Prediction of Fusion Hole Perforation Based on Arc Characteristics of Front Image in Backing Welding

Abstract
:1. Introduction
2. Experimental Details
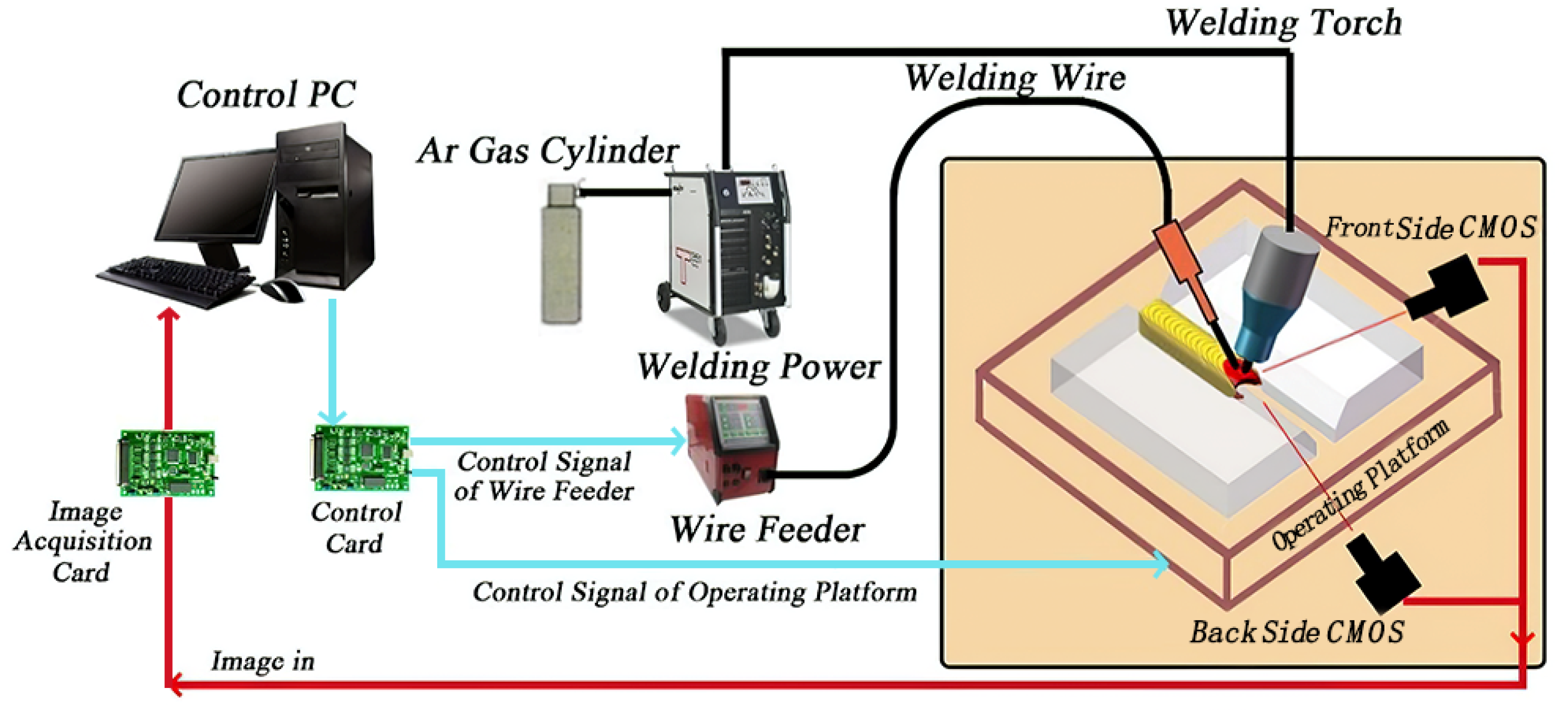
2.1. Visual Sensing System Design
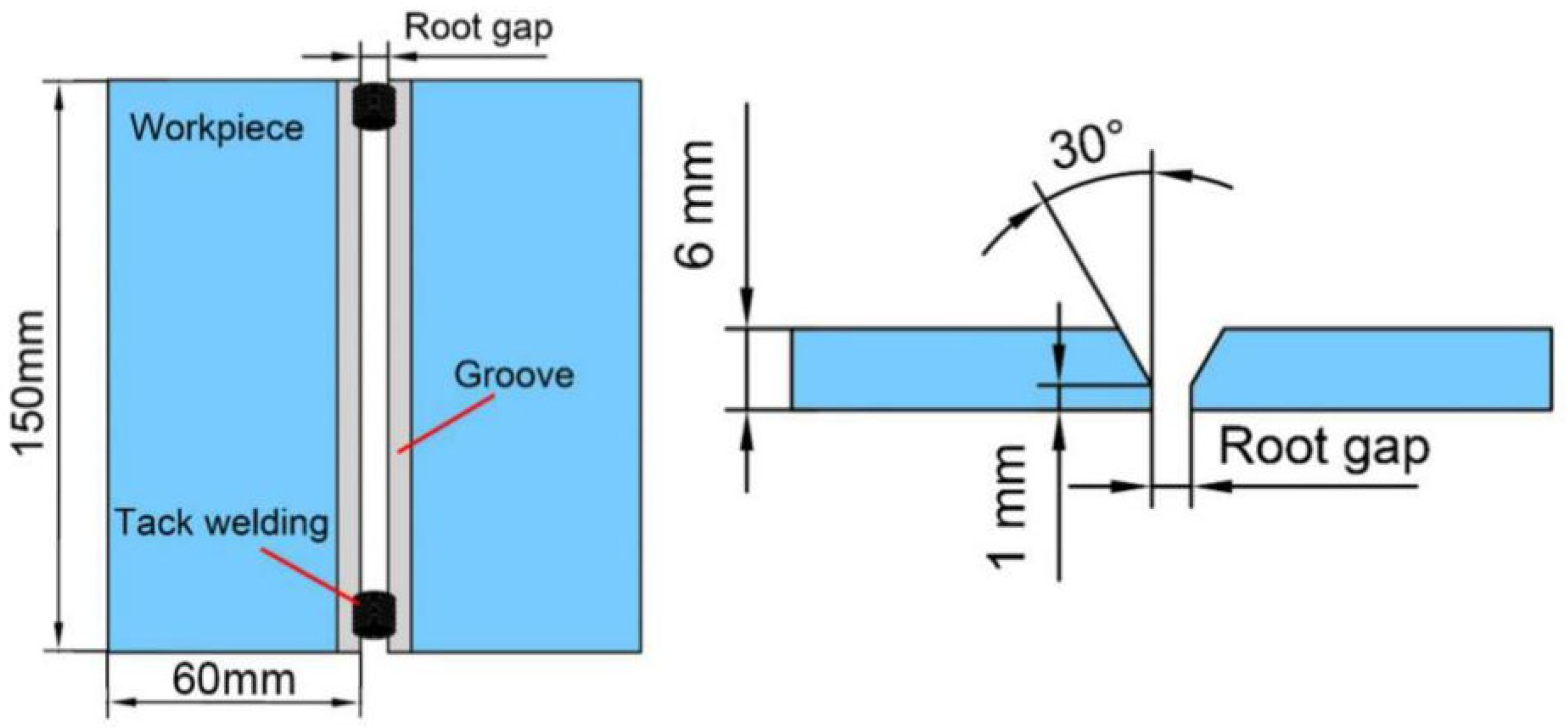
2.2. Experimental Method
2.3. Visual Sensing System Design
3. Test Data Acquisition
3.1. Label of Fusion Hole State
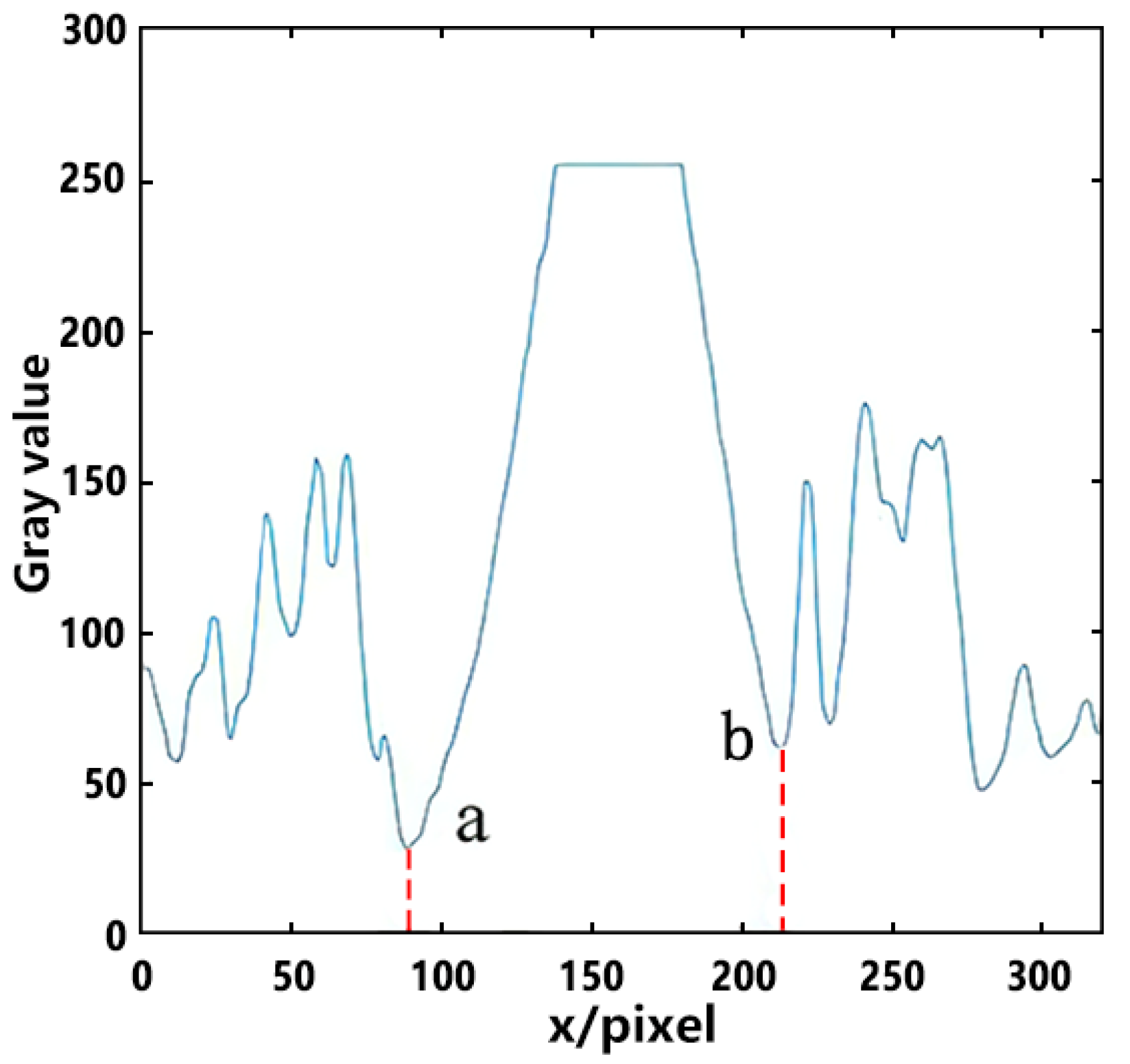
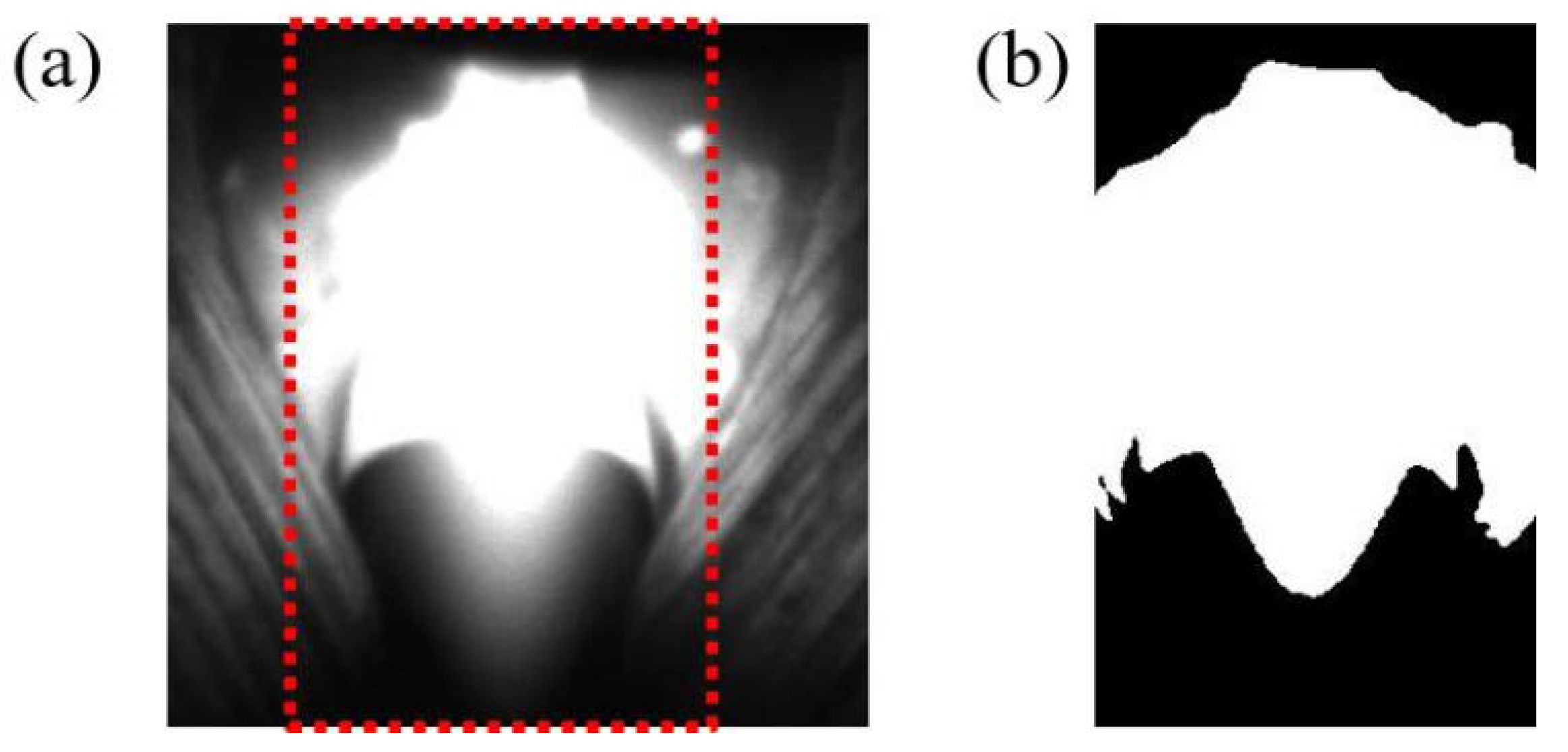
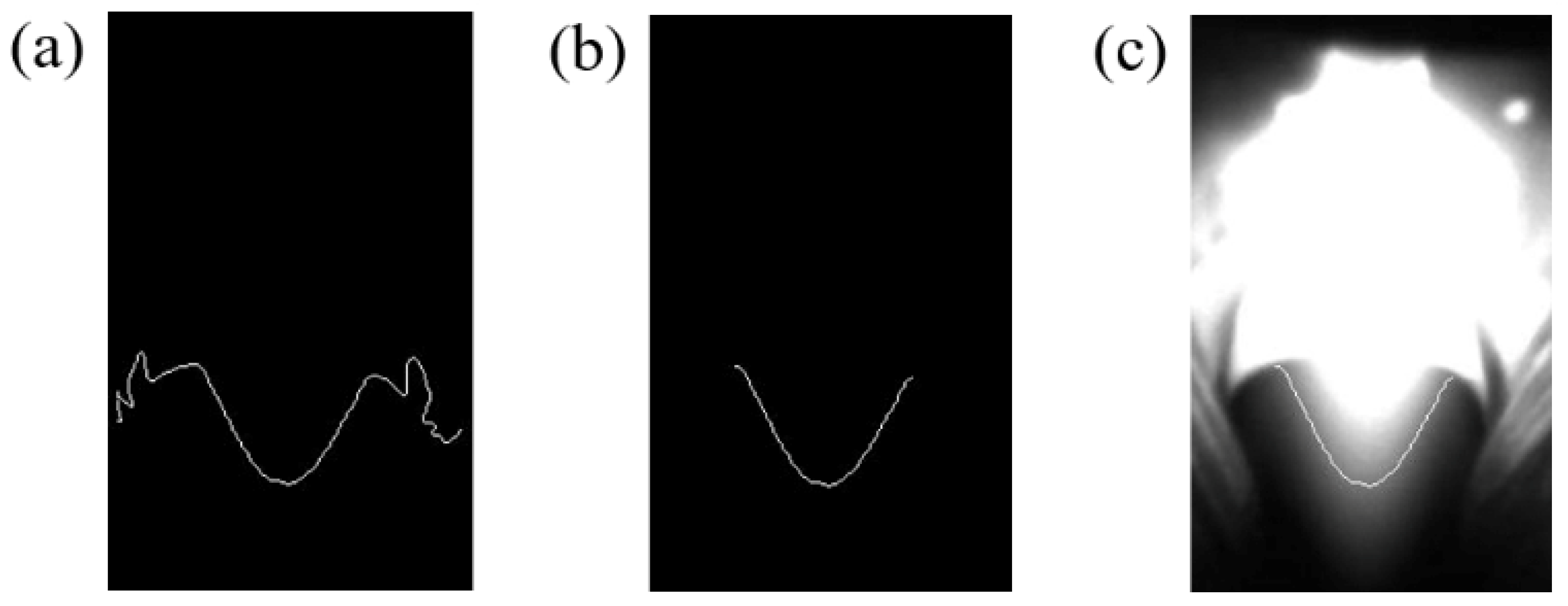
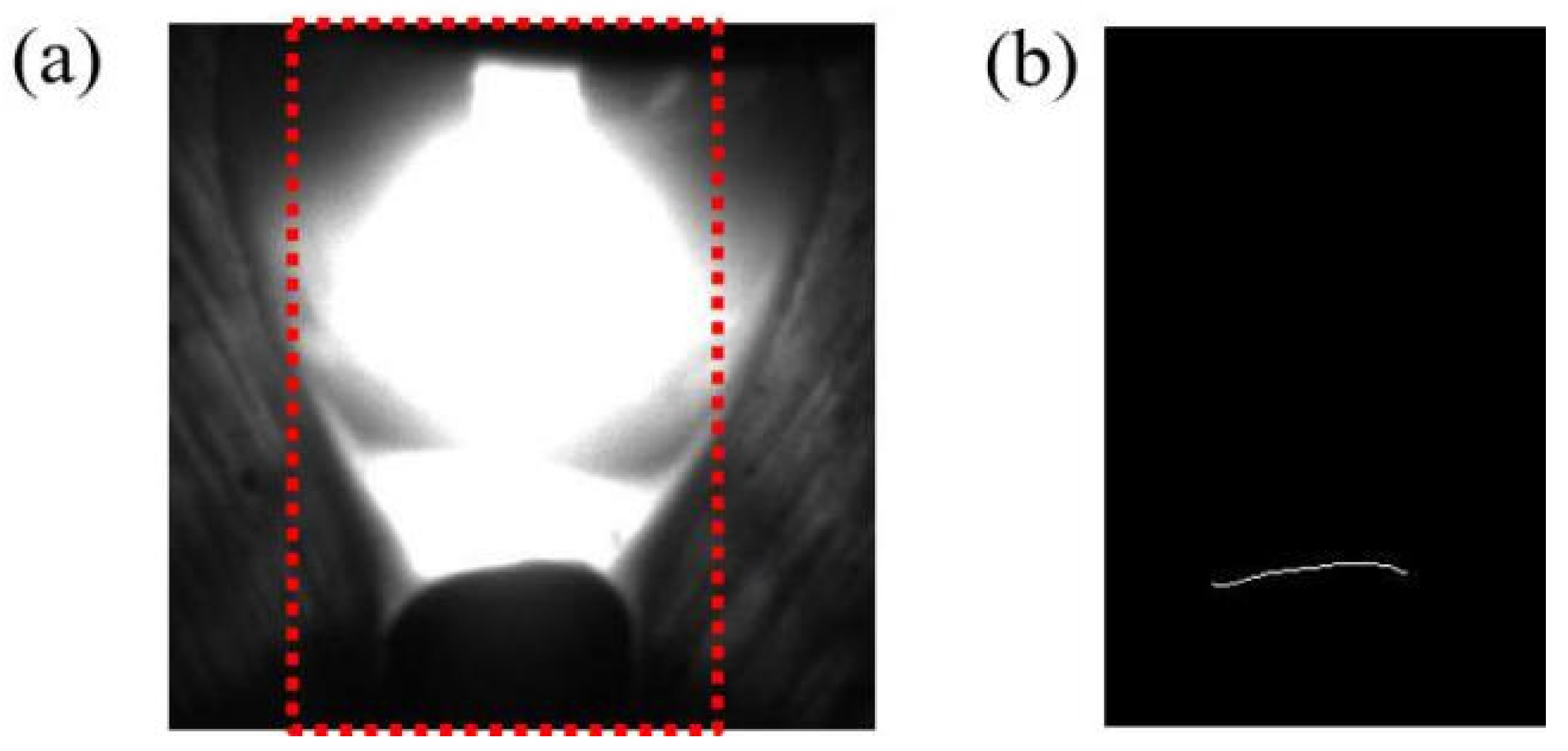
3.2. Image Processing
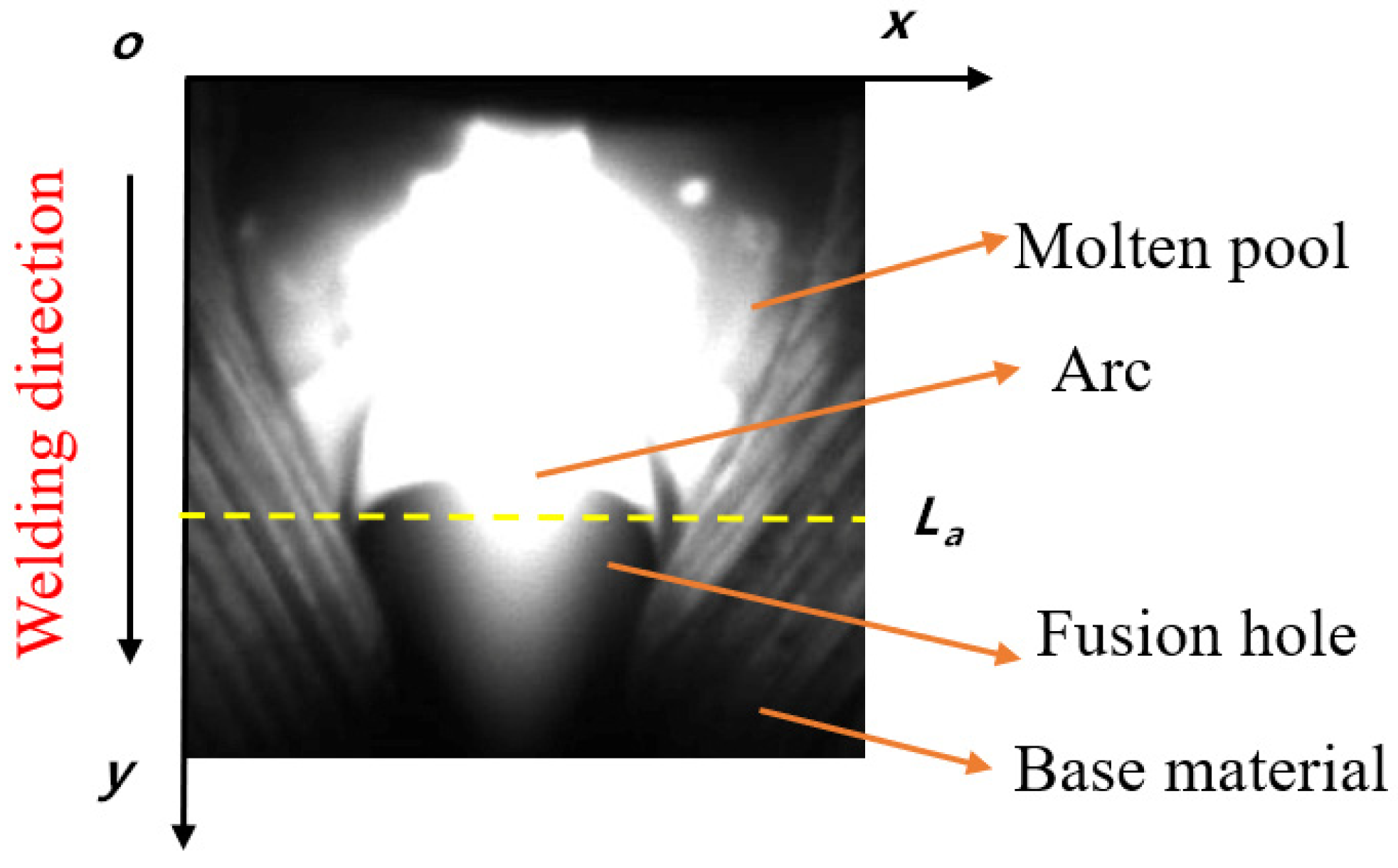
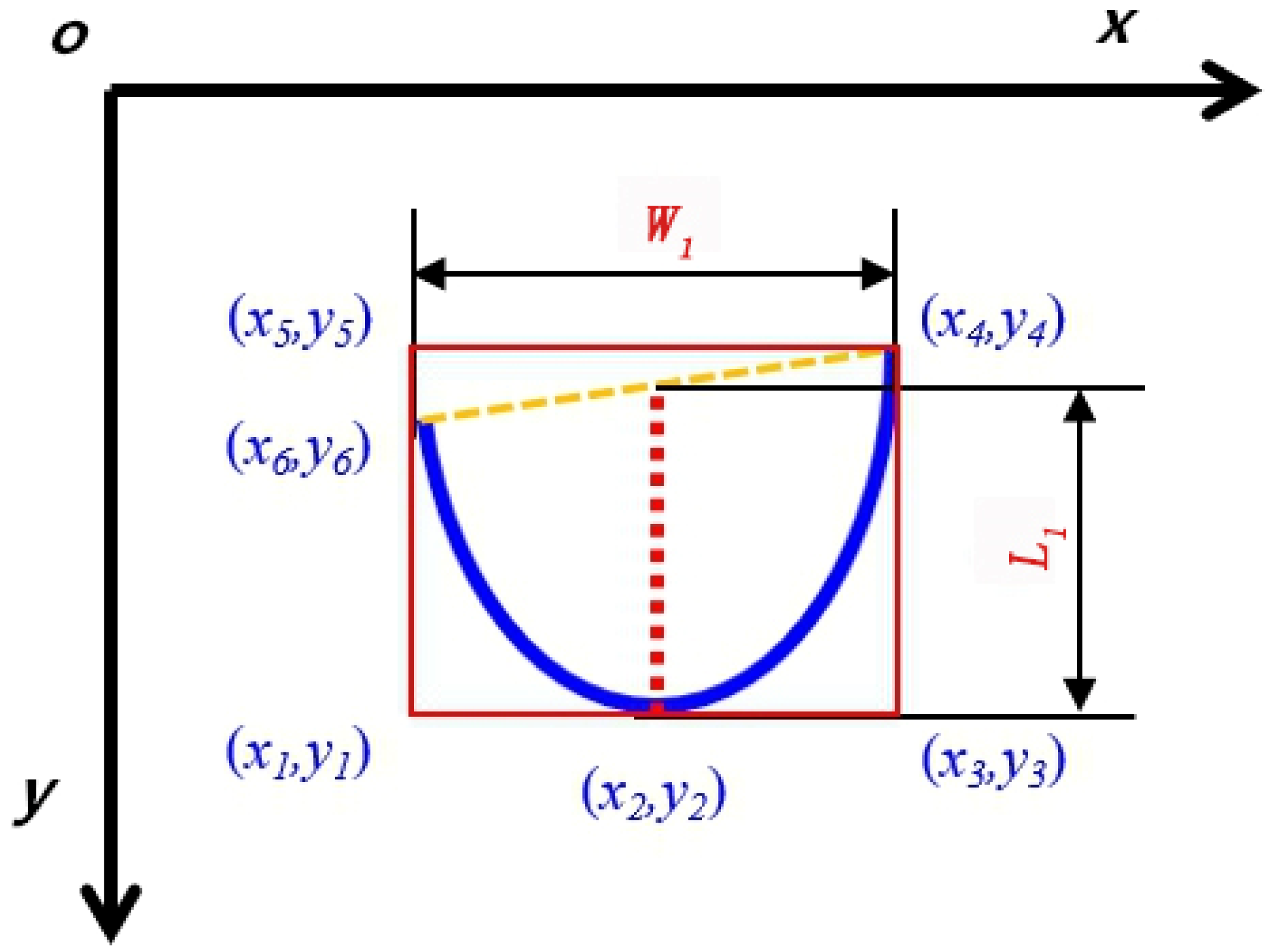
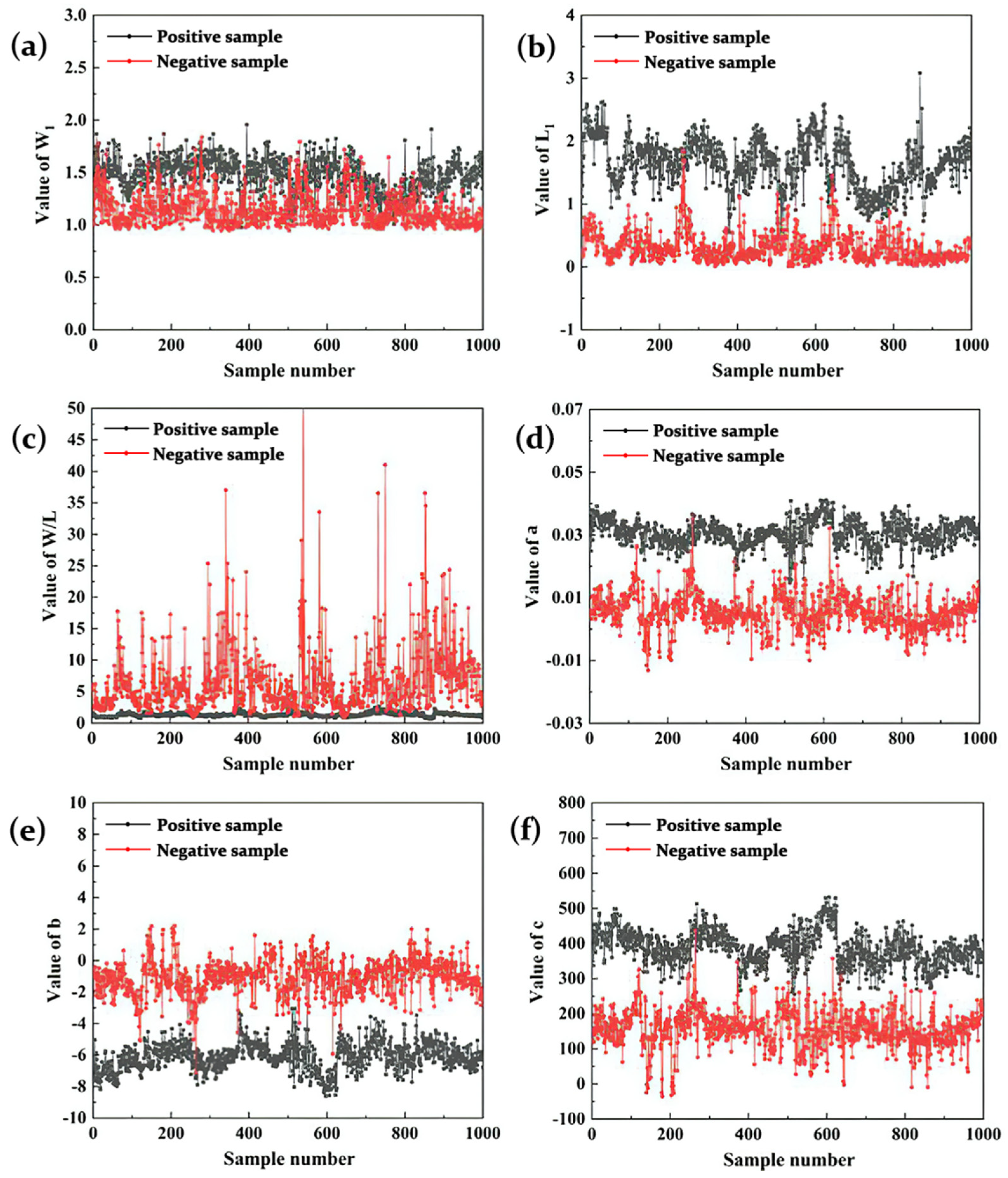
3.3. Characteristic Parameters Extracting
4. Results and Discussion
4.1. Fusion Hole Classification Model
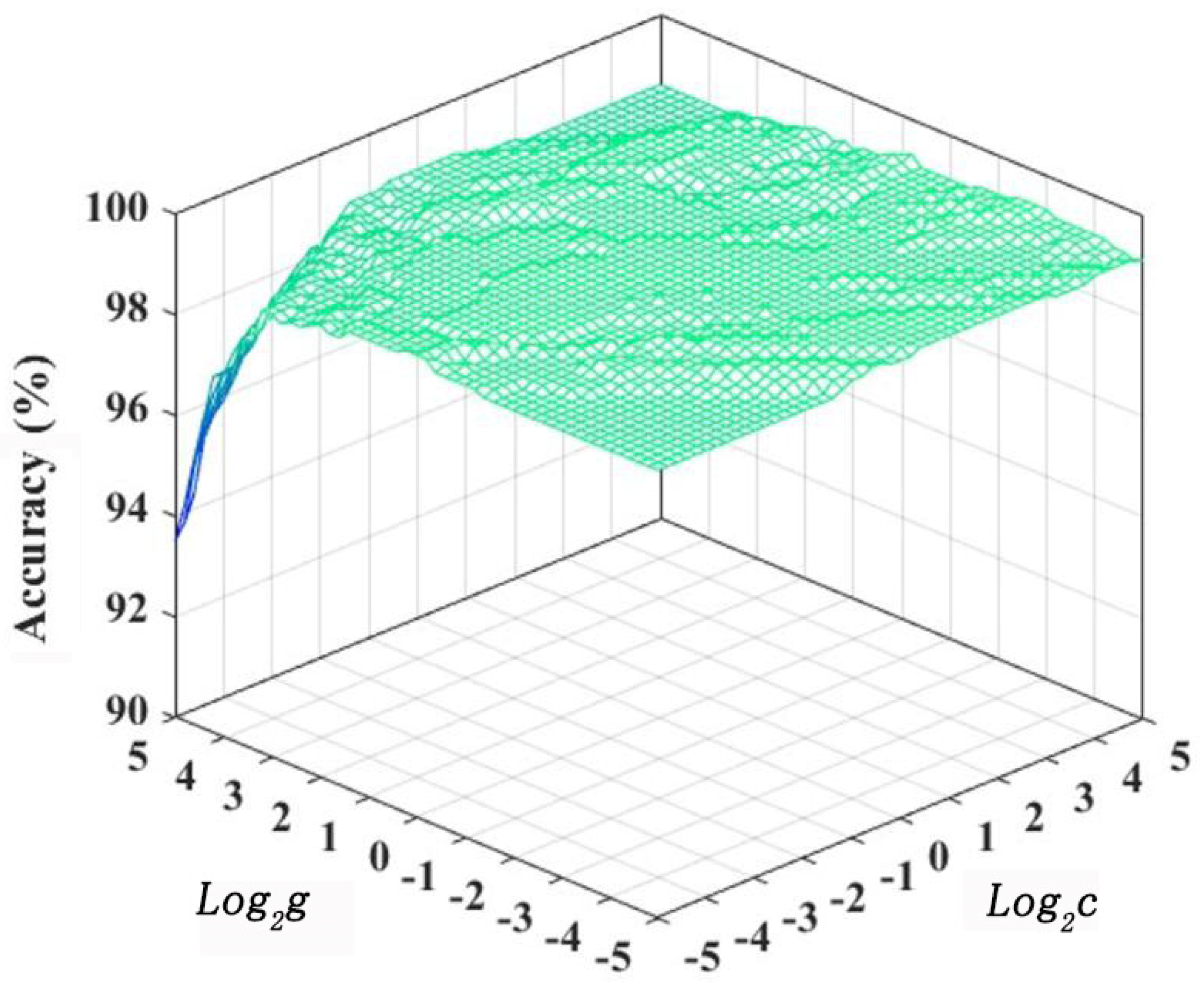
- (1)
- Based on the training data obtained, the cross validation and the grid-search method were used to find the optimal kernel function g and the penalty function c.
- (2)
- The SVM was trained with the training data to obtain the support vector and the model structure was determined.
- (3)
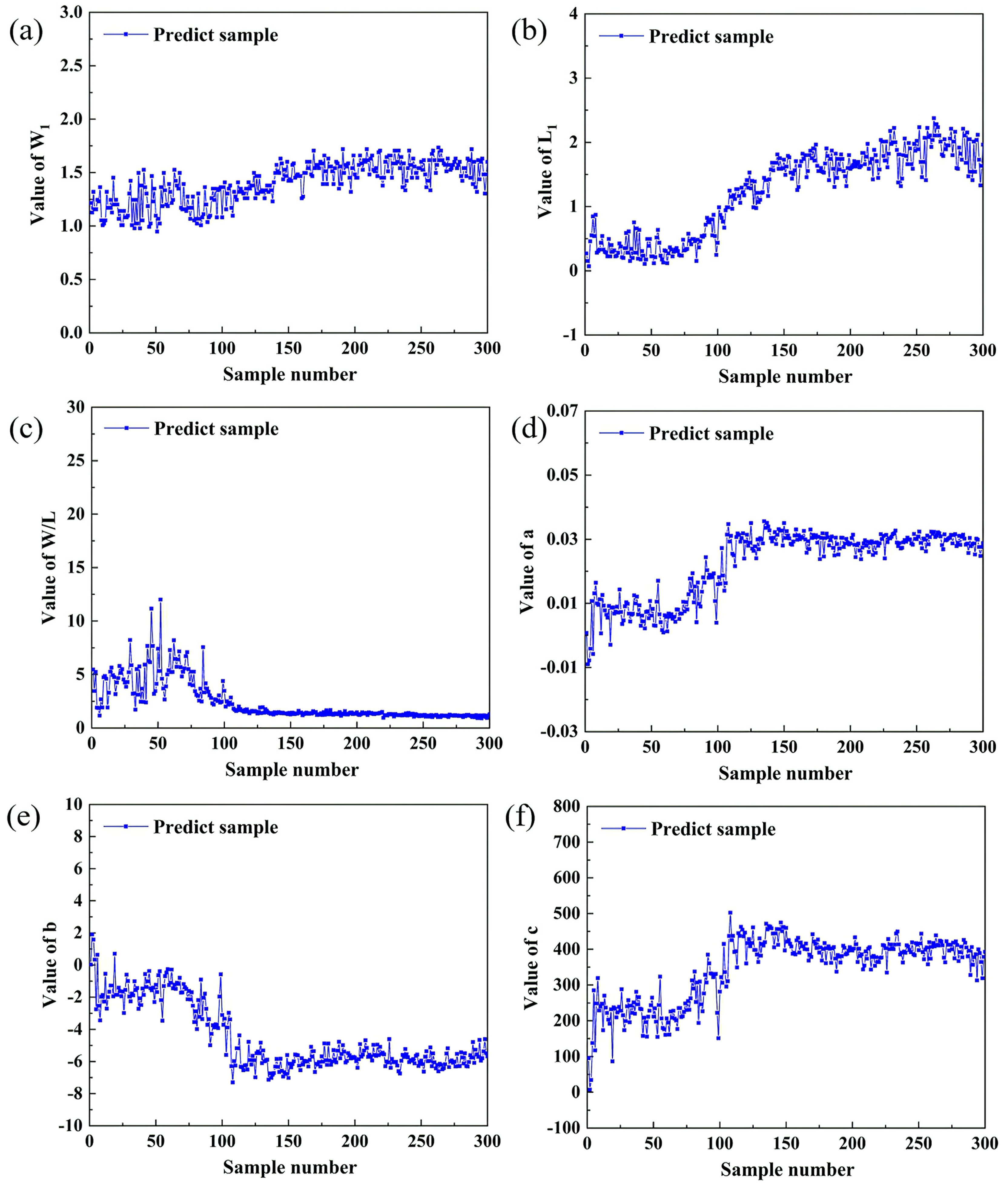
- The model was used to predict the prediction samples.
4.2. Prediction of Fusion Hole Formation Based on SVM
5. Conclusions
- (1)
- A visual detection system of a fusion hole in TIG backing welding was built, and clear images of the front and the back fusion hole were obtained.
- (2)
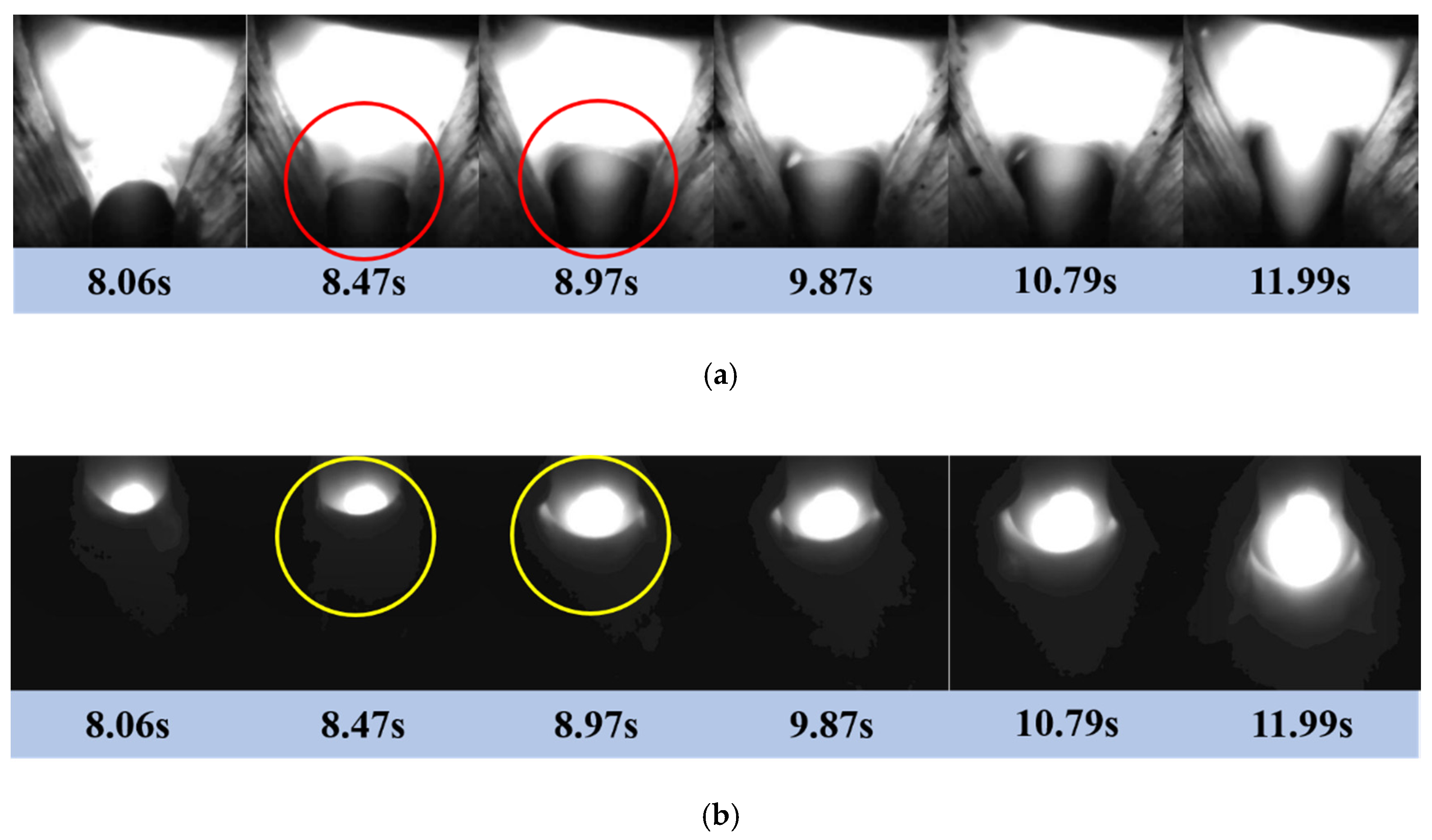
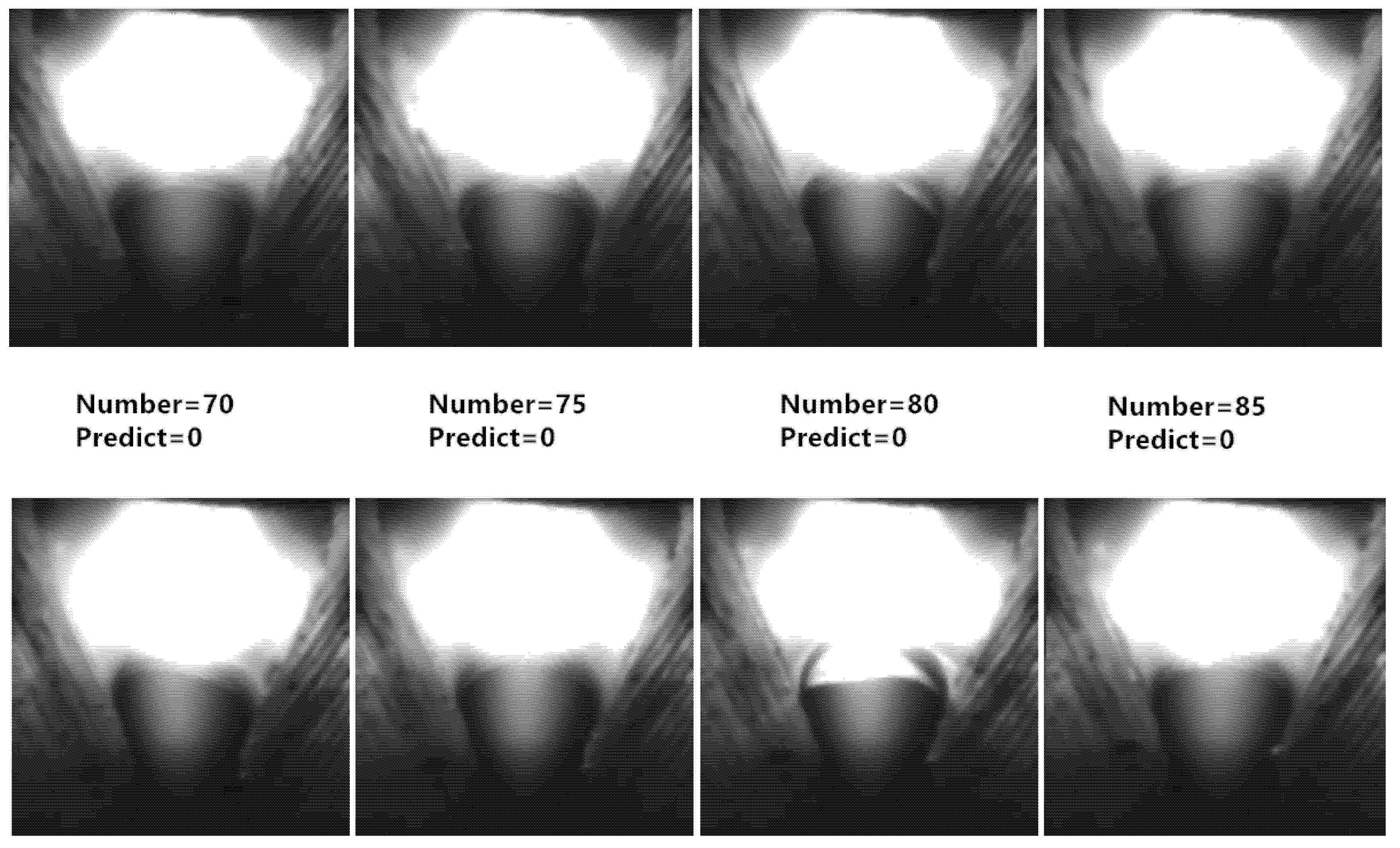
- With the increase of fusion hole size, the arc gradually passed through the fusion hole, and there were obvious differences between the arc before and after fusion hole perforation. The arc characteristics of front fusion hole images could be used as the basis for judging the state of the fusion hole.
- (3)
- The image processing method was designed and the arc characteristic parameters were obtained.
- (4)
- Taking arc characteristic parameters as the model input, penalty function and kernel function parameters were obtained by cross validation and grid-search method. A prediction model of fusion hole perforation in TIG welding based on SVM was constructed. The results show that the classification accuracy of the model reached 88%, and the time of prediction perforation limit was slightly later than the actual one, which was conducive with ensuring the weld penetration.
Author Contributions
Funding
Conflicts of Interest
References
- Cai, C.Y. Technology and technique of one-side welding with back-formation. Weld. Technol. 2016, 45, 92–94. [Google Scholar]
- Guo, Y.J.; Gao, J.Q.; Wu, C.S.; Gui, X. Correlation between fusion hole morphology and weld penetration in TIG welding. Int. J. Adv. Manuf. Technol. 2019, 101, 2991–3000. [Google Scholar] [CrossRef]
- Shi, Y.; Wang, K.F.; Zhang, G.; Zhu, Y.R. Arc Shape and Weld Pool Behavior in Low-frequency Pulse TIG Backing Welding for Medium and Thick Plates. J. South Chi. Univ. Technol. 2019, 47, 107–113. [Google Scholar]
- Saad, E.; Wang, H.; Kovacevic, R. Classification of molten pool modes in variable polarity plasma arc welding based on acoustic signature. J. Mater. Process. Technol. 2006, 174, 127–136. [Google Scholar] [CrossRef]
- Dong, C.L.; Wu, L. Front side keyhole detection in plasma arc welding of stainless steel. Chi. Weld. 1999, 8, 102–110. [Google Scholar]
- Drouet, M.G.; Nadeau, F. Acoustic mesurement of the arc voltage applicable to arc-welding and arc furnaces. J. Phys. E-Sci. Instrum. 1982, 15, 268–269. [Google Scholar] [CrossRef]
- Chen, C.; Xiao, R.Q.; Chen, H.B.; Lv, N.; Chen, S. Arc sound model for pulsed GTAW and recognition of different penetration states. Int. J. Adv. Manuf. Technol. 2020, 108, 3175–3191. [Google Scholar] [CrossRef]
- Jia, C.-B.; Wu, C.; Zhang, Y.-M. Sensing controlled pulse key-holing condition in plasma arc welding. Trans. Nonferrous Met. Soc. China 2009, 19, 341–346. [Google Scholar] [CrossRef]
- Liu, X.F.; Wu, C.S.; Jia, C.B.; Zhang, G. Visual sensing of the weld pool geometry from the topside view in keyhole plasma arc welding. J. Manuf. Process. 2017, 26, 74–83. [Google Scholar] [CrossRef]
- Wang, H.; Kovacevic, R. On-line monitoring of the keyhole welding pool in variable polarity plasma arc welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 1265–1276. [Google Scholar] [CrossRef]
- Bae, K.-Y.; Lee, T.-H.; Ahn, K.-C. An optical sensing system for seam tracking and weld pool control in gas metal arc welding of steel pipe. J. Mater. Process. Technol. 2002, 120, 458–465. [Google Scholar] [CrossRef]
- Bacioiu, D.; Melton, G.; Papaelias, M.; Shaw, R. Automated defect classification of SS304 TIG welding process using visible spectrum camera and machine learning. NDT&E INT. 2019, 107, 102139. [Google Scholar] [CrossRef]
- Zhang, B.; Shi, Y.; Cui, Y.; Wang, Z.; Hong, X. Prediction of keyhole TIG weld penetration based on high-dynamic range imaging. J. Manuf. Process. 2020, in press. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, C.; Liu, Z. Experimental observation of both keyhole and its surrounding thermal field in plasma arc welding. Int. J. Heat Mass Transf. 2014, 70, 439–448. [Google Scholar] [CrossRef]
- Zhang, G.; Wu, C.; Chen, J. Single CCD-based sensing of both keyhole exit and weld pool in controlled-pulse PAW. Weld. World 2018, 62, 377–383. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, S.; Liu, S.; Luo, Z.; Yuan, J. Keyhole dynamic thermal behaviour in K-TIG welding process. Int. J. Heat Mass Transf. 2018, 123, 54–66. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, S.; Yuan, X.; Zuo, A.; Zhang, T.; Luo, Z. Magnetic-enhanced keyhole TIG welding process. Int. J. Adv. Manuf. Technol. 2018, 99, 275–285. [Google Scholar] [CrossRef]
- Liu, Z.M.; Fang, Y.X.; Cui, S.L.; Luo, Z.; Liu, W.; Liu, Z.; Jiang, Q.; Yi, S. Stable keyhole welding process with K-TIG. J. Mater. Process. Technol. 2016, 238, 65–72. [Google Scholar] [CrossRef]
- Luo, M.; Shin, Y.C. Estimation of keyhole geometry and prediction of welding defects during laser welding based on a vision system and a radial basis function neural network. Int. J. Adv. Manuf. Technol. 2015, 81, 263–276. [Google Scholar] [CrossRef]
- Bardin, F.; Cobo, A.; Lopez-Higuera, J.M.; Collin, O.; Aubry, P.; Dubois, T.; Högström, M.; Nylen, P.; Jonsson, P.; Jones, J.D.C.; et al. Closed-loop power and focus control of laser welding for full-penetration monitoring. Appl. Opt. 2005, 44, 13–21. [Google Scholar] [CrossRef]
- Wang, X. Three-dimensional vision applications in GTAW process modeling and control. Int. J. Adv. Manuf. Technol. 2015, 80, 1601–1611. [Google Scholar] [CrossRef]
- Chen, K.; Chen, H.-B.; Liu, L.; Chen, S. Prediction of weld bead geometry of MAG welding based on XGBoost algorithm. Int. J. Adv. Manuf. Technol. 2018, 101, 2283–2295. [Google Scholar] [CrossRef]
- Xia, C.; Pan, Z.; Fei, Z.; Zhang, S.; Li, H. Vision based defects detection for Keyhole TIG welding using deep learning with visual explanation. J. Manuf. Process. 2020, 56, 845–855. [Google Scholar] [CrossRef]
- Liu, X.F. Topside Visual Sensing and Deep Learning Algorithm Based Prediction of Keyhole Status/Penetration in Plasma Arc Welding. PhD Thesis, Shandong University, Jinan, China, 2017. [Google Scholar]
- Zhang, B.; Gu, S.; Shi, Y. Robotic Deep Penetration K-TIG Welding System Based on Weld Penetration Detection. J. Mech. Eng. 2019, 55, 14–21. [Google Scholar]
- Wu, D.; Chen, J.S.; Liu, H.B.; Zhang, P.; Yu, Z.; Chen, H.; Chen, S. Weld penetration in situ prediction from keyhole dynamic behavior under time-varying VPPAW pools via the OS-ELM model. Int. J. Adv. Manuf. Technol. 2019, 104, 3929–3941. [Google Scholar] [CrossRef]
- Li, C.Z.; Gao, J.Q.; Cao, Y.; Yan, X.; Gui, X. Visual observation of fusion hole in thin plate TIG welding with a reserved gap. J. Manuf. Process. 2019, 45, 634–641. [Google Scholar] [CrossRef]
- Guo, Y.J.; Gao, J.Q.; Cao, Y.; Li, C.; Li, C. Behavior of the Fusion Hole in Tungsten Inert Gas Thin-Plate Welding. IEEE Robot. Autom. Lett. 2019, 4, 2801–2806. [Google Scholar] [CrossRef]
- Otsu, N. A Threshold Selection Method from Gray-Level Histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Canny, J. A Computational Approach to Edge Detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, 8, 679–698. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Case No. | Welding Current (A) | Welding Speed (mm/min) | Wire Feeding Speed (mm/min) |
|---|---|---|---|
| CD1–2–3 | 120–130–140 | 100 | 95 |
| CS1–2-3 | 120 | 100 | 85–95–105 |
| CJ1 | 120 | 100 | 95 |
| BSD-1 | 120 | 100–120 | 85 |
| BSD-2 | 120 | 100–80 | 85 |
| BSS-1 | 120 | 100 | 95–135–95 |
| Actual Result | Prediction Result | |
|---|---|---|
| Positive | Negative | |
| Positive | True Positive (TP) | False Negative (FN) |
| Negative | False Positive (FP) | True Negative (TN) |
| Category | Accuracy | Precision | Recall | F1-Measure |
|---|---|---|---|---|
| Formula |
| Category | Accuracy | Precision | Recall | F1-Measure |
|---|---|---|---|---|
| Value-SVM | 88.00% | 100.00% | 84.68% | 91.70% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, Y.; Wang, X.; Yan, X.; Jia, C.; Gao, J. Prediction of Fusion Hole Perforation Based on Arc Characteristics of Front Image in Backing Welding. Materials 2020, 13, 4706. https://doi.org/10.3390/ma13214706
Cao Y, Wang X, Yan X, Jia C, Gao J. Prediction of Fusion Hole Perforation Based on Arc Characteristics of Front Image in Backing Welding. Materials. 2020; 13(21):4706. https://doi.org/10.3390/ma13214706
Chicago/Turabian StyleCao, Yu, Xiaofei Wang, Xu Yan, Chuanbao Jia, and Jinqiang Gao. 2020. "Prediction of Fusion Hole Perforation Based on Arc Characteristics of Front Image in Backing Welding" Materials 13, no. 21: 4706. https://doi.org/10.3390/ma13214706
APA StyleCao, Y., Wang, X., Yan, X., Jia, C., & Gao, J. (2020). Prediction of Fusion Hole Perforation Based on Arc Characteristics of Front Image in Backing Welding. Materials, 13(21), 4706. https://doi.org/10.3390/ma13214706