisms and mathematical modeling of flank wear during machining of Ti Alloy (Ti 6Al 4V). J. Inst. Eng. India Ser. C 2015, 96, 279–285. [Google Scholar]
- Li, H.N.; Axinte, D. Textured Grinding Wheels: A review. Int. J. Mach. Tools Manuf. 2016, 109, 8–35. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Development of a cutting tool with a nano/micro-textured surface improvement of anti-adhesive effect by considering the texture patterns. Precis. Eng. 2019, 33, 425–429. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Crater and flank wear resistance of cutting tools having micro textured surfaces. Precis. Eng. 2013, 37, 888–896. [Google Scholar] [CrossRef]
- Obikawa, T.; Kamio, A.; Takaoka, H.; Osada, A. Micro-texture at the coated tool face for high performance cutting. Int. J. Mach. Tools Manuf. 2011, 51, 966–972. [Google Scholar] [CrossRef]
- Xie, J.; Luo, M.J.; Wu, K.K.; Yang, L.F.; Li, D.H. Experimental study on cutting temperature and cutting force in dry turning of titanium alloy using a non-coated micro-grooved tool. Int. J. Mach. Tools Manuf. 2013, 73, 25–36. [Google Scholar] [CrossRef]
- Fatima, A.; Mativenga, P.T. A comparative study on cutting performance of rake-flank face structured cutting tool in orthogonal cutting of aisi/sae 4140. Int. J. Adv. Manuf. Technol. 2015, 78, 2097–2106. [Google Scholar] [CrossRef]
- Kümmel, J.; Braun, D.; Gibmeier, J. Study on micro texturing of uncoated cemented carbide cutting tools for wear improvement and built-up edge stabilization. J. Mater. Process. Technol. 2015, 215, 62–70. [Google Scholar] [CrossRef]
- Rathod, P.; Aravindan, S.; Venkateswara, R.P. Performance evaluation of novel micro-textured Tools in improving the machinability of aluminum alloy (Al 6063). Procedia Technol. 2016, 23, 296–303. [Google Scholar] [CrossRef] [Green Version]
- Arulkirubakaran, D.; Senthilkumar, V.; Dinesh, S. Effect of textures on machining of Ti-6Al-4Valloy for coated and uncoated tools: A numerical comparison. Int. J. Adv. Manuf. Technol. 2016, 93, 347–360. [Google Scholar] [CrossRef]
- Kumar, C.S.; Patel, S.K. Effect of WEDM surface texturing on AI2O3/TiCN composite ceramic tools in dry cutting of hardened steel. Ceram. Int. 2018, 44, 2510–2523. [Google Scholar] [CrossRef]
- Kulkarni, V.N.; Gaitonde, V.N.; Karnik, S.R.; Manjaiah, M.; Davim, J.P. Machinability analysis and optimization in wire EDM of medical grade NiTiNOL memory alloy. Materials 2020, 13, 218. [Google Scholar] [CrossRef]
- Sun, Y.; Gong, Y.D. Experimental study on fabricating spirals microelectrode and micro-cutting tools by low speed wire electrical discharge turning. J. Mater. Process. Tech. 2018, 258, 271–285. [Google Scholar] [CrossRef]
- Machno, M. Investigation of the machinability of the Inconel 718 superalloy during the electrical discharge drilling process. Materials 2020, 13, 3392. [Google Scholar] [CrossRef] [PubMed]
- Ramesh, C.S.; Keshavamurthy, R.; Madhusudhan, J. Fatigue behavior of ni-p coated si3n4 reinforced al6061 composites. J. Mater. Process. Tech. 2014, 6, 1444–1454. [Google Scholar]
- Li, C.; Li, X.; Wu, Y.; Zhang, F.; Huang, H. Deformation mechanism and force modelling of the grinding of YAG single crystals. Int. J. Mach. Tools Manuf. 2019, 143, 23–37. [Google Scholar] [CrossRef]
- Yang, Z.C.; Zhu, L.D.; Zhang, G.X. Review of ultrasonic vibration-assisted machining in advanced materials. Int. J. Mach. Tools Manuf. 2020, 195, 103594. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.Q.; Li, X.; Ma, L.J.; Huang, H. Deformation characteristics and surface generation modelling of crack-free grinding of GGG single crystals. J. Mater. Process. Tech. 2019, 279, 116577. [Google Scholar] [CrossRef]
- Zhu, L.D.; Liu, C.F. Recent progress of chatter prediction, detection and suppression in milling. Mech. Syst. Signal. Process. 2020, 143, 106840. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Contents | Symbol | Unit | Rough | Trim | Helical | Micro Textures |
|---|---|---|---|---|---|---|
| Flushing pressure | P | kg/cm2 | 10 | 1 | 0.3 | 0.3 |
| Peak current | I | A | 320 | 120 | 180 | 120 |
| Open voltage | U | V | 170 | 100 | 100 | 85 |
| Pulse on time | Ton | μs | 15 | 10 | 10 | 4 |
| Rotating speed | Vn | r/min | 60 | 40 | 1 | 4 |
| Wire tension | Fw | N | 12 | 18 | 15 | 15 |
| Wire speed | Vs | mm/s | 30 | 30 | 30 | 30 |
| Feeding speed | f | mm/min | 0.5 | 1.2 | 4 | 0.7 |
| Feeding amount | ap | μm | 10 | 5 | 150 | 5 |
| Si | Cu | Fe | Mn | Mg | Ni | Pb | Zn | Ti | Sn | Cr | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.43 | 0.24 | 0.43 | 0.139 | 0.802 | <0.05 | 0.024 | 0.006 | 0.022 | 0.001 | 0.184 | Balance |
| No | V\n (r/min) | Vf (μm/s) | ap (μm) |
|---|---|---|---|
| 1 | 10,000, 20,000, 30,000, 40,000, 50,000 | 40 | 12 |
| 2 | 30,000 | 20, 40, 60, 80, 100 | 12 |
| 3 | 30,000 | 40 | 5, 8, 10, 12, 15 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, Y.; Jin, L.; Gong, Y.; Qi, Y.; Zhang, H.; Su, Z.; Sun, K. Experimental Investigation on Machinability of Aluminum Alloy during Dry Micro Cutting Process Using Helical Micro End Mills with Micro Textures. Materials 2020, 13, 4664. https://doi.org/10.3390/ma13204664
Sun Y, Jin L, Gong Y, Qi Y, Zhang H, Su Z, Sun K. Experimental Investigation on Machinability of Aluminum Alloy during Dry Micro Cutting Process Using Helical Micro End Mills with Micro Textures. Materials. 2020; 13(20):4664. https://doi.org/10.3390/ma13204664
Chicago/Turabian StyleSun, Yao, Liya Jin, Yadong Gong, Yang Qi, Huan Zhang, Zhipeng Su, and Kai Sun. 2020. "Experimental Investigation on Machinability of Aluminum Alloy during Dry Micro Cutting Process Using Helical Micro End Mills with Micro Textures" Materials 13, no. 20: 4664. https://doi.org/10.3390/ma13204664